

Подготовительные операции перед сваркой.ppt
- Количество слайдов: 17
 Подготовительные операции перед сваркой
Подготовительные операции перед сваркой
 Зачистка
Зачистка
 Зачистка металла –это операция по очистке поверхности металла от окалины и ржавчины. Используют оборудование и инструмент: Шлифовальную машину, щетку по металлу и наждачную бумагу. А так же производят обезжиривание металла от масел: органическими и химическими растворителями.
Зачистка металла –это операция по очистке поверхности металла от окалины и ржавчины. Используют оборудование и инструмент: Шлифовальную машину, щетку по металлу и наждачную бумагу. А так же производят обезжиривание металла от масел: органическими и химическими растворителями.
 Правка
Правка
 • • Вальцы листогибочные это техническое промышленное устройство, производящее изгибание металлических листов и формирующее получение изделий цилиндрической формы. Различают трехвалковый и четырех валковый механизмы.
• • Вальцы листогибочные это техническое промышленное устройство, производящее изгибание металлических листов и формирующее получение изделий цилиндрической формы. Различают трехвалковый и четырех валковый механизмы.
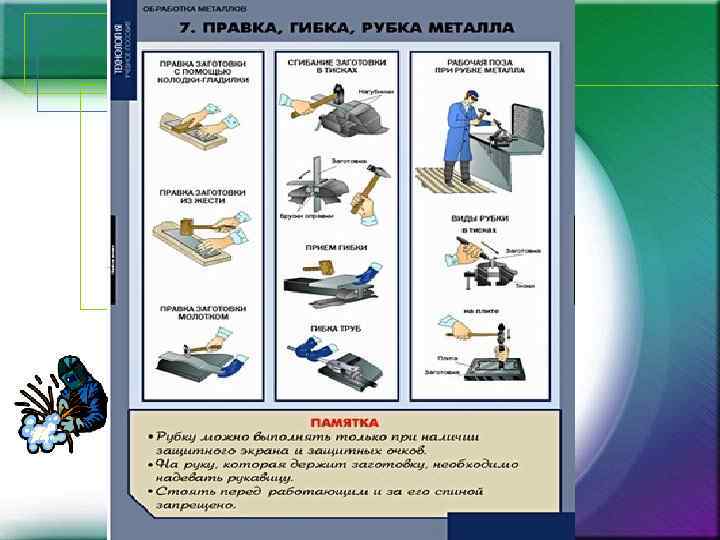
 Правкой называется операция по устранению дефектов заготовок и деталей в виде вогнутости, выпуклости, волнистости, коробления, искривления и т. д. Металл подвергается правке как в холодном, так и в нагретом состоянии. Правка может быть ручной (на стальной или чугунной правильной плите) или машинной (на правильных вальцах или прессах).
Правкой называется операция по устранению дефектов заготовок и деталей в виде вогнутости, выпуклости, волнистости, коробления, искривления и т. д. Металл подвергается правке как в холодном, так и в нагретом состоянии. Правка может быть ручной (на стальной или чугунной правильной плите) или машинной (на правильных вальцах или прессах).
 Разметка
Разметка
, определяющих согласно") • • Разметкой называется операция нанесения на поверхность заготовки линий (рисок), определяющих согласно чертежу. Разметка наносят с припусками на рез.
• • Разметкой называется операция нанесения на поверхность заготовки линий (рисок), определяющих согласно чертежу. Разметка наносят с припусками на рез.
 Резка металла
Резка металла
 Отрезная пила для резки армирующего профиля Гильотина гидравлическая • Ножовочный станок для резки металла • Газовое оборудование
Отрезная пила для резки армирующего профиля Гильотина гидравлическая • Ножовочный станок для резки металла • Газовое оборудование
 металла на части. Резка может производится ручной и механической") Резкой металла называется разрезание (разделение) металла на части. Резка может производится ручной и механической ножовкой, а также ножницами – ручным и механическими, рычажным, параллельными, дисковым ( круглыми ). Для резки крупного сортового металла (круглого полосового, углового, двутаврового, коробчатого и т. п. ) применяют приводные ножовки и дисковые пилы, а также газовую резку металла.
Резкой металла называется разрезание (разделение) металла на части. Резка может производится ручной и механической ножовкой, а также ножницами – ручным и механическими, рычажным, параллельными, дисковым ( круглыми ). Для резки крупного сортового металла (круглого полосового, углового, двутаврового, коробчатого и т. п. ) применяют приводные ножовки и дисковые пилы, а также газовую резку металла.
