

Плазменная резка.pptx
- Количество слайдов: 34
 Плазменная резка
Плазменная резка
 и сложного") Плазменно-дуговую резку применяют: - для вырезки из листов заготовок простого (круглого, прямоугольного) и сложного контура; - изготовления из тонколистового материала деталей, не требующих механической обработки; - вырезки окон и отверстий в листовых заготовках; - резки полос, прутков, труб и профилей с приданием их торцам необходимой формы, например под сварку; - удаления облоя штампованных и литников у литых заготовок; - вырезки заготовок для штамповки и механической обработки. Плазменно-дуговой резкой режут нержавеющие и углеродистые стали толщиной до 60… 100 мм, чугун до 80… 150 мм, алюминий и его сплавы до 300 мм, медь и ее сплавы до 100 мм.
Плазменно-дуговую резку применяют: - для вырезки из листов заготовок простого (круглого, прямоугольного) и сложного контура; - изготовления из тонколистового материала деталей, не требующих механической обработки; - вырезки окон и отверстий в листовых заготовках; - резки полос, прутков, труб и профилей с приданием их торцам необходимой формы, например под сварку; - удаления облоя штампованных и литников у литых заготовок; - вырезки заготовок для штамповки и механической обработки. Плазменно-дуговой резкой режут нержавеющие и углеродистые стали толщиной до 60… 100 мм, чугун до 80… 150 мм, алюминий и его сплавы до 300 мм, медь и ее сплавы до 100 мм.
 Плазменная резка имеет целый ряд преимуществ по сравнению с традиционными видами раскроя металлов: • Низкая себестоимость • Высокая скорость резки • Малая зона теплового влияния на металл • Возможность сварки листов непосредственно после резки • Универсальность (резка любых токопроводящих материалов) • Узкий рез без наплывов и брызг • Минимальные деформации и отпуск металла в зоне реза • Легкость процесса механизации резки
Плазменная резка имеет целый ряд преимуществ по сравнению с традиционными видами раскроя металлов: • Низкая себестоимость • Высокая скорость резки • Малая зона теплового влияния на металл • Возможность сварки листов непосредственно после резки • Универсальность (резка любых токопроводящих материалов) • Узкий рез без наплывов и брызг • Минимальные деформации и отпуск металла в зоне реза • Легкость процесса механизации резки
 и прямого (б) действия: 1 – катод; 2 – сопло; 3") Плазмотроны косвенного (а) и прямого (б) действия: 1 – катод; 2 – сопло; 3 – плазменная струя; 4 - подача плазмообразующего газа; 5 - заготовка Различают дуговые плазмотроны прямого и косвенного действия. В плазмотронах косвенного действия рабочая дуга «горит» между катодом 1 и анодом (соплом) 2. Обычно такие устройства имеют малую мощность, поскольку при больших токах сильно эродируют электроды. Их основным достоинством является возможность применения для обработки непроводящих материалов. Обычно они используются в процессах нанесения покрытий.
Плазмотроны косвенного (а) и прямого (б) действия: 1 – катод; 2 – сопло; 3 – плазменная струя; 4 - подача плазмообразующего газа; 5 - заготовка Различают дуговые плазмотроны прямого и косвенного действия. В плазмотронах косвенного действия рабочая дуга «горит» между катодом 1 и анодом (соплом) 2. Обычно такие устройства имеют малую мощность, поскольку при больших токах сильно эродируют электроды. Их основным достоинством является возможность применения для обработки непроводящих материалов. Обычно они используются в процессах нанесения покрытий.
 В плазмотронах прямого действия рабочая дуга «горит» между катодом 1 и заготовкой 5, которая является анодом. Для формирования плазменной струи в плазмотронах прямого действия предварительно кратковременной подачей напряжения на сопло головки зажигается вспомогательная дуга между катодом и соплом (дежурная дуга), которая выдувается из сопла газом в виде факела длиной 20… 40 мм. При касании факела дежурной дуги поверхности заготовки подается напряжение между катодом режущей головки и обрабатываемым изделием, что приводит к образованию рабочей дуги. Дежурная дуга одновременно автоматически отключается. В дальнейшем плазменная струя поддерживается дуговым разрядом между катодом и деталью. При дуге прямого действия передача тепла от дуги к изделию значительно выше, чем при косвенной дуге, что обусловлено большим тепловыделением в активном пятне (аноде) на изделии. Резка осуществляется высокотемпературной (от 10 000 до 25 000 °С) высокоскоростной (от 500 до 1500 м/с) плазменной струей путем плавления металла и непрерывного удаления расплава потоком газа. На практике используют плазмотроны в которых формирование плазмы производится нагревом, диссоциацией и ионизацией плазмообразующего газа дуговым разрядом.
