ПР-11 рельсы эк.ppt
- Количество слайдов: 35
 ПРЕДПРИЯТИЯ ПО ИЗГОТОВЛЕНИЮ РЕЛЬСОВ И РЕЛЬСОВЫХ ПЛЕТЕЙ
ПРЕДПРИЯТИЯ ПО ИЗГОТОВЛЕНИЮ РЕЛЬСОВ И РЕЛЬСОВЫХ ПЛЕТЕЙ
 ИЗГОТОВЛЕНИЕ РЕЛЬСОВ Способы получения рельсовой стали: - мартеновский; - кислородно-конверторный; - электросталеплавильный. Прокат
ИЗГОТОВЛЕНИЕ РЕЛЬСОВ Способы получения рельсовой стали: - мартеновский; - кислородно-конверторный; - электросталеплавильный. Прокат
 Мартеновский способ Сущность мартеновского процесса состоит в переработке чугуна и металлического лома на поду отражательной печи. В мартеновском процессе не достаточно тепла химических реакций и физического тепла шихтовых материалов. Для плавления твердых шихтовых материалов, в целях покрытия значительных тепловых потерь и нагрева стали до необходимых температур в печь подводиться дополнительное тепло, получаемое путем сжигания в рабочем пространстве топлива в струе воздуха, нагретого до высоких температур.
Мартеновский способ Сущность мартеновского процесса состоит в переработке чугуна и металлического лома на поду отражательной печи. В мартеновском процессе не достаточно тепла химических реакций и физического тепла шихтовых материалов. Для плавления твердых шихтовых материалов, в целях покрытия значительных тепловых потерь и нагрева стали до необходимых температур в печь подводиться дополнительное тепло, получаемое путем сжигания в рабочем пространстве топлива в струе воздуха, нагретого до высоких температур.
 1, 2, 10, 11 -регенераторы; 3, 9 -канал для газа; 4, 8 -канал для воздуха; 5 -окна; 6 -под; 7 -пространство; 12, 14 -клапаны; 13 -труба.
1, 2, 10, 11 -регенераторы; 3, 9 -канал для газа; 4, 8 -канал для воздуха; 5 -окна; 6 -под; 7 -пространство; 12, 14 -клапаны; 13 -труба.
 Кислородно-конвертерный способ Кислородно-конвертерный процесс представляет собой один из видов передела жидкого чугуна в сталь без затраты топлива путем продувки чугуна в конвертере технически чистым кислородом, подаваемым через фурму, которая вводится в металл сверху. Количество воздуха необходимого для переработки 1 т чугуна, составляет 350 кубометров.
Кислородно-конвертерный способ Кислородно-конвертерный процесс представляет собой один из видов передела жидкого чугуна в сталь без затраты топлива путем продувки чугуна в конвертере технически чистым кислородом, подаваемым через фурму, которая вводится в металл сверху. Количество воздуха необходимого для переработки 1 т чугуна, составляет 350 кубометров.
 1 – металлический сосуд грушевидной формы; 2 – кирпичная футировка; 3 – водоохлаждаемая фурма; 4 – горловина.
1 – металлический сосуд грушевидной формы; 2 – кирпичная футировка; 3 – водоохлаждаемая фурма; 4 – горловина.
 Электроплавильный способ Выплавка стали в электропечах основана на использовании электроэнергии для нагрева металла. Тепло в электропечах выделяется в результате преобразования электроэнергии в тепловую при горении электрической дуги либо в специальных нагревательных элементах, либо за счет возбуждения вихревых токов.
Электроплавильный способ Выплавка стали в электропечах основана на использовании электроэнергии для нагрева металла. Тепло в электропечах выделяется в результате преобразования электроэнергии в тепловую при горении электрической дуги либо в специальных нагревательных элементах, либо за счет возбуждения вихревых токов.
 1 – куполообразный свод; 2 – стенки; 3 – желоб; 4 – сталевыпускное отверстие; 5 – электрическая дуга; 6 – сферический под; 7 – рабочее окно; 8 – заслонка; 9 – электроды.
1 – куполообразный свод; 2 – стенки; 3 – желоб; 4 – сталевыпускное отверстие; 5 – электрическая дуга; 6 – сферический под; 7 – рабочее окно; 8 – заслонка; 9 – электроды.
