[ТКМ] 14_ЧПУ.ppt
- Количество слайдов: 23



ОСНОВНЫЕ СВЕДЕНИЯ О СИСТЕМАХ ПРОГРАММНОГО УПРАВЛЕНИЯ МЕТАЛЛООБРАБАТЫВАЮЩИХ СТАНКОВ

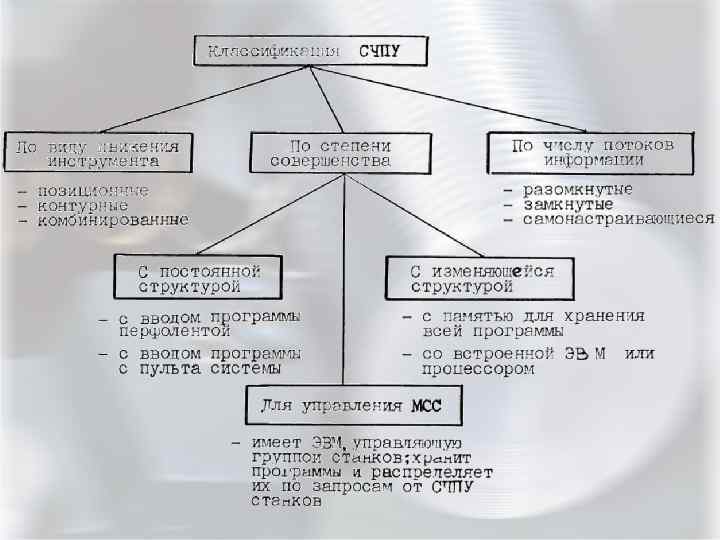
ОСНОВНЫЕ СВЕДЕНИЯ О СИСТЕМАХ ПРОГРАММНОГО УПРАВЛЕНИЯ МЕТАЛЛООБРАБАТЫВАЮЩИХ СТАНКОВ • 1. Виды и сущность управления МС • 2. Основные сведения о цикловых системах программного управления (СЦПУ) • 3. Сущность числового программного управления • 4. Классификации СЧПУ • 5. Упрощенная структурная схема СЧПУ (Н 221 М)

ПРЕИМУЩЕСТВА И НЕДОСТАТКИ СТАНКОВ С ЧПУ Выпускаемые станки с ЧПУ ориентированы на минимальные участие человека в процессе производства и на обеспечение максимального использования их в гибких производственных системах (ГПС) различного назначения. Преимущества станков с ЧПУ. экономические. К ним можно отнести: 1. Повышение производительности труда (в 2 -5 раза); например: для сравнения – с обыкновенными металлообрабатывающими станками (в 4 -5 раз) - с универсальными м. с. (в 2 -3 раза) 2. Снижение потребности в квалифицированнии рабочих станочниках; 3. Снижение времени на изготовление деталей. - технологические. 1. Повышение точности изготовления деталей; 2. Сокращение периода освоения новых изделий; 3. Сокращение времени подгоночных работ и обеспечение взаимозаменяемости; 4. Сокращение номенклатуры оснастки. Недостатки применения станков с ЧПУ: 1. Достаточно высокая стоимость; 2. Недостаточная надежность станков с ЧПУ; 3. Необходимо высококвалифицированных наладчиков; 4. Необходимо использования ЭВМ и высококвалифицированных программистов.

ПРИМЕНЕНИЕ СТАНКОВ С ЧПУ Применение станков С ЧПУ в основных видах производства Единичное производство Мелкосерийное и серийное производство Крупносерийное производство Для изготовления особосложных деталей Для изготовления деталей средней сложности (для повышения гибкости производства) Для изготовления корпусных деталей и деталей типа тел вращения

СТРУКТУРНАЯ СХЕМА СЧПУ персональный компьютер постпроцессор станок с ЧПУ

СПОСОБЫ УПРАВЛЕНИЯ ДВИЖЕНИЕМ шпиндель рукоятка стол ходовой винт DS шпиндель шаговый двигатель стол управляющий сигнал ЧПУ DS устройство обратной связи сигнал обратной связи на универсальном оборудовании схема управления линейным перемещением на станке с ЧПУ

Вычислитель предназначен для: ввода информации с компьютера или с пульта управления; преобразования входной информации к виду, удобному для интерполирования, с выдачей сигналов на УУШП; цифровой индикации геометрической и технологической информации. УУШП предназначено для преобразования сигналов, поступающих из устройства интерполяции, в сигналы управления шаговыми двигателями станка.

СХЕМА РАЗРАБОТКИ УПРАВЛЯЮЩИХ ПРОГРАММЫ ДЛЯ ТОКАРНОГО СТАНКА 16 К 20 Ф 3 С 5 С ПОМОЩЬЮ ПЕРСОНАЛЬНОГО КОМПЬЮТЕРА

ЗАДАЧИ, РЕШАЕМЫЕ ЧПУ Решение геометрической задачи – обеспечивает формообразование детали путем соответствующего перемещения инструмента или заготовки Логическая задача – заключается в обеспечении управления автоматикой станка в определённом логическом порядке Технологическая задача – заключается в обеспечение заданного качества получаемой детали. Терминальная задача – заключается в обеспечении связи станка с оператором через терминалы

ОСНОВНЫЕ ЗАДАЧИ ПРОГРАММНОГО УПРАВЛЕНИЯ МЕТАЛЛООБРАБАТЫВАЮЩИМИ СТАНКАМИ

СИСТЕМЫ ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ


СИСТЕМЫ ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ • позиционные, в которых задают только координаты конечных точек положения исполнительных органов после выполнения ими определенных элементов рабочего цикла. Примеры: сверлильные, расточные и координатно-расточные станки; • контурные или непрерывные, управляющие движением исполнительного органа по заданной криволинейной траектории Примеры: токарные, фрезерные и круглошлифовальные станки; • универсальные (комбинированные), в которых осуществляется программирование как перемещений при позиционировании, так и движения исполнительных органов по траектории, а также смены инструментов и загрузки-выгрузки заготовок. Примеры: многоцелевые токарные и сверлильно-фрезерно-расточные станки; • многоконтурные системы, обеспечивающие одновременное или последовательное управление функционированием ряда узлов и механизмов станка. Примеры: бесцентровые круглошлифовальные станки.

