

7 Подготовка красочного аппарата.ppt
- Количество слайдов: 79
 Подготовка красочного аппарата Выполнила ст. группы ВПС-09 -1 Калинина О. Е.
Подготовка красочного аппарата Выполнила ст. группы ВПС-09 -1 Калинина О. Е.
 Типичный красочный аппарат (Функции красочного аппарата; основные элементы красочного аппарата; шаблонирование; проблемы") СОДЕРЖАНИЕ 1) Типичный красочный аппарат (Функции красочного аппарата; основные элементы красочного аппарата; шаблонирование; проблемы в работе красочного аппарата; подготовка красочного аппарата к работе) 2) Красочные аппараты для офсетной печати без увлажнения (Система охлаждения растирочных цилиндров красочного аппарата) 3) 4) 5) 6) Основные принципы построения красочных аппаратов Толщина красочного слоя Приладка валиков красочного аппарата Приладка передаточного валика (Порядок приладки передаточного валика) 7) Приладка накатного валика к растирочному цилиндру 8) Приладка накатных валиков к печатной форме (Оценка внешнего вида красочных полос на валиках. Механическое взаимодействие валиков в зоне их контакта) 9) Эксплуатация красочного аппарата (Настройка красочного ящика; регулировка подачи краски в процессе печати; смывка красочного аппарата) 10) Неполадки красочного аппарата (Образование полос на оттиске; засаливание валиков)
СОДЕРЖАНИЕ 1) Типичный красочный аппарат (Функции красочного аппарата; основные элементы красочного аппарата; шаблонирование; проблемы в работе красочного аппарата; подготовка красочного аппарата к работе) 2) Красочные аппараты для офсетной печати без увлажнения (Система охлаждения растирочных цилиндров красочного аппарата) 3) 4) 5) 6) Основные принципы построения красочных аппаратов Толщина красочного слоя Приладка валиков красочного аппарата Приладка передаточного валика (Порядок приладки передаточного валика) 7) Приладка накатного валика к растирочному цилиндру 8) Приладка накатных валиков к печатной форме (Оценка внешнего вида красочных полос на валиках. Механическое взаимодействие валиков в зоне их контакта) 9) Эксплуатация красочного аппарата (Настройка красочного ящика; регулировка подачи краски в процессе печати; смывка красочного аппарата) 10) Неполадки красочного аппарата (Образование полос на оттиске; засаливание валиков)
 1 ТИПИЧНЫЙ КРАСОЧНЫЙ АППАРАТ
1 ТИПИЧНЫЙ КРАСОЧНЫЙ АППАРАТ
 УСЛОВИЕ КАЧЕСТВЕННОЙ ПЕЧАТИ: нанесение на печатную форму равномерного красочного слоя определенной толщины. Конструкция красочного аппарата офсетной печатной машины призвана обеспечить выполнение этого условия. СОСТАВ КРАСОЧНОГО АППАРАТА: • красочный ящик, • система валиков и цилиндров, осуществляющих перенос краски из красочного ящика на печатную форму.
УСЛОВИЕ КАЧЕСТВЕННОЙ ПЕЧАТИ: нанесение на печатную форму равномерного красочного слоя определенной толщины. Конструкция красочного аппарата офсетной печатной машины призвана обеспечить выполнение этого условия. СОСТАВ КРАСОЧНОГО АППАРАТА: • красочный ящик, • система валиков и цилиндров, осуществляющих перенос краски из красочного ящика на печатную форму.
 ФУНКЦИИ КРАСОЧНОГО АППАРАТА 1 • раскат краски 2 • регулируемая подача краски в красочную систему 3 • аккумулирование краски с целью поддержания постоянной толщины красочного слоя 4 5 • регулирование степени увлажнения • предотвращение загрязнения печатной формы
ФУНКЦИИ КРАСОЧНОГО АППАРАТА 1 • раскат краски 2 • регулируемая подача краски в красочную систему 3 • аккумулирование краски с целью поддержания постоянной толщины красочного слоя 4 5 • регулирование степени увлажнения • предотвращение загрязнения печатной формы
 ОСНОВНЫЕ ЭЛЕМЕНТЫ КРАСОЧНОГО АППАРАТА: 1 КРАСОЧНЫЙ ЯЩИК • Резервуар для краски, из которого производится ее подача в красочную систему. 2 ПЕРЕДАТОЧНЫЙ ВАЛИК • Качающийся валик, попеременно контактирующий с дукторным цилиндром и первым красочным валиком. 3 РАСТИРОЧНЫЕ ЦИЛИНДРЫ • Цилиндры, совершающие не только вращательное движение, но и осевое перемещение. Предназначены для раската краски и удаления остаточного изображения с накатных валиков. 4 ПРОМЕЖУТОЧНЫЕ ВАЛИКИ • Красочные валики, получающие вращательное движение в результате поверхностного контакта с другими валиками и цилиндрами, располагаются между передаточным валиком и накатными валиками и осуществляют перенос и выравнивание слоя краски. 5 НАКАТНЫЕ ВАЛИКИ • Группа из трех-четырех валиков, разного диаметра, контактирующих с печатной формой и накатывающие краску на ее поверхность.
ОСНОВНЫЕ ЭЛЕМЕНТЫ КРАСОЧНОГО АППАРАТА: 1 КРАСОЧНЫЙ ЯЩИК • Резервуар для краски, из которого производится ее подача в красочную систему. 2 ПЕРЕДАТОЧНЫЙ ВАЛИК • Качающийся валик, попеременно контактирующий с дукторным цилиндром и первым красочным валиком. 3 РАСТИРОЧНЫЕ ЦИЛИНДРЫ • Цилиндры, совершающие не только вращательное движение, но и осевое перемещение. Предназначены для раската краски и удаления остаточного изображения с накатных валиков. 4 ПРОМЕЖУТОЧНЫЕ ВАЛИКИ • Красочные валики, получающие вращательное движение в результате поверхностного контакта с другими валиками и цилиндрами, располагаются между передаточным валиком и накатными валиками и осуществляют перенос и выравнивание слоя краски. 5 НАКАТНЫЕ ВАЛИКИ • Группа из трех-четырех валиков, разного диаметра, контактирующих с печатной формой и накатывающие краску на ее поверхность.
 Рисунок 1 – Схема типичного красочного аппарата. Группа красочных валиков, за исключением красочного ящика и дукторного цилиндра , называется красочной системой.