В плазмотронах прямого действия рабочая дуга «горит» между катодом 1 и заготовкой 5, которая является анодом. Для формирования плазменной струи в плазмотронах прямого действия предварительно кратковременной подачей напряжения на сопло головки зажигается вспомогательная дуга между катодом и соплом (дежурная дуга), которая выдувается из сопла газом в виде факела длиной 20… 40 мм. При касании факела дежурной дуги поверхности заготовки подается напряжение между катодом режущей головки и обрабатываемым изделием, что приводит к образованию рабочей дуги. Дежурная дуга одновременно автоматически отключается. В дальнейшем плазменная струя поддерживается дуговым разрядом между катодом и деталью. При дуге прямого действия передача тепла от дуги к изделию значительно выше, чем при косвенной дуге, что обусловлено большим тепловыделением в активном пятне (аноде) на изделии. Резка осуществляется высокотемпературной (от 10 000 до 25 000 °С) высокоскоростной (от 500 до 1500 м/с) плазменной струей путем плавления металла и непрерывного удаления расплава потоком газа. На практике используют плазмотроны в которых формирование плазмы производится нагревом, диссоциацией и ионизацией плазмообразующего газа дуговым разрядом.
 Плазмообразующий газ, подаваемый через сопло, одновременно может выполнять функции формирования плазмы, сжатия дуги и защиты сопла от высоких температур плазмы путем создания «холодной» прослойки между столбом дуги и стенками сопла, защиты зоны реза от окисления и выдувания расплавленного металла из зоны обработки. В качестве плазмообразующего газа могут использоваться воздух, аргон, азот, кислород, пары воды, смеси газов. Плазмообразующий газ может подаваться в сопло вдоль его оси или вихревым потоком (вводится в сопло тангенциально). Тангенциальная подача плазмообразующего газа и использование специальных завихрителей является основным способом стабилизации плазменной дуги. Газ, движущийся в цилиндрическом или коническом канале, имеет как осевую, так и окружную составляющие скорости. При этом вследствие действия центробежных сил основная масса относительно холодного и, следовательно, плотного газа течет вдоль стенок канала, тогда как дуга, являющаяся источником горячего и менее плотного газа, располагается вблизи его оси.
Плазмообразующий газ, подаваемый через сопло, одновременно может выполнять функции формирования плазмы, сжатия дуги и защиты сопла от высоких температур плазмы путем создания «холодной» прослойки между столбом дуги и стенками сопла, защиты зоны реза от окисления и выдувания расплавленного металла из зоны обработки. В качестве плазмообразующего газа могут использоваться воздух, аргон, азот, кислород, пары воды, смеси газов. Плазмообразующий газ может подаваться в сопло вдоль его оси или вихревым потоком (вводится в сопло тангенциально). Тангенциальная подача плазмообразующего газа и использование специальных завихрителей является основным способом стабилизации плазменной дуги. Газ, движущийся в цилиндрическом или коническом канале, имеет как осевую, так и окружную составляющие скорости. При этом вследствие действия центробежных сил основная масса относительно холодного и, следовательно, плотного газа течет вдоль стенок канала, тогда как дуга, являющаяся источником горячего и менее плотного газа, располагается вблизи его оси.
 Тепловые потоки на катод и сопло приводят к разрушению последних. По этой причине катоды плазмотронов изготавливают из тугоплавких материалов, в частности вольфрама, циркония и гафния. Для уменьшения температуры катодов, используют системы их водяного охлаждения. Кроме того, используют способы, вызывающие миграцию точки генерации дуги (катодного «пятна» ) по поверхности катода. К таким способам относится наложение магнитного поля на дугу и тангенциальная подача плазмообразующего газа. Некоторые конструкции головок имеют несколько катодов и соответственно дуг. Это позволяет уменьшить воздействие дуг на них и, тем самым, повысить ресурс при сохранении необходимой мощности. При наличии магнитного поля заряженные частицы плазмы под действием сил Лоренца вращаются относительно оси струи, что вызывает дополнительное фокусирование и сжатие плазменной дуги. Одновременно достигается вращение точки генерации дуги по поверхности катода, что позволяет увеличить срок его службы. Подача вспомогательного газа по периметру реза может служить для защиты от окисления и выдувания расплавленного металла из реза.
Тепловые потоки на катод и сопло приводят к разрушению последних. По этой причине катоды плазмотронов изготавливают из тугоплавких материалов, в частности вольфрама, циркония и гафния. Для уменьшения температуры катодов, используют системы их водяного охлаждения. Кроме того, используют способы, вызывающие миграцию точки генерации дуги (катодного «пятна» ) по поверхности катода. К таким способам относится наложение магнитного поля на дугу и тангенциальная подача плазмообразующего газа. Некоторые конструкции головок имеют несколько катодов и соответственно дуг. Это позволяет уменьшить воздействие дуг на них и, тем самым, повысить ресурс при сохранении необходимой мощности. При наличии магнитного поля заряженные частицы плазмы под действием сил Лоренца вращаются относительно оси струи, что вызывает дополнительное фокусирование и сжатие плазменной дуги. Одновременно достигается вращение точки генерации дуги по поверхности катода, что позволяет увеличить срок его службы. Подача вспомогательного газа по периметру реза может служить для защиты от окисления и выдувания расплавленного металла из реза.
