

Пример_припуски_3.ppt
- Количество слайдов: 35
 Пример решения задачи № 4 Тема: «Расчетно-аналитический метод определения припусков на обработку цилиндрических поверхностей»
Пример решения задачи № 4 Тема: «Расчетно-аналитический метод определения припусков на обработку цилиндрических поверхностей»
 Исходные данные
Исходные данные
 нормальной точности. Масса заготовки – 14") Исходные данные Заготовка – ГКМ (в два перехода) нормальной точности. Масса заготовки – 14 кг. Материал – Сталь 45. Группа стали – М 2 (сталь с массовой долей углерода свыше 0, 35 % до 0, 65 % включ. или с суммарной массовой долей легирующих элементов свыше 2, 0 % до 5, 0 % Масса детали – 10, 8 кг. Твердость – HRC 41… 45; Тип производства – серийный. )
Исходные данные Заготовка – ГКМ (в два перехода) нормальной точности. Масса заготовки – 14 кг. Материал – Сталь 45. Группа стали – М 2 (сталь с массовой долей углерода свыше 0, 35 % до 0, 65 % включ. или с суммарной массовой долей легирующих элементов свыше 2, 0 % до 5, 0 % Масса детали – 10, 8 кг. Твердость – HRC 41… 45; Тип производства – серийный. )
.") Исходные данные Заготовка – ГКМ (в два перехода).
Исходные данные Заготовка – ГКМ (в два перехода).
 Постановка задачи Назначить операционные припуски, рассчитать исполнительные размеры для каждой операции. Рассчитать исполнительные размеры заготовки. Поверхность – 80 f 7. МОП • • • 05 Токарная черновая (Rz=50; 12 квалитет); 05 Токарная чистовая (Rz=25; 11 квалитет); Термическая обработка HRC 41… 45; Шлифование предварительное (Rz=10; 8 квалитет); Шлифование чистовое (Rz=5; 7 квалитет);
Постановка задачи Назначить операционные припуски, рассчитать исполнительные размеры для каждой операции. Рассчитать исполнительные размеры заготовки. Поверхность – 80 f 7. МОП • • • 05 Токарная черновая (Rz=50; 12 квалитет); 05 Токарная чистовая (Rz=25; 11 квалитет); Термическая обработка HRC 41… 45; Шлифование предварительное (Rz=10; 8 квалитет); Шлифование чистовое (Rz=5; 7 квалитет);
 Решение задачи • Нарисовать таблицу и расчетную схему. Таблица – Исходные данные и расчетные значения припусков
Решение задачи • Нарисовать таблицу и расчетную схему. Таблица – Исходные данные и расчетные значения припусков
 Базирование Черновое точение Чистовое точение Предварительное и окончательное шлифование
Базирование Черновое точение Чистовое точение Предварительное и окончательное шлифование
 Решение задачи • Выбираем нормативные и расчетные значения элементов наименьших операционных припусков. • Нормативные значения Rz и h для поковок выбираем из [СТМ 1, табл. 12, с. 186].
Решение задачи • Выбираем нормативные и расчетные значения элементов наименьших операционных припусков. • Нормативные значения Rz и h для поковок выбираем из [СТМ 1, табл. 12, с. 186].
 • Для различных видов обработки, значения Rz и h выбираем из [СТМ 1, табл. 25, с. 188].
• Для различных видов обработки, значения Rz и h выбираем из [СТМ 1, табл. 25, с. 188].
 • Записываем данные в таблицу.
• Записываем данные в таблицу.
 Таблица – Исходные данные и расчетные значения припусков
Таблица – Исходные данные и расчетные значения припусков
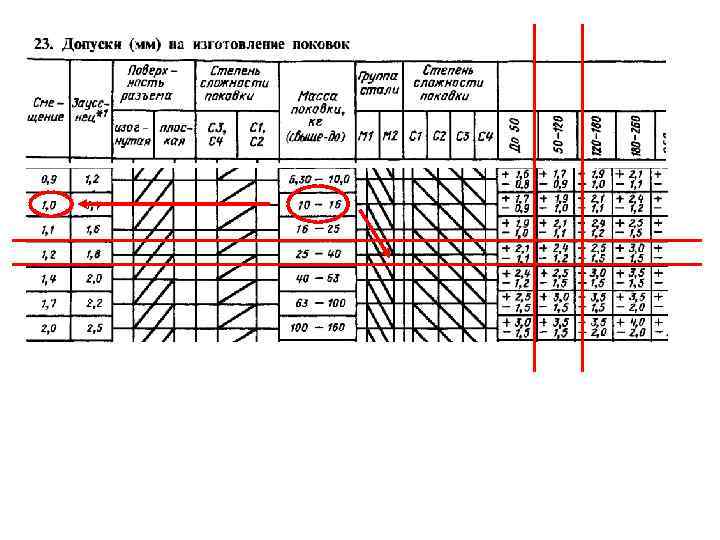
 • Расчет суммарного отклонения формы и расположения поверхностей заготовки определяем по формуле: Погрешность зацентровки определяем по формуле: где допуск заготовки равен TDзаг=2, 4 – (-1, 2)=3, 6 мм по [СТМ 1, с. 146, табл. 23]. Смещение по поверхности разъема штампа по [СТМ 1, с. 146, табл. 23] – см=1, 0 мм.