Рисунок 1 – Схема типичного красочного аппарата. Группа красочных валиков, за исключением красочного ящика и дукторного цилиндра , называется красочной системой.
 Рисунок 2 – Красочный аппарат машины «Ромайор-314»
Рисунок 2 – Красочный аппарат машины «Ромайор-314»
 1 КРАСОЧНЫЙ ЯЩИК В состав красочного ящика, из которого производится подача краски в систему валиков, входят следующие компоненты: 1 2 3 • Металлический дукторный цилиндр, имеющий периодическое или непрерывное вращение. • Красочный нож, приставленный к дукторному цилиндру под углом. • Две стенки красочного ящика в форме вертикальных металлических пластин, соприкасающихся с краями дукторного цилиндра и красочного ножа, и образующие герметичный резервуар для краски.
1 КРАСОЧНЫЙ ЯЩИК В состав красочного ящика, из которого производится подача краски в систему валиков, входят следующие компоненты: 1 2 3 • Металлический дукторный цилиндр, имеющий периодическое или непрерывное вращение. • Красочный нож, приставленный к дукторному цилиндру под углом. • Две стенки красочного ящика в форме вертикальных металлических пластин, соприкасающихся с краями дукторного цилиндра и красочного ножа, и образующие герметичный резервуар для краски.
 Рисунок 3 – Красочный ящик с дистанционным управлением, оснащенный сплошным красочным ножом, осуществляет подачу краски в красочную систему
Рисунок 3 – Красочный ящик с дистанционным управлением, оснащенный сплошным красочным ножом, осуществляет подачу краски в красочную систему
 2 ПЕРЕДАТОЧНЫЙ ВАЛИК • Является первым в раскатной группе красочного аппарата. • Предназначен для подачи дозированного количества краски из красочного ящика в систему валиков за счет попеременного контакта с дукторным цилиндром и первым раскатным цилиндром. • Передаточный валик выстаивает определенное время у дукторного цилиндра, принимает с него краску и передает ее первому, смежному с ним, раскатному цилиндру, после чего снова прижимается к дукторному цилиндру.
2 ПЕРЕДАТОЧНЫЙ ВАЛИК • Является первым в раскатной группе красочного аппарата. • Предназначен для подачи дозированного количества краски из красочного ящика в систему валиков за счет попеременного контакта с дукторным цилиндром и первым раскатным цилиндром. • Передаточный валик выстаивает определенное время у дукторного цилиндра, принимает с него краску и передает ее первому, смежному с ним, раскатному цилиндру, после чего снова прижимается к дукторному цилиндру.
 Рисунок 4 - Ползуны секционного красочного ножа в листовой печатной машине
Рисунок 4 - Ползуны секционного красочного ножа в листовой печатной машине
 3 РАСТИРОЧНЫЕ ЦИЛИНДРЫ • Слой краски поступает с передаточного валика на растирочный валик с твердой поверхностью и раскатывается в тонкую красочную пленку остальными красочными валиками. • Любой красочный аппарат содержит несколько растирочных цилиндров, управляемых непосредственно от привода печатной машины. • Растирочные цилиндры должны подавать на накатные валики за каждый их оборот одинаковые порции краски с целью сведения к минимуму эффекта шаблонирования.
3 РАСТИРОЧНЫЕ ЦИЛИНДРЫ • Слой краски поступает с передаточного валика на растирочный валик с твердой поверхностью и раскатывается в тонкую красочную пленку остальными красочными валиками. • Любой красочный аппарат содержит несколько растирочных цилиндров, управляемых непосредственно от привода печатной машины. • Растирочные цилиндры должны подавать на накатные валики за каждый их оборот одинаковые порции краски с целью сведения к минимуму эффекта шаблонирования.
 • Раскатные валики имеют эластичное покрытие и предназначены для приема") 4 ПРОМЕЖУТОЧНЫЕ ВАЛИКИ (РАСКАТНЫЕ) • Раскатные валики имеют эластичное покрытие и предназначены для приема краски с одного раскатного цилиндра и передачи ее на другой раскатной цилиндр. • Раскатной валик размещается между двумя раскатными цилиндрами и служит для раската, выравнивания и переноса краски, исполняя роль связующего звена между валиками красочного аппарата.
4 ПРОМЕЖУТОЧНЫЕ ВАЛИКИ (РАСКАТНЫЕ) • Раскатные валики имеют эластичное покрытие и предназначены для приема краски с одного раскатного цилиндра и передачи ее на другой раскатной цилиндр. • Раскатной валик размещается между двумя раскатными цилиндрами и служит для раската, выравнивания и переноса краски, исполняя роль связующего звена между валиками красочного аппарата.
 • Увеличивают длину красочного аппарата и способствуют подготовке красочного слоя") 4 ПРОМЕЖУТОЧНЫЕ ВАЛИКИ (ГРУЗОВЫЕ) • Увеличивают длину красочного аппарата и способствуют подготовке красочного слоя к нанесению на печатную форму. • Грузовые валики с эластичным покрытием контактируют с жесткими красочными валками, а стальные грузовые валики контактируют с эластичными красочными валиками. • Имеют наименьший диаметр среди всех валиков красочного аппарата, в связи с чем их отличает самая высокая частота вращения.
4 ПРОМЕЖУТОЧНЫЕ ВАЛИКИ (ГРУЗОВЫЕ) • Увеличивают длину красочного аппарата и способствуют подготовке красочного слоя к нанесению на печатную форму. • Грузовые валики с эластичным покрытием контактируют с жесткими красочными валками, а стальные грузовые валики контактируют с эластичными красочными валиками. • Имеют наименьший диаметр среди всех валиков красочного аппарата, в связи с чем их отличает самая высокая частота вращения.
 5 НАКАТНЫЕ ВАЛИКИ • Непосредственно контактируют с печатной формой с целью нанесения краски на ее поверхность. • Большинство многосекционных печатных машин оснащены тремя-четырьмя накатными валиками с эластичным покрытием. • Имеют разный диаметр, что позволяет уменьшить проявление эффекта механического шаблонирования.
5 НАКАТНЫЕ ВАЛИКИ • Непосредственно контактируют с печатной формой с целью нанесения краски на ее поверхность. • Большинство многосекционных печатных машин оснащены тремя-четырьмя накатными валиками с эластичным покрытием. • Имеют разный диаметр, что позволяет уменьшить проявление эффекта механического шаблонирования.