 Конструкции плазменных головок фирмы Komatsu: 1 – плазменная струя; 2 – заготовка; 3 - сопло; 4 – катод: 5 – завихритель; 6 – подача охлаждающей воды; 7 – подача плазмообразующего газа; 8 – магнит; 9 – подача воды для охлаждения катода; 10 – вставка из карбида гафния; 11 – подача защитного газа; 12 – завихритель вспомогательного защитного газа; 13 – защитная чаша
Конструкции плазменных головок фирмы Komatsu: 1 – плазменная струя; 2 – заготовка; 3 - сопло; 4 – катод: 5 – завихритель; 6 – подача охлаждающей воды; 7 – подача плазмообразующего газа; 8 – магнит; 9 – подача воды для охлаждения катода; 10 – вставка из карбида гафния; 11 – подача защитного газа; 12 – завихритель вспомогательного защитного газа; 13 – защитная чаша
 В качестве катодов используют водоохлаждаемые вставки в медь или серебро вольфрама, циркония или гафния. Наибольшей стойкостью в инертных газах, а также в присутствии водорода и азота обладают катоды из вольфрама с добавками лантана или итрия, работающие в режиме термоэлектронной эмиссии. При использовании в качестве плазмообразующих газов воздуха и кислорода, вставки изготавливают из гафния или циркония. Высокая термостойкость таких катодов обусловлена образованием стойкой тугоплавкой пленки из оксидов и нитридов, защищающей чистый металл электрода от испарения. Активная вставка расходуется в основном при включении дуги, вследствие разрушения пленки от термического удара.
В качестве катодов используют водоохлаждаемые вставки в медь или серебро вольфрама, циркония или гафния. Наибольшей стойкостью в инертных газах, а также в присутствии водорода и азота обладают катоды из вольфрама с добавками лантана или итрия, работающие в режиме термоэлектронной эмиссии. При использовании в качестве плазмообразующих газов воздуха и кислорода, вставки изготавливают из гафния или циркония. Высокая термостойкость таких катодов обусловлена образованием стойкой тугоплавкой пленки из оксидов и нитридов, защищающей чистый металл электрода от испарения. Активная вставка расходуется в основном при включении дуги, вследствие разрушения пленки от термического удара.
 Элементы плазменной головки: 1 – корпус; 2 – катод; 3 – завихритель; 4 – сопло; 5 – внутренняя чаша; 6 – завихритель вспомогательного газа; 7 – внешний кожух Медный корпус Канал охлаждения Серебряная насадка Гафниевая вставка Одна из конструкций катода: 1 – водоохлаждаемый корпус; 2 – вставка тугоплавкого металла; 3 – труба для подвода охлаждающей воды; 4 – отвод воды
Элементы плазменной головки: 1 – корпус; 2 – катод; 3 – завихритель; 4 – сопло; 5 – внутренняя чаша; 6 – завихритель вспомогательного газа; 7 – внешний кожух Медный корпус Канал охлаждения Серебряная насадка Гафниевая вставка Одна из конструкций катода: 1 – водоохлаждаемый корпус; 2 – вставка тугоплавкого металла; 3 – труба для подвода охлаждающей воды; 4 – отвод воды
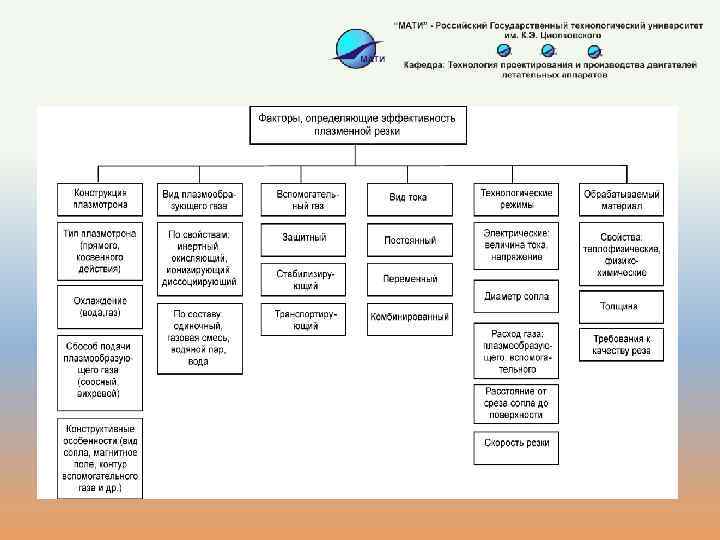
 Для обеспечения требуемой производительности и качества резки, необходим рациональный выбор параметров ее режима, к которым относятся: диаметр сопла, сила тока, напряжение дуги, скорость резки, расстояние между торцом сопла и изделием, виды и расход плазмообразующего и вспомогательного газов. Форма и размеры соплового канала обуславливают свойства и параметры дуги. С уменьшением диаметра и увеличением длины канала сопла возрастают скорость потока плазмы, концентрация энергии в дуге, температура плазменной дуги и её «режущая» способность. В практике плазменной резки используют сопла диаметром 0, 6… 5 мм. Выбор диаметра сопла производят исходя из тока дуги. Чем больше величина тока, тем большим назначается диаметр сопла.