• Расчет суммарного отклонения формы и расположения поверхностей заготовки определяем по формуле: Погрешность зацентровки определяем по формуле: где допуск заготовки равен TDзаг=2, 4 – (-1, 2)=3, 6 мм по [СТМ 1, с. 146, табл. 23]. Смещение по поверхности разъема штампа по [СТМ 1, с. 146, табл. 23] – см=1, 0 мм.
![Коробление по [СТМ 1, с. 186, табл. 16]: к = 300 1, 8 =](https://present5.com/presentation/38954973_427838701/image-14.jpg "Коробление по [СТМ 1, с. 186, табл. 16]: к = 300 1, 8 =") Коробление по [СТМ 1, с. 186, табл. 16]: к = 300 1, 8 = 540 мкм = 0, 54 мм.
Коробление по [СТМ 1, с. 186, табл. 16]: к = 300 1, 8 = 540 мкм = 0, 54 мм.
 Суммарные отклонения формы и расположения поверхностей заготовки определяем: После чернового точения суммарные отклонения формы и расположения поверхностей: где Ку = 0, 06 – коэффициент уточнения после чернового точения (по [СТМ 1, с. 190, табл. 29])
Суммарные отклонения формы и расположения поверхностей заготовки определяем: После чернового точения суммарные отклонения формы и расположения поверхностей: где Ку = 0, 06 – коэффициент уточнения после чернового точения (по [СТМ 1, с. 190, табл. 29])
 После термической обработки суммарные отклонения формы и расположения поверхностей:
После термической обработки суммарные отклонения формы и расположения поверхностей:
 После предварительного шлифования суммарные отклонения формы и расположения поверхностей: После окончательного шлифования суммарные отклонения формы и расположения поверхностей: • Записываем полученные данные в таблицу.
После предварительного шлифования суммарные отклонения формы и расположения поверхностей: После окончательного шлифования суммарные отклонения формы и расположения поверхностей: • Записываем полученные данные в таблицу.
 Таблица – Исходные данные и расчетные значения припусков
Таблица – Исходные данные и расчетные значения припусков
 • Расчет погрешностей установки на выполняемом переходе Погрешность установки при черновом точении определяем по [1, табл. 2. 29, с. 360]:
• Расчет погрешностей установки на выполняемом переходе Погрешность установки при черновом точении определяем по [1, табл. 2. 29, с. 360]:
 При чистовом точении заготовка базируется в центрах. В этом случае погрешность установки определяется по формуле: При предварительном шлифовании заготовка также базируется в центрах. Поэтому погрешность установки: При окончательном шлифовании погрешность установки равна нулю, т. к. обработка выполняется с одной установки:
При чистовом точении заготовка базируется в центрах. В этом случае погрешность установки определяется по формуле: При предварительном шлифовании заготовка также базируется в центрах. Поэтому погрешность установки: При окончательном шлифовании погрешность установки равна нулю, т. к. обработка выполняется с одной установки:
 • Вычисляем значения минимального припуска для каждого перехода по формуле: - черновое точение: - чистовое точение: - предварительное шлифование: - окончательное шлифование:
• Вычисляем значения минимального припуска для каждого перехода по формуле: - черновое точение: - чистовое точение: - предварительное шлифование: - окончательное шлифование:
 Таблица – Исходные данные и расчетные значения припусков
Таблица – Исходные данные и расчетные значения припусков
") Вычерчивание расчетной схемы • Заготовка – поковка (штамповка)
Вычерчивание расчетной схемы • Заготовка – поковка (штамповка)
 Вычерчивание расчетной схемы • 1 -я операция – черновое точение
Вычерчивание расчетной схемы • 1 -я операция – черновое точение
 Вычерчивание расчетной схемы • 2 -я операция – чистовое точение
Вычерчивание расчетной схемы • 2 -я операция – чистовое точение
 Рисунок – Расчетная схема
Рисунок – Расчетная схема
 • Определяем максимальные значения припусков по формуле:
• Определяем максимальные значения припусков по формуле:
 • Определяем номинальные значения припусков по формуле:
• Определяем номинальные значения припусков по формуле:
 • Рассчитываем максимальный размер детали по формуле: • Определяем максимальные размеры для переходов по формуле:
• Рассчитываем максимальный размер детали по формуле: • Определяем максимальные размеры для переходов по формуле:
 Таблица – Исходные данные и расчетные значения припусков
Таблица – Исходные данные и расчетные значения припусков
 • Определяем минимальные размеры для переходов по формуле:
• Определяем минимальные размеры для переходов по формуле:
 • Определяем номинальные размеры для переходов: • Записываем исполнительные размеры по переходам: • шлифование предварительное – (d 3 max) –Td 3 80, 09 -0, 057 • точение чистовое – 80, 54 -0, 22 • точение черновое – 81, 34 -0, 35 • заготовка – 86, 4+2, 4 -1, 2
• Определяем номинальные размеры для переходов: • Записываем исполнительные размеры по переходам: • шлифование предварительное – (d 3 max) –Td 3 80, 09 -0, 057 • точение чистовое – 80, 54 -0, 22 • точение черновое – 81, 34 -0, 35 • заготовка – 86, 4+2, 4 -1, 2
 Таблица – Исходные данные и расчетные значения припусков
Таблица – Исходные данные и расчетные значения припусков
 • Проводим проверку расчетов, используя контрольное правило: где
• Проводим проверку расчетов, используя контрольное правило: где
 Рисунок – Расчетная схема
Рисунок – Расчетная схема