

Лекция9 През ОСн.ppt
- Количество слайдов: 54
 Основы ТЕХНОЛОГИИ ПРОИЗВОДСТВА И РЕМОНТА Лекция 9
Основы ТЕХНОЛОГИИ ПРОИЗВОДСТВА И РЕМОНТА Лекция 9
 Выбор рационального способа восстановления деталей ¡ ¡ Основными этапами подготовки ремонтного производства являются анализ состояния ремонтного фонда, разработка про цессов, проектирование и изготовление средств технологического оснащения, организация и управление процессом. ¡ На заключительном этапе разработки технологических про цессов устанавливают нормативы расхода материалов на восста новление деталей, затраты труда основных и вспомогательных рабочих. ¡ Существует множество способов восстановления работоспособности поврежденных деталей. Технологические способы (ме ханическая обработка, сварка, наплавка, пластическая деформа ция и др. ) не позволяют восстанавливать деталь в целом, а устраняют только один или несколько дефектов деталей. ¡ ¡ ¡ Все технологические способы устранения дефектов деталей не являются равноценными. Каждый из них имеет определенные достоинства и недостатки. От правильного выбора способа зави сит эффективность восстановления деталей.
Выбор рационального способа восстановления деталей ¡ ¡ Основными этапами подготовки ремонтного производства являются анализ состояния ремонтного фонда, разработка про цессов, проектирование и изготовление средств технологического оснащения, организация и управление процессом. ¡ На заключительном этапе разработки технологических про цессов устанавливают нормативы расхода материалов на восста новление деталей, затраты труда основных и вспомогательных рабочих. ¡ Существует множество способов восстановления работоспособности поврежденных деталей. Технологические способы (ме ханическая обработка, сварка, наплавка, пластическая деформа ция и др. ) не позволяют восстанавливать деталь в целом, а устраняют только один или несколько дефектов деталей. ¡ ¡ ¡ Все технологические способы устранения дефектов деталей не являются равноценными. Каждый из них имеет определенные достоинства и недостатки. От правильного выбора способа зави сит эффективность восстановления деталей.
 ¡ Выбор рационального способа восстановления деталей производят в следующем порядке: рассматривают разные способы восстановления и выбирают те, которые удовлетворяют критерию применимости; из числа выбранных способов определяют такие, которые обеспечивают межремонтный ресурс восстановленных деталей, т. е. удовлетворяют значению коэффициента долговечности. Если установлено, что требуемому значению коэффициента долговечности для данной детали соответствуют несколько способов восстановления, то выбирают из них тот, у которого наилучшие показатели технико экономической эффективности. Значения оценочных показателей некоторых технологических способов, необходимых для выбора рационального способа устранения дефектов, приведены в литературе.
¡ Выбор рационального способа восстановления деталей производят в следующем порядке: рассматривают разные способы восстановления и выбирают те, которые удовлетворяют критерию применимости; из числа выбранных способов определяют такие, которые обеспечивают межремонтный ресурс восстановленных деталей, т. е. удовлетворяют значению коэффициента долговечности. Если установлено, что требуемому значению коэффициента долговечности для данной детали соответствуют несколько способов восстановления, то выбирают из них тот, у которого наилучшие показатели технико экономической эффективности. Значения оценочных показателей некоторых технологических способов, необходимых для выбора рационального способа устранения дефектов, приведены в литературе.
 ¡ ¡ ¡ ¡ ¡ Слесарно механическая обработка деталей: В ремонтных мастерских выполняются следующие виды работ: —обработка под ремонтные размеры —постановка дополнительных деталей —замена части детали —припиловка и шабровка —притирка —шлифовка —постановка заплат.
¡ ¡ ¡ ¡ ¡ Слесарно механическая обработка деталей: В ремонтных мастерских выполняются следующие виды работ: —обработка под ремонтные размеры —постановка дополнительных деталей —замена части детали —припиловка и шабровка —притирка —шлифовка —постановка заплат.
 ВИДЫ СПОСОБОВ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИЕЙ ¡ ¡ ¡ Способ восстановления деталей пластической деформацией исполь зуется в ремонтной практике в трех случаях: для получения требуемых разме ров изношенных поверхностей дета лей; ¡ для исправления геометрической формы деформированных деталей; ¡ для восстановления определенных механических характеристик мате риала деталей
ВИДЫ СПОСОБОВ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИЕЙ ¡ ¡ ¡ Способ восстановления деталей пластической деформацией исполь зуется в ремонтной практике в трех случаях: для получения требуемых разме ров изношенных поверхностей дета лей; ¡ для исправления геометрической формы деформированных деталей; ¡ для восстановления определенных механических характеристик мате риала деталей
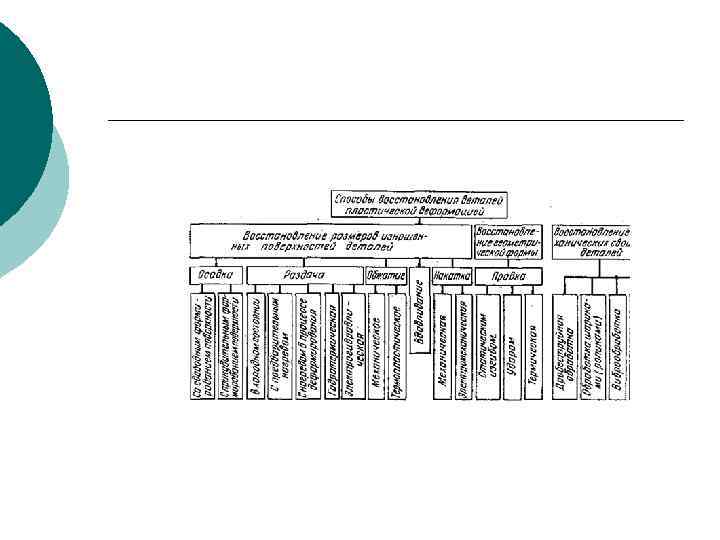
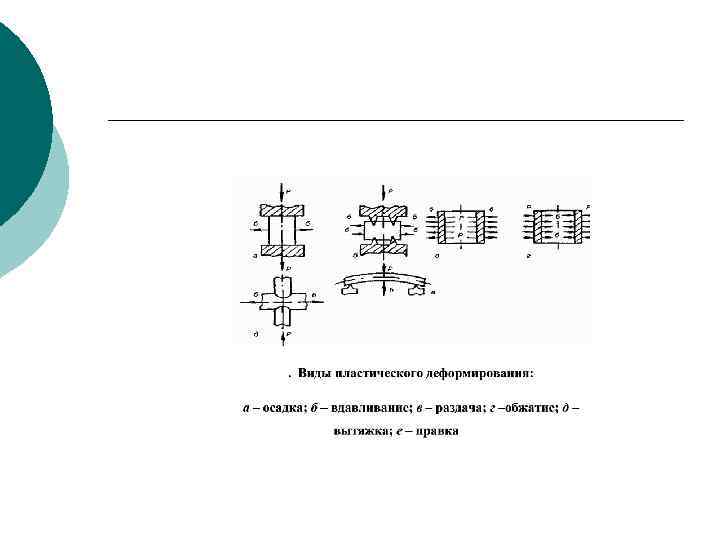
 Восстановление размеров изношенных поверхностей деталей. ¡ ¡ ¡ . Вос становление размеров изношенных поверхностей осуществляется пере мещением части материала из нера бочих участков детали к ее изношен ным поверхностям. В зависимости от направления внешней действующей силы и направления деформации различают следующие разновидно сти способа восстановления: осадку, раздачу, обжатие, вдавливание, накатку. Осадку применяют для увеличения наружного диаметра сплошных и внутреннего диаметра полых дета лей, а в отдельных случаях при вос становлении деталей типа втулок до стигают изменения обоих диаметров одновременно. При осадке (табл. 6. 1) направление действия внешней силы Р перпендикулярно к направлению деформации δ
