Геометрия токарных резцов.pptx
- Количество слайдов: 19



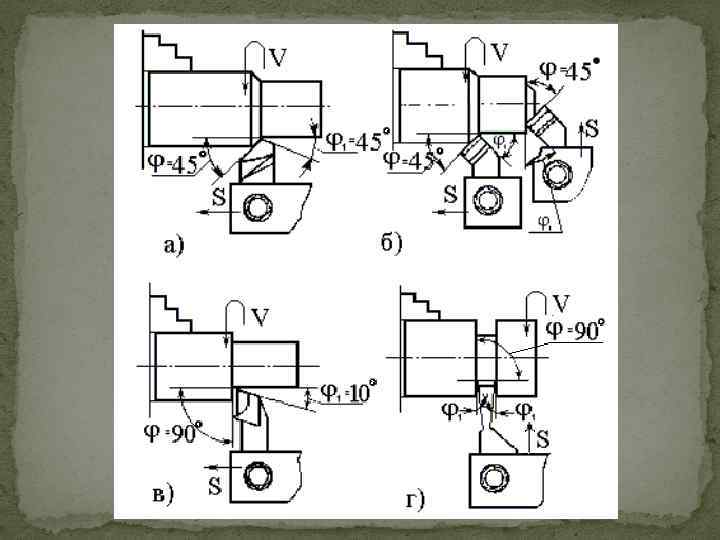
При работе на токарных станках наиболее часто используют проходные прямые, проходные отогнутые, проходные упорные и отрезные резцы.
. Проходной")
Проходные прямые резцы предназначены для обработки наружных поверхностей с продольной подачей (рис. а). Проходной отогнутый резец наряду с обтачиванием с продольной подачей может применяться для подрезания торцев с поперечной подачей (рис. б). Проходной упорный резец применяется для наружного обтачивания с подрезкой уступа под углом 90° к оси (рис. в). Отрезной резец предназначен для отрезания частей заготовок и протачивания кольцевых канавок (рис. г).

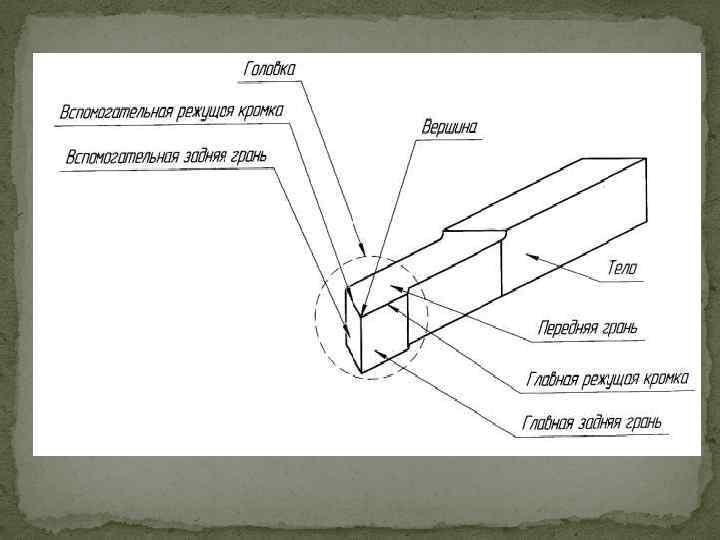
Токарный резец состоит из стержня, служащего для закрепления его в резцедержателе станка, и головки резца. Различают следующие элементы режущей части резца: передняя поверхность, по которой сходит стружка. Главная задняя поверхность, обращённая к поверхности резания заготовки. Вспомогательная задняя поверхность, обращённая к обработанной поверхности заготовки. Главная режущая кромка – линия пересечения передней и главной задней поверхностей. Вспомогательная режущая кромка – линия пересечения передней и вспомогательной задней поверхностей. Вершина резца – точка пересечения главной и вспомогательной режущих кромок. Для увеличения износостойкости резца и повышения чистоты обработанной поверхности вершину иногда закругляют или срезают прямолинейной переходной кромкой.
 – плоскость,")
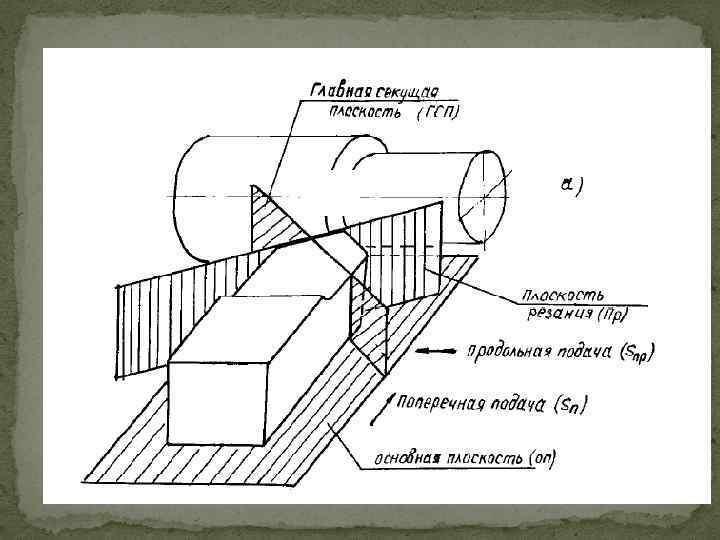
При изучении геометрических параметров резцов приняты следующие условные плоскости Основная плоскость (ОП) – плоскость, в которой осуществляются движения подач резца. Плоскость резания (ПР) – плоскость, касательная к поверхности резания и проходящая через режущую кромку. Главная секущая плоскость (ГСП) – плоскость, перпендикулярная проекции главной режущей кромки.