 Сборка сварного изделия • представляет собой весьма ответственный и трудоемкий процесс. Хорошее качество сборки — первое и необходимое условие высокого качества сварки. При индивидуальном производстве сборка может занимать 30— 50% общего времени изготовления сварной конструкции. Собирать конструкцию рекомендуется при помощи шаблонов, упоров, фиксаторов и специальных приспособлений (кондукторов), облегчающих сборочные операции.
Сборка сварного изделия • представляет собой весьма ответственный и трудоемкий процесс. Хорошее качество сборки — первое и необходимое условие высокого качества сварки. При индивидуальном производстве сборка может занимать 30— 50% общего времени изготовления сварной конструкции. Собирать конструкцию рекомендуется при помощи шаблонов, упоров, фиксаторов и специальных приспособлений (кондукторов), облегчающих сборочные операции.
 • • • Целесообразно выполнять сборку сварного изделия по узлам. Преимущества узловой сборки: 1) возможность автоматизации сварочных работ, так как швы более доступны и кантовка узла значительно легче, чем кантовка всей конструкции; 2) детали свариваются в свободном состоянии и остаточные напряжения от поперечной усадки незначительны; 3) возможность создания поточных линий производства. Сборку сварного изделия собирают на прихватки. Прихватки, предназначенные для соединения собираемых деталей, должны размещаться в местах расположения сварных швов ( от краев деталей 10 мм и с выдержанным зазоров в зависимости от толщины металла) Размер зазора устанавливают в соответствии с чертежом от толщины металла и сварного соединения.
• • • Целесообразно выполнять сборку сварного изделия по узлам. Преимущества узловой сборки: 1) возможность автоматизации сварочных работ, так как швы более доступны и кантовка узла значительно легче, чем кантовка всей конструкции; 2) детали свариваются в свободном состоянии и остаточные напряжения от поперечной усадки незначительны; 3) возможность создания поточных линий производства. Сборку сварного изделия собирают на прихватки. Прихватки, предназначенные для соединения собираемых деталей, должны размещаться в местах расположения сварных швов ( от краев деталей 10 мм и с выдержанным зазоров в зависимости от толщины металла) Размер зазора устанавливают в соответствии с чертежом от толщины металла и сварного соединения.
 Таблица 1 Параметры прихваток Наименование параметров прихваток Величина при толщине свариваемых деталей или конструкций S, мм до 6 6 -10 11 -15 Длина прихваток От 10 до 20 От15 до 20 От20 до 30 Расстояние между прихватками (шаг) От 50 до 200 От 100 до 250 От 250 до 350 Высота прихваток при сварке стыковых, меньше или равно S угловых соединений со скосом кромок от 0, 5 s до 0, 7 s но не более 12 Высота и ширина усиления прихваток при сварке угловых Не должны превосходить размеров выпуклости сварного шва соединений без скоса кромок Катет прихваток при сварке угловых до 4 соединений без скоса кромок, К 4 5 Прихватки должны быть зачищены от шлака и металлических брызг. Некачественно выполненные прихватки , а также прихватки с трещинами удаляются.
Таблица 1 Параметры прихваток Наименование параметров прихваток Величина при толщине свариваемых деталей или конструкций S, мм до 6 6 -10 11 -15 Длина прихваток От 10 до 20 От15 до 20 От20 до 30 Расстояние между прихватками (шаг) От 50 до 200 От 100 до 250 От 250 до 350 Высота прихваток при сварке стыковых, меньше или равно S угловых соединений со скосом кромок от 0, 5 s до 0, 7 s но не более 12 Высота и ширина усиления прихваток при сварке угловых Не должны превосходить размеров выпуклости сварного шва соединений без скоса кромок Катет прихваток при сварке угловых до 4 соединений без скоса кромок, К 4 5 Прихватки должны быть зачищены от шлака и металлических брызг. Некачественно выполненные прихватки , а также прихватки с трещинами удаляются.
 приступают к сварке узлов конструкции") После сборки конструкции проверяют точность сборки (контроль) приступают к сварке узлов конструкции
После сборки конструкции проверяют точность сборки (контроль) приступают к сварке узлов конструкции
 Домашнее задание : • Для выбранной сварной конструкции составить алгоритм подготовительных операций и подобрать к ним инструменты, приспособления и оборудование которое будет использоваться на каждом этапе. • Работу представить на выбор: • в компьютерном варианте, с эскизом сварного изделия или фото • Тетрадке • Листке бумаги формата А 4
Домашнее задание : • Для выбранной сварной конструкции составить алгоритм подготовительных операций и подобрать к ним инструменты, приспособления и оборудование которое будет использоваться на каждом этапе. • Работу представить на выбор: • в компьютерном варианте, с эскизом сварного изделия или фото • Тетрадке • Листке бумаги формата А 4