

Отделка_15.pptx
- Количество слайдов: 53
 Отделка полиграфической продукции Рассматриваемые вопросы: 1. Укрупненная классификация способов отделки полиграфической продукции. 2. Нанесение покрытий на оттиски. 3. Имитация металлических покрытий на оттисках. 4. Механические способы отделки оттисков.
Отделка полиграфической продукции Рассматриваемые вопросы: 1. Укрупненная классификация способов отделки полиграфической продукции. 2. Нанесение покрытий на оттиски. 3. Имитация металлических покрытий на оттисках. 4. Механические способы отделки оттисков.
 ОТДЕЛКА ПОЛИГРАФИЧЕСКОЙ ПРОДУКЦИИ 1. УКРУПНЕННАЯ КЛАССИФИКАЦИЯ СПОСОБОВ ОТДЕЛКИ ПОЛИГРАФИЧЕСКОЙ ПРОДУКЦИИ Отделкой полиграфической продукции называют процессы, направленные на улучшение ее потребительских свойств — товарного вида, эстетического восприятия, удобства пользования, износостойкости, водостойкости и т. п. К отделке относятся лакирование, припрессовка полимерной пленки, бронзирование и так называемые механические способы отделки — гренирование, перфорация, высечка.
ОТДЕЛКА ПОЛИГРАФИЧЕСКОЙ ПРОДУКЦИИ 1. УКРУПНЕННАЯ КЛАССИФИКАЦИЯ СПОСОБОВ ОТДЕЛКИ ПОЛИГРАФИЧЕСКОЙ ПРОДУКЦИИ Отделкой полиграфической продукции называют процессы, направленные на улучшение ее потребительских свойств — товарного вида, эстетического восприятия, удобства пользования, износостойкости, водостойкости и т. п. К отделке относятся лакирование, припрессовка полимерной пленки, бронзирование и так называемые механические способы отделки — гренирование, перфорация, высечка.
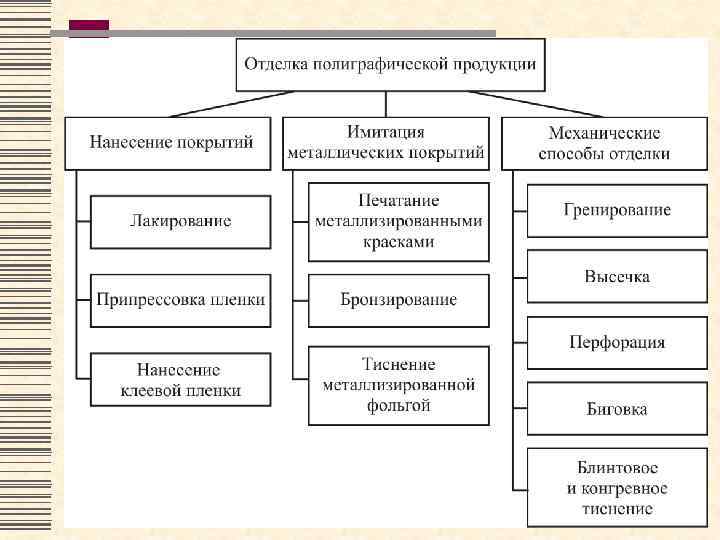
 ОТДЕЛКА ПОЛИГРАФИЧЕСКОЙ ПРОДУКЦИИ 2. НАНЕСЕНИЕ ПОКРЫТИЙ НА ОТТИСКИ Лакирование Припрессовка пленки Нанесение клеевой пленки
ОТДЕЛКА ПОЛИГРАФИЧЕСКОЙ ПРОДУКЦИИ 2. НАНЕСЕНИЕ ПОКРЫТИЙ НА ОТТИСКИ Лакирование Припрессовка пленки Нанесение клеевой пленки
 Лакирование —это процесс нанесения на поверхность лаковых композиций (на весь лист за исключением кромок, или только по площади красочного изображения), которые образуют в результате испарения растворителей гладкие прозрачные пленки толщиной 20– 40 мкм. Выборочное лакирование используется для выделения определенных деталей (особый цветовой эффект или для коробок, где не лакируются места будущей склейки). При этом используются печатные формы, аналогичные формам для печати красками и предъявляются высокие требования к совмещению.
