

69abc951cf5de725efb564f330fdc792.ppt
- Количество слайдов: 35
 План на десятилетие: Россия - Ведущий поставщик углеволокна мировой промышленности Р. Сундер, Индия
План на десятилетие: Россия - Ведущий поставщик углеволокна мировой промышленности Р. Сундер, Индия
 Почему именно углеволокно? Почему Россия? ? • Сырье: нефть, энергоемкое производство • Растущая востребованность в промышленности • САНКЦИИ!!!
Почему именно углеволокно? Почему Россия? ? • Сырье: нефть, энергоемкое производство • Растущая востребованность в промышленности • САНКЦИИ!!!
 Modulus Applications (GPa) T 300 3. 7") Разнообразие углеволокна на рынке Grade Strength (GPa) Modulus Applications (GPa) T 300 3. 7 235 Aerospace M 40 J 4. 5 380 Aerospace T 800 5. 5 295 Aerospace M 55 J 4. 0 540 Space application Low cost 3. 0 carbon fibre 220 Automotive
Разнообразие углеволокна на рынке Grade Strength (GPa) Modulus Applications (GPa) T 300 3. 7 235 Aerospace M 40 J 4. 5 380 Aerospace T 800 5. 5 295 Aerospace M 55 J 4. 0 540 Space application Low cost 3. 0 carbon fibre 220 Automotive
") Производственные емкости (2012 г. )
Производственные емкости (2012 г. )
 Прогноз потребности мирового рынка
Прогноз потребности мирового рынка
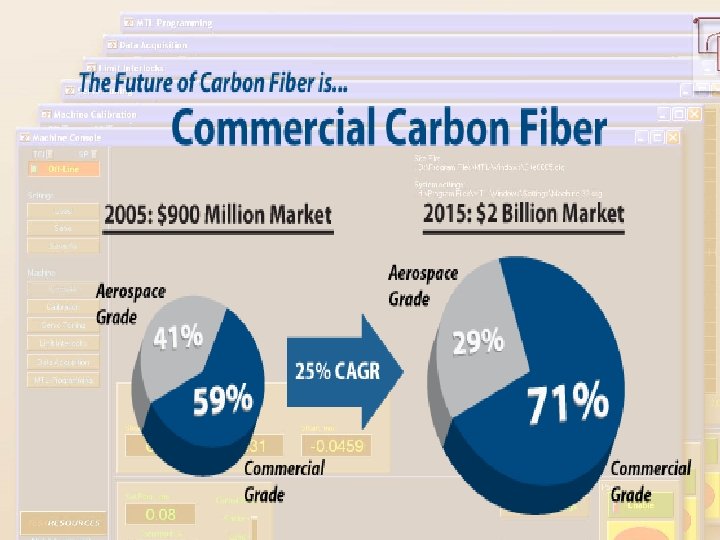
 Будущее углеволокна • The future of Carbon Fiber is very bright, with vast potential in many different industries. Among them are: • Alternate Energy –– Wind turbines, compressed natural gas storage and transportation, fuel cells • Fuel Efficient Automobiles –– Currently used in small production, high performance automobiles, but moving toward large production series cars • Construction and Infrastructure –– Light weight pre-cast concrete, earth quake protection • Oil Exploration –– Deep Sea drilling platforms, buoyancy, umbilical, choke, and kill lines, drill pipes
Будущее углеволокна • The future of Carbon Fiber is very bright, with vast potential in many different industries. Among them are: • Alternate Energy –– Wind turbines, compressed natural gas storage and transportation, fuel cells • Fuel Efficient Automobiles –– Currently used in small production, high performance automobiles, but moving toward large production series cars • Construction and Infrastructure –– Light weight pre-cast concrete, earth quake protection • Oil Exploration –– Deep Sea drilling platforms, buoyancy, umbilical, choke, and kill lines, drill pipes
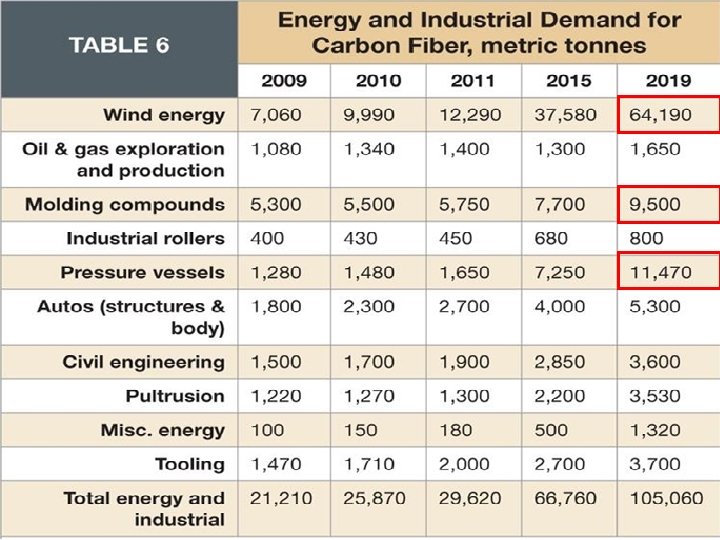
 • Carbon fibre supply and demand are expected to reach equilibrium in 2014 -2015 time frame. • After that demand is expected to quickly outplace supply resulting in a capacity gap of 70000 tons by 2019
• Carbon fibre supply and demand are expected to reach equilibrium in 2014 -2015 time frame. • After that demand is expected to quickly outplace supply resulting in a capacity gap of 70000 tons by 2019
 Что требуется России для технологического суверенитета • Срочная наладка производства • Собственная производственная база • Наладка связанных предприятий – производство препрегов, литых комплектующих
Что требуется России для технологического суверенитета • Срочная наладка производства • Собственная производственная база • Наладка связанных предприятий – производство препрегов, литых комплектующих
 Indian inputs in the development of processing technologies for making carbon fibers Significant inputs • Concept and R & D areas • Sizing of the plant • Feasibility study • Processing Technologies for making copolymer, precursor fiber and carbon fiber • Testing and characterization of raw materials and stage wise intermediates and final products • Specification of bench mark properties for each stage of the process • Process assessment at each sub stage based on the bench mark properties of the product • Tacit knowledge that is not directly contained in books, research papers and patents such as tension and dwell time distribution during the process
