

основные виды сварки плавлением.pptx
- Количество слайдов: 26
 основные виды сварки плавлением Ручная дуговая сварка штучным электродом
основные виды сварки плавлением Ручная дуговая сварка штучным электродом
 Тепло, необходимое для расплавления основного металла и электродного стержня, образуется в результате горения электрической (сварочной) дуги, обладающей высокой температурой до 4000 -6000 С. Расплавленные основной и электродный металлы перемешиваются в сварочной ванне и по мере продвижения дуги быстро затвердевают, образуя сварной шов. Электродное покрытие, нанесённое на металлический стержень электрода, состоит из различных компонентов, которые при расплавлении создают шлаковую и газовую защиту сварочной ванны от вредного влияния кислорода и азота воздуха.
Тепло, необходимое для расплавления основного металла и электродного стержня, образуется в результате горения электрической (сварочной) дуги, обладающей высокой температурой до 4000 -6000 С. Расплавленные основной и электродный металлы перемешиваются в сварочной ванне и по мере продвижения дуги быстро затвердевают, образуя сварной шов. Электродное покрытие, нанесённое на металлический стержень электрода, состоит из различных компонентов, которые при расплавлении создают шлаковую и газовую защиту сварочной ванны от вредного влияния кислорода и азота воздуха.
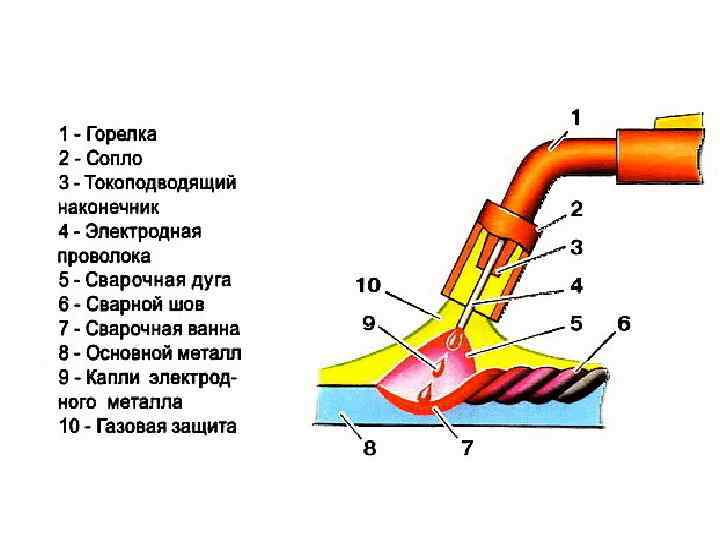
 Дуговая сварка в защитном газе плавящимся электродом В этом случае электродная проволока при помощи подающих роликов непрерывно подаётся в зону сварки со скоростью её плавления. Сварочную ванну от воздуха защищают как инертным , так и активным газом (например, углекислым газом). Углекислый газ применяют при сварке углеродистых и легированных сталей. Инертные газы используют для сварки высоколегированных сталей и цветных металлов. Сварку можно выполнять полуавтоматическим и автоматическим способами.
Дуговая сварка в защитном газе плавящимся электродом В этом случае электродная проволока при помощи подающих роликов непрерывно подаётся в зону сварки со скоростью её плавления. Сварочную ванну от воздуха защищают как инертным , так и активным газом (например, углекислым газом). Углекислый газ применяют при сварке углеродистых и легированных сталей. Инертные газы используют для сварки высоколегированных сталей и цветных металлов. Сварку можно выполнять полуавтоматическим и автоматическим способами.
 Дуговая сварка в среде защитных газов неплавящимся электродом
Дуговая сварка в среде защитных газов неплавящимся электродом
 В данном случае сварочная дуга горит между вольфрамовым электродом и основным металлом. Сварочная ванна защищается от окисления инертным защитным газом (аргон, гелий) , который оттесняет воздух от места сварки. Для заполнения шва в сварочную ванну вводится присадочный материал. Сварка может производиться ручным, полуавтоматическим и автоматическим способами. Этот метод широко применяется при сварке высоколегированных сталей, цветных металлов и их сплавов, а также активных и редки металлов.