Восстановление размеров изношенных поверхностей деталей. ¡ ¡ ¡ . Вос становление размеров изношенных поверхностей осуществляется пере мещением части материала из нера бочих участков детали к ее изношен ным поверхностям. В зависимости от направления внешней действующей силы и направления деформации различают следующие разновидно сти способа восстановления: осадку, раздачу, обжатие, вдавливание, накатку. Осадку применяют для увеличения наружного диаметра сплошных и внутреннего диаметра полых дета лей, а в отдельных случаях при вос становлении деталей типа втулок до стигают изменения обоих диаметров одновременно. При осадке (табл. 6. 1) направление действия внешней силы Р перпендикулярно к направлению деформации δ
 Постановка дополнительных деталей. ¡ ¡ ¡ ¡ Сущность метода заключается в том, что изношенную или поврежденную часть детали удаляют механической обработкой, а на ее место устанавливают вновь изготовленную дополнительную ремонтную деталь (ДРД), которую обрабатывают под номинальный размер. Этим методом восстанавливают посадочные отверстия подшипники качения в картерах коробок передач, раздаточных коробок, ведущих мостов, ступиц колес; резьбовые отверстия в корпусных деталях; блокишестерен и другие детали. В зависимости от вида восстанавливаемой поверхности ДРД могут иметь форму гильзы, кольца, шайбы, резьбовой втулки, зубчатого венца ДРД обычно изготавливаются из того же материала, из которого изготовлена восстанавливаемая деталь. ¡ ¡ ДРД крепится к основной детали напрессовкой с гарантированным натягом, приваркой, стопорными винтами, клеевыми композициями, на резьбе.
Постановка дополнительных деталей. ¡ ¡ ¡ ¡ Сущность метода заключается в том, что изношенную или поврежденную часть детали удаляют механической обработкой, а на ее место устанавливают вновь изготовленную дополнительную ремонтную деталь (ДРД), которую обрабатывают под номинальный размер. Этим методом восстанавливают посадочные отверстия подшипники качения в картерах коробок передач, раздаточных коробок, ведущих мостов, ступиц колес; резьбовые отверстия в корпусных деталях; блокишестерен и другие детали. В зависимости от вида восстанавливаемой поверхности ДРД могут иметь форму гильзы, кольца, шайбы, резьбовой втулки, зубчатого венца ДРД обычно изготавливаются из того же материала, из которого изготовлена восстанавливаемая деталь. ¡ ¡ ДРД крепится к основной детали напрессовкой с гарантированным натягом, приваркой, стопорными винтами, клеевыми композициями, на резьбе.
 ¡ ¡ ¡ После постановки и закрепления ДРД их окончательно подвергают механической обработке до требуемых размеров. Процесс восстановления изношенного отверстия включает: рассверливание отверстия, нарезание в нем резьбы под спиральную вставку, ввертывание спиральной вставки ключом, удаление технологического поводка зубилом, контроль внутренней резьбы вставки. Этот метод применим для восстановления резьбы в сквозных и глухих отверстиях диаметром от 6 до 24 мм. При восстановлении изношенных отверстий в качестве дополнительных деталей могут использоваться компенсационные пластины, изготовленные из инструментальных и легированных сталей с приданием им соответствующей формы.
¡ ¡ ¡ После постановки и закрепления ДРД их окончательно подвергают механической обработке до требуемых размеров. Процесс восстановления изношенного отверстия включает: рассверливание отверстия, нарезание в нем резьбы под спиральную вставку, ввертывание спиральной вставки ключом, удаление технологического поводка зубилом, контроль внутренней резьбы вставки. Этот метод применим для восстановления резьбы в сквозных и глухих отверстиях диаметром от 6 до 24 мм. При восстановлении изношенных отверстий в качестве дополнительных деталей могут использоваться компенсационные пластины, изготовленные из инструментальных и легированных сталей с приданием им соответствующей формы.
 ¡ ¡ ¡ ¡ После постановки и закрепления ДРД их окончательно подвергают механической обработке до требуемых размеров. Процесс восстановления изношенного отверстия включает: рассверливание отверстия, нарезание в нем резьбы под спиральную вставку, ввертывание спиральной вставки ключом, удаление технологического поводка зубилом, контроль внутренней резьбы вставки. Этот метод применим для восстановления резьбы в сквозных и глухих отверстиях диаметром от 6 до 24 мм. При восстановлении изношенных отверстий в качестве дополнительных деталей могут использоваться компенсационные пластины, изготовленные из инструментальных и легированных сталей с приданием им соответствующей формы.
¡ ¡ ¡ ¡ После постановки и закрепления ДРД их окончательно подвергают механической обработке до требуемых размеров. Процесс восстановления изношенного отверстия включает: рассверливание отверстия, нарезание в нем резьбы под спиральную вставку, ввертывание спиральной вставки ключом, удаление технологического поводка зубилом, контроль внутренней резьбы вставки. Этот метод применим для восстановления резьбы в сквозных и глухих отверстиях диаметром от 6 до 24 мм. При восстановлении изношенных отверстий в качестве дополнительных деталей могут использоваться компенсационные пластины, изготовленные из инструментальных и легированных сталей с приданием им соответствующей формы.
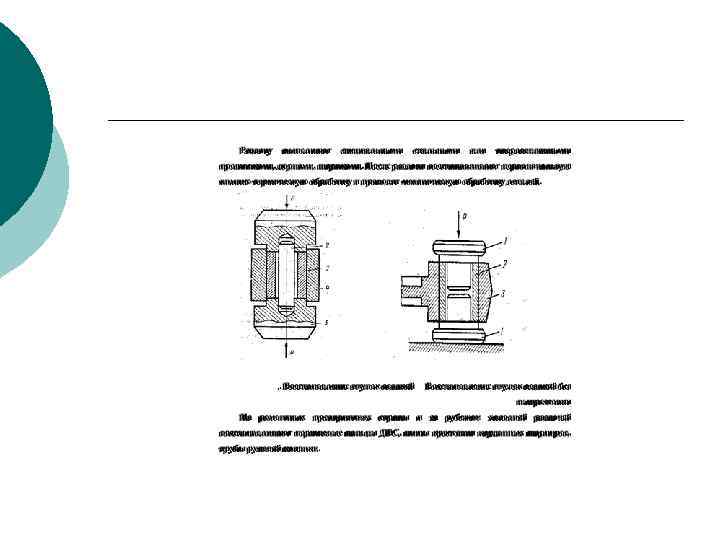
 ¡ ¡ ¡ Процесс восстановления изношенных отверстий (гильз цилиндров, отверстий блока и крышек коренных подшипников, отверстий в картерах) включает следующие операции: расточку отверстий на величину, равную толщине компенсационнойпластины с учетом припуска на окончательную обработку отверстия до установленного размера; изготовление компенсационных пластин с помощью специальных штампов; придание пластинам формы цилиндра и запрессовку их в отверстия на прессе или вручную с использованием необходимых приспособлений; обработку отверстий шлифованием или протягиванием.