Лакирование —это процесс нанесения на поверхность лаковых композиций (на весь лист за исключением кромок, или только по площади красочного изображения), которые образуют в результате испарения растворителей гладкие прозрачные пленки толщиной 20– 40 мкм. Выборочное лакирование используется для выделения определенных деталей (особый цветовой эффект или для коробок, где не лакируются места будущей склейки). При этом используются печатные формы, аналогичные формам для печати красками и предъявляются высокие требования к совмещению.
 Во время лакирования жидкий маловязкий лак заполняет макропоры и углубления на поверхности оттиска, покрывает вершины макронеровностей запечатанной поверхности, повышая ее гладкость после высыхания. При достаточной толщине сухого лакового слоя поверхность лаковой пленки может возвышаться над вершинами выступов и закрывать их, принимая вид зеркальной поверхности. Гладкая и эластичная поверхность лакированного оттиска более износо и влагостойка, так как смола лакового покрытия, армированная волокнами бумаги или картона, и поверхностные волокна печатного материала, скрепленные смолой, обладают высокой гидрофобностью и хорошо противостоят трению о другие поверхности.
Во время лакирования жидкий маловязкий лак заполняет макропоры и углубления на поверхности оттиска, покрывает вершины макронеровностей запечатанной поверхности, повышая ее гладкость после высыхания. При достаточной толщине сухого лакового слоя поверхность лаковой пленки может возвышаться над вершинами выступов и закрывать их, принимая вид зеркальной поверхности. Гладкая и эластичная поверхность лакированного оттиска более износо и влагостойка, так как смола лакового покрытия, армированная волокнами бумаги или картона, и поверхностные волокна печатного материала, скрепленные смолой, обладают высокой гидрофобностью и хорошо противостоят трению о другие поверхности.
 нанесение лака на поверхность бумаги; 2) сушка лакового слоя и") Технологический процесс лакирования 1) нанесение лака на поверхность бумаги; 2) сушка лакового слоя и удаление паров растворителей; 3) вывод готовой продукции на приёмное устройство, формирование стоп высотой не более 1 м; 4) выдержка оттисков в стопе не менее суток.
Технологический процесс лакирования 1) нанесение лака на поверхность бумаги; 2) сушка лакового слоя и удаление паров растворителей; 3) вывод готовой продукции на приёмное устройство, формирование стоп высотой не более 1 м; 4) выдержка оттисков в стопе не менее суток.
 Для лакирования применяются : лаки на масляной основе. Базовым составляющим такого лака является связующее, используемое в обычных печатных красках; водно дисперсионные лаки на каучуковой основе, содержащие до 60% воды; лаки ультрафиолетового отверждения. Требуют для использования специальные системы сушки с мощным УФ облучением. Лаки могут содержать абсорбируемые цветные пигменты, могут также включать пигменты, отражающие свет. Существуют ароматизированные лаки, в которые добавляют микрокапсулированные частицы ароматических веществ. Эти вещества активируются при трении или касании мест расположения данных частиц на поверхности, в результате чего распространяется запах.
Для лакирования применяются : лаки на масляной основе. Базовым составляющим такого лака является связующее, используемое в обычных печатных красках; водно дисперсионные лаки на каучуковой основе, содержащие до 60% воды; лаки ультрафиолетового отверждения. Требуют для использования специальные системы сушки с мощным УФ облучением. Лаки могут содержать абсорбируемые цветные пигменты, могут также включать пигменты, отражающие свет. Существуют ароматизированные лаки, в которые добавляют микрокапсулированные частицы ароматических веществ. Эти вещества активируются при трении или касании мест расположения данных частиц на поверхности, в результате чего распространяется запах.