Indian inputs in the development of processing technologies for making carbon fibers Significant inputs • Concept and R & D areas • Sizing of the plant • Feasibility study • Processing Technologies for making copolymer, precursor fiber and carbon fiber • Testing and characterization of raw materials and stage wise intermediates and final products • Specification of bench mark properties for each stage of the process • Process assessment at each sub stage based on the bench mark properties of the product • Tacit knowledge that is not directly contained in books, research papers and patents such as tension and dwell time distribution during the process
 Indian inputs in the development of processing technologies for making carbon fibers Engineering Inputs • Basic engineering • Review of detailed engineering • Functional requirements of process Equipment • Technical specification of the process Equipment • Review of equipment layout Commercial negotiations through improved engineering • Utilities such as soft water, distilled water, steam, nitrogen plant, electrical power and distribution • Individual equipment commissioning of the plant • Commissioning of the process line
Indian inputs in the development of processing technologies for making carbon fibers Engineering Inputs • Basic engineering • Review of detailed engineering • Functional requirements of process Equipment • Technical specification of the process Equipment • Review of equipment layout Commercial negotiations through improved engineering • Utilities such as soft water, distilled water, steam, nitrogen plant, electrical power and distribution • Individual equipment commissioning of the plant • Commissioning of the process line
 Concluding Remarks • Indigenization is the key • If an industry’s history serves as a precursor of its future, the sheer magnitude of machinery and manufacturing acumen required for the successful transformation of white PAN fiber into black carbon fiber suggests that producing this advanced material is not a business for the faint of heart or the inexperienced. • Three decades of processing refinement have brought technology maturity and the ability to translate superior performance and application versatility through the fibers to advanced composites. • What has gone before both technologically and economically sets the stage for the potential growth in demand that marks the future.
Concluding Remarks • Indigenization is the key • If an industry’s history serves as a precursor of its future, the sheer magnitude of machinery and manufacturing acumen required for the successful transformation of white PAN fiber into black carbon fiber suggests that producing this advanced material is not a business for the faint of heart or the inexperienced. • Three decades of processing refinement have brought technology maturity and the ability to translate superior performance and application versatility through the fibers to advanced composites. • What has gone before both technologically and economically sets the stage for the potential growth in demand that marks the future.
") Price of carbon Fibre ($/lb. )
Price of carbon Fibre ($/lb. )
 Wet spinning of polyacrylonitride fibers Extrusion of spinning solution Sequential washing and stretching of fibers
Wet spinning of polyacrylonitride fibers Extrusion of spinning solution Sequential washing and stretching of fibers
 Insight into the manufacturing of PAN precursor fibre Polymerization This step is fundamental to the rest of the process and consists of obtaining a polymer solution made up of comonomers which are polymerized in a solvent, a catalyst and some additives. The proportion of the comonomers varies from one manufacturer to another. This information is proprietary. Comonomer content : • impacts on the stability of the precursor in the oxidation stage. • stop the filaments from binding together. • limit the exothermic effect in the oxidation mechanism during the heat treatment.