Для обеспечения требуемой производительности и качества резки, необходим рациональный выбор параметров ее режима, к которым относятся: диаметр сопла, сила тока, напряжение дуги, скорость резки, расстояние между торцом сопла и изделием, виды и расход плазмообразующего и вспомогательного газов. Форма и размеры соплового канала обуславливают свойства и параметры дуги. С уменьшением диаметра и увеличением длины канала сопла возрастают скорость потока плазмы, концентрация энергии в дуге, температура плазменной дуги и её «режущая» способность. В практике плазменной резки используют сопла диаметром 0, 6… 5 мм. Выбор диаметра сопла производят исходя из тока дуги. Чем больше величина тока, тем большим назначается диаметр сопла.
 Разрезаемый материал Плазмообразующий газ Воздух Стали Алюминий и его сплавы Медь и ее сплавы Титановые сплавы толщиной до 60 мм толщиной до 70 мм толщиной до 60 мм не рекомендуется Азот с аргоном для высоколегированных толщиной не рекомендуется до 50 мм не рекомендуется Азот с кислородом для резки заготовок в широком не рекомендуется диапазоне толщин не рекомендуется Чистый азот Для высоколегированных толщиной до 75 мм, низкоуглеродистых толщиной до 30 мм до 20 мм Азот с водородом не рекомендуется толщиной до 100 мм Аргон с водородом медь толщиной до для резки заготовок 20 мм, латунь в широком толщиной до 90 мм диапазоне толщиной до 100 мм не рекомендуется высоколегировантолщиной выше 100 ных толщиной до не рекомендуется мм мм 100 мм
Разрезаемый материал Плазмообразующий газ Воздух Стали Алюминий и его сплавы Медь и ее сплавы Титановые сплавы толщиной до 60 мм толщиной до 70 мм толщиной до 60 мм не рекомендуется Азот с аргоном для высоколегированных толщиной не рекомендуется до 50 мм не рекомендуется Азот с кислородом для резки заготовок в широком не рекомендуется диапазоне толщин не рекомендуется Чистый азот Для высоколегированных толщиной до 75 мм, низкоуглеродистых толщиной до 30 мм до 20 мм Азот с водородом не рекомендуется толщиной до 100 мм Аргон с водородом медь толщиной до для резки заготовок 20 мм, латунь в широком толщиной до 90 мм диапазоне толщиной до 100 мм не рекомендуется высоколегировантолщиной выше 100 ных толщиной до не рекомендуется мм мм 100 мм
 Рекомендуемый диаметр сопла d в зависимости от тока плазменной дуги при воздушно-плазменной резке
Рекомендуемый диаметр сопла d в зависимости от тока плазменной дуги при воздушно-плазменной резке
 Влияние толщины разрезаемого материала на скорость резки: а – сталь 30 ХГСА (плазмообразующий газ – кислород, вспомогательный газ – воздух); б – 12 Х 18 Н 10 Т (плазмообразующий газ – азот, вспомогательный газ – азот); 1 – 30 А; 2 – 70 А; 3 – 100 А; 4 – 200 А
Влияние толщины разрезаемого материала на скорость резки: а – сталь 30 ХГСА (плазмообразующий газ – кислород, вспомогательный газ – воздух); б – 12 Х 18 Н 10 Т (плазмообразующий газ – азот, вспомогательный газ – азот); 1 – 30 А; 2 – 70 А; 3 – 100 А; 4 – 200 А
 Состояние поверхностей реза для листов различной толщины Некоторые формы резов получаемые при плазменной резке: а – кислород (низколегированная сталь); б – вода ( черные и цветные металлы); в – нейтральный газ ( нержавеющая сталь, цветные металлы)
Состояние поверхностей реза для листов различной толщины Некоторые формы резов получаемые при плазменной резке: а – кислород (низколегированная сталь); б – вода ( черные и цветные металлы); в – нейтральный газ ( нержавеющая сталь, цветные металлы)