 Лакирование печатным лаком Печатный лак представляет собой офсетную краску без пигмента и может наноситься через обычный красочный аппарат офсетной машины. Достоинства: • большой выбор печатных лаков; • образование лаковой пленки под действием окисления. Недостатки: • слабый визуальный эффект; • тонкий слой лака; • желтоватый оттенок лакового слоя и пожелтение с течением времени; • долгое время высыхания; • применение ИК сушки или обдува горячим воздухом для ускорения процесса высыхания; • использование отмарывающего порошка для предотвращения отмарывания и слипания оттисков.
Лакирование печатным лаком Печатный лак представляет собой офсетную краску без пигмента и может наноситься через обычный красочный аппарат офсетной машины. Достоинства: • большой выбор печатных лаков; • образование лаковой пленки под действием окисления. Недостатки: • слабый визуальный эффект; • тонкий слой лака; • желтоватый оттенок лакового слоя и пожелтение с течением времени; • долгое время высыхания; • применение ИК сушки или обдува горячим воздухом для ускорения процесса высыхания; • использование отмарывающего порошка для предотвращения отмарывания и слипания оттисков.
 Водно дисперсионное лакирование Достоинства: • простота процесса нанесения лака; • быстрота высыхания лака; • образование хорошего защитного слоя, предотвращающего истирание красочного слоя; • придание оттиску глянцевого оттенка при глянце не очень высокой степени. Недостатки: • наличие отдельной лаковой секции; • использование ИК сушки или обдува горячим воздухом для ускорения процесса высыхания; • сложность подбора лака.
Водно дисперсионное лакирование Достоинства: • простота процесса нанесения лака; • быстрота высыхания лака; • образование хорошего защитного слоя, предотвращающего истирание красочного слоя; • придание оттиску глянцевого оттенка при глянце не очень высокой степени. Недостатки: • наличие отдельной лаковой секции; • использование ИК сушки или обдува горячим воздухом для ускорения процесса высыхания; • сложность подбора лака.
 УФ лакирование Достоинства: • высокий глянец, который превосходит по данному показателю другие типы лаков; • создание прочного защитного слоя, снижающего воздействие окружающей среды и механическое истирание красочного слоя, по данному показателю УФ лакирование превосходит другие типы лаков; • быстрое высыхание под воздействием УФ излучения. Недостатки: • использование отдельных лакировальных машин или нескольких лакировальных и сушильных аппаратов при лакировании «в линию» ; • применение вытяжных систем; • использование праймера при нанесении УФ лака «в линию» ; • применение дорогих УФ сушек; • высокая цена лака.
УФ лакирование Достоинства: • высокий глянец, который превосходит по данному показателю другие типы лаков; • создание прочного защитного слоя, снижающего воздействие окружающей среды и механическое истирание красочного слоя, по данному показателю УФ лакирование превосходит другие типы лаков; • быстрое высыхание под воздействием УФ излучения. Недостатки: • использование отдельных лакировальных машин или нескольких лакировальных и сушильных аппаратов при лакировании «в линию» ; • применение вытяжных систем; • использование праймера при нанесении УФ лака «в линию» ; • применение дорогих УФ сушек; • высокая цена лака.
 Лакировать следует оттиски, отпечатанные на относительно толстых и гладких видах бумаги с поверхностной плотностью не менее 80 г/м 2. При двукратном лакировании масса 1 м 2 бумаги оттисков должна быть не менее 70 г.
Лакировать следует оттиски, отпечатанные на относительно толстых и гладких видах бумаги с поверхностной плотностью не менее 80 г/м 2. При двукратном лакировании масса 1 м 2 бумаги оттисков должна быть не менее 70 г.
 Качество лакирования оценивается по следующим показателям: слой лака должен быть равномерным без полос, пузырей, загрязнений и т. д. ; лак не должен изменять цветовой гаммы оттиска, а листы не должны скручиваться; полнота сушки оттиска проверяется после охлаждения, при этом палец не должен прилипать к поверхности.
Качество лакирования оценивается по следующим показателям: слой лака должен быть равномерным без полос, пузырей, загрязнений и т. д. ; лак не должен изменять цветовой гаммы оттиска, а листы не должны скручиваться; полнота сушки оттиска проверяется после охлаждения, при этом палец не должен прилипать к поверхности.