¡ ¡ ¡ Процесс восстановления изношенных отверстий (гильз цилиндров, отверстий блока и крышек коренных подшипников, отверстий в картерах) включает следующие операции: расточку отверстий на величину, равную толщине компенсационнойпластины с учетом припуска на окончательную обработку отверстия до установленного размера; изготовление компенсационных пластин с помощью специальных штампов; придание пластинам формы цилиндра и запрессовку их в отверстия на прессе или вручную с использованием необходимых приспособлений; обработку отверстий шлифованием или протягиванием.
 ¡ ¡ ¡ ¡ ¡ Постановка заплат. С помощью заплат производят заделку пробоин и трещин. Такие дефекты встречаются, например, при замерзании воды в рубашке блоков цилиндров или в головке блока. Заплату изготовляют из листа меди, латуни или мягкоуглеродистой стали толщиной 1, 5 2, 0 мм с таким расчетом, чтобы она закрывала целиком пробоину (трещину) и перекрывала ее края на 1, 5 2, 0 мм. Для обеспечения герметичности под заплату иногда ставят заплату на прокладку из листового паранита, смазанную с обеих сторон суриком или белилами. Заплаты можно устанавливать на винтах, на заклепках, приваркой и наклею. Способ постановки заплат отличается простотой и надежностью. Он довольно широко применяется в простейших ремонтных технологиях.
¡ ¡ ¡ ¡ ¡ Постановка заплат. С помощью заплат производят заделку пробоин и трещин. Такие дефекты встречаются, например, при замерзании воды в рубашке блоков цилиндров или в головке блока. Заплату изготовляют из листа меди, латуни или мягкоуглеродистой стали толщиной 1, 5 2, 0 мм с таким расчетом, чтобы она закрывала целиком пробоину (трещину) и перекрывала ее края на 1, 5 2, 0 мм. Для обеспечения герметичности под заплату иногда ставят заплату на прокладку из листового паранита, смазанную с обеих сторон суриком или белилами. Заплаты можно устанавливать на винтах, на заклепках, приваркой и наклею. Способ постановки заплат отличается простотой и надежностью. Он довольно широко применяется в простейших ремонтных технологиях.
 Применение сварки для ремонта и восстановления изделий ¡ ¡ ¡ Технологические процессы сварки и наплавки занимают ведущее место при восстанавлении изделий, поскольку с их помощью восстанавливают почти 70 % всех деталей. Сваркой называется получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформированием. Такое определение понятие «сварка» содержит ГОСТ 2601
Применение сварки для ремонта и восстановления изделий ¡ ¡ ¡ Технологические процессы сварки и наплавки занимают ведущее место при восстанавлении изделий, поскольку с их помощью восстанавливают почти 70 % всех деталей. Сваркой называется получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформированием. Такое определение понятие «сварка» содержит ГОСТ 2601
 Сварка ¡ ¡ Сварка – процесс получения неразъемных соединений деталей машин, конструкций и сооружений. С помощью сварки можно получать сложнейшие изделия из заготовок, выполненных прокаткой, литьем, ковкой и штамповкой. Ручная дуговая сварка является универсальным способом сварки. Она незаменима, когда применение механизированных методов сварки не представляется возможным (например, в монтажных условиях, труднодоступных местах, при сварке деталей сложной конфигурации).
Сварка ¡ ¡ Сварка – процесс получения неразъемных соединений деталей машин, конструкций и сооружений. С помощью сварки можно получать сложнейшие изделия из заготовок, выполненных прокаткой, литьем, ковкой и штамповкой. Ручная дуговая сварка является универсальным способом сварки. Она незаменима, когда применение механизированных методов сварки не представляется возможным (например, в монтажных условиях, труднодоступных местах, при сварке деталей сложной конфигурации).
 Ручная дуговая сварка и оборудование ¡ Наибольший объём среди других видов сварки занимает ручная дуговая сварка плавлением штучными электродами, при которой подача электрода и перемещение дуги вдоль свариваемых кромок производится вручную.
Ручная дуговая сварка и оборудование ¡ Наибольший объём среди других видов сварки занимает ручная дуговая сварка плавлением штучными электродами, при которой подача электрода и перемещение дуги вдоль свариваемых кромок производится вручную.
 Ручная дуговая сварка
Ручная дуговая сварка
 Сварка в защитной среде ¡ ¡ Сущность способа состоит в том, что в зону горения электрической дуги под давлением подается защитный газ, который, оттесняя воздух, защищает расплавленный металл сварочной ванны от вредного воздействия на него кислорода и азота. Сварка в защитных газах может выполняться плавящимися и неплавящимися электродами (угольным или вольфрамовым). В авторемонтном производстве нашли применение автоматическая и полуавтоматическая сварка плавящимися и неплавящимися электродами.
Сварка в защитной среде ¡ ¡ Сущность способа состоит в том, что в зону горения электрической дуги под давлением подается защитный газ, который, оттесняя воздух, защищает расплавленный металл сварочной ванны от вредного воздействия на него кислорода и азота. Сварка в защитных газах может выполняться плавящимися и неплавящимися электродами (угольным или вольфрамовым). В авторемонтном производстве нашли применение автоматическая и полуавтоматическая сварка плавящимися и неплавящимися электродами.
 ¡ ¡ ¡ Основными достоинствами сварки в среде защитных газов являются: высокая производительность благодаря хорошему использованию теплоты сварочной дуги; возможность сварки деталей любой толщины и диаметра; возможность наблюдения за ходом сварки, что обеспечивает точность наложения шва; уменьшение коробления металла при восстановлении деталей из тонколистовой стали благодаря охлаждающему действию защитного газа. Внедрение полуавтоматической сварки в среде углекислого газа в производстве при ремонте кабин, кузовов, рам снижает объем ручных работ на 60 %. К недостаткам способа можно отнести: потери металла до 5 10 % за счет повышенного разбрызгивания; снижение усталостной прочности на 10 20 % и пониженную в отдельных случаях износостойкость.
