

организации производства.pptx
- Количество слайдов: 170
 Организация, технология и проектирование предприятия Предприятие - самостоятельный хозяйственный субъект создаваемый в соответствии с законодательством для производства продукции проведения работ, оказания услуг в целях удовлетворения общих потребностей получения прибыли. Термин «организация» образован от французского слова organisation и означает устройство, сочетание кого-либо или чего- либо в единое целое. Организация предполагает внутреннюю упорядоченность частей целого, их согласованное взаимодействие как средство достижения желаемого результата. Организация – совокупность процессов или действий ведущих к образованию и совершению взаимосвязи между частями целого. Организация- объединение людей совместно реализующих программу или цель и действующих на основе определенных процедур и правил. Технология – от греческого «искусство» совокупность приемов, методов, способов изменения состояния, свойств, формы предметов труда с целью получения результатов. Организационное проектирование – процесс подготовки и обоснования решений, направленных на рациональное сочетание в пространстве и во времени основных элементов производственной структуры.
Организация, технология и проектирование предприятия Предприятие - самостоятельный хозяйственный субъект создаваемый в соответствии с законодательством для производства продукции проведения работ, оказания услуг в целях удовлетворения общих потребностей получения прибыли. Термин «организация» образован от французского слова organisation и означает устройство, сочетание кого-либо или чего- либо в единое целое. Организация предполагает внутреннюю упорядоченность частей целого, их согласованное взаимодействие как средство достижения желаемого результата. Организация – совокупность процессов или действий ведущих к образованию и совершению взаимосвязи между частями целого. Организация- объединение людей совместно реализующих программу или цель и действующих на основе определенных процедур и правил. Технология – от греческого «искусство» совокупность приемов, методов, способов изменения состояния, свойств, формы предметов труда с целью получения результатов. Организационное проектирование – процесс подготовки и обоснования решений, направленных на рациональное сочетание в пространстве и во времени основных элементов производственной структуры.
 Понятие и сущность товародвижения Товародвижение- это процесс доведения товаров от предприятий изготовителей через предприятия оптовой и розничной торговли до потребителей. Факторы, влияющие на организацию процесса товародвижения: • Производственные факторы: – – – • Транспортные факторы – – • Состояние транспортной инфраструктуры Вид транспорта Социальные факторы – – • Размещение производства Специализация предприятий Сезонность производства некоторых видов товаров Расселение населения по территории Уровень денежных доходов Торговые факторы – – – Размеры торговых предприятий Специализация торговых предприятий Размещение торговых предприятий Степень сложности ассортимента товаров и их свойства Уровень организации товароснабжения Принципы рационального построения процесса товародвижения: • Применение кратчайших путей движения товаров • Установление оптимальной формы (транзитная или складская) и звенности (однозвенная, многозвенная) движения товаров • Выбор рациональных транспортных средств и эффективное их использование • Применение тары и оборудования и средств механизации погрузочно-разгрузочных складских работ и их техническая совместимость • Постоянное совершенствование и оптимизация
Понятие и сущность товародвижения Товародвижение- это процесс доведения товаров от предприятий изготовителей через предприятия оптовой и розничной торговли до потребителей. Факторы, влияющие на организацию процесса товародвижения: • Производственные факторы: – – – • Транспортные факторы – – • Состояние транспортной инфраструктуры Вид транспорта Социальные факторы – – • Размещение производства Специализация предприятий Сезонность производства некоторых видов товаров Расселение населения по территории Уровень денежных доходов Торговые факторы – – – Размеры торговых предприятий Специализация торговых предприятий Размещение торговых предприятий Степень сложности ассортимента товаров и их свойства Уровень организации товароснабжения Принципы рационального построения процесса товародвижения: • Применение кратчайших путей движения товаров • Установление оптимальной формы (транзитная или складская) и звенности (однозвенная, многозвенная) движения товаров • Выбор рациональных транспортных средств и эффективное их использование • Применение тары и оборудования и средств механизации погрузочно-разгрузочных складских работ и их техническая совместимость • Постоянное совершенствование и оптимизация
