Статистические методы бизнес-процессов ред. 2016.ppt
- Количество слайдов: 55



Применение методов и инструментов управления бизнеспроцессами Шевелева Н. Л.

О. В. Аристов в исследовании, посвященном проблеме управления качеством дает следующую трактовку данному понятию: «Метод управления – это способ и совокупность приемов воздействия на средства и продукты труда, направленные на достижение требуемой цели» .

Классификация методов управления бизнес-процессами n В общем виде традиционные методы n n управления можно подразделить на следующие типы: организационные, социально-психологические, экономические организационно-технические

Организационные методы подразделяются на: n Распорядительные n Дисциплинарные n Стабилизирующие Организационные методы управления качеством можно условно разделить на две принципиальные группы в зависимости от вида их воздействия на объект управления - на методы прямого и косвенного воздействия. Основное различие между ними заключается в том, что прямые методы реализуются главным образом путем издания актов, в которых указывается что, как и когда должен выполнить исполнитель. Методы косвенного воздействия ориентированы в основном на создание норм и правил поведения, не ограничивая в жесткой форме поведение исполнителя.

Распорядительные методы предполагают использование: директив, постановлений, приказов, распоряжений, указаний

Стабилизирующие методы включают в себя: n Непосредственное регламентирование n Общеорганизационное регламентирование n n (положение о производственном объединении) Линейно-функциональное регламентирование (положение о линейных и функциональных подразделениях) Организационно-структурное регламентирование (типовое положение) Регламентирование на основе норм и нормативов Регламентирование на основе инструктирования: объяснения, консультации, ознакомления, предостережения

Социально-психологические методы представляют собой такие способы воздействия на сотрудников, которые учитывают их духовные интересы, формируют соответствующую мотивацию работника, направленную на высокий уровень качества его деятельности. Арсенал использования таких методов достаточно широк – от воспитания и пропаганды до индивидуальных форм морального стимулирования. Здесь приходится учитывать не только профессиональную квалификацию работника, но и его мотивацию, психофизиологические особенности человека, его потребности в духовном и физическом развитии, его социально-психологические установки.

Экономические методы управления основаны на применении экономического стимулирования и создания материальной заинтересованности в достижении заданной цели в области качества. Примерами экономического стимулирования можно назвать: n Индивидуальные стимулы в виде оплаты за выполнение индивидуальной цели; n Единовременные выплаты как разовое вознаграждение за определенные личные достижения; n Стимулирование малых групп в виде разового вознаграждения за достижение цели группой; n Участие в прибылях организации в форме выплат служащим, связанным с величиной дохода организации; n Участие в прибылях подразделения - вознаграждение, которое делится между персоналом и связано с прибыльностью подразделениях. Условно все указанные методы можно разделить на две большие категории, сформированные на основе характера выплат. Выделяют стимулирование носящее разовый характер и стимулирование, представленное на предприятии в виде политики или программ, которая носит постоянный характер и закреплена в различных нормативных актах, положениях, программах

Организационно-технологические методы управления бизнес процессами в наиболее общем виде делятся на две основные группы: 1) методы контроля 2) технологические методы регулирования

Метод контроля включает: n Технологию проведения контроля n Контролируемые признаки n Средства контроля n Точность контроля

Технологические методы Связаны с изменением технологического процесса, обновлением инструментов и оборудования, новым сырьем и материалами. В системе образования эти методы связаны с внедрением новых инновационных технологий обучения.

ПЕТР 1 О КАЧЕСТВЕ Указ января 11 дня о 1723 года Повелеваю хозяина Тульской фабрики Корнилу Белоглазова бить кнутом и сослать на работу в монастыри. Понеже он, подлец, осмелился войску государеву продавать негодные пищали и фузеи. Старшину альдермалов Фрола Фукса бить кнутом и сослать в Азов. Пусть не ставит клейма на плохие ружья. Приказано Оружейной канцелярии из Петербурга переехать в Тулу и денно и нощно блюсти исправность ружей. Пусть дьяки и подьячие смотрят, как альдермалы клейма ставят, буде сомнение возьмет, сами проверят и осмотром и стрельбою. А два ружья каждый месяц стрелять пока не испортятся. Буде заминка в войске приключится при сражении по недогляду, бить оных кнутъями нещадно по оголенному месту. Хозяину 25 кнутов и пени по червонцу за одно ружье. Старшине адельману - бить до бесчувствия. Старшего дьяка отдать в унтерофицеры. Дьяка отдать в писари. Подьячего лишить воскресной чарки сроком на один год. Новому хозяину Ружейной фабрики Демидову повелеваю построить дьякам и подъячным избы не хуже хозяйской были, буде хуже, пусть Демидов не обижается, повелеваю живота лишить.