 — это прочное соединение бумаги или тонкого картона") Припрессовка пленки к оттискам (ламинирование пленкой) — это прочное соединение бумаги или тонкого картона и оттисков на этих материалах с прозрачным бесцветным пленочным материалом за счет припрессовки пленок, переноса термопластического материала с основы или нанесения расплава полимера.
Припрессовка пленки к оттискам (ламинирование пленкой) — это прочное соединение бумаги или тонкого картона и оттисков на этих материалах с прозрачным бесцветным пленочным материалом за счет припрессовки пленок, переноса термопластического материала с основы или нанесения расплава полимера.

 не только улучшает товарный вид,") Сравнительно толстое полимерное покрытие (от 17 до 50 мкм) не только улучшает товарный вид, лоск поверхности, насыщенность оттиска, но и делает лицевую поверхность абсолютно влагонепроницаемой, значительно повышает прочность дублированного материала на истирание, изгиб и разрыв.
Сравнительно толстое полимерное покрытие (от 17 до 50 мкм) не только улучшает товарный вид, лоск поверхности, насыщенность оттиска, но и делает лицевую поверхность абсолютно влагонепроницаемой, значительно повышает прочность дублированного материала на истирание, изгиб и разрыв.
 склейка полимерной пленки с бумагой или картоном с помощью лаков или") Способы припрессовки: 1) склейка полимерной пленки с бумагой или картоном с помощью лаков или клеев (клеевой способ); 2) припрессовка дублированной (двухслойной) пленки, один слой которой имеет значительно меньшую температуру плавления, чем другой, и в процессе припрессовки исполняет функцию термоклея (бесклеевой способ); 3) нанесение на бумагу или картон расплава полимера, который в момент нанесения исполняет роль термоклея, а при охлаждении и затвердевании — и защитного покрытия (экструзионный способ).
Способы припрессовки: 1) склейка полимерной пленки с бумагой или картоном с помощью лаков или клеев (клеевой способ); 2) припрессовка дублированной (двухслойной) пленки, один слой которой имеет значительно меньшую температуру плавления, чем другой, и в процессе припрессовки исполняет функцию термоклея (бесклеевой способ); 3) нанесение на бумагу или картон расплава полимера, который в момент нанесения исполняет роль термоклея, а при охлаждении и затвердевании — и защитного покрытия (экструзионный способ).
 раскрой полимерной пленки; 2) нанесение клея на пленку; 3) сушка") Технология клеевого способа 1) раскрой полимерной пленки; 2) нанесение клея на пленку; 3) сушка клеевого слоя; 4) припрессовка пленки к оттискам; 5) выдержка дублированного полуфабриката в рулоне; 6) разрезка рулона на листы; 7) обрезка листов в стопе с четырех сторон или подрезка и разрезка стопы на части.
Технология клеевого способа 1) раскрой полимерной пленки; 2) нанесение клея на пленку; 3) сушка клеевого слоя; 4) припрессовка пленки к оттискам; 5) выдержка дублированного полуфабриката в рулоне; 6) разрезка рулона на листы; 7) обрезка листов в стопе с четырех сторон или подрезка и разрезка стопы на части.
 использование в качестве клея растворов смол или полимеров в быстролетучих,") Недостатки клеевого способа 1) использование в качестве клея растворов смол или полимеров в быстролетучих, токсичных и пожароопасных растворителях, требующих специальных защитных мер, длительной сушки и высоких энергозатрат; 2) невысокая скорость припрессовки; 3) громоздкость и относительно высокая сложность оборудования.
Недостатки клеевого способа 1) использование в качестве клея растворов смол или полимеров в быстролетучих, токсичных и пожароопасных растворителях, требующих специальных защитных мер, длительной сушки и высоких энергозатрат; 2) невысокая скорость припрессовки; 3) громоздкость и относительно высокая сложность оборудования.