 Предметом организации производства как науки и следует считать изучение отношений организации производства в сфере производства материальных благ. Теория устанавливает законы и закономерности протекания процессов или развития явлений, изучаемых конкретной наукой. Закон характеризует внутреннюю устойчивую связь и существенную взаимообусловленность каких-либо явлений объективной действительности. Закономерностью обычно называют устойчивую причинно-следственную повторяемость и последовательность в явлениях. Закономерности отвечают и соответствуют законам. Содержанием организации производства как науки является установление причинно-следственных связей и закономерностей, присущих организации производства, в целях определения и реализации на практике эффективных организационных форм, методов и условии. Организация производства, как и любая другая наука, опирается на определенную группу законов и соответствующих им закономерностей. Положения этой науки базируются на экономических законах, законах отдельных технических и естественных наук (например, кибернетики, теории систем, теории управления). Вместе с тем она опирается на собственные законы и только ей присущие закономерности. В теории организации производства определены принципы организации производства, представляющие собой исходные положения, на основе которых осуществляются построение, функционирование и развитие производственных систем и их отдельных подсистем. При построении той или иной подсистемы используются принципы, отражающие специфические особенности этих подсистем. Организация производства как самостоятельная научная дисциплина обладает собственным понятийным аппаратом, включающим присущие ей категории и понятия. К числу терминов, используемых в научной и практической деятельности, относят термины (являющиеся названием понятий): аттестация рабочих мест, брак производственный, бригадная форма труда, виды движения партии деталей, групповое производство, диспетчеризация, задел, комплексная подготовка производства, метод организации производства, незавершенное производство, оперативное планирование, производственная система, производственный цикл, поточное производство, партия деталей, производственная структура, ритм, такт, тип производства и др. Наука организации производства имеет определенный круг объектов изучения. В схематической форме круг теоретических проблем, изучаемых наукой, включает: предмет науки организации производства; место организации производства в системе наук; систему законов, закономерностей и принципов организации производства; системную концепцию организации производства; формы и методы организации производства; развитие организации производства; теорию и методы определения экономической эффективности организации производства; формы и методы реализации научных разработок в производстве.
Предметом организации производства как науки и следует считать изучение отношений организации производства в сфере производства материальных благ. Теория устанавливает законы и закономерности протекания процессов или развития явлений, изучаемых конкретной наукой. Закон характеризует внутреннюю устойчивую связь и существенную взаимообусловленность каких-либо явлений объективной действительности. Закономерностью обычно называют устойчивую причинно-следственную повторяемость и последовательность в явлениях. Закономерности отвечают и соответствуют законам. Содержанием организации производства как науки является установление причинно-следственных связей и закономерностей, присущих организации производства, в целях определения и реализации на практике эффективных организационных форм, методов и условии. Организация производства, как и любая другая наука, опирается на определенную группу законов и соответствующих им закономерностей. Положения этой науки базируются на экономических законах, законах отдельных технических и естественных наук (например, кибернетики, теории систем, теории управления). Вместе с тем она опирается на собственные законы и только ей присущие закономерности. В теории организации производства определены принципы организации производства, представляющие собой исходные положения, на основе которых осуществляются построение, функционирование и развитие производственных систем и их отдельных подсистем. При построении той или иной подсистемы используются принципы, отражающие специфические особенности этих подсистем. Организация производства как самостоятельная научная дисциплина обладает собственным понятийным аппаратом, включающим присущие ей категории и понятия. К числу терминов, используемых в научной и практической деятельности, относят термины (являющиеся названием понятий): аттестация рабочих мест, брак производственный, бригадная форма труда, виды движения партии деталей, групповое производство, диспетчеризация, задел, комплексная подготовка производства, метод организации производства, незавершенное производство, оперативное планирование, производственная система, производственный цикл, поточное производство, партия деталей, производственная структура, ритм, такт, тип производства и др. Наука организации производства имеет определенный круг объектов изучения. В схематической форме круг теоретических проблем, изучаемых наукой, включает: предмет науки организации производства; место организации производства в системе наук; систему законов, закономерностей и принципов организации производства; системную концепцию организации производства; формы и методы организации производства; развитие организации производства; теорию и методы определения экономической эффективности организации производства; формы и методы реализации научных разработок в производстве.