КОНТУРНАЯ СИСТЕМА УПРАВЛЕНИЯ Универсальные фрезерные станки ОММ 64 С с контурной системой управления позволяют изготавливать детали сложной формы в автоматическом и полуавтоматическом режиме, проводить наладочные операции в ручном режиме. Широкие возможности станка обеспечиваются контурной системой управления, замкнутой по положению с помощью трёх линейных фотоимпульсных датчиков.

ИНДЕКСАЦИЯ СТАНКОВ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ

ИНТЕРПОЛЯЦИЯ И ДИСКРЕТНОСТЬ В СОВРЕМЕННЫХ СИСТЕМАХ ЧПУ Интерполятор — специальное вычислительное устройство, преобразующее записанную на перфоленте или заданную от ЭВМ информацию в управляющие воздействия на двигатели приводов подач с целью обеспечения требуемой траекторий и скорости движения инструмента вдоль заданного контура. Обеспечивают перемещение инструмента между соседними опорными точками по прямым линиям, расположенным под любыми углами Реализуют такой характер управления, при котором инструмент между соседними опорными точками может перемещаться как по прямым линиям, так и по дугам окружностей Дискретность отработки перемещений выражается в миллиметрах на один управляющий импульс, выдаваемый интерполятором. Большинство современных систем ЧПУ имеют дискретность отработки перемещений 0, 001 мм/имп.

СХЕМА ДВИЖЕНИЯ ИНСТРУМЕНТА МЕЖДУ ОПОРНЫМИ ТОЧКАМИ А, В, С, Д, Е ПРИ ЛИНЕЙНОЙ ИНТЕРПОЛЯЦИИ ПРИ ТОКАРНОЙ ОБРАБОТКЕ При линейной интерполяции криволинейный контур, заданный на чертеже, заменяют ломаной линией (ABCD). Такая замена называется аппроксимацией контура. При аппроксимации точки ломаной должны как можно меньше отклоняться от заданного контура. На практике число опорных точек принимают минимально допустимым, с тем чтобы их максимальное отклонение от заданного контура не превышало допуска δ на аппроксимацию контура. Этот допуск принимают равным: δ= (0, 1— 0, 3)Δ, где Δ — чертежный допуск на размеры заданного контура.

СХЕМА ДВИЖЕНИЯ ИНСТРУМЕНТА МЕЖДУ ОПОРНЫМИ ТОЧКАМИ А, В, С ПРИ КРУГОВОЙ ИНТЕРПОЛЯЦИИ ПРИ ТОКАРНОЙ ОБРАБОТКЕ Для станков с линейно-круговыми интерполяторами в кадре программы записываются координаты конечных точек дуги каждого радиуса (R 1 и R 2 ) и координаты центров этих дуг (например, точки В и С и O 1 и O 2)

СТРУКТУРА УПРАВЛЯЮЩЕЙ ПРОГРАММЫ список наиболее распространённых адресов слов и их значений O – номер программы N – номер кадра G – Предварительная функция X – обозначение Оси X Y – обозначение Оси Y Z – обозначение Оси Z R – обозначение Радиуса F – Подача S – Обороты шпинделя H – Корректор на длину Инструмента D – Корректор на длину инструмента T – Номер инструмента M – Вспомогательная функция O 0001 (Номер программы) N 005 G 54 G 90 S 400 M 03 (выбор системы координат, кодирования перемещений в абсолюте и задание числа оборотов шпинделя 400 оборотов в минуту) N 10 G 00 X 1. Y 1. (Перемещение к первому отверстию на ускоренной подаче) N 015 G 43 H 01 Z. 1 M 08 (Включение корректора на длину инструмента, опускание до Z безопасного, включить охлаждение) N 020 G 01 Z-1. 25 F 3. 5 (Сверление отверстия на подаче 3. 5 дюймах в минуту) N 025 G 00 Z. 1 (Быстрый выход из отверстия до Z безопасного) N 030 X 2. (Быстрый переход ко второму отверстию) N 035 G 01 Z-1. 25 (Сверление второго отверстия) N 040 G 00 Z. 1 M 09 (Быстрый выход из второго отверстия, выключить охлаждение) N 045 G 91 G 28 Z 0 (Возвратитесь исходному положению в Z) N 050 M 30 (Конец программы)

CAD/CAM - Системы САПР — система автоматизированного проектирования. АСТПП — автоматизированная система технологической подготовки производства. CAD (англ. computer-aided design) CAM (англ. Computer-aided manufacturing) — подготовка технологического процесса производства изделий, ориентированная на использование ЭВМ.

CAМ - ПРОГРАММЫ Mastercam - программное обеспечение для фрезерной, токарной, электроэрозионной и деревообработки на станках с числовым программным управлением (ЧПУ).

ПРИМЕР ИСПОЛЬЗОВАНИЯ СИСТЕМЫ CADCAMEXPERT
[ТКМ] 14_ЧПУ.ppt