¡ ¡ ¡ Основными достоинствами сварки в среде защитных газов являются: высокая производительность благодаря хорошему использованию теплоты сварочной дуги; возможность сварки деталей любой толщины и диаметра; возможность наблюдения за ходом сварки, что обеспечивает точность наложения шва; уменьшение коробления металла при восстановлении деталей из тонколистовой стали благодаря охлаждающему действию защитного газа. Внедрение полуавтоматической сварки в среде углекислого газа в производстве при ремонте кабин, кузовов, рам снижает объем ручных работ на 60 %. К недостаткам способа можно отнести: потери металла до 5 10 % за счет повышенного разбрызгивания; снижение усталостной прочности на 10 20 % и пониженную в отдельных случаях износостойкость.
 Сварка в защитной среде
Сварка в защитной среде
 Аргоно-дуговая сварка и наплавка ¡ ¡ Свойства некоторых металлов и сплавов заметно ухудшаются при воздействии на них при высоких тем пературах кислорода, а в отдельных случаях азота и водорода. Для исключения такого вредного воздействия применяют сварку в инертных га зах. Защиту реакционного сварочного пространства в этих случаях осуществляют либо струей защитного инертного газа, оттесняющего воздух из зоны горения дуги, либо проведением сварки в специальных камерах с созданием в них атмосферы требуемого состава
Аргоно-дуговая сварка и наплавка ¡ ¡ Свойства некоторых металлов и сплавов заметно ухудшаются при воздействии на них при высоких тем пературах кислорода, а в отдельных случаях азота и водорода. Для исключения такого вредного воздействия применяют сварку в инертных га зах. Защиту реакционного сварочного пространства в этих случаях осуществляют либо струей защитного инертного газа, оттесняющего воздух из зоны горения дуги, либо проведением сварки в специальных камерах с созданием в них атмосферы требуемого состава
 ¡ Сварку и наплавку в среде аргона используют при восстановлении блоков цилиндров из алюминиевых спла вов двигателей автомобилей ГАЗ 24 10, УАЗ 469 А, ГАЗ 53, картера сцеп лений и других деталей. В качестве примера рассмотрим технологию ус транения характерных дефектов в блоке цилиндров двигателя автомо биля УАЗ 469. При поступлении в ремонт блок цилиндров (материал — алюминиевый сплав АЛ 4) часто име ет дефекты в виде пробоин и трещин на стенках, обломы на фланцах крепления картера сцепления, масляного картера и на плоскости крепления го ловки блока, которые устраняются аргонно дуговой сваркой
¡ Сварку и наплавку в среде аргона используют при восстановлении блоков цилиндров из алюминиевых спла вов двигателей автомобилей ГАЗ 24 10, УАЗ 469 А, ГАЗ 53, картера сцеп лений и других деталей. В качестве примера рассмотрим технологию ус транения характерных дефектов в блоке цилиндров двигателя автомо биля УАЗ 469. При поступлении в ремонт блок цилиндров (материал — алюминиевый сплав АЛ 4) часто име ет дефекты в виде пробоин и трещин на стенках, обломы на фланцах крепления картера сцепления, масляного картера и на плоскости крепления го ловки блока, которые устраняются аргонно дуговой сваркой
 ¡ ¡ Для сварки используют вольфрамовый электрод марки ВА 1 А или ВП 1 диаметром 4 — 5 мм, выходное сопло для аргона диаметром 9— 12 мм, присадочный пруток из проволоки АЛ 4 диаметром 4 — 5 мм. Режим ра боты: сила тока — 180 — 250 А, рас ход аргона — 8— 11 л/мин, давле ние — 0, 02 — 0, 04 МПа, полярность — обратная. Шов зачищают металлической щеткой, промывают горячей водой или содовым раствором. Качество сварки проверяют внешним осмот ром и при наличии раковин или пор места, имеющие дефекты, перевари вают.
¡ ¡ Для сварки используют вольфрамовый электрод марки ВА 1 А или ВП 1 диаметром 4 — 5 мм, выходное сопло для аргона диаметром 9— 12 мм, присадочный пруток из проволоки АЛ 4 диаметром 4 — 5 мм. Режим ра боты: сила тока — 180 — 250 А, рас ход аргона — 8— 11 л/мин, давле ние — 0, 02 — 0, 04 МПа, полярность — обратная. Шов зачищают металлической щеткой, промывают горячей водой или содовым раствором. Качество сварки проверяют внешним осмот ром и при наличии раковин или пор места, имеющие дефекты, перевари вают.
 Наплавка ¡ Наплавка по сравнению с другими способами восстановления дает возможность получать на поверхности ренодеталей слой необходимой толщины и нужного химического состава, высокой твердости и износостойкости. Наиболее известные способы наплавки: электродуговая под слоем флюса, дуговая в среде углекислого газа, наплавка с газопламенной защитой, вибродуговая, наплавка порошковой проволокой, электрошлаковая, плазменная наплавка, газопламенная и электроннолучевая
Наплавка ¡ Наплавка по сравнению с другими способами восстановления дает возможность получать на поверхности ренодеталей слой необходимой толщины и нужного химического состава, высокой твердости и износостойкости. Наиболее известные способы наплавки: электродуговая под слоем флюса, дуговая в среде углекислого газа, наплавка с газопламенной защитой, вибродуговая, наплавка порошковой проволокой, электрошлаковая, плазменная наплавка, газопламенная и электроннолучевая
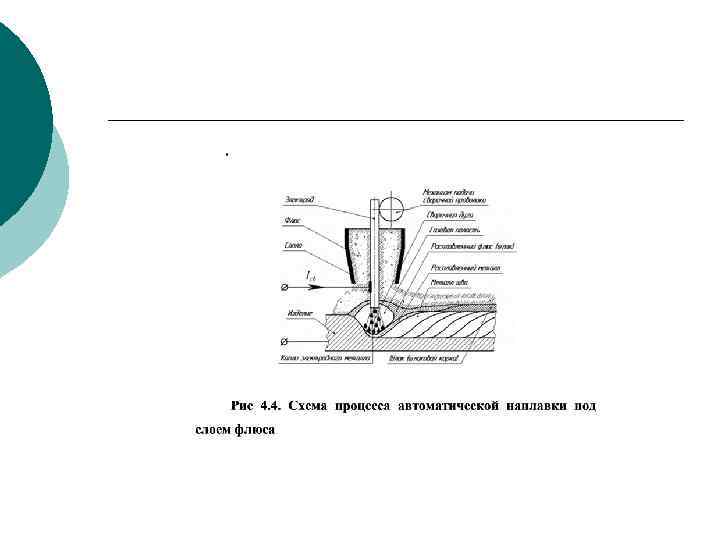
 Электродуговая наплавка под слоем флюса. ¡ ¡ При такой наплавке в зону горения дуги подают сыпучий флюс, состоящий из отдельных мелких крупиц (зерен). Под воздействием высокой температуры часть флюса плавится, образуя вокруг дуги эластичную оболочку, которая надежно защищает расплавленный металл от действия кислорода и азота. Наплавку под слоем флюса применяют для восстановления многих ренодеталей тракторов, автомобилей и сельскохозяйственных машин.
Электродуговая наплавка под слоем флюса. ¡ ¡ При такой наплавке в зону горения дуги подают сыпучий флюс, состоящий из отдельных мелких крупиц (зерен). Под воздействием высокой температуры часть флюса плавится, образуя вокруг дуги эластичную оболочку, которая надежно защищает расплавленный металл от действия кислорода и азота. Наплавку под слоем флюса применяют для восстановления многих ренодеталей тракторов, автомобилей и сельскохозяйственных машин.