 1 – каркас; 2 – подовая плита; 3 – водоохлаждаемый индуктор; 4 – изоляционный слой; 5 – тигель; 6 – абсоцементная плита; 7 – сливной носок; 8 – воротник; 9 – гибкий токоподвод; 10 – опорные брусья
1 – каркас; 2 – подовая плита; 3 – водоохлаждаемый индуктор; 4 – изоляционный слой; 5 – тигель; 6 – абсоцементная плита; 7 – сливной носок; 8 – воротник; 9 – гибкий токоподвод; 10 – опорные брусья
 A – разливка сверху: 1 – сталеразливочный ковш; 2 – изложница; 3 – поддон; Б – разливка сифоном: 1 – сталеразливочный ковш; 2 – центровая трубка; 3 – прибыльная надставка; 4 – изложница; 5 – поддон; 6 – сифонные трубки
A – разливка сверху: 1 – сталеразливочный ковш; 2 – изложница; 3 – поддон; Б – разливка сифоном: 1 – сталеразливочный ковш; 2 – центровая трубка; 3 – прибыльная надставка; 4 – изложница; 5 – поддон; 6 – сифонные трубки
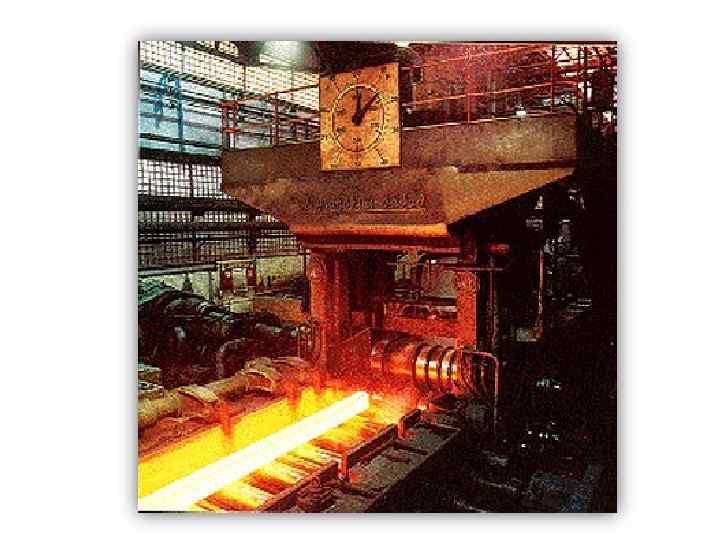
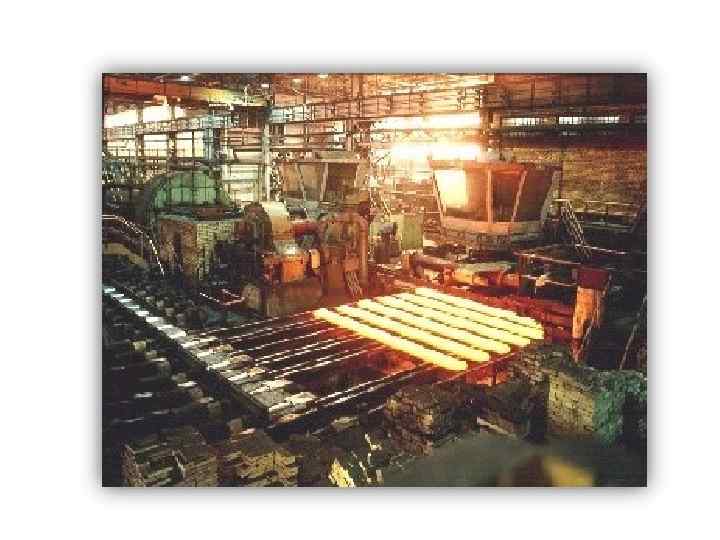
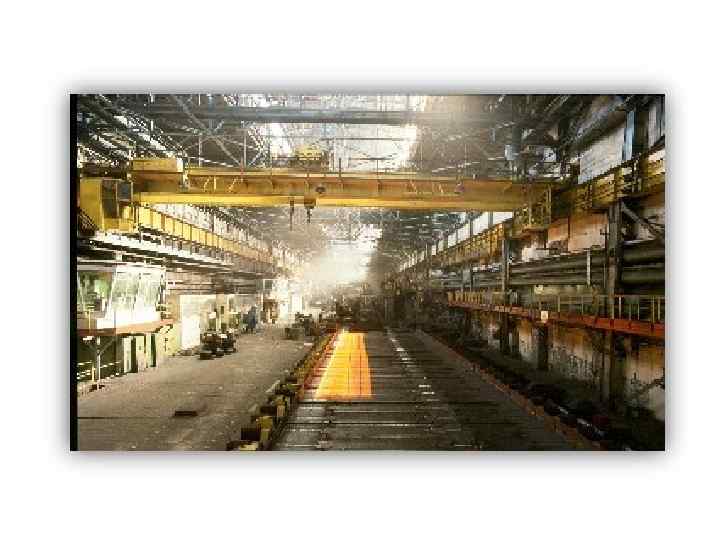
 Прокат • • заготовки под прокат рельсов нагревают в печи с шагающими балками; подают на прокатное оборудование состоящее из стана "950" с двухвалковой реверсивной клетью и стана "850" с двумя клетями "трио", оборудованными подъёмно-качающимися столами, и одной клетью "дуо", расположенными в линию; раскаты, полученные в результате проката, разрезают на мерные длины пилами горячей резки маятникового типа; мерные рельсы поступают на участок изотермической выдержки рельсов, обеспечивающий их противофлокенную обработку, который включает в себя пять проходных печей, систему стеллажей и рольгангов для передачи и транспортировки рельсов; операции отделки рельсов проводят на сверлильно-отрезных станках фирмы "Вагнер» ; объёмную закалка рельсов длиной 25 м производят в масле в специальной закалочной машине револьверного типа; нагрев под закалку и отпуск осуществляют в проходных печах; охлаждённые рельсы проходят правку в двух плоскостях в роликоправильных машинах, оценку прямолинейности и подвергаются ультразвуковому контролю.