Insight into the manufacturing of PAN precursor fibre Polymerization This step is fundamental to the rest of the process and consists of obtaining a polymer solution made up of comonomers which are polymerized in a solvent, a catalyst and some additives. The proportion of the comonomers varies from one manufacturer to another. This information is proprietary. Comonomer content : • impacts on the stability of the precursor in the oxidation stage. • stop the filaments from binding together. • limit the exothermic effect in the oxidation mechanism during the heat treatment.
 Insight into the manufacturing of PAN precursor fibre Finish treatment • Washing, drying and stretching the monofilaments follow the spinning and coagulation stage. • In order to give them the intended axial orientation, the stretching operation can lengthen the monofilaments more than 500% and includes heat treatment. • This is done by passing them over heated rolls or through steam. • In the final finish they go through a sizing treatment. Winding • In tows of 1, 000 to 24, 000 monofilaments, each with a diameter of 10 to 20µm form the PAN precursors. • The tows are wound and then moved to the carbon fibre production facilities. • For some textile applications the PAN precursors can be made up of between 48, 000 and 320, 000 filaments.
Insight into the manufacturing of PAN precursor fibre Finish treatment • Washing, drying and stretching the monofilaments follow the spinning and coagulation stage. • In order to give them the intended axial orientation, the stretching operation can lengthen the monofilaments more than 500% and includes heat treatment. • This is done by passing them over heated rolls or through steam. • In the final finish they go through a sizing treatment. Winding • In tows of 1, 000 to 24, 000 monofilaments, each with a diameter of 10 to 20µm form the PAN precursors. • The tows are wound and then moved to the carbon fibre production facilities. • For some textile applications the PAN precursors can be made up of between 48, 000 and 320, 000 filaments.
 Precursor fibers mounted on creel
Precursor fibers mounted on creel
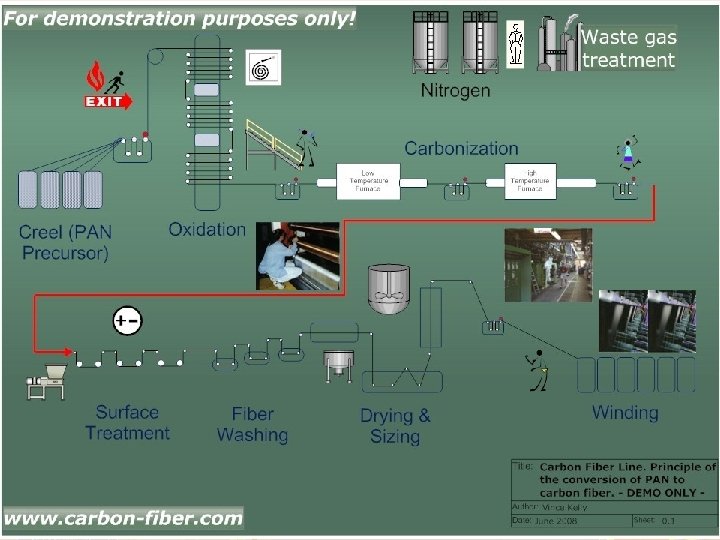
 Steps in the manufacturing of carbon fibre
Steps in the manufacturing of carbon fibre
 Oxidative stabilization of precursor fibre
Oxidative stabilization of precursor fibre
 Progressive change in color during oxidation
Progressive change in color during oxidation
 Pre carbonization and carbonization of oxidized precursor
Pre carbonization and carbonization of oxidized precursor
 Post heat treatment processing of carbon fibre
Post heat treatment processing of carbon fibre
 Carbon fibre spools on winders
Carbon fibre spools on winders
 Insight into the manufacturing of carbon fibre Oxidation of precursor • This is an exothermic process. The energy released is 2, 000 k. J/kg. This leads to thermal runaway. Every precursor has its own exothermic pattern • Oven manufacturers use a variety of airflow designs to help dissipate heat and control temperature. • Since individual precursor chemistry is fixed, control of temperature and airflow in the oxidation oven is adapted to each precursor and provides stabilization of the exothermic reaction. • Oxidation time varies, and is driven by specific precursor chemistry. An elapsed time of 60 to 120 minutes is typical. • There are four to six ovens per production line, with ovens stacked to provide two heating zones that offer 11 to 12 passes of the fiber per oven. • In the end, the oxidized (stabilized) PAN fiber contains about 50 to 65 percent carbon molecules, with the balance a mixture of hydrogen, nitrogen and oxygen.