 Рисунок 5 - Красочный аппарат, в котором первым накатным валиком является накатной валик с осевым перемещением, которое способствует уменьшению эффекта шаблонирования
Рисунок 5 - Красочный аппарат, в котором первым накатным валиком является накатной валик с осевым перемещением, которое способствует уменьшению эффекта шаблонирования
 • Некоторые машины оснащаются накатным валиком с осевым перемещением. • Он устанавливается в положение первого или четвертого (последнего) валика в накатной группе с целью уменьшения эффекта шаблонирования. • Он совершает осевые перемещения (из стороны в сторону) со скоростью, которая иногда отличается от скорости смежного растирочного цилиндра, что обеспечивает более равномерный раскат краски по всей ширине ее подачи и устранение эффекта шаблонирования.
• Некоторые машины оснащаются накатным валиком с осевым перемещением. • Он устанавливается в положение первого или четвертого (последнего) валика в накатной группе с целью уменьшения эффекта шаблонирования. • Он совершает осевые перемещения (из стороны в сторону) со скоростью, которая иногда отличается от скорости смежного растирочного цилиндра, что обеспечивает более равномерный раскат краски по всей ширине ее подачи и устранение эффекта шаблонирования.
 Рисунок 6 - Накатной валик с осевым перемещением
Рисунок 6 - Накатной валик с осевым перемещением
 Рисунок 7 – Оператор регулирует осевое перемещение накатного валика с целью уменьшения эффекта шаблонирования
Рисунок 7 – Оператор регулирует осевое перемещение накатного валика с целью уменьшения эффекта шаблонирования
 ШАБЛОНИРОВАНИЕ Шаблонирование - дефект печати. • После нанесения краски на печатную форму на накатных валиках остается красочный слой, который при следующем обороте формного цилиндра может стать причиной образования на оттиске постороннего изображения. • Решить эту проблему помогает использование накатного валика с осевым перемещением. Осевое перемещение этого валика может быть выключено или включено по мере необходимости.
ШАБЛОНИРОВАНИЕ Шаблонирование - дефект печати. • После нанесения краски на печатную форму на накатных валиках остается красочный слой, который при следующем обороте формного цилиндра может стать причиной образования на оттиске постороннего изображения. • Решить эту проблему помогает использование накатного валика с осевым перемещением. Осевое перемещение этого валика может быть выключено или включено по мере необходимости.
 Небольшое увеличение толщины красочного слоя на накатных валиках") ПРОБЛЕМЫ В РАБОТЕ КРАСОЧНОГО АППАРАТА 1) Небольшое увеличение толщины красочного слоя на накатных валиках в момент их прохождения над выемкой формного цилиндра. За это время валики совершают один полный оборот. В этот момент накатные валики продолжают получать краску, но не отдают ее, поскольку находятся над нерабочим участком формного цилиндра. В результате этого во время их следующего оборота над печатной формой иногда происходит увеличение оптической плотности красочного слоя на первых нескольких сантиметрах оттиска, за которыми следует полоса меньшей интенсивности. Частично компенсировать это явление позволяют различные диаметры накатных валиков, что способствует сглаживанию полосы на оттиске.
ПРОБЛЕМЫ В РАБОТЕ КРАСОЧНОГО АППАРАТА 1) Небольшое увеличение толщины красочного слоя на накатных валиках в момент их прохождения над выемкой формного цилиндра. За это время валики совершают один полный оборот. В этот момент накатные валики продолжают получать краску, но не отдают ее, поскольку находятся над нерабочим участком формного цилиндра. В результате этого во время их следующего оборота над печатной формой иногда происходит увеличение оптической плотности красочного слоя на первых нескольких сантиметрах оттиска, за которыми следует полоса меньшей интенсивности. Частично компенсировать это явление позволяют различные диаметры накатных валиков, что способствует сглаживанию полосы на оттиске.
 Во время остановки печатной машины распределение краски в") ПРОБЛЕМЫ В РАБОТЕ КРАСОЧНОГО АППАРАТА 2) Во время остановки печатной машины распределение краски в красочной системе не регулируется. На каждую зону печатной формы наносится дозированная порция краски, объем которой определяют настройки регулировочных винтов красочного ящика. За время останова машины на несколько минут раскатные цилиндры успевают равномерно распределить краску по всей красочной системе. В результате после возобновления работы машины участки формы с высокой интенсивностью подачи краски начинают испытывать ее недостаток, в то время как на участки формы с низкой интенсивностью подачи краски поступает ее избыточное количество. Это явление исчезает после запечатывания нескольких оттисков, но идентичность части тиражных оттисков нарушается.
ПРОБЛЕМЫ В РАБОТЕ КРАСОЧНОГО АППАРАТА 2) Во время остановки печатной машины распределение краски в красочной системе не регулируется. На каждую зону печатной формы наносится дозированная порция краски, объем которой определяют настройки регулировочных винтов красочного ящика. За время останова машины на несколько минут раскатные цилиндры успевают равномерно распределить краску по всей красочной системе. В результате после возобновления работы машины участки формы с высокой интенсивностью подачи краски начинают испытывать ее недостаток, в то время как на участки формы с низкой интенсивностью подачи краски поступает ее избыточное количество. Это явление исчезает после запечатывания нескольких оттисков, но идентичность части тиражных оттисков нарушается.
 ПОДГОТОВКА КРАСОЧНОГО АППАРАТА К РАБОТЕ. НЕОБХОДИМО: 1. Подготовить приладку дукторного цилиндра и подачу краски в красочную систему. 2. Подготовить к работе красочный нож и винты зональной регулировки подачи краски. 3. Подготовить к работе передаточный валик. 4. Отрегулировать прижим накатных валиков к печатной форме и раскатным цилиндрам.
ПОДГОТОВКА КРАСОЧНОГО АППАРАТА К РАБОТЕ. НЕОБХОДИМО: 1. Подготовить приладку дукторного цилиндра и подачу краски в красочную систему. 2. Подготовить к работе красочный нож и винты зональной регулировки подачи краски. 3. Подготовить к работе передаточный валик. 4. Отрегулировать прижим накатных валиков к печатной форме и раскатным цилиндрам.
 ПОДГОТОВКА КРАСОЧНОГО АППАРАТА К РАБОТЕ. НЕОБХОДИМО: 5. Проверить приладку накатных валиков при помощи визуального контроля красочной полосы. 6. Для контроля приладки накатных валиков проверить их биение о край печатной формы после ее увлажнения. Отрегулировать накатные валики таким образом, чтобы они не ударялись о скошенные кромки печатной формы. 7. Отрегулировать давление красочной системы. между валиками 8. Проверить правильность приладки валиков при помощи методов с использованием полосок бумаги.