 Вырезка с формированием асимметричного реза Чтобы обеспечить минимальную конусность реза со стороны вырезаемой детали подачу воздуха производят в направлении реза по часовой стрелке. В этом случае добиваются получения асимметричного реза. Вырезку деталей производят по часовой стрелке, т. е. таким образом, чтобы деталь по отношению к линии реза находилась с правой стороны. Вырезать отверстия в деталях необходимо против часовой стрелки
Вырезка с формированием асимметричного реза Чтобы обеспечить минимальную конусность реза со стороны вырезаемой детали подачу воздуха производят в направлении реза по часовой стрелке. В этом случае добиваются получения асимметричного реза. Вырезку деталей производят по часовой стрелке, т. е. таким образом, чтобы деталь по отношению к линии реза находилась с правой стороны. Вырезать отверстия в деталях необходимо против часовой стрелки
 Скорость резки v, ориентировочно, может быть определена из выражения: где I ток резки, А; h толщина разрезаемого металла, мм; k 1 – коэффициент, зависящий от конструктивных особенностей плазменной головки; k 2 - коэффициент, учитывающий вид разрезаемого металла. Для углеродистых сталей k 2 1, для алюминиевых сплавов k 2 0, 6, для медных сплавов k 2 0, 4, для нержавеющих сталей k 2 0, 8; k 3 – коэффициент, зависящий от видов плазмообразующего и вспомогательного газов. Окончательно скорость резки устанавливается по результатам пробной резки. При этом кроме производительности учитывается качество получаемого реза.
Скорость резки v, ориентировочно, может быть определена из выражения: где I ток резки, А; h толщина разрезаемого металла, мм; k 1 – коэффициент, зависящий от конструктивных особенностей плазменной головки; k 2 - коэффициент, учитывающий вид разрезаемого металла. Для углеродистых сталей k 2 1, для алюминиевых сплавов k 2 0, 6, для медных сплавов k 2 0, 4, для нержавеющих сталей k 2 0, 8; k 3 – коэффициент, зависящий от видов плазмообразующего и вспомогательного газов. Окончательно скорость резки устанавливается по результатам пробной резки. При этом кроме производительности учитывается качество получаемого реза.
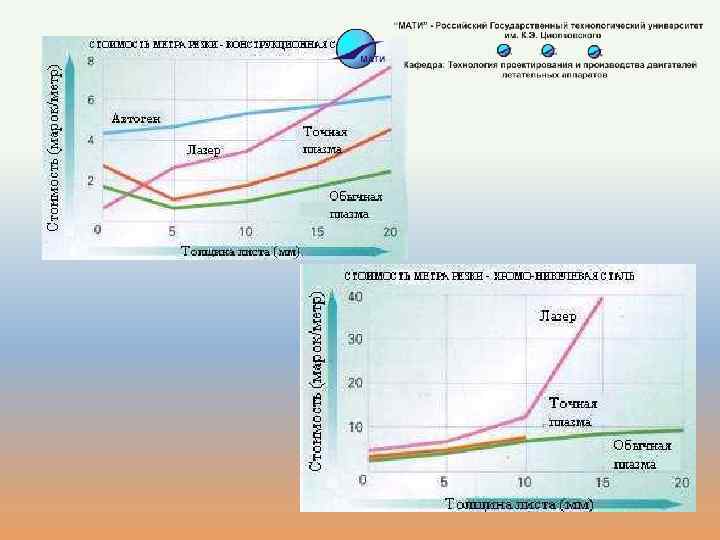
 Лучшее качество реза достигается при обработке в диапазоне низких токов дуги. Чем меньше ток дуги, тем меньше конусность и шероховатость реза. Очевидно, что уменьшение тока приводит к снижению скорости резки. Достигаемое качество реза зависит и от толщины разрезаемого материала. Плазмообразующий газ, в основном, выбирают в зависимости от технологических условий, качества, стоимости, теплосодержания и температуры. Плазмообразующие газы условно можно разделить на окислительные (кислород и воздух) инертные (азот, аргон) восстановительные (смеси с водородом). Окислительные газы обычно используют при резке черных металлов, а инертные и восстановительные - при резке цветных металлов и сплавов. Области применения некоторых рабочих газов приведены в табл. . Широкое применение, особенно при резке сталей, получила воздушно плазменная резка (плазмообразующий и вспомогательный газы – воздух). Основной причиной этого является хорошее качество получаемых резов (при обработке углеродистых и низколегированных сталей) и низкая себестоимости обработки вследствие использования в качестве плазмообразующего газа – воздуха. Ее применяют для резки материалов толщиной до 50… 60 мм.