Insight into the manufacturing of carbon fibre Oxidation of precursor • This is an exothermic process. The energy released is 2, 000 k. J/kg. This leads to thermal runaway. Every precursor has its own exothermic pattern • Oven manufacturers use a variety of airflow designs to help dissipate heat and control temperature. • Since individual precursor chemistry is fixed, control of temperature and airflow in the oxidation oven is adapted to each precursor and provides stabilization of the exothermic reaction. • Oxidation time varies, and is driven by specific precursor chemistry. An elapsed time of 60 to 120 minutes is typical. • There are four to six ovens per production line, with ovens stacked to provide two heating zones that offer 11 to 12 passes of the fiber per oven. • In the end, the oxidized (stabilized) PAN fiber contains about 50 to 65 percent carbon molecules, with the balance a mixture of hydrogen, nitrogen and oxygen.
 Insight into the manufacturing of carbon fibre Carbonization • The number of furnaces is determined by the modulus desired in the carbon fiber. • Part of the relatively high cost of high- and ultrahigh-modulus carbon fiber is due to the length of dwell time and temperatures that must be achieved in the high-temperature furnace. • While dwell times are proprietary and differ for each grade of carbon fiber, oxidation dwell time is measured in hours, but carbonization is an order of magnitude shorter, measured in minutes. • As the fiber is carbonized, it loses weight and volume, contracts by 5 to 10 percent in length and shrinks in diameter. • In fact, the demonstrated conversion chemistry ratio of PAN precursor to PAN carbon fiber is about 2: 1.
Insight into the manufacturing of carbon fibre Carbonization • The number of furnaces is determined by the modulus desired in the carbon fiber. • Part of the relatively high cost of high- and ultrahigh-modulus carbon fiber is due to the length of dwell time and temperatures that must be achieved in the high-temperature furnace. • While dwell times are proprietary and differ for each grade of carbon fiber, oxidation dwell time is measured in hours, but carbonization is an order of magnitude shorter, measured in minutes. • As the fiber is carbonized, it loses weight and volume, contracts by 5 to 10 percent in length and shrinks in diameter. • In fact, the demonstrated conversion chemistry ratio of PAN precursor to PAN carbon fiber is about 2: 1.
 Insight into the manufacturing of carbon fibre Surface treatment and sizing • A highly proprietary coating, called sizing, is applied. At 0. 5 to 1. 5 percent of the weight of the carbon fiber, sizing protects the carbon fiber during handling and processing (e. g. , weaving) into intermediate forms, such as dry fabric and prepreg. • Sizing also holds filaments together in individual tows to reduce fuzz, improve processability and increase interfacial shear strength between the fiber and matrix resin. • Carbon fiber producers increasingly use a sizing appropriate to the customer’s end use. One can customize surface treatment and sizing to a particular customer’s resin characteristics, as well as specific properties desired in the composite.
Insight into the manufacturing of carbon fibre Surface treatment and sizing • A highly proprietary coating, called sizing, is applied. At 0. 5 to 1. 5 percent of the weight of the carbon fiber, sizing protects the carbon fiber during handling and processing (e. g. , weaving) into intermediate forms, such as dry fabric and prepreg. • Sizing also holds filaments together in individual tows to reduce fuzz, improve processability and increase interfacial shear strength between the fiber and matrix resin. • Carbon fiber producers increasingly use a sizing appropriate to the customer’s end use. One can customize surface treatment and sizing to a particular customer’s resin characteristics, as well as specific properties desired in the composite.
 Typical Import costs of CF line Foot print area m 2 Capacity TPA Cost $ Production line 874, 000 9000 150 million Pilot line without graphitization UHT 2250 20 10 million • These are turn key costs by a professional company • These do not include polymer and precursor line costs • Also these do not include operating costs and process technology cost • The quantity of precursor fibre required is 19000 TPA for 9000 TPA of carbon fibre line and is 42 TPA for 20 TPA of carbon fibre pilot line. These quantities include handling losses during the manufacture and conversion of PAN into CF. • Precursor line costs are not available in open literature.
Typical Import costs of CF line Foot print area m 2 Capacity TPA Cost $ Production line 874, 000 9000 150 million Pilot line without graphitization UHT 2250 20 10 million • These are turn key costs by a professional company • These do not include polymer and precursor line costs • Also these do not include operating costs and process technology cost • The quantity of precursor fibre required is 19000 TPA for 9000 TPA of carbon fibre line and is 42 TPA for 20 TPA of carbon fibre pilot line. These quantities include handling losses during the manufacture and conversion of PAN into CF. • Precursor line costs are not available in open literature.