 Бесклеевой способ требует применения двухслойных плёнок, один слой которых служит в качестве прозрачного и бесцветного термоклея со сравнительно низким интервалом температур плавления. При экструзионном способе полимерное покрытие получают выдавливанием расплава через узкую щель экструдера на движущуюся ленту бумаги, картона или печатной продукции, перематываемой с рулона на рулон. Формирование полимерной пленки происходит в трехвальном каландре, где лента предварительно разогревается, а затем охлаждается.
Бесклеевой способ требует применения двухслойных плёнок, один слой которых служит в качестве прозрачного и бесцветного термоклея со сравнительно низким интервалом температур плавления. При экструзионном способе полимерное покрытие получают выдавливанием расплава через узкую щель экструдера на движущуюся ленту бумаги, картона или печатной продукции, перематываемой с рулона на рулон. Формирование полимерной пленки происходит в трехвальном каландре, где лента предварительно разогревается, а затем охлаждается.
 Схема процесса ламинирования
Схема процесса ламинирования
 Ламинирование
Ламинирование
 ОТДЕЛКА ПОЛИГРАФИЧЕСКОЙ ПРОДУКЦИИ 3. ИМИТАЦИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ОТТИСКАХ Бронзирование Печатание металлизированными красками Тиснение металлизированной фольгой
ОТДЕЛКА ПОЛИГРАФИЧЕСКОЙ ПРОДУКЦИИ 3. ИМИТАЦИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ОТТИСКАХ Бронзирование Печатание металлизированными красками Тиснение металлизированной фольгой
 Бронзирование — это нанесение бронзовой или алюминиевой пудры на свежеотпечатанный оттиск. Непосредственно перед бронзированием получают оттиск краской соответствующего тона: под бронзовую пудру — желтого, под алюминиевую — сине серого.
Бронзирование — это нанесение бронзовой или алюминиевой пудры на свежеотпечатанный оттиск. Непосредственно перед бронзированием получают оттиск краской соответствующего тона: под бронзовую пудру — желтого, под алюминиевую — сине серого.
 Схема бронзировального автомата: w w w 1 оттиск; 2 — бункер с металлической пудрой; 3 — накатные валики; 4 — растирочные щетки; 5 — очистные ремни; 6 — очистные валы; 7 — приемное устройство
Схема бронзировального автомата: w w w 1 оттиск; 2 — бункер с металлической пудрой; 3 — накатные валики; 4 — растирочные щетки; 5 — очистные ремни; 6 — очистные валы; 7 — приемное устройство
 Печатание металлизированными красками аналогично печатанию обычными красками, в связи с этим отнесение его к отделочным процессам является условным. Печатание металлизированными красками ведется на листовых машинах обычно способами высокой, плоской офсетной, флексографской и трафаретной печати с использованием красок, содержащих мелкодисперсные порошки бронзы или алюминия. При этом печатать нужно на бумаге с гладкой поверхностью. Основное отличие металлизированных полиграфических красок состоит в том, что красящее вещество имеет плотность, примерно в 3 и 9 раз превосходящую плотность связующего.
Печатание металлизированными красками аналогично печатанию обычными красками, в связи с этим отнесение его к отделочным процессам является условным. Печатание металлизированными красками ведется на листовых машинах обычно способами высокой, плоской офсетной, флексографской и трафаретной печати с использованием красок, содержащих мелкодисперсные порошки бронзы или алюминия. При этом печатать нужно на бумаге с гладкой поверхностью. Основное отличие металлизированных полиграфических красок состоит в том, что красящее вещество имеет плотность, примерно в 3 и 9 раз превосходящую плотность связующего.
 ОТДЕЛКА ПОЛИГРАФИЧЕСКОЙ ПРОДУКЦИИ 4. МЕХАНИЧЕСКИЕ СПОСОБЫ ОТДЕЛКИ ОТТИСКОВ Биговка Перфорация Высечка Гренирование Тиснение
ОТДЕЛКА ПОЛИГРАФИЧЕСКОЙ ПРОДУКЦИИ 4. МЕХАНИЧЕСКИЕ СПОСОБЫ ОТДЕЛКИ ОТТИСКОВ Биговка Перфорация Высечка Гренирование Тиснение
 Биговка — нанесение на оттиск линий сгибов с помощью тупых ножей, которые уплотняют материал и частично разрушают связи между волокнами. Применяется при изготовлении тетрадей книжного блока, для обложек, переплетных крышек. Выполняется на биговальных перфорационных станках.