Прокат • • заготовки под прокат рельсов нагревают в печи с шагающими балками; подают на прокатное оборудование состоящее из стана "950" с двухвалковой реверсивной клетью и стана "850" с двумя клетями "трио", оборудованными подъёмно-качающимися столами, и одной клетью "дуо", расположенными в линию; раскаты, полученные в результате проката, разрезают на мерные длины пилами горячей резки маятникового типа; мерные рельсы поступают на участок изотермической выдержки рельсов, обеспечивающий их противофлокенную обработку, который включает в себя пять проходных печей, систему стеллажей и рольгангов для передачи и транспортировки рельсов; операции отделки рельсов проводят на сверлильно-отрезных станках фирмы "Вагнер» ; объёмную закалка рельсов длиной 25 м производят в масле в специальной закалочной машине револьверного типа; нагрев под закалку и отпуск осуществляют в проходных печах; охлаждённые рельсы проходят правку в двух плоскостях в роликоправильных машинах, оценку прямолинейности и подвергаются ультразвуковому контролю.
 РАБОТА С РЕЛЬСАМИ - - Подготовка рельсов к укладке в путь: входной контроль в пунктах поступления рельсов с металлургических комбинатов; сварка новых рельсов в рельсовые плети; изготовление высокопрочных изолирующих стыков; изготовление рельсов нестандартной длины. Работа с рельсами в пути: сварка рельсов в плети длиною более стандартной; профильное шлифование рельсов; восстановление целостности рельсовых плетей в местах наличия дефектов; лубрикация рельсов; восстановление профиля рельсов наплавкой. Восстановление рельсов в заводских условиях: репрофилирование рельсов; сварка старогодных рельсовых плетей; изготовление мерных старогодных рельсов; изготовление рельсов переходного профиля.
РАБОТА С РЕЛЬСАМИ - - Подготовка рельсов к укладке в путь: входной контроль в пунктах поступления рельсов с металлургических комбинатов; сварка новых рельсов в рельсовые плети; изготовление высокопрочных изолирующих стыков; изготовление рельсов нестандартной длины. Работа с рельсами в пути: сварка рельсов в плети длиною более стандартной; профильное шлифование рельсов; восстановление целостности рельсовых плетей в местах наличия дефектов; лубрикация рельсов; восстановление профиля рельсов наплавкой. Восстановление рельсов в заводских условиях: репрофилирование рельсов; сварка старогодных рельсовых плетей; изготовление мерных старогодных рельсов; изготовление рельсов переходного профиля.
 Подготовка рельсов к укладке в путь Входной контроль качества рельсов поступающих с металургических комбинатов осуществляется на рельсосварочных предприятиях силами специально обученных работников в объёме не менее 10% от партии поступивших рельсов с использованием сертифицированных мерительных линеек, щупов, шаблонов, штангенциркулей, твердомеров, сканирующих средств на специальных (выверенных) площадках.
Подготовка рельсов к укладке в путь Входной контроль качества рельсов поступающих с металургических комбинатов осуществляется на рельсосварочных предприятиях силами специально обученных работников в объёме не менее 10% от партии поступивших рельсов с использованием сертифицированных мерительных линеек, щупов, шаблонов, штангенциркулей, твердомеров, сканирующих средств на специальных (выверенных) площадках.