ПОДГОТОВКА КРАСОЧНОГО АППАРАТА К РАБОТЕ. НЕОБХОДИМО: 5. Проверить приладку накатных валиков при помощи визуального контроля красочной полосы. 6. Для контроля приладки накатных валиков проверить их биение о край печатной формы после ее увлажнения. Отрегулировать накатные валики таким образом, чтобы они не ударялись о скошенные кромки печатной формы. 7. Отрегулировать давление красочной системы. между валиками 8. Проверить правильность приладки валиков при помощи методов с использованием полосок бумаги.
 2 КРАСОЧНЫЕ АППАРАТЫ ДЛЯ ОФСЕТНОЙ ПЕЧАТИ БЕЗ УВЛАЖНЕНИЯ
2 КРАСОЧНЫЕ АППАРАТЫ ДЛЯ ОФСЕТНОЙ ПЕЧАТИ БЕЗ УВЛАЖНЕНИЯ
 Для офсетной печати без увлажнения требуется печатная машина с системой терморегуляции. Существуют два типа подобных систем: 1 2 • система охлаждения растирочных цилиндров красочного аппарата • система охлаждения формного цилиндра
Для офсетной печати без увлажнения требуется печатная машина с системой терморегуляции. Существуют два типа подобных систем: 1 2 • система охлаждения растирочных цилиндров красочного аппарата • система охлаждения формного цилиндра
 СИСТЕМА ОХЛАЖДЕНИЯ РАСТИРОЧНЫХ ЦИЛИНДРОВ КРАСОЧНОГО АППАРАТА • Терморегуляцию выполняет стандартный красочный аппарат, в котором холодная или горячая вода подается через полые растирочные цилиндры. • Такая система позволяет стабилизировать температуру в узком диапазоне, не превышающем двух градусов. • В некоторых цилиндрах с водяным охлаждением подача и выпуск воды производится с одной стороны. • Имеются растирочные цилиндры, в которых подача воды производится с одной стороны, а выпуск - с другой. Охлаждение такого цилиндра более равномерно по всей его ширине.
СИСТЕМА ОХЛАЖДЕНИЯ РАСТИРОЧНЫХ ЦИЛИНДРОВ КРАСОЧНОГО АППАРАТА • Терморегуляцию выполняет стандартный красочный аппарат, в котором холодная или горячая вода подается через полые растирочные цилиндры. • Такая система позволяет стабилизировать температуру в узком диапазоне, не превышающем двух градусов. • В некоторых цилиндрах с водяным охлаждением подача и выпуск воды производится с одной стороны. • Имеются растирочные цилиндры, в которых подача воды производится с одной стороны, а выпуск - с другой. Охлаждение такого цилиндра более равномерно по всей его ширине.
 Рисунок 8 - Система охлаждения валиков красочного аппарата, использующаяся в офсетной печати без увлажнения
Рисунок 8 - Система охлаждения валиков красочного аппарата, использующаяся в офсетной печати без увлажнения
 3 ОСНОВНЫЕ ПРИНЦИПЫ ПОСТРОЕНИЯ КРАСОЧНЫХ АППАРАТОВ
3 ОСНОВНЫЕ ПРИНЦИПЫ ПОСТРОЕНИЯ КРАСОЧНЫХ АППАРАТОВ
 • Конструкция красочного аппарата построена на основе ряда важных принципов, оптимизирующих его работу в плане нанесения ровного красочного слоя по всей поверхности печатного изображения на форме. К этим принципам относятся: 1) Длина пути раската краски; 2) Разный диаметр красочных валиков; 3) Чередование жестких и эластичных валиков.
• Конструкция красочного аппарата построена на основе ряда важных принципов, оптимизирующих его работу в плане нанесения ровного красочного слоя по всей поверхности печатного изображения на форме. К этим принципам относятся: 1) Длина пути раската краски; 2) Разный диаметр красочных валиков; 3) Чередование жестких и эластичных валиков.
 4 ТОЛЩИНА КРАСОЧНОГО СЛОЯ
4 ТОЛЩИНА КРАСОЧНОГО СЛОЯ
 • Толщина красочного слоя на валиках имеет большое значение для качества печати. • Обычная толщина красочного слоя в офсетной печати составляет 0, 005— 0, 010 мм в зависимости от цвета и последовательности наложения красок. • Необходимо регулировать подачу краски в красочный аппарат. От этого зависит оптическая плотность краски на оттиске и точность воспроизведения цветов. Это позволяет избежать проблем, связанных с нарушением требуемой толщины красочного слоя.
• Толщина красочного слоя на валиках имеет большое значение для качества печати. • Обычная толщина красочного слоя в офсетной печати составляет 0, 005— 0, 010 мм в зависимости от цвета и последовательности наложения красок. • Необходимо регулировать подачу краски в красочный аппарат. От этого зависит оптическая плотность краски на оттиске и точность воспроизведения цветов. Это позволяет избежать проблем, связанных с нарушением требуемой толщины красочного слоя.
 Типичные проблемы, вызванные подачей слишком тонкого слоя краски • Снижение цветовой насыщенности оттисков. • Низкий глянец. • Неполное покрытие краской запечатываемой поверхности. • Выщипывание бумаги. • Образование марашек. • Достаточно трудно установить правильный баланс «краска—вода» . Типичные проблемы, вызванные подачей слишком толстого слоя краски • Отмарывание. • Плохое закрепление краски • Ослабление интенсивности светлых красок. • Зернистость печатного изображения вследствие неравномерности растровых точек. • Эмульгирование краски. • Низкий контраст в тенях, вызванный растискиванием.
Типичные проблемы, вызванные подачей слишком тонкого слоя краски • Снижение цветовой насыщенности оттисков. • Низкий глянец. • Неполное покрытие краской запечатываемой поверхности. • Выщипывание бумаги. • Образование марашек. • Достаточно трудно установить правильный баланс «краска—вода» . Типичные проблемы, вызванные подачей слишком толстого слоя краски • Отмарывание. • Плохое закрепление краски • Ослабление интенсивности светлых красок. • Зернистость печатного изображения вследствие неравномерности растровых точек. • Эмульгирование краски. • Низкий контраст в тенях, вызванный растискиванием.