В данном случае сварочная дуга горит между вольфрамовым электродом и основным металлом. Сварочная ванна защищается от окисления инертным защитным газом (аргон, гелий) , который оттесняет воздух от места сварки. Для заполнения шва в сварочную ванну вводится присадочный материал. Сварка может производиться ручным, полуавтоматическим и автоматическим способами. Этот метод широко применяется при сварке высоколегированных сталей, цветных металлов и их сплавов, а также активных и редки металлов.
 Полуавтоматическая сварка под флюсом Особенность этого способа по сравнению с автоматической сваркой состоит в том, что перемещение дуги вдоль шва осуществляется вручную, а подача электродной проволоки в зону горения дуги и засыпка флюса производится автоматически. Она обычно применяется при сварке коротких швов и в труднодоступных местах
Полуавтоматическая сварка под флюсом Особенность этого способа по сравнению с автоматической сваркой состоит в том, что перемещение дуги вдоль шва осуществляется вручную, а подача электродной проволоки в зону горения дуги и засыпка флюса производится автоматически. Она обычно применяется при сварке коротких швов и в труднодоступных местах
 Полуатоматическая сварка под флюсом
Полуатоматическая сварка под флюсом
 Автоматическая дуговая сварка под флюсом В этом случае электрическая дуга горит под слоем зернистого флюса, который предохраняет расплавленный металл от воздуха и при необходимости легирует его. Электродная проволока подаётся в дугу автоматически при помощи сварочной головки, снабжённой электродвигателем. Флюс ссыпается в зону сварки под действием собственной массы. Одновременно с этим вся установка передвигается вдоль свариваемого шва. При этом методе сварки обеспечивается высокая производительность и достигается хорошее качество шва.
Автоматическая дуговая сварка под флюсом В этом случае электрическая дуга горит под слоем зернистого флюса, который предохраняет расплавленный металл от воздуха и при необходимости легирует его. Электродная проволока подаётся в дугу автоматически при помощи сварочной головки, снабжённой электродвигателем. Флюс ссыпается в зону сварки под действием собственной массы. Одновременно с этим вся установка передвигается вдоль свариваемого шва. При этом методе сварки обеспечивается высокая производительность и достигается хорошее качество шва.
 Работа сварочного трактора
Работа сварочного трактора





 Электрошлаковая сварка
Электрошлаковая сварка
 При электрошлаковой сварке в отличие от дуговой сварки для плавления основного и электродного металла используется тепло , выделяющееся при прохождении сварочного тока через расплавленный электропроводный шлак(флюс). После затвердевания основного и электродного металла образуется сварной шов. Сварку выполняют при вертикальном расположении свариваемых деталей с большим зазором между ними. Для формирования шва по обе стороны зазора устанавливаются медные ползуны, охлаждаемые водой. Для свободного перемещения ползунов вверх , сборка под сварку производится при помощи специальных скоб. Данный вид сварки применяют при соединении металлов больших толщин (30 -1000 мм)
При электрошлаковой сварке в отличие от дуговой сварки для плавления основного и электродного металла используется тепло , выделяющееся при прохождении сварочного тока через расплавленный электропроводный шлак(флюс). После затвердевания основного и электродного металла образуется сварной шов. Сварку выполняют при вертикальном расположении свариваемых деталей с большим зазором между ними. Для формирования шва по обе стороны зазора устанавливаются медные ползуны, охлаждаемые водой. Для свободного перемещения ползунов вверх , сборка под сварку производится при помощи специальных скоб. Данный вид сварки применяют при соединении металлов больших толщин (30 -1000 мм)
 Плазменная сварка и резка металлов
Плазменная сварка и резка металлов