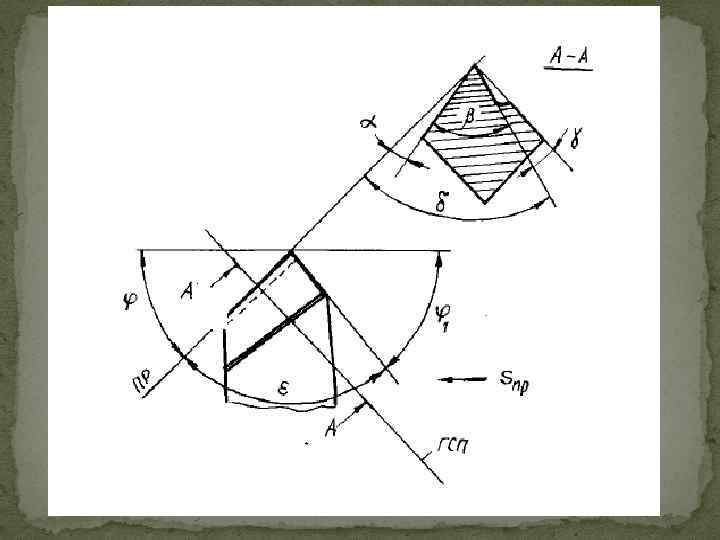
Различают следующие углы резца: ϕ – главный угол в плане; ϕ 1 – вспомогательный угол в плане; ε – угол при вершине; γ – передний угол; α – главный задний угол; β – угол заострения; δ – угол резания
 – угол между проекцией главной режущей кромки на ОП")
Главный угол в плане (ϕ) – угол между проекцией главной режущей кромки на ОП и направлением подачи. При обработке нежесткой детали ϕ = 30… 60°. На рис. 5 показаны углы резца в плане и в главной секущей плоскости. Вспомогательный угол в плане (ϕ 1) – угол между проекцией вспомогательной режущей кромки и направлением подачи. Угол ϕ 1 = 10… 30°. При меньших значениях ϕ 1, вспомогательная режущая кромка будет врезаться в обработанную поверхность и портить ее. Сумма углов ϕ + ϕ 1 + ε = 180°, где ε – угол при вершине. Главный задний угол (α) – угол между главной задней поверхностью и плоскостью резания: α = 6… 12°. При малом α возможно трение поверхности резания о заднюю поверхность.
 – угол между передней поверхностью и плоскостью, перпендикулярной плоскости резания. Угол")
Передний угол (γ) – угол между передней поверхностью и плоскостью, перпендикулярной плоскости резания. Угол резания (δ) – угол между передней поверхностью и плоскостью резания. Угол заострения (β) – угол между передней и задней поверхностями, измеренный в главной секущей плоскости

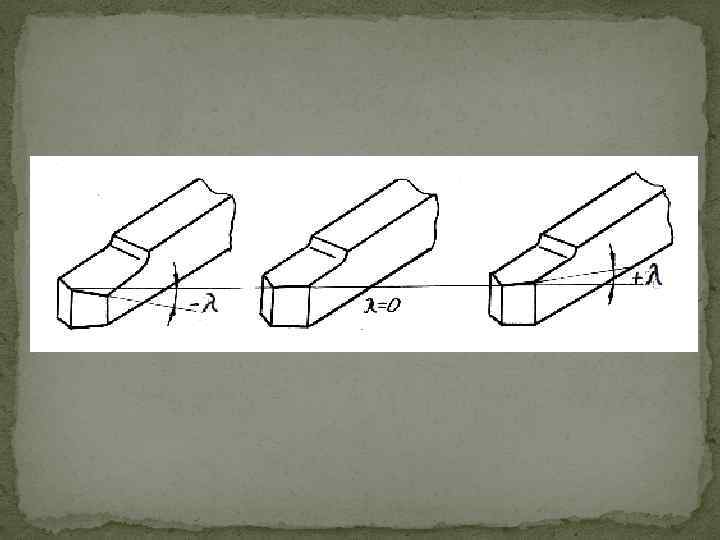
Угол наклона главной режущей кромки l может быть положительным, отрицательным и равным нулю, что влияет на направление схода стружки. Если вершина резца является высшей точкой главной режущей кромки, то l отрицателен и стружка сходит в направлении подачи. Если главная режущая кромка параллельна основной плоскости, то l = 0 и стружка сходит по оси резца. Если вершина резца является низшей точкой главной режущей кромки, то l положителен и стружка сходит в направлении обратном подаче. При обработке заготовок на токарных автоматах стружку необходимо отводить так, чтобы она не мешала работе инструментов на соседних позициях.