Статистические методы управления бизнес процессами В основе данных методов лежит представление о нормальном распределении результатов испытаний того или иного объекта исследования, когда устанавливается связь между заданным диапазоном отклонений, параметром и частотой попадания и непопадания в данный диапазон. Однако современные статистические методы довольно сложны для восприятия широкого практического использования без углубленной математической подготовки всех участников процесса.

Классификация статистических методов УК по мере их описания В 1979 г. Союз японских ученых и инженеров собрал воедино семь достаточно простых в использовании наглядных методов анализа процессов. При всей своей простоте они сохраняют связь со статистикой и дают профессионалам возможность пользоваться их результатами, а при необходимости — совершенствовать их. Различают: - Семь простых методов управления качеством - Семь новых методов управления качеством (методы управления и планирования) - Семь новейших методов управления качеством(методы стимулирования творчества)
 n n n n Блок-схема: изображение хода")
Семь методов управления качеством (семь простых методов) n n n n Блок-схема: изображение хода процесса Причинно-следственная диаграмма: анализ коренных причин Диаграмма Парето: выявление ключевых проблем Контрольный лист: выявление тенденций Диаграмма рассеяния: определение взаимосвязи между различными переменными Гистограмма: определение середины параметров процесса, его размаха и формы. Контрольная карта: определение допустимых границ отклонений
 n Диаграмма сродства: сбор и группирование")
Семь методов управления и планирования (семь новых методов) n Диаграмма сродства: сбор и группирование идей n Диаграмма взаимосвязей: изображений n n n причинных взаимосвязей Древовидная диаграмма: структурирование задач по внедрению Матрица приоритетов: поиск наилучшего решения Матричная диаграмма: поиск взаимосвязей Блок-схема программы реализации решения: вероятностное планирование Сетевая диаграмма: спланированные задачи

Классификация статистических методов управления качеством по мере их применения Методы анализа и решения проблем качества Аналитические методы Графические Контрольные листки, Диаграмма Ишикавы, Диаграмма Парето, Контрольные карты, Матрица оценок факторов, Схема сил взаимодействия, Дерево отказов, Графики временных рядов, Круговые диаграммы и др. Расчетно-статистические Метод сравнения средних, Метод сравнения дисперсий, Корреляционный метод, Регрессионный анализ, Дисперсионный анализ, Априорное ранжирование и др. Социологические Анкетирование, Интервьюирование. Поисковые методы Традиционные n Метод здравого смысла, Метод проб и ошибок, Метод прецедента, Метод аналогии, Метод ассоциации и др. Активизации мышления Мозговой штурм, Творческая дискуссия, Метод синектики, Метод «гирлянд» и др. Рационализации мышления Метод Декарта, Метод контрольных вопросов, Графическая алгоритмизация и др.

Контрольный листок - бланк, на котором заранее напечатаны контролируемые параметры, с тем, чтобы можно было легко и точно записать данные измерений. Это инструменты первичной регистрации данных. Они могут применяться при контроле как по качественным так и по количественным признакам. Его назначение; n облегчить процесс сбора данных; n автоматически упорядочить данные для облегчения их дальнейшего использования.
")
Контрольный листок для регистрации видов дефектов (причин пропусков занятий студентами)

Контрольный листок для регистрации распределения измеряемого параметра

Гистограмма показывает рассеяние или разброс и распределение количественных данных. Она полезна для получения визуальной информации о процессе и помогает принять решение, на чем сосредоточить усилия по улучшению. n