 5 ПРИЛАДКА ВАЛИКОВ КРАСОЧНОГО АППАРАТА
5 ПРИЛАДКА ВАЛИКОВ КРАСОЧНОГО АППАРАТА
 РОЛЬ ПРИЛАДКИ • Правильная приладка красочных валиков является важным условием оптимальной работы красочного аппарата. РОЛЬ ДАВЛЕНИЯ • Установка оптимального давления между валиками обеспечивает их эффективное функционирование и надлежащую передачу краски. РАЗРУШЕНИЕ ПОКРЫТИЯ ВАЛИКОВ • Причиной разрушения покрытия валиков и множества других неполадок является неправильный прижим красочных валиков.
РОЛЬ ПРИЛАДКИ • Правильная приладка красочных валиков является важным условием оптимальной работы красочного аппарата. РОЛЬ ДАВЛЕНИЯ • Установка оптимального давления между валиками обеспечивает их эффективное функционирование и надлежащую передачу краски. РАЗРУШЕНИЕ ПОКРЫТИЯ ВАЛИКОВ • Причиной разрушения покрытия валиков и множества других неполадок является неправильный прижим красочных валиков.
 СПОСОБЫ ПРИЛАДКИ Существует два традиционных способа приладки валиков для установления необходимого давления между ними. 1) «МЕТОД С ИСПОЛЬЗОВАНИЕМ БУМАЖНОЙ ПОЛОСКИ» Оценка усилия, необходимого для вытягивания бумажной ленты или щупа из зоны контакта двух красочных валиков. 2) «ВИЗУАЛЬНЫЙ КОНТРОЛЬ КРАСОЧНОЙ ПОЛОСЫ» Визуальная оценка разрыва красочного слоя после контакта двух закатанных краской валиков. В результате разрыва красочного слоя на поверхности валиков образуется полоса краски, по внешнему виду которой можно судить о правильности их приладки.
СПОСОБЫ ПРИЛАДКИ Существует два традиционных способа приладки валиков для установления необходимого давления между ними. 1) «МЕТОД С ИСПОЛЬЗОВАНИЕМ БУМАЖНОЙ ПОЛОСКИ» Оценка усилия, необходимого для вытягивания бумажной ленты или щупа из зоны контакта двух красочных валиков. 2) «ВИЗУАЛЬНЫЙ КОНТРОЛЬ КРАСОЧНОЙ ПОЛОСЫ» Визуальная оценка разрыва красочного слоя после контакта двух закатанных краской валиков. В результате разрыва красочного слоя на поверхности валиков образуется полоса краски, по внешнему виду которой можно судить о правильности их приладки.
 6 ПРИЛАДКА ПЕРЕДАТОЧНОГО ВАЛИКА
6 ПРИЛАДКА ПЕРЕДАТОЧНОГО ВАЛИКА
 Приладка передаточного валика к дукторному цилиндру.") Регулировка передаточного валика включает следующие три операции: 1) Приладка передаточного валика к дукторному цилиндру. 2) Приладка передаточного валика к приемному раскатному цилиндру. 3) Проверка приладки передаточного валика к дукторному цилиндру.
Регулировка передаточного валика включает следующие три операции: 1) Приладка передаточного валика к дукторному цилиндру. 2) Приладка передаточного валика к приемному раскатному цилиндру. 3) Проверка приладки передаточного валика к дукторному цилиндру.
 Проверить чистоту красочного аппарата. 2) Включить вручную механизм подачи") ПОРЯДОК ПРИЛАДКИ ПЕРЕДАТОЧНОГО ВАЛИКА: 1) Проверить чистоту красочного аппарата. 2) Включить вручную механизм подачи краски. 3) Провернуть машину в толчковом режиме до тех пор, пока передаточный валик не войдет в контакт с дукторным или приемным раскатным цилиндром. 4) Установить расположение регулировочных механизмов и направление их вращения. 5) Подготовить наборы бумажных полосок и другие инструменты, необходимые для выполнения приладки валиков.
ПОРЯДОК ПРИЛАДКИ ПЕРЕДАТОЧНОГО ВАЛИКА: 1) Проверить чистоту красочного аппарата. 2) Включить вручную механизм подачи краски. 3) Провернуть машину в толчковом режиме до тех пор, пока передаточный валик не войдет в контакт с дукторным или приемным раскатным цилиндром. 4) Установить расположение регулировочных механизмов и направление их вращения. 5) Подготовить наборы бумажных полосок и другие инструменты, необходимые для выполнения приладки валиков.
 Вставить наборы бумажных полосок по краям и посередине передаточного") ПОРЯДОК ПРИЛАДКИ ПЕРЕДАТОЧНОГО ВАЛИКА: 6) Вставить наборы бумажных полосок по краям и посередине передаточного валика. В толчковом режиме протащить полоски между передаточным валиком и дукторным или раскатным цилиндром. 7) Отрегулировать расстояние между передаточным валиком и дукторным или раскатным цилиндром так, чтобы бумажные полоски были зажаты между ними плотно и ровно. 8) Проверить одинаковость усилия вытягивания бумажной полоски из зоны контакта всех валиков красочной системы. 9) Провернуть машину толчками до тех пор, пока передаточный валик не совершит полный оборот в обратном направлении с целью проверки его функционирования.
ПОРЯДОК ПРИЛАДКИ ПЕРЕДАТОЧНОГО ВАЛИКА: 6) Вставить наборы бумажных полосок по краям и посередине передаточного валика. В толчковом режиме протащить полоски между передаточным валиком и дукторным или раскатным цилиндром. 7) Отрегулировать расстояние между передаточным валиком и дукторным или раскатным цилиндром так, чтобы бумажные полоски были зажаты между ними плотно и ровно. 8) Проверить одинаковость усилия вытягивания бумажной полоски из зоны контакта всех валиков красочной системы. 9) Провернуть машину толчками до тех пор, пока передаточный валик не совершит полный оборот в обратном направлении с целью проверки его функционирования.
 7 ПРИЛАДКА НАКАТНОГО ВАЛИКА К РАСТИРОЧНОМУ ЦИЛИНДРУ
7 ПРИЛАДКА НАКАТНОГО ВАЛИКА К РАСТИРОЧНОМУ ЦИЛИНДРУ
 ПРИНЦИП РАБОТЫ • Накатные валики контактируют с печатной формой и растирочными цилиндрами. Валики не имеют привода и получают вращательное движение от смежных растирочных цилиндров. ПРИЖИМ ВАЛИКОВ • Валики должны быть прижаты к растирочным цилиндрам с усилием, обеспечивающим их вращение в результате поверхностного контакта. • Сила их прижима к печатной форме должна быть минимальной, но обеспечивающей полный перенос краски на форму.