Биговка — нанесение на оттиск линий сгибов с помощью тупых ножей, которые уплотняют материал и частично разрушают связи между волокнами. Применяется при изготовлении тетрадей книжного блока, для обложек, переплетных крышек. Выполняется на биговальных перфорационных станках.
 и дисковыми инструментами (б): 1 - стол; 2 -") Схемы биговки плоским ножом (а) и дисковыми инструментами (б): 1 - стол; 2 - плоский нож; 3 - опорная планка; 4 - упор; 5 - толстая бумага, картон или фальцуемая тетрадь; 6 - дисковый нож; 7 - опорные диски
Схемы биговки плоским ножом (а) и дисковыми инструментами (б): 1 - стол; 2 - плоский нож; 3 - опорная планка; 4 - упор; 5 - толстая бумага, картон или фальцуемая тетрадь; 6 - дисковый нож; 7 - опорные диски
 Биговка
Биговка
 Перфорация — просечка в печатной продукции, в книжном блоке, цепочки близкорасположенных друг от друга круглых, продолговатых, прямоугольных или щелеобразных отверстий небольшого размера. w Для марок, календарей используется отверстие диаметром 1 мм, а для скрепления блоков спиралями и гребёнками диаметром 4– 8 мм.
Перфорация — просечка в печатной продукции, в книжном блоке, цепочки близкорасположенных друг от друга круглых, продолговатых, прямоугольных или щелеобразных отверстий небольшого размера. w Для марок, календарей используется отверстие диаметром 1 мм, а для скрепления блоков спиралями и гребёнками диаметром 4– 8 мм.
 Схемы перфорации: а дисковые зубчатые ножи и виды их заточки; б щелевых отверстий в фальцаппаратах; в фасонных отверстий в перфорационных машинах 1 - перфорирующий нож; 2 - опорные кольца; 3 - стопа листов, тетрадь или часть блока; 4 - перфорирующая гребенка; 5 - перфорирующая матрица
Схемы перфорации: а дисковые зубчатые ножи и виды их заточки; б щелевых отверстий в фальцаппаратах; в фасонных отверстий в перфорационных машинах 1 - перфорирующий нож; 2 - опорные кольца; 3 - стопа листов, тетрадь или часть блока; 4 - перфорирующая гребенка; 5 - перфорирующая матрица
 Изготовление календарей
Изготовление календарей
 w Отдельно запустить ролик
w Отдельно запустить ролик
 Высечка — придание заготовке изделий, листовой продукции или книжным изданиям сложной конфигурации в соответствии с их конструкцией. Применяется для этикеток, упаковки, открыток и т. д. Для этого изготавливают фигурный нож, который после заточки изгибают по контуру рисунка. Операция выполняется на высекальных автоматах.
Высечка — придание заготовке изделий, листовой продукции или книжным изданиям сложной конфигурации в соответствии с их конструкцией. Применяется для этикеток, упаковки, открыток и т. д. Для этого изготавливают фигурный нож, который после заточки изгибают по контуру рисунка. Операция выполняется на высекальных автоматах.
 Схемы высечки: а — ножевой резки; б — неподвижным ножом; в — ротационной резки 1 — неподвижная плита; 2 — подвижная плита; 3 — фигурный нож; 4 — упор; 5 — марзан; 6 — полуфабрикат; 7 — толкатель; 8 — опорный вал
Схемы высечки: а — ножевой резки; б — неподвижным ножом; в — ротационной резки 1 — неподвижная плита; 2 — подвижная плита; 3 — фигурный нож; 4 — упор; 5 — марзан; 6 — полуфабрикат; 7 — толкатель; 8 — опорный вал
 Штанцевальные формы Представляют из себя обычно лист фанеры, в котором проделаны пропилы определенных форм, длины, глубины и ширины механическим либо лазерным способом. Для обычных ножей ширина такого реза составляет 0, 7 мм. В полученные пазы вставляют высекальные ножи — резальные или биговальные (продавливающие) линейки. Высота линеек составляет резальных 23, 8 мм, а биговальных — 23, 4 23, 5 мм, что зависит от толщины высекаемого материала. Кроме того, для придания упаковкам более изящного внешнего вида применяют биговальные матрицы, основная функция которых — образование контрбига.