 Сущность организации производства В материальном производстве выделяются две стороны: производительные силы и производственные отношения, образующие в своем единстве способ производства данного общества. Производительные силы — это силы и средства, участвующие в общественном производстве. Важнейшими составляющими частями (элементами) производительных сил являются люди и средства производства. Главный элемент производительных сил — люди, трудящиеся. Они приводят в движение средства производства, создают орудия и предметы труда, совершенствуют их. Человек — личный фактор производства. Труд- целенаправленная деятельность персонала, связанная с превращением исходного сырья и материалов в готовую продукцию или услугу. Средства производства включают орудия труда и предметы труда. Орудия труда — это машины, аппараты, инструменты, с помощью которых человек воздействует на вещество природы, на предмет труда. Предмет труда — объект приложения сил человека, все то, на что направлен его труд, из чего получается готовый продукт. Это сырье, основные и вспомогательные материалы, топливо, полуфабрикаты. Орудия и предметы труда — вещественные факторы. Организация производства и выполняет свою первую, системообразующую функцию, соединяя личные и вещественные факторы производства в единый производственный процесс.
Сущность организации производства В материальном производстве выделяются две стороны: производительные силы и производственные отношения, образующие в своем единстве способ производства данного общества. Производительные силы — это силы и средства, участвующие в общественном производстве. Важнейшими составляющими частями (элементами) производительных сил являются люди и средства производства. Главный элемент производительных сил — люди, трудящиеся. Они приводят в движение средства производства, создают орудия и предметы труда, совершенствуют их. Человек — личный фактор производства. Труд- целенаправленная деятельность персонала, связанная с превращением исходного сырья и материалов в готовую продукцию или услугу. Средства производства включают орудия труда и предметы труда. Орудия труда — это машины, аппараты, инструменты, с помощью которых человек воздействует на вещество природы, на предмет труда. Предмет труда — объект приложения сил человека, все то, на что направлен его труд, из чего получается готовый продукт. Это сырье, основные и вспомогательные материалы, топливо, полуфабрикаты. Орудия и предметы труда — вещественные факторы. Организация производства и выполняет свою первую, системообразующую функцию, соединяя личные и вещественные факторы производства в единый производственный процесс.
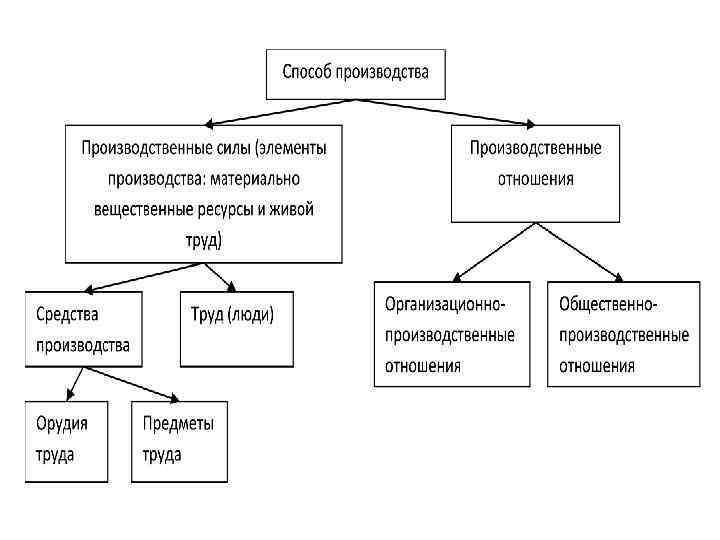
 Сущность организации производства и Производственные отношения — это отношения между людьми в процессе производства распределения материальных благ. Они развиваются под влиянием производительных сил, но и сами оказывают активное воздействие на них, ускоряя или замедляя рост производства, технический прогресс. Производственные отношения образуют сложную систему, включающую производственнотехнические и социально-экономические отношения. Производственно-технические отношения выступают как отношения по поводу совместного труда участников процесса производства. Основой этих отношений являются разделение и кооперация труда, которые ведут к обособлению отдельных работ, бригад, участков, цехов и обусловливают необходимость налаживания между ними производственных связей. Вторая функция организации производства — установление между отдельными исполнителями и производственными подразделениями разнообразных связей, обеспечивающих совместную деятельность людей, участвующих в едином процессе производства. Социально-экономические отношения выражают отношения между людьми, определяемые характером и формой общественного присвоения средств производства, отношениями собственности. Социально-экономические отношения являются важным элементом создания единства экономических интересов общества, коллектива и отдельных работников в достижении наивысшей эффективности производства. Организация производства реализует при этом свою третью функцию — создание организационных условий, обеспечивающих взаимодействие на экономической основе всех производственных звеньев как единой производственно-технической системы. Наконец, можно выделить и четвертую функцию, которая призвана решать задачи создания условий для повышения уровня трудовой жизни работников, постоянного профессионального и социально-культурного саморазвития и самосовершенствования трудовых ресурсов предприятия. Cущность организации производства состоит в объединении и обеспечении взаимодействия личных и вещественных элементов производства, установлении необходимых связей и согласованных действий участников производственного процесса, создании организационных условий для реализации экономических интересов и социальных потребностей работников на производственном предприятии.