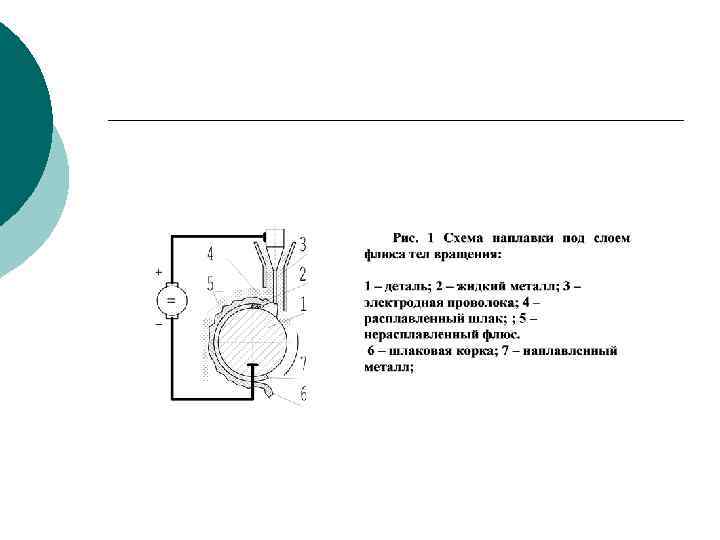
 Таблица 2 Выбор способа наплавки цилиндрических деталей по диаметру
Таблица 2 Выбор способа наплавки цилиндрических деталей по диаметру
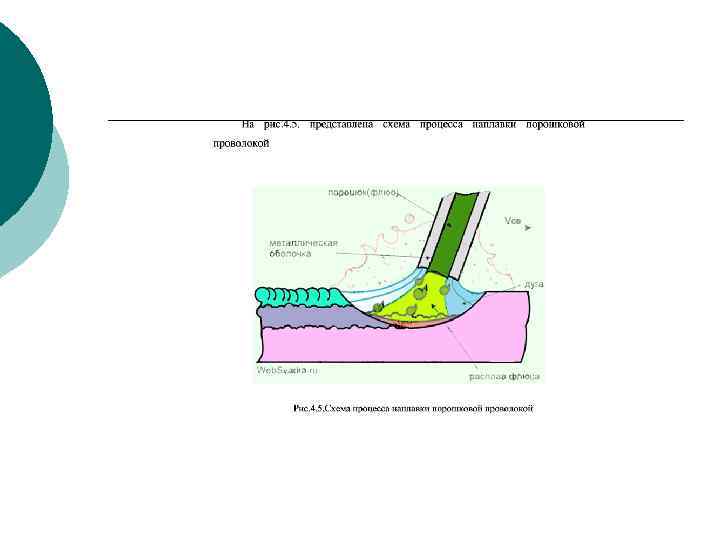
 Наплавка порошковой проволокой ¡ ¡ ¡ Хорошие результаты при наплавке дает использование порошковой проволоки, в состав которой входят феррохром, ферротитан, ферромарганец, графитовый и железный порошки. Наплавку выполняют под слоем флюса или в среде защитного газа, но при введении в проволоку соответствующих компонентов возможна наплавка и без флюсовой или газовой защиты. Исходным материалом порошковой проволоки служит лента из низкоуглеродистой стали и порошок, содержащий необходимые элементы.
Наплавка порошковой проволокой ¡ ¡ ¡ Хорошие результаты при наплавке дает использование порошковой проволоки, в состав которой входят феррохром, ферротитан, ферромарганец, графитовый и железный порошки. Наплавку выполняют под слоем флюса или в среде защитного газа, но при введении в проволоку соответствующих компонентов возможна наплавка и без флюсовой или газовой защиты. Исходным материалом порошковой проволоки служит лента из низкоуглеродистой стали и порошок, содержащий необходимые элементы.
 ¡ ¡ Этот способ обладает преимуществами перед другими: он позволяет увеличить силу тока, т е. производительность процесса в 2 раза и более; исключается операция отделения шлаковой корки от ренодетали после наплавки. При этом способе микроструктура металла при наплавке например на сталь 45 (материал коленчатых валов) обеспечивается трооститномартенситная структура металла, твердость 51, 5…. 57 HRC; возрастает износостойкость в 1, 6…. 2 раза больше, чем у стали 45, закаленной токами высокой частоты (ТВЧ).
¡ ¡ Этот способ обладает преимуществами перед другими: он позволяет увеличить силу тока, т е. производительность процесса в 2 раза и более; исключается операция отделения шлаковой корки от ренодетали после наплавки. При этом способе микроструктура металла при наплавке например на сталь 45 (материал коленчатых валов) обеспечивается трооститномартенситная структура металла, твердость 51, 5…. 57 HRC; возрастает износостойкость в 1, 6…. 2 раза больше, чем у стали 45, закаленной токами высокой частоты (ТВЧ).
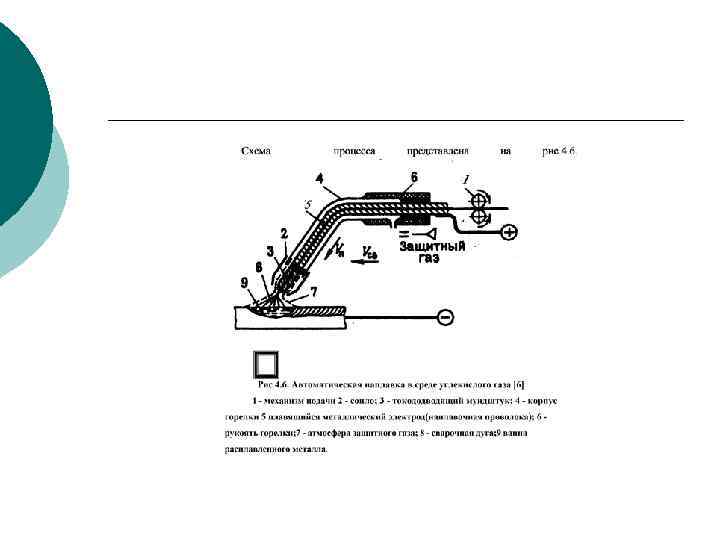
 Наплавка в среде углекислого газа ¡ ¡ Этот способ в значительной степени отличается от других способов восстановления ренодеталей — не нужно ни флюсов, ни электродных покрытий. Дуга между электродом и наплавляемым изделием горит в струе газа, вытесняющего воздух из плавильного пространства и защищающего расплавленный металл от воздействия кислорода и азота.
Наплавка в среде углекислого газа ¡ ¡ Этот способ в значительной степени отличается от других способов восстановления ренодеталей — не нужно ни флюсов, ни электродных покрытий. Дуга между электродом и наплавляемым изделием горит в струе газа, вытесняющего воздух из плавильного пространства и защищающего расплавленный металл от воздействия кислорода и азота.