Штанцевальные формы Представляют из себя обычно лист фанеры, в котором проделаны пропилы определенных форм, длины, глубины и ширины механическим либо лазерным способом. Для обычных ножей ширина такого реза составляет 0, 7 мм. В полученные пазы вставляют высекальные ножи — резальные или биговальные (продавливающие) линейки. Высота линеек составляет резальных 23, 8 мм, а биговальных — 23, 4 23, 5 мм, что зависит от толщины высекаемого материала. Кроме того, для придания упаковкам более изящного внешнего вида применяют биговальные матрицы, основная функция которых — образование контрбига.
 Ротационный аппарат для высечки
Ротационный аппарат для высечки
 Гренирование — это изменение фактуры или создание определенного рельефа у тонкого листового или рулонного материала. Применяется для специальных видов бумаги. В результате образуется регулярный рельефный рисунок. Выполняется в специальном каландре, состоящем из стального гравированного и бумажного валов.
Гренирование — это изменение фактуры или создание определенного рельефа у тонкого листового или рулонного материала. Применяется для специальных видов бумаги. В результате образуется регулярный рельефный рисунок. Выполняется в специальном каландре, состоящем из стального гравированного и бумажного валов.
 Тиснение — получение изображения путем деформации материала, в результате которого изменяются форма и гладкость поверхности. Различают • блинтовое тиснение; • конгревное тиснение; • тиснение металлизированной фольгой.
Тиснение — получение изображения путем деформации материала, в результате которого изменяются форма и гладкость поверхности. Различают • блинтовое тиснение; • конгревное тиснение; • тиснение металлизированной фольгой.
 изображение получается только за счет деформации сжатия материалов переплетной") При блинтовом тиснении (бескрасочном углубленном) изображение получается только за счет деформации сжатия материалов переплетной крышки в местах вдавливания штампа, при этом одновременно происходит и выравнивание (сглаживание) фактуры наружного материала. В результате такого тиснения изображение на всех участках должно быть равномерно углубленным (лежать в одной плоскости), хорошо выделяться на общем фоне шероховатой поверхности материала.
При блинтовом тиснении (бескрасочном углубленном) изображение получается только за счет деформации сжатия материалов переплетной крышки в местах вдавливания штампа, при этом одновременно происходит и выравнивание (сглаживание) фактуры наружного материала. В результате такого тиснения изображение на всех участках должно быть равномерно углубленным (лежать в одной плоскости), хорошо выделяться на общем фоне шероховатой поверхности материала.
 1 - верхняя плита пресса, 2 - нижняя плита пресса, 3 - тисненый материал, 4 - штамп
1 - верхняя плита пресса, 2 - нижняя плита пресса, 3 - тисненый материал, 4 - штамп
 Тиснение полиграфической фольгой — сравнительно дорогой способ отделки, так как фольга дороже металлизированной краски и металлической пудры, а процессы тиснения уступают процессам печатания по производительности. Для имитации металлических покрытий на различных материалах применяют два типа полиграфической фольги, которые по отечественной терминологии называются "бронзовая" (независимо от материала металлической пудры) и "юбилейная".
Тиснение полиграфической фольгой — сравнительно дорогой способ отделки, так как фольга дороже металлизированной краски и металлической пудры, а процессы тиснения уступают процессам печатания по производительности. Для имитации металлических покрытий на различных материалах применяют два типа полиграфической фольги, которые по отечественной терминологии называются "бронзовая" (независимо от материала металлической пудры) и "юбилейная".