 Steps involved in setting up of the integrated Plant Integrated Plant comprises of setting up of facilities for: • Polymer synthesis • Conversion of the polymer to precursor fibre • Conversion of the precursor fibre to carbon fibre • Solvent Recovery • Testing and Characterization of raw materials, intermediates and finished products Indigenous Experience • Indigenous efforts will bring down the cost of setting up of the integrated facility • Interdisciplinary efforts from polymer chemists, chemical engineers, mechanical engineers, electrical engineers and instrumentation engineers are involved in the indigenous effort.
Steps involved in setting up of the integrated Plant Integrated Plant comprises of setting up of facilities for: • Polymer synthesis • Conversion of the polymer to precursor fibre • Conversion of the precursor fibre to carbon fibre • Solvent Recovery • Testing and Characterization of raw materials, intermediates and finished products Indigenous Experience • Indigenous efforts will bring down the cost of setting up of the integrated facility • Interdisciplinary efforts from polymer chemists, chemical engineers, mechanical engineers, electrical engineers and instrumentation engineers are involved in the indigenous effort.
 Steps involved in setting up of the integrated facility Serial No. Steps Involved 1 Planning 2 Engineering 3 4 Details Outcome Concept Feasibility Study Sizing of the plant Engineering Input R & D work Basic Engineering Detail Engineering Process flow Diagrams Process and Instrumentation Diagram Process Equipment Layout Building Layout Utilities Sourcing Manufacturing Purchase Technical Specifications of Equipment Identification of Suppliers Pre dispatch Inspection Installation Delivery Assembly Commissioning Training Integration of Process Equipment Performance checking of individual equipment Wet Commissioning of the line Sequential steps of operation Safety Operations Man Power training
Steps involved in setting up of the integrated facility Serial No. Steps Involved 1 Planning 2 Engineering 3 4 Details Outcome Concept Feasibility Study Sizing of the plant Engineering Input R & D work Basic Engineering Detail Engineering Process flow Diagrams Process and Instrumentation Diagram Process Equipment Layout Building Layout Utilities Sourcing Manufacturing Purchase Technical Specifications of Equipment Identification of Suppliers Pre dispatch Inspection Installation Delivery Assembly Commissioning Training Integration of Process Equipment Performance checking of individual equipment Wet Commissioning of the line Sequential steps of operation Safety Operations Man Power training
 Steps involved in setting up of the integrated facility Serial No. Steps Details Outcome 5 Operation Start-up Process Implementation Process Improvement Maintenance/Service Spare Parts Process control loops Process control interlocks Optimization of control loops Preventive and breakdown maintenance schedules Product Evaluation 6 Product Evaluation Mechanical Testing Optical Microscopy X-ray Diffraction Scanning electron Microscopy Round Robin Testing to arrive at average mechanical properties and estimation of uncertainties 7 Certification Process Certification Product Certification Quality Control Measures as stipulated by a certifying Agency
Steps involved in setting up of the integrated facility Serial No. Steps Details Outcome 5 Operation Start-up Process Implementation Process Improvement Maintenance/Service Spare Parts Process control loops Process control interlocks Optimization of control loops Preventive and breakdown maintenance schedules Product Evaluation 6 Product Evaluation Mechanical Testing Optical Microscopy X-ray Diffraction Scanning electron Microscopy Round Robin Testing to arrive at average mechanical properties and estimation of uncertainties 7 Certification Process Certification Product Certification Quality Control Measures as stipulated by a certifying Agency
 PAN copolymer") Typical Indigenous Costs for setting up of the facility Product Quantity (TPA) PAN copolymer 800 Precursor Fiber 750 Carbon Fiber Total Cost (USD) 30 Million 300 • The Connected electrical load for this plant is around 3 MW • The captive power requirements is around 1 MW • An inferred estimate of indigenous costs is around 40% of the imported cost for setting up of the facilities • Indigenization leads to ones own engineering design of the plant which in turn leads to efficient in house maintenance and this contributes to lesser down time of the plant. • Indigenization leads to development of industries in new areas of technology such as chemical engineering process equipment's, furnace building and process control automation
Typical Indigenous Costs for setting up of the facility Product Quantity (TPA) PAN copolymer 800 Precursor Fiber 750 Carbon Fiber Total Cost (USD) 30 Million 300 • The Connected electrical load for this plant is around 3 MW • The captive power requirements is around 1 MW • An inferred estimate of indigenous costs is around 40% of the imported cost for setting up of the facilities • Indigenization leads to ones own engineering design of the plant which in turn leads to efficient in house maintenance and this contributes to lesser down time of the plant. • Indigenization leads to development of industries in new areas of technology such as chemical engineering process equipment's, furnace building and process control automation