 Автоматическая наплавка в среде углекислого газа ¡ ¡ . Имеет следующие преимущества: при наплавке отсутствуют вредные выделения и шлаковые корки; открытая дуга дает возможность наблюдать и корректировать процесс, проводить наплавку при любом пространственном положении наплавляемой плоскости, механизировать наплавку, выполняемую на мелких ренодеталях (валах диаметром 10 мм и более).
Автоматическая наплавка в среде углекислого газа ¡ ¡ . Имеет следующие преимущества: при наплавке отсутствуют вредные выделения и шлаковые корки; открытая дуга дает возможность наблюдать и корректировать процесс, проводить наплавку при любом пространственном положении наплавляемой плоскости, механизировать наплавку, выполняемую на мелких ренодеталях (валах диаметром 10 мм и более).
 ¡ Наплавку в среде углекислого газа выполняют на постоянном токе обратной полярности. Тип и марку электрода выбирают в зависимости от материала восстанавливаемой ренодетали и требуемых физико механических свойств наплавленного металла. Скорость наплавки устанавливают в зависимости от толщины наплавляемого металла и качества формирования наплавленного слоя. Наплавку валиков осуществляют с шагом 2, 5… 3, 5 мм. . Твердость наплавленного металла в зависимости от марки и типа электродной проволоки 200… 300 НВ.
¡ Наплавку в среде углекислого газа выполняют на постоянном токе обратной полярности. Тип и марку электрода выбирают в зависимости от материала восстанавливаемой ренодетали и требуемых физико механических свойств наплавленного металла. Скорость наплавки устанавливают в зависимости от толщины наплавляемого металла и качества формирования наплавленного слоя. Наплавку валиков осуществляют с шагом 2, 5… 3, 5 мм. . Твердость наплавленного металла в зависимости от марки и типа электродной проволоки 200… 300 НВ.
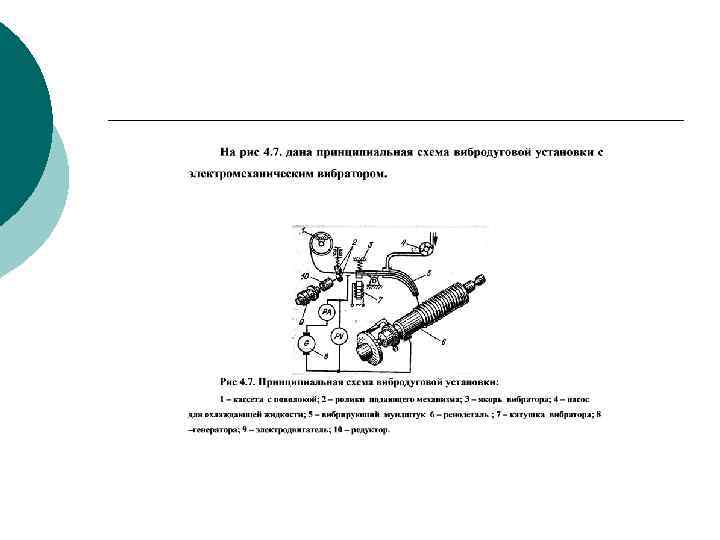
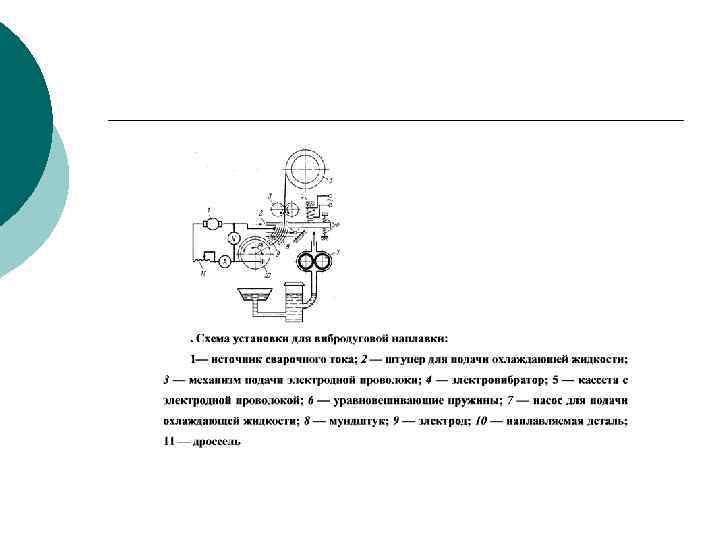
 Вибродуговая наплавка ¡ ¡ Вибродуговая наплавка — разновидность дуговой наплавки металлическим электродом. Технология вибродуговой наплавки предусматривает восстановление деталей с цилиндрическими, коническими наружными и внутренними поверхностями, а также с плоскими поверхностями Процесс наплавки осуществляется при вибрации электрода с подачей охлаждающей жидкости на наплавленную поверхность.
Вибродуговая наплавка ¡ ¡ Вибродуговая наплавка — разновидность дуговой наплавки металлическим электродом. Технология вибродуговой наплавки предусматривает восстановление деталей с цилиндрическими, коническими наружными и внутренними поверхностями, а также с плоскими поверхностями Процесс наплавки осуществляется при вибрации электрода с подачей охлаждающей жидкости на наплавленную поверхность.
 Высокочастотное напыление
Высокочастотное напыление
 Способы индукционной наплавки ¡ Способы индукционной наплавки. Существующие варианты наплавки с использованием индукционного на грева токами высокой частоты можно классифицировать по состоянию основного металла и виду присадочного (наплавляемого) материала. Различают следующие способы наплавки: порошкообразной шихтой, монолит ным или брикетированным присадоч ным материалом, в огнеупорной сре де, центробежную и жидким сплавом
Способы индукционной наплавки ¡ Способы индукционной наплавки. Существующие варианты наплавки с использованием индукционного на грева токами высокой частоты можно классифицировать по состоянию основного металла и виду присадочного (наплавляемого) материала. Различают следующие способы наплавки: порошкообразной шихтой, монолит ным или брикетированным присадоч ным материалом, в огнеупорной сре де, центробежную и жидким сплавом
 Электрошлаковая наплавка ¡ . Для изготовления биметаллических деталей с износостойким слоем значительной толщины (более 10 мм) применяют электрошлаковую наплавку. В этом процессе используют теплоту, выделяющуюся при прохождении электрического тока через расплавленный шлак. Электрошлаковая наплавка обеспечивает наибольшую производительность по сравнению со всеми другими способами наплавки. С помощью легированных присадок получают наплавленный слой нужного химического состава.
Электрошлаковая наплавка ¡ . Для изготовления биметаллических деталей с износостойким слоем значительной толщины (более 10 мм) применяют электрошлаковую наплавку. В этом процессе используют теплоту, выделяющуюся при прохождении электрического тока через расплавленный шлак. Электрошлаковая наплавка обеспечивает наибольшую производительность по сравнению со всеми другими способами наплавки. С помощью легированных присадок получают наплавленный слой нужного химического состава.