ПРИНЦИП РАБОТЫ • Накатные валики контактируют с печатной формой и растирочными цилиндрами. Валики не имеют привода и получают вращательное движение от смежных растирочных цилиндров. ПРИЖИМ ВАЛИКОВ • Валики должны быть прижаты к растирочным цилиндрам с усилием, обеспечивающим их вращение в результате поверхностного контакта. • Сила их прижима к печатной форме должна быть минимальной, но обеспечивающей полный перенос краски на форму.
 СПОСОБЫ ПРИЛАДКИ НАКАТНЫХ ВАЛИКОВ К РАСТИРОЧНЫМ ЦИЛИНДРАМ СУЩЕСТВУЕТ 2 СПОСОБА : • при помощи тонких бумажных полосок • при помощи пластмассовых лент, вставляемых между накатным валиком и раскатным цилиндром. Вытягивая полоски или ленты из зоны контакта накатного валика и растирочного цилиндра, прилагаемому усилию проверяют правильность прижатия. по их • Бумажные полоски используют для приладки валиков, не закатанных краской, пластмассовые ленты – для приладки валиков, закатанных краской.
СПОСОБЫ ПРИЛАДКИ НАКАТНЫХ ВАЛИКОВ К РАСТИРОЧНЫМ ЦИЛИНДРАМ СУЩЕСТВУЕТ 2 СПОСОБА : • при помощи тонких бумажных полосок • при помощи пластмассовых лент, вставляемых между накатным валиком и раскатным цилиндром. Вытягивая полоски или ленты из зоны контакта накатного валика и растирочного цилиндра, прилагаемому усилию проверяют правильность прижатия. по их • Бумажные полоски используют для приладки валиков, не закатанных краской, пластмассовые ленты – для приладки валиков, закатанных краской.
 Рисунок 9 – Печатник вытягивает внутреннюю полоску из набора бумажных полосок, вставленных между растирочным цилиндром и накатным валиком
Рисунок 9 – Печатник вытягивает внутреннюю полоску из набора бумажных полосок, вставленных между растирочным цилиндром и накатным валиком
 ИСПОЛЬЗОВАНИЕ ЩУПА ДЛЯ РЕГУЛИРОВКИ СТЕПЕНИ ПРИЖАТИЯ ВАЛИКОВ • Этот инструмент позволяет определить величину давления между валиками. • При этом металлический язычок щупа вставляют между двух бумажных полосок. • После вытягивания язычка щупа из зоны контакта валиков инструмент показывает максимальную величину сопротивления его вытягиванию.
ИСПОЛЬЗОВАНИЕ ЩУПА ДЛЯ РЕГУЛИРОВКИ СТЕПЕНИ ПРИЖАТИЯ ВАЛИКОВ • Этот инструмент позволяет определить величину давления между валиками. • При этом металлический язычок щупа вставляют между двух бумажных полосок. • После вытягивания язычка щупа из зоны контакта валиков инструмент показывает максимальную величину сопротивления его вытягиванию.
 Рисунок 10 - Использование специального щупа для регулировки степени прижатия валиков
Рисунок 10 - Использование специального щупа для регулировки степени прижатия валиков
 8 ПРИЛАДКА НАКАТНЫХ ВАЛИКОВ К ПЕЧАТНОЙ ФОРМЕ
8 ПРИЛАДКА НАКАТНЫХ ВАЛИКОВ К ПЕЧАТНОЙ ФОРМЕ
 ПРИЖИМ ВАЛИКОВ • Накатные валики следует прижать к растирочным цилиндрам несколько сильнее, чем к печатной форме, чтобы они получали вращательное движение от них, а не от формного цилиндра. • Окончательную проверку приладки накатных валиков к форме можно выполнить при помощи визуального контроля красочной полосы.
ПРИЖИМ ВАЛИКОВ • Накатные валики следует прижать к растирочным цилиндрам несколько сильнее, чем к печатной форме, чтобы они получали вращательное движение от них, а не от формного цилиндра. • Окончательную проверку приладки накатных валиков к форме можно выполнить при помощи визуального контроля красочной полосы.
 Рисунок 11 – После того, как накатные валики аккуратно опущены на форму для получения на ней красочного отпечатка, печатник отводит валики от формы и проворачивает формный цилиндр толчками таким образом, чтобы стали видны отпечатавшиеся на ней красочные полосы
Рисунок 11 – После того, как накатные валики аккуратно опущены на форму для получения на ней красочного отпечатка, печатник отводит валики от формы и проворачивает формный цилиндр толчками таким образом, чтобы стали видны отпечатавшиеся на ней красочные полосы
 Рисунок 12 – Печатник определяет ширину красочной полосы при помощи специального шаблона
Рисунок 12 – Печатник определяет ширину красочной полосы при помощи специального шаблона
 ОЦЕНКА ВНЕШНЕГО ВИДА КРАСОЧНЫХ ПОЛОС НА ВАЛИКАХ
ОЦЕНКА ВНЕШНЕГО ВИДА КРАСОЧНЫХ ПОЛОС НА ВАЛИКАХ
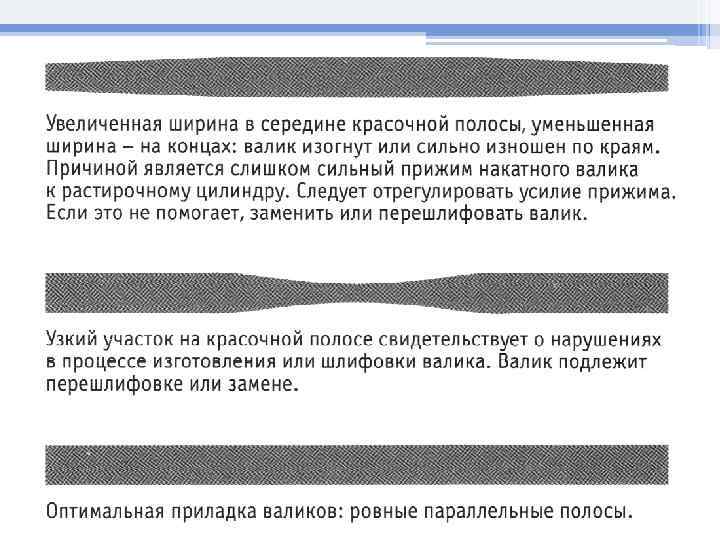
 Рисунок 13 – Красочную полосу от накатного валика на печатной форме можно отпечатать на бумаге и сохранить ее для сравнения
Рисунок 13 – Красочную полосу от накатного валика на печатной форме можно отпечатать на бумаге и сохранить ее для сравнения
 Пустить") ПРОВЕРКА СТЕПЕНИ ПРИЖАТИЯ НАКАТНЫХ ВАЛИКОВ К РАСТИРОЧНЫМ ЦИЛИНДРАМ Необходимо выполнить следующие действия: 1) Пустить машину на несколько секунд с накатными валиками, отведенными от формы. 2) Остановить машину на 15— 20 секунд. Затем провернуть машину толчками таким образом, чтобы цилиндры провернулись на 50— 75 мм. На поверхности растирочного цилиндра останется красочный отпечаток неподвижного накатного валика. Критерии оценки этого отпечатка те же, что и для красочного отпечатка на форме: равномерность по ширине.