Построение гистограммы Прежде чем построить гистограмму необходимо имеющиеся данные представить в виде таблицы частот. № выборки Результаты измерений Максимум Минимум 1 - 10 377 376 374 378 377 376 379 375 374 377 379 374 11 - 20 377 378 381 376 372 380 377 375 381 372 387 372 21 - 30 372 375 376 377 372 31 - 40 375 383 380 377 378 381 376 377 378 375 383 375 41 - 50 375 374 376 379 376 374 378 377 379 380 374 383 372
 (наименьшее значение). Затем определяют число интервалов.")
Далее нужно определить размах R = (наибольшее значение) (наименьшее значение). Затем определяют число интервалов. Оно должно примерно соответствовать корню квадратному из числа данных. При числе данных 30 50 число интервалов должно быть равно 5 7, при числе данных 50 100 6 7, при числе данных 100 200 8 15. Далее определяют ширину участка. Для этого разность между наибольшим и наименьшим значениями делят на число участков и полученное число округляют. Например, для нашего примера число интервалов будет равно 6 и ширина участка будет соответственно равна: (383 – 372) : 6 ≈ 2. Затем заполняется таблица частот. Для этого определяются границы интервалов так, чтобы они включали наименьшее и наибольшее значения. № п/п Класс Средина класса, Х Подсчет частот 1 371, 5 -373, 5 371 //// 4 2 373, 5 -375, 5 373 //// // 7 3 375, 5 -377, 5 375 //// 15 4 377, 5 -379, 5 377 //// // 17 5 379, 5 - 381, 5 379 //// 5 6 381, 5 -383, 5 381 // 2 Всего: Частота, f 50

20 0, 20 15 0, 15 10 0, 10 5 0, 05 370 372 374 376 378 380 382 384
 обычный тип г) двугорбая гистограмма ж) гистограмма с отдельным островком б)")
Типы гистограмм а) обычный тип г) двугорбая гистограмма ж) гистограмма с отдельным островком б) гистограмма, вытянутая вправо д) гистограмма в виде обрыва з) гистограмма с прогалом (“гребенка”) в) гистограмма, вытянутая влево е) гистограмма с аномально высоким краем и) гистограмма в виде плато

Сравнение гистограмм с границами допуска Если имеется допуск, то можно нанести на гистограмму линии его границ, чтобы сравнить распределение с этими границами. гистограмма удовлетворяет допуску SL SU гистограмма не удовлетворяет допуску SL SU SU

Диаграмма Парето Доктор Д. М. Джуран указал, что в большинстве случаев подавляющее число дефектов и связанных с ними потерь возникает из-за относительно небольшого числа причин. Диаграмму Парето иногда называют “ 80/20”, т. к. в ней находит отражение известный принцип статистики: 80 % качественной продукции связано всего с 20 % всех возможных причин. Диаграмма Парето обеспечивает простой графический метод классификации причин от наиболее до наименее важных. n. Диаграмма Парето применяется, когда необходимо: nидентифицировать наиболее важные причины потерь качества; nидентифицировать возможности улучшения качества; nклассифицировать возможности улучшения качества и установить цели. n. С помощью диаграммы Парето можно анализировать проблемы, относящиеся практически к любой сфере деятельности предприятия.

Построение диаграммы Парето Разрабатываем и заполняем контрольный листок для регистрации данных с перечнем видов собираемой информации. Причины пропусков Группы данных занятий студентами Итого Прогулы ///// 10 Опоздания ///// …. . ///// // 42 Ошибки диспетчера //// // 6 Больничный ///// . . . ///// Срывы занятий //// 104 4 Пропуски по ///// уважительной причине, кроме больничного 20 Прочие 14 Итого ///// 200

Разрабатывается бланк таблицы для проверок данных, в котором должны быть предусмотрены графы для итогов по каждому проверяемому признаку в отдельности, накопленной суммы числа дефектов, процентов к общему итогу и накопленных процентов. Данные располагаются в порядке значимости проверяемого признака. Причины пропусков занятий студентами Число пропусков Накопленная сумма пропусков Процент числа пропусков по каждому признаку в общей сумме Накопленный процент Больничный 104 52 52 Опоздания 42 146 21 73 Пропуски по уважительной причине, кроме больничного 20 166 10 83 Прогулы 10 176 5 88 Ошибки диспетчера 6 182 3 91 Срывы занятий 4 186 2 93 Прочие 14 200 7 100 Итого 200 - 100 -

Строится диаграмма Парето. Для этого начертим одну горизонтальную и две вертикальные оси. 1. Вертикальные оси: а) Левая ось с интервалами от 0 до числа, соответствующему общему числу дефектов. б) Правая ось с интервалами от 0 до 100 %. 2. Горизонтальная ось содержит интервалы в соответствии с числом контролируемых признаков. Построим столбчатую диаграмму и начертим кумулятивную кривую (кривую Парето).