Лучшее качество реза достигается при обработке в диапазоне низких токов дуги. Чем меньше ток дуги, тем меньше конусность и шероховатость реза. Очевидно, что уменьшение тока приводит к снижению скорости резки. Достигаемое качество реза зависит и от толщины разрезаемого материала. Плазмообразующий газ, в основном, выбирают в зависимости от технологических условий, качества, стоимости, теплосодержания и температуры. Плазмообразующие газы условно можно разделить на окислительные (кислород и воздух) инертные (азот, аргон) восстановительные (смеси с водородом). Окислительные газы обычно используют при резке черных металлов, а инертные и восстановительные - при резке цветных металлов и сплавов. Области применения некоторых рабочих газов приведены в табл. . Широкое применение, особенно при резке сталей, получила воздушно плазменная резка (плазмообразующий и вспомогательный газы – воздух). Основной причиной этого является хорошее качество получаемых резов (при обработке углеродистых и низколегированных сталей) и низкая себестоимости обработки вследствие использования в качестве плазмообразующего газа – воздуха. Ее применяют для резки материалов толщиной до 50… 60 мм.
 Материал Низколегированная сталь O 2 - плазма O 2 – вспом. O 2 - плазма воздух – вспом. O 2 – плазма воздух – вспом. Ток дуги, А 30 80 130 200 260 Толщина заготовки, мм 0, 5 1 3 6 10 20 6 10 12 25 Скорость резки, мм/мин 5355 3615 1160 665 6145 3045 1810 545 4035 2680 2200 550 6 12 20 25 50 5250 3060 1575 1165 255 10 12 20 32 64 4440 3850 2170 1135 195
Материал Низколегированная сталь O 2 - плазма O 2 – вспом. O 2 - плазма воздух – вспом. O 2 – плазма воздух – вспом. Ток дуги, А 30 80 130 200 260 Толщина заготовки, мм 0, 5 1 3 6 10 20 6 10 12 25 Скорость резки, мм/мин 5355 3615 1160 665 6145 3045 1810 545 4035 2680 2200 550 6 12 20 25 50 5250 3060 1575 1165 255 10 12 20 32 64 4440 3850 2170 1135 195
 Материал Нержавеющая сталь 95%N 2 + 5% H 2 –плазма N 2 – вспом. 35%H 2 +65%Ar – плазма N 2 – вспом. Ток дуги, А 45 80 130 200 260 Алюминий воздух - плазма воздух – вспом. 35%H 2 +65%Ar – плазма N 2 - вспомогательный 45 130 200 260 Толщина заготовки, мм Скорость резки, мм/мин 1 2, 5 6 4 6 10 10 12 25 10 12 15 20 12 20 25 50 1, 5 4 6 12 20 25 10 12 20 50 5740 2510 845 2180 1225 560 980 820 260 1620 1450 1200 820 1710 1085 785 270 4420 2575 1690 1455 940 540 4400 3800 1450 5160 2230 390
Материал Нержавеющая сталь 95%N 2 + 5% H 2 –плазма N 2 – вспом. 35%H 2 +65%Ar – плазма N 2 – вспом. Ток дуги, А 45 80 130 200 260 Алюминий воздух - плазма воздух – вспом. 35%H 2 +65%Ar – плазма N 2 - вспомогательный 45 130 200 260 Толщина заготовки, мм Скорость резки, мм/мин 1 2, 5 6 4 6 10 10 12 25 10 12 15 20 12 20 25 50 1, 5 4 6 12 20 25 10 12 20 50 5740 2510 845 2180 1225 560 980 820 260 1620 1450 1200 820 1710 1085 785 270 4420 2575 1690 1455 940 540 4400 3800 1450 5160 2230 390
 Разрезаемый Толщина, Диаметр Сила Напряжение, Расход Скорость Средняя материал мм сопла, мм тока, А В воздуха, резки, м/мин ширина реза, л/мин мм 1… 3 0, 8 30 10 3… 5 1… 1, 5 Низколеги- 3… 5 1, 0 50 110 12 2… 3 1, 6… 1, 8 рованная 5… 7 1, 4 75 110 15 1, 5… 2 1, 8… 2 сталь 7… 10 100 120 1… 1, 5 2… 2, 5… 5 3… 3, 5 1, 5… 2, 5 3, 5… 4 25… 40 0, 8… 1, 5 4… 4, 5 40… 60 0, 3… 0, 8 4, 5… 5, 5 2, 6… 5, 5 3 1… 2, 2 4 0, 3… 0, 8 5 3 3 1, 5 30 0, 7 4, 0 40 0, 5 4, 5 50 0, 3 5, 5 0, 4 6, 5 1… 2 3 10 6… 15 15… 25 Сталь 5… 15 12 Х 18 Н 10 Т 10… 30 3, 0 10 140… 160 250 160… 180 300 3, 0 170… 190 40… 60 3, 0 300 20 60 Алюминий 160… 180 250 30… 50 Медь 300 3, 5 2, 0 120… 200 40… 60 400 5… 15 160… 180 170… 180 70