Сущность организации производства и Производственные отношения — это отношения между людьми в процессе производства распределения материальных благ. Они развиваются под влиянием производительных сил, но и сами оказывают активное воздействие на них, ускоряя или замедляя рост производства, технический прогресс. Производственные отношения образуют сложную систему, включающую производственнотехнические и социально-экономические отношения. Производственно-технические отношения выступают как отношения по поводу совместного труда участников процесса производства. Основой этих отношений являются разделение и кооперация труда, которые ведут к обособлению отдельных работ, бригад, участков, цехов и обусловливают необходимость налаживания между ними производственных связей. Вторая функция организации производства — установление между отдельными исполнителями и производственными подразделениями разнообразных связей, обеспечивающих совместную деятельность людей, участвующих в едином процессе производства. Социально-экономические отношения выражают отношения между людьми, определяемые характером и формой общественного присвоения средств производства, отношениями собственности. Социально-экономические отношения являются важным элементом создания единства экономических интересов общества, коллектива и отдельных работников в достижении наивысшей эффективности производства. Организация производства реализует при этом свою третью функцию — создание организационных условий, обеспечивающих взаимодействие на экономической основе всех производственных звеньев как единой производственно-технической системы. Наконец, можно выделить и четвертую функцию, которая призвана решать задачи создания условий для повышения уровня трудовой жизни работников, постоянного профессионального и социально-культурного саморазвития и самосовершенствования трудовых ресурсов предприятия. Cущность организации производства состоит в объединении и обеспечении взаимодействия личных и вещественных элементов производства, установлении необходимых связей и согласованных действий участников производственного процесса, создании организационных условий для реализации экономических интересов и социальных потребностей работников на производственном предприятии.
 Объективной основой организации производства служат отношения, возникающие в сфере производства материальных благ на уровне низового звена промышленности — предприятия. В ходе формирования и функционирования процесса материального производства проявляются следующие виды отношений, которые являются отношениями организации производства: • чисто технические отношения, выражающие формы объединения людей и вещественных факторов производства; • отношения между людьми, возникающие по поводу совместного труда участников производственного процесса; • отношения, обеспечивающие связи между технической стороной производительных сил и отношениями собственности; • отношения, характеризующие взаимозависимость вещественных, энергетических и профессиональных ресурсов предприятия.
Объективной основой организации производства служат отношения, возникающие в сфере производства материальных благ на уровне низового звена промышленности — предприятия. В ходе формирования и функционирования процесса материального производства проявляются следующие виды отношений, которые являются отношениями организации производства: • чисто технические отношения, выражающие формы объединения людей и вещественных факторов производства; • отношения между людьми, возникающие по поводу совместного труда участников производственного процесса; • отношения, обеспечивающие связи между технической стороной производительных сил и отношениями собственности; • отношения, характеризующие взаимозависимость вещественных, энергетических и профессиональных ресурсов предприятия.