 Тиснение полиграфической фольгой, как и блинтовое, выполняется нагретым штампом, давящие элементы которого возвышаются над пробельными и лежат в одной плоскости. Отличием этого способа является то, что между штампом и отделочным материалом помещается полиграфическая фольга. Полиграфическая фольга имеет красочный слой, который нанесен на эластичную подложку и содержит адгезив. Красочный слой фольги легко отделяется от подложки под действием горячего штампа и закрепляется под действием адгезива.
Тиснение полиграфической фольгой, как и блинтовое, выполняется нагретым штампом, давящие элементы которого возвышаются над пробельными и лежат в одной плоскости. Отличием этого способа является то, что между штампом и отделочным материалом помещается полиграфическая фольга. Полиграфическая фольга имеет красочный слой, который нанесен на эластичную подложку и содержит адгезив. Красочный слой фольги легко отделяется от подложки под действием горячего штампа и закрепляется под действием адгезива.
 1 — верхняя плита пресса; 2 — нижняя плита пресса; 3 — тисненый материал; 4 — штамп; 6 — фольга.
1 — верхняя плита пресса; 2 — нижняя плита пресса; 3 — тисненый материал; 4 — штамп; 6 — фольга.
 Конгревное тиснение — это получение рельефного выпуклого рисунка. Производится горячим штампом с углубленными печатающими элементами. Для получения рельефа кроме штампа еще необходима выпуклая матрица, которая повторяет углубленный рисунок штампа. В процессе тиснения материал 3 должна находиться между штампом 1 и холодной матрицей 2.
Конгревное тиснение — это получение рельефного выпуклого рисунка. Производится горячим штампом с углубленными печатающими элементами. Для получения рельефа кроме штампа еще необходима выпуклая матрица, которая повторяет углубленный рисунок штампа. В процессе тиснения материал 3 должна находиться между штампом 1 и холодной матрицей 2.
 Перед началом тиснения к плите пресса приклеивают штамп, а к съемной декельной пластине талера — лист бумаги и матричный материал по формату штампа. В качестве клея обычно используется ПВА дисперсия. Затем плиту нагревают. По достижении нужной температуры производят тиснение на матричном картоне (или на полиамидной смоле) при заданном давлении в течение некоторого времени. 1 — верхняя плита пресса, 2 — нижняя плита пресса, 3 — тисненый материал, 4 — штамп, 5 — контрштамп
Перед началом тиснения к плите пресса приклеивают штамп, а к съемной декельной пластине талера — лист бумаги и матричный материал по формату штампа. В качестве клея обычно используется ПВА дисперсия. Затем плиту нагревают. По достижении нужной температуры производят тиснение на матричном картоне (или на полиамидной смоле) при заданном давлении в течение некоторого времени. 1 — верхняя плита пресса, 2 — нижняя плита пресса, 3 — тисненый материал, 4 — штамп, 5 — контрштамп
 При конгревном тиснении требуется давление 25 45 МПа, что примерно вдвое выше, чем при блинтовом. Как правило, оптимальная температура конгревного тиснения находится в ди апазоне 100 120 ºС. Штампы изготавливают обычно на электромеханических или лазерных гравировальных аппаратах. В некоторых случаях прибегают к ручному гравированию, что заметно повышает стоимость операций тиснения. Глубина изображения на штампе при тис нении бумаги или картона не должна превышать 2, 5 мм.
При конгревном тиснении требуется давление 25 45 МПа, что примерно вдвое выше, чем при блинтовом. Как правило, оптимальная температура конгревного тиснения находится в ди апазоне 100 120 ºС. Штампы изготавливают обычно на электромеханических или лазерных гравировальных аппаратах. В некоторых случаях прибегают к ручному гравированию, что заметно повышает стоимость операций тиснения. Глубина изображения на штампе при тис нении бумаги или картона не должна превышать 2, 5 мм.
 Тиснение фольгой, каширование, высечка
Тиснение фольгой, каширование, высечка
") Цифровое тиснение фольгой (наклейки голографические)
Цифровое тиснение фольгой (наклейки голографические)

 Спасибо за внимание!
Спасибо за внимание!