

КПСЦ-образец.ppt
- Количество слайдов: 12
 Подход к устранению потерь Как определить наличие потерь в производстве? • Необходимо понять механизм создания потребительской ценности выпускаемой продукции; • Составить подробное схематичное описание всего производственного процесса – КАРТУ ПОТОКА СОЗДАНИЯ ЦЕННОСТИ
Подход к устранению потерь Как определить наличие потерь в производстве? • Необходимо понять механизм создания потребительской ценности выпускаемой продукции; • Составить подробное схематичное описание всего производственного процесса – КАРТУ ПОТОКА СОЗДАНИЯ ЦЕННОСТИ
 Карта потока создания ценности • Карта потока создания ценности – это инструмент, с помощью которого, мы можем увидеть и понять материальный и информационный потоки в ходе создания ценности, текущее состояние или процесс «как есть» • Построение карты потока создания ценности помогает увидеть проблемные области, определить те процессы и операции, при выполнении которых происходит большое количество потерь, а также помогает определить эффективность процесса • Формирует основу плана по внедрению улучшений процессов и операций • Помогает избежать несистемных усовершенствований или «однодневных улучшений» ПОСТАВЩИКИ ВАШ ЗАВОД ИЛИ КОМПАНИЯ ПОЛНЫЙ ПОТОК СОЗДАНИЯ ЦЕННОСТИ ПОКУПАТЕЛЬ И КОНЕЧНЫЙ ПОЛЬЗОВАТЕЛЬ
Карта потока создания ценности • Карта потока создания ценности – это инструмент, с помощью которого, мы можем увидеть и понять материальный и информационный потоки в ходе создания ценности, текущее состояние или процесс «как есть» • Построение карты потока создания ценности помогает увидеть проблемные области, определить те процессы и операции, при выполнении которых происходит большое количество потерь, а также помогает определить эффективность процесса • Формирует основу плана по внедрению улучшений процессов и операций • Помогает избежать несистемных усовершенствований или «однодневных улучшений» ПОСТАВЩИКИ ВАШ ЗАВОД ИЛИ КОМПАНИЯ ПОЛНЫЙ ПОТОК СОЗДАНИЯ ЦЕННОСТИ ПОКУПАТЕЛЬ И КОНЕЧНЫЙ ПОЛЬЗОВАТЕЛЬ
 Классическая карта потока создания ценности
Классическая карта потока создания ценности
 Построение КПСЦ Карты потока создания ценности могут составляться по состоянию на различные моменты времени: - карта текущего состояния потока создания ценности - карта будущего состояния потока создания ценности - карта идеального состояния потока создания ценности Штамповка Размер партии = Пропускная сп-ть = Трудоемкость = Фактич. время = Время переналадки = Стойкость инстр-та = 2 мин НЗП Фрезерная НЗП Размер партии = Пропускная сп-ть = Трудоемкость = Фактич. время = Время переналадки = Стойкость инстр-та = 24 час 20 мин Слесарная НЗП Размер партии = Пропускная сп-ть = Трудоемкость = Фактич. время = Время переналадки = Стойкость инстр-та = 8 час 4 мин Полировальная Размер партии = Пропускная сп-ть = Трудоемкость = Фактич. время = Время переналадки = Стойкость инстр-та = 19 час 40 мин
Построение КПСЦ Карты потока создания ценности могут составляться по состоянию на различные моменты времени: - карта текущего состояния потока создания ценности - карта будущего состояния потока создания ценности - карта идеального состояния потока создания ценности Штамповка Размер партии = Пропускная сп-ть = Трудоемкость = Фактич. время = Время переналадки = Стойкость инстр-та = 2 мин НЗП Фрезерная НЗП Размер партии = Пропускная сп-ть = Трудоемкость = Фактич. время = Время переналадки = Стойкость инстр-та = 24 час 20 мин Слесарная НЗП Размер партии = Пропускная сп-ть = Трудоемкость = Фактич. время = Время переналадки = Стойкость инстр-та = 8 час 4 мин Полировальная Размер партии = Пропускная сп-ть = Трудоемкость = Фактич. время = Время переналадки = Стойкость инстр-та = 19 час 40 мин