ПРОВЕРКА СТЕПЕНИ ПРИЖАТИЯ НАКАТНЫХ ВАЛИКОВ К РАСТИРОЧНЫМ ЦИЛИНДРАМ Необходимо выполнить следующие действия: 1) Пустить машину на несколько секунд с накатными валиками, отведенными от формы. 2) Остановить машину на 15— 20 секунд. Затем провернуть машину толчками таким образом, чтобы цилиндры провернулись на 50— 75 мм. На поверхности растирочного цилиндра останется красочный отпечаток неподвижного накатного валика. Критерии оценки этого отпечатка те же, что и для красочного отпечатка на форме: равномерность по ширине.
 Рисунок 14 – Печатник проверяет ширину красочной полосы, оставленной накатным валиком на растирочном цилиндре
Рисунок 14 – Печатник проверяет ширину красочной полосы, оставленной накатным валиком на растирочном цилиндре
 МЕХАНИЧЕСКОЕ ВЗАИМОДЕЙСТВИЕ ВАЛИКОВ В ЗОНЕ ИХ КОНТАКТА • Рабочее соотношение давления к ширине красочной полосы в зоне контакта валиков не должно быть чрезмерным. • При высоком значении соотношения в зоне контакта валиков создается затор, приводящий к избыточной подаче краски и воды. Рисунок 15 - Рабочее соотношение давления к ширине красочной полосы
МЕХАНИЧЕСКОЕ ВЗАИМОДЕЙСТВИЕ ВАЛИКОВ В ЗОНЕ ИХ КОНТАКТА • Рабочее соотношение давления к ширине красочной полосы в зоне контакта валиков не должно быть чрезмерным. • При высоком значении соотношения в зоне контакта валиков создается затор, приводящий к избыточной подаче краски и воды. Рисунок 15 - Рабочее соотношение давления к ширине красочной полосы
 • Рабочее соотношение определяется как давление, разделенное на ширину красочной полосы: Рабочее соотношение = (давление/ширина), Давление = (общая нагрузка/(ширина*длина)) Нагрузку на каждую шейку валика делят на площадь красочной полосы (ширину красочной полосы, умноженную на длину валика).
• Рабочее соотношение определяется как давление, разделенное на ширину красочной полосы: Рабочее соотношение = (давление/ширина), Давление = (общая нагрузка/(ширина*длина)) Нагрузку на каждую шейку валика делят на площадь красочной полосы (ширину красочной полосы, умноженную на длину валика).
 Рисунок 16 - Определение рабочего соотношения давления к ширине красочной полосы для эластичного красочного валика
Рисунок 16 - Определение рабочего соотношения давления к ширине красочной полосы для эластичного красочного валика
 9 ЭКСПЛУАТАЦИЯ КРАСОЧНОГО АППАРАТА
9 ЭКСПЛУАТАЦИЯ КРАСОЧНОГО АППАРАТА
 • Повседневное обслуживание красочного аппарата включает следующие три операции: 1 • настройка красочного ящика перед началом печатания тиража 2 • заполнение красочного ящика и регулировка подачи краски в процессе тиражной печати 3 • смывка красочного аппарата
• Повседневное обслуживание красочного аппарата включает следующие три операции: 1 • настройка красочного ящика перед началом печатания тиража 2 • заполнение красочного ящика и регулировка подачи краски в процессе тиражной печати 3 • смывка красочного аппарата
 1 НАСТРОЙКА КРАСОЧНОГО ЯЩИКА • Настройка красочного ящика зависит от того, какое количество краски требуется подать на форму. • Другими словами, толщина красочного слоя на дукторном цилиндре устанавливается в соответствии с количеством краски, требующимся печатной форме. • Необходимо проявлять осторожность при регулировке установке красочного ножа в рабочее положение или Рисунок 17 – Деформация красочного ножа вследствие вывинчивания регулировочных винтов в неправильном порядке
1 НАСТРОЙКА КРАСОЧНОГО ЯЩИКА • Настройка красочного ящика зависит от того, какое количество краски требуется подать на форму. • Другими словами, толщина красочного слоя на дукторном цилиндре устанавливается в соответствии с количеством краски, требующимся печатной форме. • Необходимо проявлять осторожность при регулировке установке красочного ножа в рабочее положение или Рисунок 17 – Деформация красочного ножа вследствие вывинчивания регулировочных винтов в неправильном порядке
 производится от") Рисунок 18 - Регулировка красочного ножа. Вывинчивание регулировочных винтов красочного ящика (вверху) производится от краев к центру. Ввинчивание регулировочных винтов (снизу) – от центра к краям
Рисунок 18 - Регулировка красочного ножа. Вывинчивание регулировочных винтов красочного ящика (вверху) производится от краев к центру. Ввинчивание регулировочных винтов (снизу) – от центра к краям
 Рисунок 19 – Система регулировочных винтов в машине «Ромайор-314»
Рисунок 19 – Система регулировочных винтов в машине «Ромайор-314»
 2 РЕГУЛИРОВКА ПОДАЧИ КРАСКИ В ПРОЦЕССЕ ПЕЧАТИ Зональная регулировка подачи краски (по ширине ее подачи) • Выполняется при помощи винтов красочного ящика в зависимости от интенсивности подачи краски на разных участках формы. Общая регулировка подачи краски на форму • Производится путем изменения частоты вращения дукторного цилиндра в момент его контакта с передаточным валиком или изменения времени выстоя передаточного валика у дукторного цилиндра.