200 180 90 160 80 140 70 120 60 100 50 80 40 60 30 40 20 20 10 Диаграмма Парето по причинам пропусков занятий студентами

Диаграммы Парето подразделяются на два вида: 1. По результатам деятельности. Эта диаграмма предназначена для выявления главной проблемы и отражает следующие нежелательные результаты деятельности: а) качество: дефекты, ошибки, отказы, рекламации, возвраты продукции; б) себестоимость: объем потерь, затраты; в) сроки поставок: нехватка запасов, ошибки в составлении счетов, срыв сроков поставок; г) безопасность: несчастные случаи, трагические ошибки, аварии. 2. По причинам. Эта диаграмма отражает причины проблем, возникающих в ходе производства, и используется для выявления главной из них: а) персонал: возраст, опыт работы, квалификация, индивидуальные характеристики; б) оборудование: агрегаты, инструменты, оснастка, организация использования, модели, штампы; в) метод работы: условия производства, приемы работы, последовательность операций.

Диаграмма Парето для АВС – анализа Диаграмма

Контрольные карты применяются для контроля рабочих характеристик процесса. Они показывают отклонения от стандарта, цели или среднего значения и показывают уровень статистического контроля процесса в течение определенного времени. Их используют для изучения возможностей процесса, для определения достижимых целей качества и выявления изменений средних характеристик и изменчивости процесса, которые требуют корректирующих действий. Контрольные карты основываются на четырех принципах: n 1. Все процессы с течением времени отклоняются от заданных характеристик. n 2. Отдельные точки являются непрогнозируемыми. n 3. Стабильный процесс отклоняется случайно, и группы точек стабильного процесса имеют тенденцию располагаться в прогнозируемых границах. n 4. Нестабильный процесс не отклоняется случайно, и неслучайными обычно являются те отклонения, которые находятся за пределами прогнозируемых границ.

Примеры контрольных карт Верхняя контрольная граница Центральная линия Нижняя контрольная граница Контрольная карта для управляемого состояния (стабильного процесса) Контрольная карта для неуправляемого состояния (нестабильного процесса)
 Непрерывные значения Дискретные значения Название (х -")
Типы контрольных карт Значения характеристики (показателя качества) Непрерывные значения Дискретные значения Название (х - R)-карта (среднее значение и размах) x-карта (измеряемое значение) pn- карта (число дефектных изделий) p- карта (доля дефектов) c- карта (число дефектов) u- карта (число дефектов на единицу) (х-R)-карта - карта средних арифметических и размахов, применяется в )-карта случае контроля по количественному признаку таких показателей качества, как длина, масса, прочность на разрыв и др. Эта карта используется для анализа и управления процессами, показатели качества которых представляют собой непрерывные величины и несут наибольшее количество информации о процессе. Величина есть среднее значение для подгруппы, а R - выборочный размах для той же подгруппы. Обычно R-карту используют вместе с -картой для управления разбросом внутри подгрупп.
- применяется для x-карта обнаружения незамеченных факторов или в")
x-карта - карта индивидуальных значений (x)- применяется для x-карта обнаружения незамеченных факторов или в случае, когда за день или за неделю было произведено только одно наблюдение. Так как данные о процессе поступают через большие интервалы времени или если группирование данных не эффективно, они наносятся на график отдельными точками по мере поступления, и их тоже можно использовать для построения контрольной карты. Поскольку подгрупп нет, то нельзя вычислить значение R, и для определения контрольных пределов х приходится использовать текущие значения размаха Rs по последовательно поступающим данным. pn- карта числа дефектных единиц продукции (pn) - применяется карта для контроля качества по определению числа дефектных изделий. В этом случае используется выборка постоянного фиксированного объема.
 - применяется для контроля p-карта качества по")
p-карта - карта доли дефектной продукции (p) - применяется для контроля p-карта качества по определению доли дефектных изделий (например, доли дефектных винтов по длине винта, доли дефектных электрических лампочек по количеству металла и т. д. ) В данном случае выборка будет представлена меняющимся объемом. c - карта числа дефектов (С) - применяется в случае, когда карта контроль качества осуществляется путем определения суммарного числа дефектов в заранее установленном объеме проверяемых изделий (например, число разрывов на постоянной площади ткани, или изделиях одинакового размера). u – карта - карта числа дефектов на единицу продукции (U) - применяется карта в случае контроля качества по числу дефектов на единицу продукции, когда площадь, длина или другой параметр образца продукции не являются постоянной величиной.