 Виды работ, выполняемые в рамках организации производства: • Выбор и обоснование производственной структуры предприятия • Проектирование и обеспечение функционирования всех составляющих единого производственного процесса (подготовка производство, контhоль качества работ, техническое обслуживание) • Проектирование и организация вспомогательных и обслуживаемых подразделений • Организация производственного процесса во времени • Организация труда работающих • Разработка и организация взаимодействия между структурами управления и производственными структурами • Постоянное совершенствование производства Различают поэлементный или функциональный, пространственный и временной разрезы организации производства: Поэлементный связан с подбором состава оборудования, технологии, предметов труда устройств материалов, квалификационного состава кадров Пространственный предполагает разделение производства на различные частичные процессы и закрепление этих процессов за отдельными производственными звеньями Временной включает определение деятельности производственного цикла изготовления, установление последовательности выполнения процессов, очередности запуска- выпуска изделий
Виды работ, выполняемые в рамках организации производства: • Выбор и обоснование производственной структуры предприятия • Проектирование и обеспечение функционирования всех составляющих единого производственного процесса (подготовка производство, контhоль качества работ, техническое обслуживание) • Проектирование и организация вспомогательных и обслуживаемых подразделений • Организация производственного процесса во времени • Организация труда работающих • Разработка и организация взаимодействия между структурами управления и производственными структурами • Постоянное совершенствование производства Различают поэлементный или функциональный, пространственный и временной разрезы организации производства: Поэлементный связан с подбором состава оборудования, технологии, предметов труда устройств материалов, квалификационного состава кадров Пространственный предполагает разделение производства на различные частичные процессы и закрепление этих процессов за отдельными производственными звеньями Временной включает определение деятельности производственного цикла изготовления, установление последовательности выполнения процессов, очередности запуска- выпуска изделий
 Закономерности организации производства на предприятии Организации производства на промышленных предприятиях присущи определенные закономерности. Соответствие организации производства ее целям. Эта закономерность предопределяет методические подходы к формированию организации производства с учетом требований наиболее полного использования ресурсов, усиления творческого характера труда, создания организационных условий для реализации материальной заинтересованности грудящихся в результатах производства, которые отражают основные цели организации. Достижение намеченных целей обеспечивается решением соответствующих этим целям организационных задач. Характер таких задач весьма разнообразен и определяется особенностями объекта организации. Например, на участке: • создание необходимых пропорций в производственной мощности участка; • установление рационального баланса рабочих мест и исполнителей; • согласование времени выполнения операций на всех рабочих местах; • распределение трудовых функций между рабочими; • формирование оперативных планов и выдача заданий рабочим; • создание стимулов к труду; • организация технического обслуживания рабочих мест и т. п.
Закономерности организации производства на предприятии Организации производства на промышленных предприятиях присущи определенные закономерности. Соответствие организации производства ее целям. Эта закономерность предопределяет методические подходы к формированию организации производства с учетом требований наиболее полного использования ресурсов, усиления творческого характера труда, создания организационных условий для реализации материальной заинтересованности грудящихся в результатах производства, которые отражают основные цели организации. Достижение намеченных целей обеспечивается решением соответствующих этим целям организационных задач. Характер таких задач весьма разнообразен и определяется особенностями объекта организации. Например, на участке: • создание необходимых пропорций в производственной мощности участка; • установление рационального баланса рабочих мест и исполнителей; • согласование времени выполнения операций на всех рабочих местах; • распределение трудовых функций между рабочими; • формирование оперативных планов и выдача заданий рабочим; • создание стимулов к труду; • организация технического обслуживания рабочих мест и т. п.
 Соответствие форм и методов организации производства характеристикам его материально-технического базиса. Согласно этой закономерности содержание организации производства определяется особенностями и уровнем развития техники и технологии. Ручной труд, механизированное производство и комплексно-автоматизированный производственный процесс требуют разной организации. Изменения, происходящие в технических средствах и технологии производства, ведут к переменам в содержании труда и квалификации работающих и как следствие — к изменениям в характере организации производства. Названная закономерность предполагает обеспечение адекватности состояния и уровня организации производства постоянно изменяющемуся под влиянием научно-технического прогресса его материальному базису. Соответствие организации производства конкретным производственнотехническим условиям и экономическим требованиям производства. Характер форм и методов организации производства определяется видом выпускаемой продукции, типом производства, его масштабами и т. п. В зависимости от тех или иных условий в процессе организации производства применяются соответствующие им организационные решения: выбираются вид специализации цехов и участков, способ размещения оборудования, форма организации производственных процессов (поточная, групповая и др. ); определяется тип планово- учетной единицы в системе оперативного планирования. Организация производства должна также постоянно адаптироваться к меняющимся экономическим условиям.
Соответствие форм и методов организации производства характеристикам его материально-технического базиса. Согласно этой закономерности содержание организации производства определяется особенностями и уровнем развития техники и технологии. Ручной труд, механизированное производство и комплексно-автоматизированный производственный процесс требуют разной организации. Изменения, происходящие в технических средствах и технологии производства, ведут к переменам в содержании труда и квалификации работающих и как следствие — к изменениям в характере организации производства. Названная закономерность предполагает обеспечение адекватности состояния и уровня организации производства постоянно изменяющемуся под влиянием научно-технического прогресса его материальному базису. Соответствие организации производства конкретным производственнотехническим условиям и экономическим требованиям производства. Характер форм и методов организации производства определяется видом выпускаемой продукции, типом производства, его масштабами и т. п. В зависимости от тех или иных условий в процессе организации производства применяются соответствующие им организационные решения: выбираются вид специализации цехов и участков, способ размещения оборудования, форма организации производственных процессов (поточная, групповая и др. ); определяется тип планово- учетной единицы в системе оперативного планирования. Организация производства должна также постоянно адаптироваться к меняющимся экономическим условиям.