Разрезаемый Толщина, Диаметр Сила Напряжение, Расход Скорость Средняя материал мм сопла, мм тока, А В воздуха, резки, м/мин ширина реза, л/мин мм 1… 3 0, 8 30 10 3… 5 1… 1, 5 Низколеги- 3… 5 1, 0 50 110 12 2… 3 1, 6… 1, 8 рованная 5… 7 1, 4 75 110 15 1, 5… 2 1, 8… 2 сталь 7… 10 100 120 1… 1, 5 2… 2, 5… 5 3… 3, 5 1, 5… 2, 5 3, 5… 4 25… 40 0, 8… 1, 5 4… 4, 5 40… 60 0, 3… 0, 8 4, 5… 5, 5 2, 6… 5, 5 3 1… 2, 2 4 0, 3… 0, 8 5 3 3 1, 5 30 0, 7 4, 0 40 0, 5 4, 5 50 0, 3 5, 5 0, 4 6, 5 1… 2 3 10 6… 15 15… 25 Сталь 5… 15 12 Х 18 Н 10 Т 10… 30 3, 0 10 140… 160 250 160… 180 300 3, 0 170… 190 40… 60 3, 0 300 20 60 Алюминий 160… 180 250 30… 50 Медь 300 3, 5 2, 0 120… 200 40… 60 400 5… 15 160… 180 170… 180 70
 Использовать кислород в качестве плазмообразующего газа целесообразно при резке сталей. Экзотермическая реакция кислорода с железом способствует выделению дополнительного тепла и, как следствие, существенному повышению производительности резки. Одновременно достигается получение резов с минимальной окалиной (поверхности реза гладкие и блестящие), отсутствие грата, снижение влияния на производительность легирующих элементов, входящих в состав стали, в частности алюминия и кремния. Благодаря высокой скорости резки уменьшается зона термического влияния и, как следствие, снижаются деформации деталей. Недостатками являются резкое снижение ресурса катода, вследствие окисления его материала, и высокая стоимость резки. При резке материалов толщиной 10… 25 мм конусность реза составляет 1… 4. Для толстых материалов конусность реза может достигать 15… 25. Плазменная резка может выполняться с использованием воды. При этом осуществляется подача газа (азота, сжатого воздуха или кислорода) с последующим впрыском воды. Данный способ позволяет осуществлять качественную резку черных и цветных металлов. Резка может производиться как на воздухе, так и под водой. Впрыск воды, усиливает сжатие дуги, при этом повышается температура (до 50000… 70000 С), увеличивается скорость плазменного потока, и, как следствие, эффективность плазменной резки заметно возрастает. Вследствие завихрения водяного потока на выходе из плазмотрона образуется полый вихрь в виде колокола, создающий водяной защитный слой. При резке используется деминерализированной вода, с нейтральным уровнем p. H в пределах от 6, 5 до 8, 3, жесткостью менее 10% и удельным сопротивлением выше 100 к. Ом/см 2/см. Вода подается под давлением в пределах от 4… 6 бар. Ее расход составляет 1, 2 … 1, 5 л/мин.
Использовать кислород в качестве плазмообразующего газа целесообразно при резке сталей. Экзотермическая реакция кислорода с железом способствует выделению дополнительного тепла и, как следствие, существенному повышению производительности резки. Одновременно достигается получение резов с минимальной окалиной (поверхности реза гладкие и блестящие), отсутствие грата, снижение влияния на производительность легирующих элементов, входящих в состав стали, в частности алюминия и кремния. Благодаря высокой скорости резки уменьшается зона термического влияния и, как следствие, снижаются деформации деталей. Недостатками являются резкое снижение ресурса катода, вследствие окисления его материала, и высокая стоимость резки. При резке материалов толщиной 10… 25 мм конусность реза составляет 1… 4. Для толстых материалов конусность реза может достигать 15… 25. Плазменная резка может выполняться с использованием воды. При этом осуществляется подача газа (азота, сжатого воздуха или кислорода) с последующим впрыском воды. Данный способ позволяет осуществлять качественную резку черных и цветных металлов. Резка может производиться как на воздухе, так и под водой. Впрыск воды, усиливает сжатие дуги, при этом повышается температура (до 50000… 70000 С), увеличивается скорость плазменного потока, и, как следствие, эффективность плазменной резки заметно возрастает. Вследствие завихрения водяного потока на выходе из плазмотрона образуется полый вихрь в виде колокола, создающий водяной защитный слой. При резке используется деминерализированной вода, с нейтральным уровнем p. H в пределах от 6, 5 до 8, 3, жесткостью менее 10% и удельным сопротивлением выше 100 к. Ом/см 2/см. Вода подается под давлением в пределах от 4… 6 бар. Ее расход составляет 1, 2 … 1, 5 л/мин.