 Сварка рельсов в рельсовые плети Сварка рельсовых плетей и рельсов мерных, нестандартной длины, переходного профиля из новых и из старогодных рельсов осуществляется по единой технологии. Однако технология подготовки старогодных рельсов к сварке очень сложна и заслуживает отдельного изложения.
Сварка рельсов в рельсовые плети Сварка рельсовых плетей и рельсов мерных, нестандартной длины, переходного профиля из новых и из старогодных рельсов осуществляется по единой технологии. Однако технология подготовки старогодных рельсов к сварке очень сложна и заслуживает отдельного изложения.
 Участок подачи
Участок подачи
 Участок проверки рельса перед сваркой
Участок проверки рельса перед сваркой
 Сварочная машина
Сварочная машина
 Пост грубой шлифовки
Пост грубой шлифовки
 Оборудование для грубой шлифовки
Оборудование для грубой шлифовки
 Пост термообработки стыка
Пост термообработки стыка
 Пост холодной правки стыка
Пост холодной правки стыка
 Пост чистовой шлифовки стыка
Пост чистовой шлифовки стыка
 Пост приёмочного контроля стыка
Пост приёмочного контроля стыка
 Тяговые транспортёры для перемещения рельсовой плети по технологической линии
Тяговые транспортёры для перемещения рельсовой плети по технологической линии
 Погрузочная эстакада
Погрузочная эстакада
 Репрофилирование рельсов Осуществляется путём придания головке рельса оптимального профиля за счёт фрезирования поверхности катания рельса (верхняя и боковая грань головки). Работа производится только в заводских условиях на специальных фрезерных станках.
Репрофилирование рельсов Осуществляется путём придания головке рельса оптимального профиля за счёт фрезирования поверхности катания рельса (верхняя и боковая грань головки). Работа производится только в заводских условиях на специальных фрезерных станках.
 Фрезерный станок
Фрезерный станок
,") Работа с рельсами в пути Сварка рельсов в пути осуществляется передвижными рельсосварочными машинами (ПРСМ), а в местах где невозможно применение ПРСМ с использованием алюмотермитного способа соединения рельсов. Профильное шлифование рельсов осуществляется рельсошлифовальными машинами с активными рабочими органами с целью устранения мелких неровностей на поверхности катания рельсов. Лубрикация рельсов осуществляется с целью снижения интенсивности бокового износа рельсов в кривых участках пути путём использования как стационарных так и передвижных лубрикаторов.
Работа с рельсами в пути Сварка рельсов в пути осуществляется передвижными рельсосварочными машинами (ПРСМ), а в местах где невозможно применение ПРСМ с использованием алюмотермитного способа соединения рельсов. Профильное шлифование рельсов осуществляется рельсошлифовальными машинами с активными рабочими органами с целью устранения мелких неровностей на поверхности катания рельсов. Лубрикация рельсов осуществляется с целью снижения интенсивности бокового износа рельсов в кривых участках пути путём использования как стационарных так и передвижных лубрикаторов.
 Сварка рельсов в пути передвижными рельсосварочными машинами
Сварка рельсов в пути передвижными рельсосварочными машинами
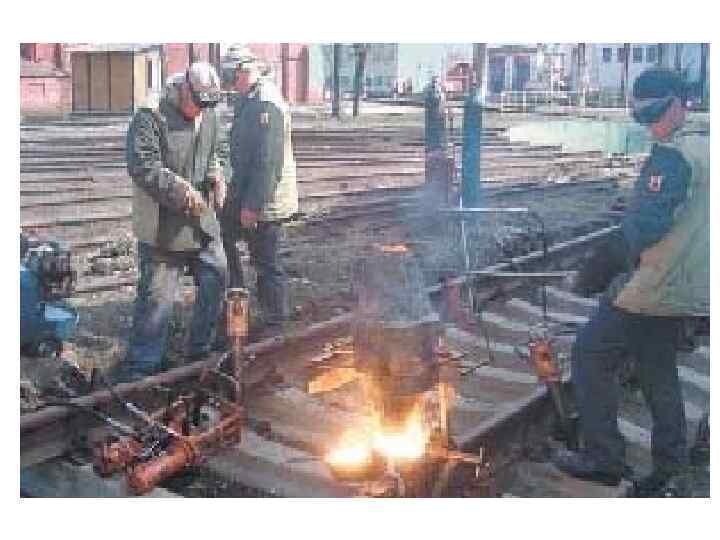
 Алюмотермитный способ соединения рельсов
Алюмотермитный способ соединения рельсов