Лекция 24.ppt
- Количество слайдов: 25



ПРИМЕНЕНИЕ РОБОТОВ В СВАРОЧНОМ ПРОИЗВОДСТВЕ

Применение робототехники универсальный путь автоматизации сварочной технологии не только в серийном, но и в мелкосерийном производстве, т. к. при смене изделия можно использовать тот же робот, изменяя лишь его программу.

Роботы предъявляют специфические требования к технологии изготовления изделия: необходима высокая точность всех заготовок узла, стабильность положения сварного соединения в пространстве и высокое качество сварочных материалов.

При изготовлении сварных изделий следует иметь в виду, что роботизация по сложности ее осуществления подразделяется следующим образом: 1)соединения нахлесточные, выполняемые контактной точечной сваркой (наиболее просто); 2) соединения с тавровыми и угловыми швами, свариваемые электро дуговыми способами плавлением (сложнее); 3) стыковые соединения, выполняемые дуговой сваркой (крайне сложно).

Общая схема компоновки промышленного робота

Рабочее пространство роботов




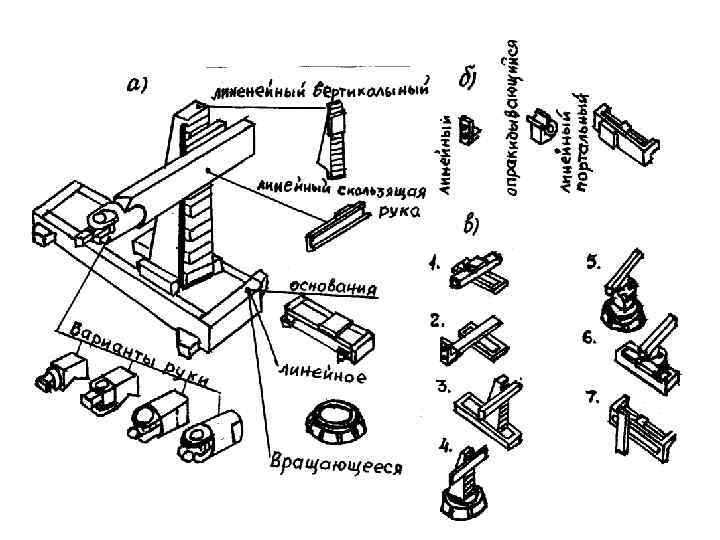
В основе компоновки базовых механизмов роботов принят модульный принцип. Каждый модуль имеет однокоординатное движение. Агрегатная система робототехники позволяет из стандартных блоков, имеющих прямоугольные и вращательные движения, собирать оптимальный промышленный робот, имеющий только требуемое число степеней свободы

Модульный принцип построения робототехники

Пример модульной компоновки портального робота

Роботы, используемые европейскими промышленными предприятиями

В роботах применяют гидравлические, пневматические и электромеханические приводы.

Пневматический двигатель Пневмопривод конструктивно прост, однако при его использовании требуемое перемещение инструмента (утлы поворота, длина хода) задают перестановкой упоров, т. е. по каждой степени подвижности задаются только два положения.

Гидравлический двигатель Гидравлический привод компактен и позволяет управлять инструментом с большой точностью

Электрический двигатель Электропривод требует использования сложных безлюфтовых редукторов, но зато он проще в обслуживании и обеспечивает высокие быстродействие и точность. Этот тип привода используют, как правило, в сварочных роботах.

Системы управления промышленными роботами Цикловая Позиционная Контурная

Обучение роботов 1. Оператор последовательно подводит горелку к ранее намеченным опорным точкам и вводит их координаты в систему управления с указанием характера траектории между ними: прямая или дуга. 2. Оператор устанавливает на горелку специальный наконечник и вручную перемещает горелку вдоль соединения, касаясь наконечником свариваемых кромок деталей. Сигналы от датчика, фиксирующего перемещение наконечника, вводятся в систему управления в виде координат точек, отстоящих одна от другой на определенном расстоянии.
 пружинный; б) рычажный;")
Захватные устройства промышленных роботов Схемы механических захватных устройств типа клещей: а) пружинный; б) рычажный; в) реечно рычажный; г) клинорычажный; д) диафрагменный
 с внутренней расширяющейся камерой;")
Захватные устройства промышленных роботов Схемы эластично охватывающих захватных устройств: а) с внутренней расширяющейся камерой; б) с изгибающимися камерами

Контактные датчики положения сварочного инструмента К бесконтактным датчикам относятся: • телевизионные • фотоэлектрические • индуктивные и индукционные • пневматические • лазерные монохроматические и др.
 называют снабженные роботами рабочие места, участки или линии.")
Робото-технические комплексы Роботизированными технологическими комплексами (РТК) называют снабженные роботами рабочие места, участки или линии. В комплект РТК обычно входит робот, совершающий перемещение сварочного инструмента, и манипулятор изделия, позволяющий осуществлять сварку всех швов в наиболее удобном пространственном положении

Модульный принцип компоновки манипуляторов с различным числом степеней подвижности
Лекция 24.ppt