Назначение и выбор углов резца. Величина углов резца зависит от свойств материала резца и обрабатываемой детали, жесткости последней и типа резца. Передний угол предназначен для создания наиболее благоприятных условий резания. От его величины зависят острота и прочность режущего клина. Этот угол выполняется в следующих пределах; для быстрорежущих резцов при обработке сталей у = 20— 25°, для твердосплавных резцов при обработке сталей средней твердости у=12— 15°, для высокопрочных сталей, стального литья с твердой коркой и при работе с ударами у= — 10°, для серого чугуна у = 5°. Задние углы выполняются для уменьшения трения резца о поверхности обрабатываемой детали в довольно узких пределах: а = 8— 12°; а, = 6— 10°.

Углы в плане определяют остроту и прочность вершины резца. Они также влияют на величину силы сопротивления резания. При уменьшении углов в плане (ф и ф1) вершина —У резца становится более прочной, а сила сопротивления резанию и опасность прогиба обрабатываемой детали увеличиваются. Эти углы принимают в следующих пределах: ф = 45— 90°, ф1 = 10— 15° (большие значения для обработки менее жестких деталей).

Изменением угла наклона главной режущей кромки можно влиять на направление схода стружки и прочность вершины резца. При λ = 0 стружка сходит перпендикулярно к режущей кромке, при + λ, — вправо, при -λ влево см. рис. 6. Вершина резца становится более прочной при положительном значении угла. Для чистового обтачивания рекомендуется λ=-2— 4°; для чернового — λ = 0— 5°; при обработке прерывистых поверхностей λ=12 — 15°.

Формы передней поверхности резца. Обычная плоская передняя поверхность не обеспечивает достаточной прочности режущей кромки, особенно у резцов, оснащенных твердым сплавом. Для них при обработке сталей на передней поверхности вдоль главной режущей кромки рекомендуется делать фаску шириной 0, 2— 0, 6 мм с отрицательным передним углом — 5°

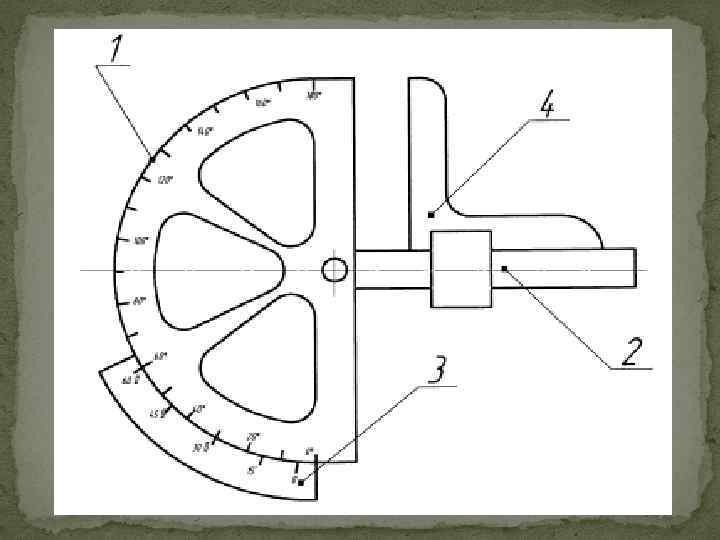
Приборы для измерения углов резца Измерять углы резца можно угломерами различных конструкций. Универсальный угломер состоит из сектора 1, на котором нанесена шкала от 0 до 180 о, измерительной ножки 2, которая поворачивается на оси вокруг центра сектора и может быть закреплена винтом в любом угловом положении. С ножкой связан нониус 3, имеющий 30 делений. Таким образом, по шкале сектора можно отсчитывать углы с точностью 1 о, а по нониусу 2’.
Геометрия токарных резцов.pptx