 Комплексность организации производства предполагает необходимость рассмотрения всех производственных процессов, протекающих на предприятии, во взаимной связи как единое интегрированное целое. На современном предприятии в условиях комплексной механизации и автоматизации технические средства производства и производственные процессы все более интегрируются. Создаются системы машин, автоматически выполняющие не только основные технологические, но и транспортные, складские, контрольные операции. На основе внедрения систем автоматизированного проектирования и автоматизации управления появляются единые системы подготовки производства и изготовления продукции. Интегрируются основные производственные процессы, процессы технического обслуживания и материального обеспечения. Все эти изменения обусловливают комплексный характер проблем организации производства. Непрерывное улучшение организации производства. Эта закономерность требует перехода от поэтапного к постоянному (текущему) совершенствованию организации производства. В связи с этим в системе управления предприятием появляется новая самостоятельная функция постоянного организационного совершенствования производства. Изменения в существующую организацию производства должны вноситься непрерывно по мере изменений технического базиса производства, характера выпускаемой продукции, состава и квалификации кадров, а также как результат поиска новых, прогрессивных форм и методов организации и управления производством. Соответствие форм и методов организации производства требованиям повышения содержательности труда рабочих, расширения их трудовых функции, обеспечения привлекательности труда. При выборе форм организации труда необходимо учитывать квалификационный и культурный уровни работающих, заботиться о том, чтобы труд приносил рабочему удовлетворение, стимулировать творческую активность и рационализаторскую деятельность участников производства. При организации производства следует учитывать особенности деятельности предприятия в условиях рынка и ориентироваться на стабилизацию занятости работников. Трудящийся должен быть уверен, что высокая производительность его личного труда и эффективная работа предприятия обеспечат ему гарантию занятости.
Комплексность организации производства предполагает необходимость рассмотрения всех производственных процессов, протекающих на предприятии, во взаимной связи как единое интегрированное целое. На современном предприятии в условиях комплексной механизации и автоматизации технические средства производства и производственные процессы все более интегрируются. Создаются системы машин, автоматически выполняющие не только основные технологические, но и транспортные, складские, контрольные операции. На основе внедрения систем автоматизированного проектирования и автоматизации управления появляются единые системы подготовки производства и изготовления продукции. Интегрируются основные производственные процессы, процессы технического обслуживания и материального обеспечения. Все эти изменения обусловливают комплексный характер проблем организации производства. Непрерывное улучшение организации производства. Эта закономерность требует перехода от поэтапного к постоянному (текущему) совершенствованию организации производства. В связи с этим в системе управления предприятием появляется новая самостоятельная функция постоянного организационного совершенствования производства. Изменения в существующую организацию производства должны вноситься непрерывно по мере изменений технического базиса производства, характера выпускаемой продукции, состава и квалификации кадров, а также как результат поиска новых, прогрессивных форм и методов организации и управления производством. Соответствие форм и методов организации производства требованиям повышения содержательности труда рабочих, расширения их трудовых функции, обеспечения привлекательности труда. При выборе форм организации труда необходимо учитывать квалификационный и культурный уровни работающих, заботиться о том, чтобы труд приносил рабочему удовлетворение, стимулировать творческую активность и рационализаторскую деятельность участников производства. При организации производства следует учитывать особенности деятельности предприятия в условиях рынка и ориентироваться на стабилизацию занятости работников. Трудящийся должен быть уверен, что высокая производительность его личного труда и эффективная работа предприятия обеспечат ему гарантию занятости.