 Пропускная Вертикальная карта потока создания ценности
Пропускная Вертикальная карта потока создания ценности
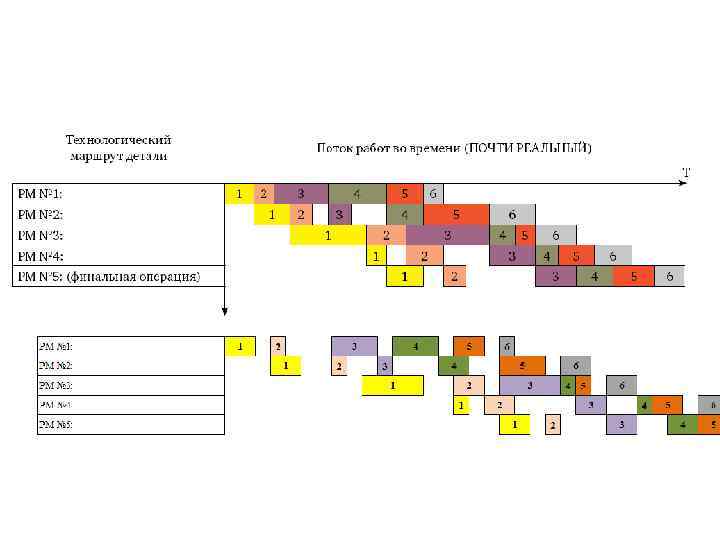
 Построение ленточного графика Ленточный график – это графическое отображение информации, связанной с расписанием работ. Принципы построения графика • Работа или другие элементы проекта перечисляются сверху вниз по левой стороне графика. • Даты показаны вверху диаграммы, а продолжительность работ отображена в виде горизонтальных лент (полос) в масштабе времени, размещенных в соответствии с датами начала и окончания. Технологический маршрут детали Поток работ во времени ( идеальный) Т
Построение ленточного графика Ленточный график – это графическое отображение информации, связанной с расписанием работ. Принципы построения графика • Работа или другие элементы проекта перечисляются сверху вниз по левой стороне графика. • Даты показаны вверху диаграммы, а продолжительность работ отображена в виде горизонтальных лент (полос) в масштабе времени, размещенных в соответствии с датами начала и окончания. Технологический маршрут детали Поток работ во времени ( идеальный) Т
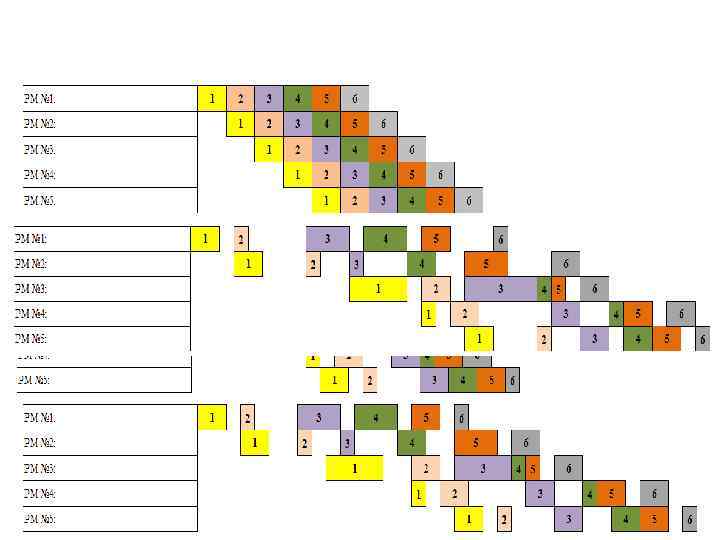
 Построение ленточного графика Реальная модель использования времени Здесь детали имеют üразличную трудоемкость; üразличную партионность; üразличные отрезки времени, отведенные на обработку Технологический маршрут детали Поток работ во времени (почти реальный) Т Временные потери / дисбалансы На данной модели не учтено время перемещения деталей от одного рабочего места к другому, ожидания этих перемещений, возникновение других ситуаций (например, поломка оборудования, исправления брака и т. п. )
Построение ленточного графика Реальная модель использования времени Здесь детали имеют üразличную трудоемкость; üразличную партионность; üразличные отрезки времени, отведенные на обработку Технологический маршрут детали Поток работ во времени (почти реальный) Т Временные потери / дисбалансы На данной модели не учтено время перемещения деталей от одного рабочего места к другому, ожидания этих перемещений, возникновение других ситуаций (например, поломка оборудования, исправления брака и т. п. )
 Построение ленточного графика Пример использования ленточного графика Здесь детали имеют üразличную трудоемкость; üразличную партионность; üразличные отрезки времени, отведенные на обработку; üПОТЕРИ Технологический маршрут детали Поток работ во времени Т В Г В А В Б А А Длительная транспортировка Б Поломка оборудования В Переналадка Г Ожидание заготовок
Построение ленточного графика Пример использования ленточного графика Здесь детали имеют üразличную трудоемкость; üразличную партионность; üразличные отрезки времени, отведенные на обработку; üПОТЕРИ Технологический маршрут детали Поток работ во времени Т В Г В А В Б А А Длительная транспортировка Б Поломка оборудования В Переналадка Г Ожидание заготовок
 Результаты применения инструментов Добавляющие ценность процессы Общее время до доставки продукции заказчику Потери Новое общее время до доставки продукции заказчику Токарна я Фрезерн ая Шлифоваль ная Контрол ь Сварочн ая После применения инструментов Бережливого производства для сокращения скрытых потерь Слесарна я Контрол ь Промывк а
Результаты применения инструментов Добавляющие ценность процессы Общее время до доставки продукции заказчику Потери Новое общее время до доставки продукции заказчику Токарна я Фрезерн ая Шлифоваль ная Контрол ь Сварочн ая После применения инструментов Бережливого производства для сокращения скрытых потерь Слесарна я Контрол ь Промывк а
 Токарна я Фрезерн ая Шлифоваль ная Контрол ь Сварочн ая Слесарна я Контрол ь Промывк а
Токарна я Фрезерн ая Шлифоваль ная Контрол ь Сварочн ая Слесарна я Контрол ь Промывк а