 Плазменная сварка и резка являются разновидностью сварки в защитных газах неплавящимся электродом. Отличительной особенностью является высокая температура столба дуги( приблизительно 10 000 – 30 000 градусов) в следствии сжатия его потоком газа(аргон, гелий, водород и др. ). В результате сжатия и большой плотности тока материя переходит в четвёртое агрегатное состояние. Отличающееся от твёрдого, жидкого и газообразного. Такое состояние материи называется плазмой, т. е. массой хаотически двигающихся оголённых ядер и оторванных от них электронов. Различают два типа дуговой плазмы: • плазма выделенная из столба дуги • Плазма, совпадающая со столбом сварочной дуги. Соответственно этому существует два типа сварочных головок(плазмотронов) В головках с плазменной струёй, выделенной из столба дуги, дуга горит между неплавящимся вольфрамовым электродом, который служит катодом, и охлаждаемым водой соплом. В данном случае плазменная струя является независимой по отношению к свариваемому изделию, т. к. оно не включено в сварочную цепь. В головках с плазменной струёй, совпадающей со столбом дуги, дуга горит между неплавящимся вольфрамовым электродом(катодом) и изделием, подключенным к положительному полюсу источника питания. Дуговая плазма может быть использована для сварки резки и наплавки металлов. Сварка может быть ручной , полуавтоматической и автоматической.
Плазменная сварка и резка являются разновидностью сварки в защитных газах неплавящимся электродом. Отличительной особенностью является высокая температура столба дуги( приблизительно 10 000 – 30 000 градусов) в следствии сжатия его потоком газа(аргон, гелий, водород и др. ). В результате сжатия и большой плотности тока материя переходит в четвёртое агрегатное состояние. Отличающееся от твёрдого, жидкого и газообразного. Такое состояние материи называется плазмой, т. е. массой хаотически двигающихся оголённых ядер и оторванных от них электронов. Различают два типа дуговой плазмы: • плазма выделенная из столба дуги • Плазма, совпадающая со столбом сварочной дуги. Соответственно этому существует два типа сварочных головок(плазмотронов) В головках с плазменной струёй, выделенной из столба дуги, дуга горит между неплавящимся вольфрамовым электродом, который служит катодом, и охлаждаемым водой соплом. В данном случае плазменная струя является независимой по отношению к свариваемому изделию, т. к. оно не включено в сварочную цепь. В головках с плазменной струёй, совпадающей со столбом дуги, дуга горит между неплавящимся вольфрамовым электродом(катодом) и изделием, подключенным к положительному полюсу источника питания. Дуговая плазма может быть использована для сварки резки и наплавки металлов. Сварка может быть ручной , полуавтоматической и автоматической.
 Плазменная сварка
Плазменная сварка
 Плазменная резка
Плазменная резка
 Сварка трёхфазной дугой
Сварка трёхфазной дугой
 Сущность этого вида сварки состоит в том, что к двум электродам и изделию подводят переменный ток от трёхфазного сварочного трансформатора. При этом возникает три дуги, горящие в одном сварочном фокусе: по одной дуге горящей между каждым электродом и изделием и одна между самими электродами. При горении этих дуг выделяется большое количество тепла, что существенно увеличивает производительность процесса сварки. Сварку можно выполнять как ручным так и механизированным способом.
Сущность этого вида сварки состоит в том, что к двум электродам и изделию подводят переменный ток от трёхфазного сварочного трансформатора. При этом возникает три дуги, горящие в одном сварочном фокусе: по одной дуге горящей между каждым электродом и изделием и одна между самими электродами. При горении этих дуг выделяется большое количество тепла, что существенно увеличивает производительность процесса сварки. Сварку можно выполнять как ручным так и механизированным способом.
 Электронно-лучевая сварка
Электронно-лучевая сварка
 Лазерная сварка
Лазерная сварка
 Газовая сварка
Газовая сварка