 ¡ Наплавляемый металл, шлаковая и металлическая ванны удерживаются от вытекания обычно специальными формирующими устройствами подвижными или неподвижными медными ползунами 5, охлаждаемыми водой 6, или остающимися пластинами. Кристаллизующийся в нижней части металлической ванны расплавленный металл образует шов 7. Шлаковая ванна, находясь над поверхностью металлической ванны, соприкасаясь с охлаждаемыми ползунами, образует на них тонкую шлаковую корку, исключая тем самым непосредственный контакт расплавленного металла с поверхностью охлаждаемого ползуна и предупреждая образование в металле шва кристаллизационных трещин. Н
¡ Наплавляемый металл, шлаковая и металлическая ванны удерживаются от вытекания обычно специальными формирующими устройствами подвижными или неподвижными медными ползунами 5, охлаждаемыми водой 6, или остающимися пластинами. Кристаллизующийся в нижней части металлической ванны расплавленный металл образует шов 7. Шлаковая ванна, находясь над поверхностью металлической ванны, соприкасаясь с охлаждаемыми ползунами, образует на них тонкую шлаковую корку, исключая тем самым непосредственный контакт расплавленного металла с поверхностью охлаждаемого ползуна и предупреждая образование в металле шва кристаллизационных трещин. Н
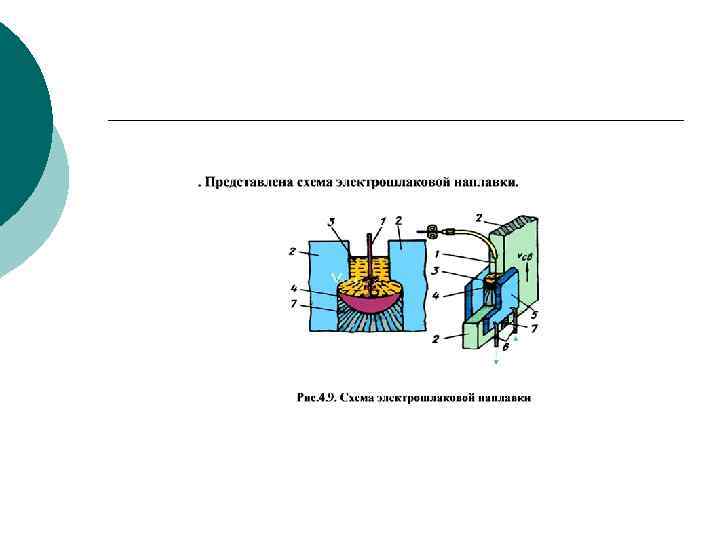
 ¡ Наплавку можно выполнять на плоских поверхностях, а также на поверхностях тел вращения. Особенность электрошлаковой наплавки состоит в том, что можно получать гладкие, ровные поверхности наплавленного слоя. Это дает возможность использовать ренодетали без последующей механической обработки. В начале процесса в зазор между ренодеталью и водоохлаждаемой формой заливают расплавленный флюс и возбуждают дугу между электродной проволокой и ренодеталью. После образования шлаковой ванны достаточной глубины дуга потухает, и ток проходит через расплавленный шлак — начинается электрошлаковый процесс. Расход флюса при этом способе в 15. . 20 раз меньше, чем при электродуговом.
¡ Наплавку можно выполнять на плоских поверхностях, а также на поверхностях тел вращения. Особенность электрошлаковой наплавки состоит в том, что можно получать гладкие, ровные поверхности наплавленного слоя. Это дает возможность использовать ренодетали без последующей механической обработки. В начале процесса в зазор между ренодеталью и водоохлаждаемой формой заливают расплавленный флюс и возбуждают дугу между электродной проволокой и ренодеталью. После образования шлаковой ванны достаточной глубины дуга потухает, и ток проходит через расплавленный шлак — начинается электрошлаковый процесс. Расход флюса при этом способе в 15. . 20 раз меньше, чем при электродуговом.
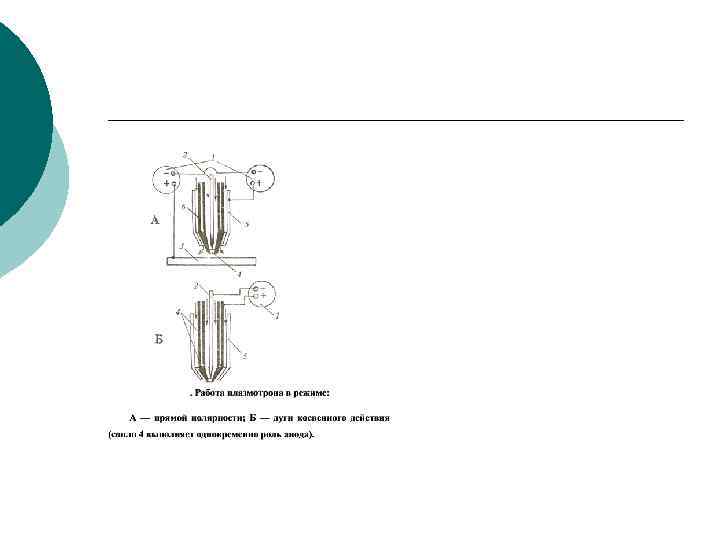
 Плазменная и микроплазменная наплавка ¡ Плазменная наплавка— это та же сварка плавлением. Здесь действует тоже электрическая дуга. Но это уже сжатая дуга, которую позволяет получить специальная горелка, плазмотрон. Плазмотрон позволяет получить сжатую дугу с температурой до 30000°С. На рис 4. 10 схематично изображен плазмотрон.
Плазменная и микроплазменная наплавка ¡ Плазменная наплавка— это та же сварка плавлением. Здесь действует тоже электрическая дуга. Но это уже сжатая дуга, которую позволяет получить специальная горелка, плазмотрон. Плазмотрон позволяет получить сжатую дугу с температурой до 30000°С. На рис 4. 10 схематично изображен плазмотрон.
 ГАЛЬВАНИЧЕСКИМ И ХИМИЧЕСКИМ НАРАЩИВАНИЕМ МАТЕРИАЛА ¡ ¡ ¡ Гальванические и химические покрытия применяют в ремонтном производстве для восстановления размеров изношенных поверхностей деталей, повышения их износостойкости, защиты деталей от коррозии, придания поверхностям эстетичного внешнего вида, улучшения прирабатываемости трущихся поверхностей, защиты их от науглероживания при цементации. Возможность применения тех или иных способов восстановления размеров изношенных поверхностей деталей гальваническими и химическими покрытиями зависит от степени износа деталей автомобилей, посту пающих в капитальный ремонт. В связи с тем что при хромировании могут быть наращены покрытия толщи ной до 0, 3 мм, а прижелезнении 1, 0 — 1, 5 мм и более, эти процессы обеспечивают возможность восстановления довольно большой номенклатуры де талей автомобилей практически при любом их износе.