Чтение контрольных карт Контролируемое состояние процесса - это такое состояние, когда процесс стабилен, а его среднее и разброс не меняются. Это можно проследить при чтении контрольных карт на основании следующих критериев: 1. Выход за контрольные пределы. Точки, которые лежат вне пределы. контрольных пределов. 2. Серия - это проявление такого состояния, когда точки неизменно Серия оказываются по одну сторону от средней линии; число таких точек называется длиной серии. Десять из 11 последовательных точек оказались по одну сторону от центра - это ненормально Серия в семь точек - ненормальность Серия
. Если точки образуют непрерывно повышающуюся или (дрейф). понижающуюся кривую, говорят, что")
3. Тренд (дрейф). Если точки образуют непрерывно повышающуюся или (дрейф). понижающуюся кривую, говорят, что имеет место тренд. Семь поднимающихся точек Круто падающий тренд Тренд (дрейф) 4. Приближение к контрольным пределам. Рассматриваются точки, пределам. которые приближаются к 3 -сигмовым контрольным пределам, причем, если 2 или 3 точки оказываются за 2 -сигмовыми линиями, то такой случай надо рассматривать как ненормальный. 3 -сигмовая линия 2 -сигмовая линия 3 -сигмовая линия Приближение к контрольным пределам (две из трех точек)

5. Приближение к центральной линии. Когда большинство точек линии. концентрируется внутри центральных полуторасигмовых линий, делящих пополам расстояние между центральной линией и каждой из контрольных линий, это обусловлено неподходящим способом разбиения на подгруппы. 3 -сигмовая линия 1, 5 -сигмовая линия 3 -сигмовая линия Приближение к центральной линии 6. Периодичность. Когда кривая повторяет структуру “то подъем, то спад” Периодичность. с примерно одинаковыми интервалами времени, это тоже ненормально. Периодичность

Диаграмма разброса это простой графический метод изучения зависимости между двумя видами связанных данных. Диаграмма разброса показывает взаимосвязь между двумя видами связанных данных, выявляет и подтверждает их зависимость. Например, можно построить диаграмму для выявления связи между пропусками занятий и успеваемостью студентов, средним баллом аттестата абитуриентов и их средним баллом по итогам первой сессии. Для построения диаграммы разброса получите парные данные (x, y), между которыми требуется установить зависимость, и расположите их в таблице.

Чтение диаграмм разброса n На рисунках 1 - 2 величина y растет с ростом x; это положительная корреляция. На рисунке 4 -5 показана ситуация, которая характеризует отрицательную корреляцию, поскольку с ростом x величина y уменьшается. А на рисунке 3 приведен случай, когда между x и y нет никакой определенной связи, что свидетельствует об отсутствии корреляции. На рисунке 6 с ростом x величина y меняется криволинейно.

Положительная корреляция n = 30 • r = 0. 9 Рисунок 1 Нет корреляции Может быть положительная корреляция n = 30 • r = 0. 6 Рисунок 2 Отрицательная корреляция n = 30 • r = 0. 9 Рисунок 3 Рисунок 4

Может быть отрицательная корреляция n = 30 • r = 0. 6 Рисунок 5 Может быть отрицательная корреляция n = 30 Рисунок 6
,")
Причинно-следственная диаграмма n Причинно-следственная диаграмма часто называется: диаграммой Каоро Исикавы (по имени ее автора), диаграммой “причина - следствие”, диаграммой “причин и результатов”, “рыбья кость”, “рыбий скелет”, “диаграммой речных притоков”. n Она изображает зависимость между следствием и его потенциальными причинами. n Причинно-следственные диаграммы строятся для того, чтобы рассортировать и определить взаимодействие между факторами, влияющими на процесс. n Она позволяет выявить и систематизировать различные факторы и условия (например, исходные материалы, условия работы, оборудование, персонал), оказывающие влияние на рассматриваемую проблему (на показатели качества, такие как успеваемость и т. д. )

Категория Причина Причина Следствие Причина Категория

Средства измерения Студенты Низкая посещаемость Болезнь Шум Экзаменацион ные билеты Низкий уровень подготовки Аудитории Освещенность Тесты Методические материалы Приборы Наличие лабораторий Условия труда Микроклимат Квалификация Опыт преподавателя Оборудование и материалы Преподаватели Лекции Низкая успеваемость Семинары Лабораторные Методы Причинно-следственная диаграмма для анализа низкой успеваемости