2 РЕГУЛИРОВКА ПОДАЧИ КРАСКИ В ПРОЦЕССЕ ПЕЧАТИ Зональная регулировка подачи краски (по ширине ее подачи) • Выполняется при помощи винтов красочного ящика в зависимости от интенсивности подачи краски на разных участках формы. Общая регулировка подачи краски на форму • Производится путем изменения частоты вращения дукторного цилиндра в момент его контакта с передаточным валиком или изменения времени выстоя передаточного валика у дукторного цилиндра.
 3 СМЫВКА КРАСОЧНОГО АППАРАТА Важно, чтобы после окончания смывки на валиках не осталось следов краски или смывочного раствора. В противном случае, смесь смывочного раствора и краски на поверхности валиков может привести к осложнениям при последующем пуске машины и повреждению эластичных красочных валиков.
3 СМЫВКА КРАСОЧНОГО АППАРАТА Важно, чтобы после окончания смывки на валиках не осталось следов краски или смывочного раствора. В противном случае, смесь смывочного раствора и краски на поверхности валиков может привести к осложнениям при последующем пуске машины и повреждению эластичных красочных валиков.
 Рисунок 20 – Устройство для смывки красочных валиков. Краска и смывочный раствор стекают в поддон, установленный под красочным ножом
Рисунок 20 – Устройство для смывки красочных валиков. Краска и смывочный раствор стекают в поддон, установленный под красочным ножом
 Рисунок 21 – Печатник наносит растворитель на валики с целью размягчения краски
Рисунок 21 – Печатник наносит растворитель на валики с целью размягчения краски
 Рисунок 22 – Печатник снимает смывочное устройство с печатной машины после завершения смывки
Рисунок 22 – Печатник снимает смывочное устройство с печатной машины после завершения смывки
 Рисунок 23 – Печатник промывает поддон смывочного устройства
Рисунок 23 – Печатник промывает поддон смывочного устройства
 Рисунок 24 – После завершения смывки красочного аппарата печатник должен проверить степень очистки красочных валиков
Рисунок 24 – После завершения смывки красочного аппарата печатник должен проверить степень очистки красочных валиков
 10 НЕПОЛАДКИ КРАСОЧНОГО АППАРАТА
10 НЕПОЛАДКИ КРАСОЧНОГО АППАРАТА
 ОБРАЗОВАНИЕ ПОЛОС НА ОТТИСКЕ ПРИЧИНА • засаливание накатных валиков • их чрезмерный прижим к форме или раскатному цилиндру. ЧРЕЗМЕРНЫЙ ПРИЖИМ • Сильное биение валика по печатной свидетельствует о его чрезмерном прижиме. форме
ОБРАЗОВАНИЕ ПОЛОС НА ОТТИСКЕ ПРИЧИНА • засаливание накатных валиков • их чрезмерный прижим к форме или раскатному цилиндру. ЧРЕЗМЕРНЫЙ ПРИЖИМ • Сильное биение валика по печатной свидетельствует о его чрезмерном прижиме. форме
 ЗАСАЛИВАНИЕ ВАЛИКОВ • • ПРИЧИНА Накопление на поверхности валиков: стекловидной пленки, образованной наслоениями красочного пигмента, засохшего связующего краски, гуммиарабика, содержащегося в увлажняющем растворе, частичек покровного слоя и бумажной пыли на поверхности эластичных валиков, в частности, накатных. СЛЕДСТВИЕ • Валики с засаленной поверхностью не способны надлежащим образом переносить краску с растирочного цилиндра или промежуточных валиков. • Это приводит к нарушению подачи краски на печатную форму. Засаленный валик лучше передает воду, чем краску.
ЗАСАЛИВАНИЕ ВАЛИКОВ • • ПРИЧИНА Накопление на поверхности валиков: стекловидной пленки, образованной наслоениями красочного пигмента, засохшего связующего краски, гуммиарабика, содержащегося в увлажняющем растворе, частичек покровного слоя и бумажной пыли на поверхности эластичных валиков, в частности, накатных. СЛЕДСТВИЕ • Валики с засаленной поверхностью не способны надлежащим образом переносить краску с растирочного цилиндра или промежуточных валиков. • Это приводит к нарушению подачи краски на печатную форму. Засаленный валик лучше передает воду, чем краску.
 Рисунок 25 – Важность технического обслуживания валиков красочного аппарата А – Поверхность валика, содержащегося в хорошем состоянии, должна быть гладкой, ровной, бархатистой на ощупь. В – Несмытый валик, оставшийся после смены на ночь с остатками краски или растворителя, будет проскальзывать и заедать при утреннем пуске машины.
Рисунок 25 – Важность технического обслуживания валиков красочного аппарата А – Поверхность валика, содержащегося в хорошем состоянии, должна быть гладкой, ровной, бархатистой на ощупь. В – Несмытый валик, оставшийся после смены на ночь с остатками краски или растворителя, будет проскальзывать и заедать при утреннем пуске машины.
 С – Наслоение и сильное затвердевание красочной пленки на краях валика со временем вызывает на этом месте растрескивание и расслоение резины и приводит к появлению марашек. D – Наслоение на валике остатков сухой краски и лака вызывает появление на его поверхности мелких трещин и морщин.
С – Наслоение и сильное затвердевание красочной пленки на краях валика со временем вызывает на этом месте растрескивание и расслоение резины и приводит к появлению марашек. D – Наслоение на валике остатков сухой краски и лака вызывает появление на его поверхности мелких трещин и морщин.
 Е – Наслоение засохшей краски и запечатывание узких листов без смазывания краев валиков может привести к выкрашиванию их краев. F - Валик, находящийся в таком плохом состоянии нуждается в восстановлении.
Е – Наслоение засохшей краски и запечатывание узких листов без смазывания краев валиков может привести к выкрашиванию их краев. F - Валик, находящийся в таком плохом состоянии нуждается в восстановлении.
 G – Непродолжительное время, затраченное на очистку краев валиков, окупится сполна в виде увеличения срока службы валиков, повышения производительности печатной машины и качества печати. Н – Периодическая ручная чистка валиков является важной составной частью технического обслуживания красочного аппарата.
G – Непродолжительное время, затраченное на очистку краев валиков, окупится сполна в виде увеличения срока службы валиков, повышения производительности печатной машины и качества печати. Н – Периодическая ручная чистка валиков является важной составной частью технического обслуживания красочного аппарата.
 Конец
Конец