 Взаимное соответствие структуры системы управления и характеристик организации производства, являясь одной из закономерностей организации, обусловливает необходимость постоянной работы по поддержанию этого соответствия. Производственная структура объединений и предприятий, методы организации производственных процессов находятся в постоянном движении. В большинстве случаев эти изменения требуют перемен в системе управления, в ее структуре. Так, повышение самостоятельности и ответственности низовых звеньев предприятий и объединений в новых условиях хозяйствования ведет к сокращению числа линейных руководителей и подразделений, запятых регламентацией и контролем. Возрастает значение штабных подразделений, занятых техническим и материальным обеспечением производства. Такая перестройка системы управления требует передачи всех производственных функций из органов управления в низовые производственные звенья — цехи, участки, бригады, а всех функций технической подготовки и материального обеспечения — в штабные подразделения. В передовых отраслях машиностроения осуществляется переориентация производственной структуры с производственных процессов на продукт, что ведет к созданию предметно-замкнутых цехов и участков, производств по выпуску определенных изделий. В этих условиях происходят и изменения системы управления, которые идут в направлении создания соответствующих структурных звеньев, требуя введения новых экономических условий. Участие трудящихся в работе по организации производства на предприятиях и в объединениях. Практические шаги в этом направлении предпринимаются на основе введения новых отношений собственности, углубления внутрипроизводственного хозяйственного расчета, перехода к самоуправлению трудовых коллективов. В то же время реальное участие рабочих в организации производства предполагает передачу ряда управленческих прав низовому звену — цеху, участку, бригаде.
Взаимное соответствие структуры системы управления и характеристик организации производства, являясь одной из закономерностей организации, обусловливает необходимость постоянной работы по поддержанию этого соответствия. Производственная структура объединений и предприятий, методы организации производственных процессов находятся в постоянном движении. В большинстве случаев эти изменения требуют перемен в системе управления, в ее структуре. Так, повышение самостоятельности и ответственности низовых звеньев предприятий и объединений в новых условиях хозяйствования ведет к сокращению числа линейных руководителей и подразделений, запятых регламентацией и контролем. Возрастает значение штабных подразделений, занятых техническим и материальным обеспечением производства. Такая перестройка системы управления требует передачи всех производственных функций из органов управления в низовые производственные звенья — цехи, участки, бригады, а всех функций технической подготовки и материального обеспечения — в штабные подразделения. В передовых отраслях машиностроения осуществляется переориентация производственной структуры с производственных процессов на продукт, что ведет к созданию предметно-замкнутых цехов и участков, производств по выпуску определенных изделий. В этих условиях происходят и изменения системы управления, которые идут в направлении создания соответствующих структурных звеньев, требуя введения новых экономических условий. Участие трудящихся в работе по организации производства на предприятиях и в объединениях. Практические шаги в этом направлении предпринимаются на основе введения новых отношений собственности, углубления внутрипроизводственного хозяйственного расчета, перехода к самоуправлению трудовых коллективов. В то же время реальное участие рабочих в организации производства предполагает передачу ряда управленческих прав низовому звену — цеху, участку, бригаде.
 Производственный процесс — основа деятельности любого предприятия, представляет собой совокупность отдельных процессов труда, направленных на превращение сырья и материалов в готовую продукцию заданного количества, качества, ассортимента и в установленные сроки. Содержание процесса производства оказывает определяющее воздействие на построение предприятия и его производственных подразделений. Каждый производственный процесс можно рассматривать с двух сторон: • совокупность изменений, которые претерпевают предметы труда - технологический процесс; • совокупность действий работников, направленных на целесообразное изменение предметов труда — трудовой процесс. Технологический процесс - часть производственного процесса, содержащая целенаправленные действия по изменению формы, размеров, состояния, структуры, места предметов труда. Основой производственного процесса является труд, элементы – предметы труда и орудия труда.
Производственный процесс — основа деятельности любого предприятия, представляет собой совокупность отдельных процессов труда, направленных на превращение сырья и материалов в готовую продукцию заданного количества, качества, ассортимента и в установленные сроки. Содержание процесса производства оказывает определяющее воздействие на построение предприятия и его производственных подразделений. Каждый производственный процесс можно рассматривать с двух сторон: • совокупность изменений, которые претерпевают предметы труда - технологический процесс; • совокупность действий работников, направленных на целесообразное изменение предметов труда — трудовой процесс. Технологический процесс - часть производственного процесса, содержащая целенаправленные действия по изменению формы, размеров, состояния, структуры, места предметов труда. Основой производственного процесса является труд, элементы – предметы труда и орудия труда.