 Плазменная резка имеет определенную специфику, которую следует учитывать при разработке технологических процессов: • При составлении карт раскроя деталей рекомендуется применять совмещенные резы, т. е. линии реза разделяющие две детали. Узкие и длинные детали ( l 6 b, где l длина, а b ширина детали) располагают вдоль продольной кромки листа, причем более длинные детали следует размещать ближе к кромке, от которой начинается резка, а более короткие - располагать к середине листа и к противоположной кромке. При составлении управляющих программ необходимо выполнять требования, обеспечивающие минимальные деформации деталей и исходного листа. • В первую очередь вырезают отверстия и окна. Их обработку начинают с формирования начального отверстия ( «пробивки» ). Расстояние от места «пробивки» до линии контура реза должно быть не менее 3 мм для листа толщиной до 3 мм и не менее 7 мм при толщине заготовки выше 10 мм. «Пробивки» используют только для обработки отверстий и окон, поскольку при их выполнении наблюдается повышенный износ катода и сопла.
Плазменная резка имеет определенную специфику, которую следует учитывать при разработке технологических процессов: • При составлении карт раскроя деталей рекомендуется применять совмещенные резы, т. е. линии реза разделяющие две детали. Узкие и длинные детали ( l 6 b, где l длина, а b ширина детали) располагают вдоль продольной кромки листа, причем более длинные детали следует размещать ближе к кромке, от которой начинается резка, а более короткие - располагать к середине листа и к противоположной кромке. При составлении управляющих программ необходимо выполнять требования, обеспечивающие минимальные деформации деталей и исходного листа. • В первую очередь вырезают отверстия и окна. Их обработку начинают с формирования начального отверстия ( «пробивки» ). Расстояние от места «пробивки» до линии контура реза должно быть не менее 3 мм для листа толщиной до 3 мм и не менее 7 мм при толщине заготовки выше 10 мм. «Пробивки» используют только для обработки отверстий и окон, поскольку при их выполнении наблюдается повышенный износ катода и сопла.
 • Вырезка деталей обычно производится врезанием с кромки. Ее начинают от одной из кромок листа, последовательно переходя от одной детали к другой в направлении, к противоположной кромке. Если одна деталь занимает большую часть листа, то вырезку необходимо начинать с этой детали. Вырезку начинают с узких и длинных деталей, расположенных у кромки. Начало и направление реза каждой детали выбирают таким образом, чтобы кромка, соединяющая деталь с основной массой листа, обрезалась в последнюю очередь. При вырезке узких длинномерных деталей предусматривают технологические перемычки длиной не менее 15 мм. Например, при вырезке полосы шириной 100 мм из листа толщиной 5 мм перемычки делаются через 1200 мм. • В процессе резки необходимо следить за состоянием сопла и электрода плазмотрона. При увеличении диаметра канала сопла более чем на 20% или изменении его формы - сопло заменяют. Плазменная резка обеспечивает меньшую точность ( 0, 25 мм) и повторяемость ( 0, 175 мм) по сравнению с лазерной, а также более низкое качество реза, что обусловлено спецификой процессов протекающих в зоне резки. Глубина зоны термического влияния зависит от конкретных условий обработки и изменяется в широких пределах от 0, 05… 5 мм.
• Вырезка деталей обычно производится врезанием с кромки. Ее начинают от одной из кромок листа, последовательно переходя от одной детали к другой в направлении, к противоположной кромке. Если одна деталь занимает большую часть листа, то вырезку необходимо начинать с этой детали. Вырезку начинают с узких и длинных деталей, расположенных у кромки. Начало и направление реза каждой детали выбирают таким образом, чтобы кромка, соединяющая деталь с основной массой листа, обрезалась в последнюю очередь. При вырезке узких длинномерных деталей предусматривают технологические перемычки длиной не менее 15 мм. Например, при вырезке полосы шириной 100 мм из листа толщиной 5 мм перемычки делаются через 1200 мм. • В процессе резки необходимо следить за состоянием сопла и электрода плазмотрона. При увеличении диаметра канала сопла более чем на 20% или изменении его формы - сопло заменяют. Плазменная резка обеспечивает меньшую точность ( 0, 25 мм) и повторяемость ( 0, 175 мм) по сравнению с лазерной, а также более низкое качество реза, что обусловлено спецификой процессов протекающих в зоне резки. Глубина зоны термического влияния зависит от конкретных условий обработки и изменяется в широких пределах от 0, 05… 5 мм.
 Спасибо за внимание
Спасибо за внимание