ГАЛЬВАНИЧЕСКИМ И ХИМИЧЕСКИМ НАРАЩИВАНИЕМ МАТЕРИАЛА ¡ ¡ ¡ Гальванические и химические покрытия применяют в ремонтном производстве для восстановления размеров изношенных поверхностей деталей, повышения их износостойкости, защиты деталей от коррозии, придания поверхностям эстетичного внешнего вида, улучшения прирабатываемости трущихся поверхностей, защиты их от науглероживания при цементации. Возможность применения тех или иных способов восстановления размеров изношенных поверхностей деталей гальваническими и химическими покрытиями зависит от степени износа деталей автомобилей, посту пающих в капитальный ремонт. В связи с тем что при хромировании могут быть наращены покрытия толщи ной до 0, 3 мм, а прижелезнении 1, 0 — 1, 5 мм и более, эти процессы обеспечивают возможность восстановления довольно большой номенклатуры де талей автомобилей практически при любом их износе.
 ¡ ¡ ¡ Восстановление деталей гальваническими покрытиями обладает следующими достоинствами в сравнении с другими способами восстановления: отсутствием термического воздействия на детали, вызывающего в них нежелательные изменения структуры и механических свойств; получением с большой точностью заданной толщины покрытий, что позволяет снизить до минимума припуск на последующую механическую обработку и ее трудоемкость; осаждением покрытий с заданными непостоянными по толщине физико механическими свойствами; одновременным восстановлением большого числа деталей, что снижает трудоемкость и себестоимость ремонта единицы изделия; автоматизацией технологического процесса.
¡ ¡ ¡ Восстановление деталей гальваническими покрытиями обладает следующими достоинствами в сравнении с другими способами восстановления: отсутствием термического воздействия на детали, вызывающего в них нежелательные изменения структуры и механических свойств; получением с большой точностью заданной толщины покрытий, что позволяет снизить до минимума припуск на последующую механическую обработку и ее трудоемкость; осаждением покрытий с заданными непостоянными по толщине физико механическими свойствами; одновременным восстановлением большого числа деталей, что снижает трудоемкость и себестоимость ремонта единицы изделия; автоматизацией технологического процесса.
 Никелирование Цинкование") Основные методы нанесения покрытий ¡ ¡ Хромирование электролитиеское, блестящее и твердое Железнение(осталивание) Никелирование Цинкование Фосфатирование Кадмирование Меднение: Борирование. . . . . Серебрение
Основные методы нанесения покрытий ¡ ¡ Хромирование электролитиеское, блестящее и твердое Железнение(осталивание) Никелирование Цинкование Фосфатирование Кадмирование Меднение: Борирование. . . . . Серебрение
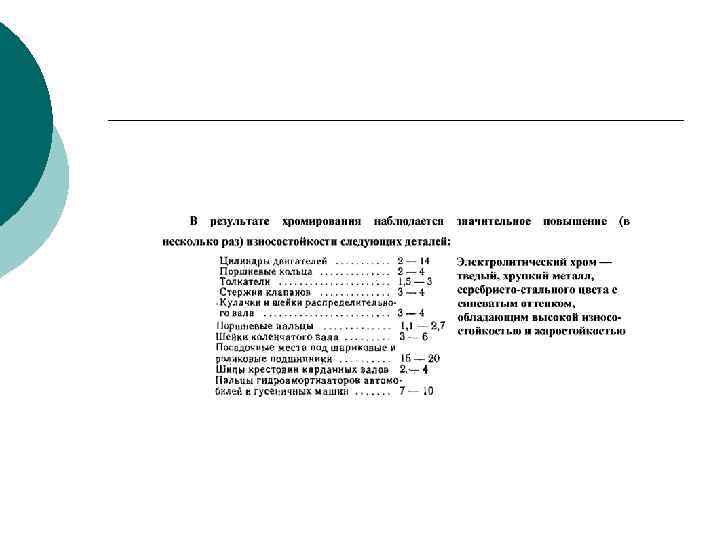
 Гальванические методы восстановления: хромирование ¡ ¡ Наиболее распространены следующие способы нанесения гальванических покрытий: хромирование, железнение, никелирование, цинкование, кадмирование и др. Для упрочнения ренодеталей и восстановления их размеров наиболее широко распространены хромирование и железнение. Хромирование, например, используют: для увеличения твердости, износостойкости поверхности, химической стойкости и прирабатываемости, обеспечения трения со смазочным материалом, восстановления размеров изношенных деталей, а также для декоративных целей. Осадки хрома различают по внешнему виду и по физическим и механическим свойствам. Для улучшения связи хромовых покрытий с поверхностью ренодеталей и получения химически стойких покрытий наращивание хрома часто осуществляют на подслой из других металлов.
Гальванические методы восстановления: хромирование ¡ ¡ Наиболее распространены следующие способы нанесения гальванических покрытий: хромирование, железнение, никелирование, цинкование, кадмирование и др. Для упрочнения ренодеталей и восстановления их размеров наиболее широко распространены хромирование и железнение. Хромирование, например, используют: для увеличения твердости, износостойкости поверхности, химической стойкости и прирабатываемости, обеспечения трения со смазочным материалом, восстановления размеров изношенных деталей, а также для декоративных целей. Осадки хрома различают по внешнему виду и по физическим и механическим свойствам. Для улучшения связи хромовых покрытий с поверхностью ренодеталей и получения химически стойких покрытий наращивание хрома часто осуществляют на подслой из других металлов.
 ¡ ¡ Практическое применение твердых железных покрытий для восстановления") Практическое применение твердых железных покрытий(железнение) ¡ ¡ Практическое применение твердых железных покрытий для восстановления автомобильных деталей бы ло осуществлено также впервые в Рос сии проф. М. П. Мелковым в 1955 — 1956 гг. , который предложил способ получения покрытия в горячих рас творах хлористого железа с примене нием растворимых стальных анодов при высокой плотности тока. К настоящему времени для восста новления деталей разработано и ис следовано большое число горячих электролитов различного состава. Среди них выделяют три основные группы: хлористые, сернокислые и смешанные, каждая из которых опре деляется видом аниона соли железа. Проведенные рядом авторов иссле дования показали, что сернокислые и смешанные электролиты значитель но уступают хлористым по ряду пока зателей. Поэтому в практике ремонт ного производства наиболее широко используют хлористые электролиты, в состав которых входят хлористое (двухвалентное) железо Fe. Cl 2 4 Н 2 О и соляная кислота НС 1.
Практическое применение твердых железных покрытий(железнение) ¡ ¡ Практическое применение твердых железных покрытий для восстановления автомобильных деталей бы ло осуществлено также впервые в Рос сии проф. М. П. Мелковым в 1955 — 1956 гг. , который предложил способ получения покрытия в горячих рас творах хлористого железа с примене нием растворимых стальных анодов при высокой плотности тока. К настоящему времени для восста новления деталей разработано и ис следовано большое число горячих электролитов различного состава. Среди них выделяют три основные группы: хлористые, сернокислые и смешанные, каждая из которых опре деляется видом аниона соли железа. Проведенные рядом авторов иссле дования показали, что сернокислые и смешанные электролиты значитель но уступают хлористым по ряду пока зателей. Поэтому в практике ремонт ного производства наиболее широко используют хлористые электролиты, в состав которых входят хлористое (двухвалентное) железо Fe. Cl 2 4 Н 2 О и соляная кислота НС 1.