Структурная схема применяется для определения процесса и идентификации требований потребителей. Структурная схема помогает понять, как в данное время действует процесс и как основные рабочие группы взаимодействуют в рамках процесса и с внешними организациями. Схема позволяет проследить различные пути, по которым могут двигаться материалы и информация с момента поступления от поставщиков до получения готовой продукции. Схема включает отдельные прямоугольники или блоки, представляющие виды деятельности, выполняемые отдельными структурными подразделениями, и соединяющие линии, представляющие направления передачи или взаимодействия видов деятельности.

Структурная схема процесса разработки программы аудита Начальник отдела обеспечения качества Начало процесса Требо вания к прог рамме аудита 1 проректор – ответственный за СМК Ректор Разработка проекта программы аудита на год Согласование проекта Утверждение проекта Назначение руководителя группы аудита Оконча ние процесса Утверждение программы аудита Руководители Руководитель проверяемых группы подразделений аудита Составление проекта программы аудита Согласование программы аудита Программа аудита

Диаграмма «Паутина»

Рекомендуемая литература: n Басовский, Л. Е. Управление качеством: Учебник. n n /Л. Е. Басовский, В. Б. Протасьев. – М. : ИНФРА–М, 2005. – 212 с. Мишин, В. М. Управление качеством: Учебник. / В. М. Мишин - 2 -е изд. , перераб. и доп. – М. : Юнити, 2005. -463 с. Допущено МО РФ. Теория управления: Учебник. / Под общ. ред. А. Л. Гапоненко, А. П. Панкрухина – М. : РАГС, 2003. – 558 с. Управление качеством и реинжиниринг организаций / З. С. Абутидзе, Л. Н. Александровская, В. Н. Бас и др. : учебное пособие. – М. : Логос, 2003. – 328 с. Управление качеством. Часть 1: Семь простых методов: Учебное пособие для вузов / Адлер Ю. П. , Поховская Т. М. , Шпер В. Л. , Нестеренко П. А. – М. : МИСИС. 2001.
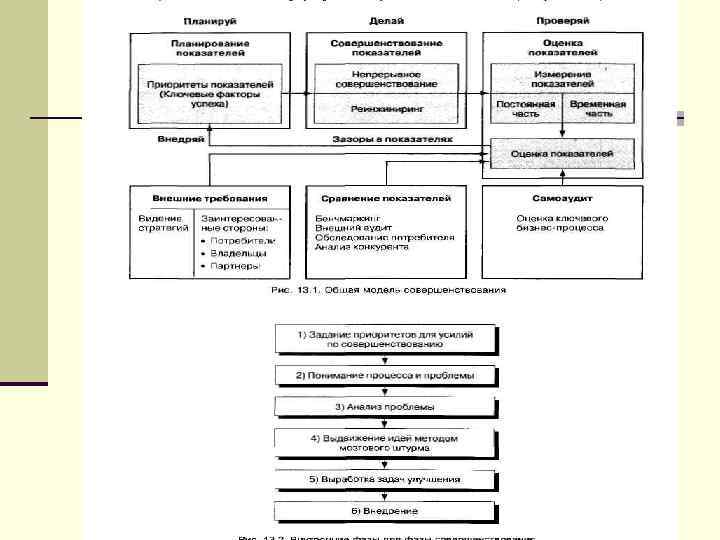

Задание приоритет ов Понимание проблемы Анализ проблемы Генерация идей Предложения по совершенс твованию Внедрение Самооценка Картирование связей Диаграмма причин и результато в Мозговой штурм Упрощение Диаграмма дерево Анализ тренда Блок схема Анализ коренной причины Мозговой штурм в письменной форме Идеализация Схема процесса принятия решений Диаграмма «паутина» Критический инцидент График Метод анкетирования Кроуфорда СФК «A AT» анализ Матрица показателей Контрольный листок Гисто грамма Метод номинальных групп Анализ рабочей ячейки Анализ поля сил Тестирование критериев Диаграмма Парето Граф связей Диаграмма сродства Статистическое управление процессами СФК Матричная диаграмма Реинжиниринг бизнес процесса Бенчмаркинг
Статистические методы бизнес-процессов ред. 2016.ppt