 Структура производственного процесса процесс→стадия→операция→прием→движение Операция – это основная часть производственного процесса, выполняемая непрерывно на одном рабочем месте без переналадки оборудования над одним или несколькими предметами труда (партией) один рабочим или бригадой. Стадия – законченный локальный этап производственного процесса
Структура производственного процесса процесс→стадия→операция→прием→движение Операция – это основная часть производственного процесса, выполняемая непрерывно на одном рабочем месте без переналадки оборудования над одним или несколькими предметами труда (партией) один рабочим или бригадой. Стадия – законченный локальный этап производственного процесса
 Классификация производственных процессов По степени приложения труда: Естественные процессы – это процессы, которые меняют состояние предметы труда без участия рабочего под влиянием сил природы. Процессы труда – это совокупность различных операций, выполняемых рабочим в ручную или с помощью механизмов, в ходе которых происходит изменение предмета труда. • Технологические – происходит физико-химическое изменение предмета труда. По методам превращения предметов труда в готовую продукцию делятся на: Механические Химические Монтажно-сборочные • Нетехнологические – не происходит изменение физикохимического состояния предмета труда.
Классификация производственных процессов По степени приложения труда: Естественные процессы – это процессы, которые меняют состояние предметы труда без участия рабочего под влиянием сил природы. Процессы труда – это совокупность различных операций, выполняемых рабочим в ручную или с помощью механизмов, в ходе которых происходит изменение предмета труда. • Технологические – происходит физико-химическое изменение предмета труда. По методам превращения предметов труда в готовую продукцию делятся на: Механические Химические Монтажно-сборочные • Нетехнологические – не происходит изменение физикохимического состояния предмета труда.
 По роли в общем процессе изготовления Основные - направлены на изменение основных предметов труда и предания им свойств товарной продукции Заготовительные Обрабатывающие Сборочно-отделывающие Вспомогательные – создают условия для нормального протекания основных процессов. В ходе вспомогательных процессов создается продукция, не являющаяся товарной, она не входит в состав товарного продукта, но без нее эту товарную продукцию получить не возможно. Обслуживающие – обеспечивают основные и вспомогательные процессы услугами, необходимыми для их нормального функционирования.
По роли в общем процессе изготовления Основные - направлены на изменение основных предметов труда и предания им свойств товарной продукции Заготовительные Обрабатывающие Сборочно-отделывающие Вспомогательные – создают условия для нормального протекания основных процессов. В ходе вспомогательных процессов создается продукция, не являющаяся товарной, она не входит в состав товарного продукта, но без нее эту товарную продукцию получить не возможно. Обслуживающие – обеспечивают основные и вспомогательные процессы услугами, необходимыми для их нормального функционирования.
 В зависимости от оснащенности орудиями труда Ручные процессы – обработка предмета человеком, без участи дополнительных источников энергии и механизмов. Аппаратурные процессы – процессы, протекающие в специальных замкнутых емкостях, участие рабочего сводится к загрузке, регулированию и наблюдение. Машинно-ручные процессы – предмет труда обрабатывается человеком, с помощью механизмом. Машинные процессы – ограниченное участие человека. Автоматические процессы – без участия человека или под его наблюдением В зависимости от сложности процесса Простые – получение продукции на основе последовательной обработки одного вида сырья или материалов Сложные – сочетание ряда параллельных и последовательных простых процессов, в результате которых получается специфицированная/много детальная продукция. По формам взаимосвязи со смежными операциями Аналитические Синтетические Прямые По степени прерывности Непрерывные – невозможно остановить без ущерба качества готовой продукции Периодические/дискретные По характеру предмета труда и продукта труда Вещественно- энергетические Информационные По источнику энергии Пассивные Активные
В зависимости от оснащенности орудиями труда Ручные процессы – обработка предмета человеком, без участи дополнительных источников энергии и механизмов. Аппаратурные процессы – процессы, протекающие в специальных замкнутых емкостях, участие рабочего сводится к загрузке, регулированию и наблюдение. Машинно-ручные процессы – предмет труда обрабатывается человеком, с помощью механизмом. Машинные процессы – ограниченное участие человека. Автоматические процессы – без участия человека или под его наблюдением В зависимости от сложности процесса Простые – получение продукции на основе последовательной обработки одного вида сырья или материалов Сложные – сочетание ряда параллельных и последовательных простых процессов, в результате которых получается специфицированная/много детальная продукция. По формам взаимосвязи со смежными операциями Аналитические Синтетические Прямые По степени прерывности Непрерывные – невозможно остановить без ущерба качества готовой продукции Периодические/дискретные По характеру предмета труда и продукта труда Вещественно- энергетические Информационные По источнику энергии Пассивные Активные
 По источнику энергии технологические процессы можно разделить на пассивные и активные. Первые происходят как природные процессы и не требуют дополнительной, преобразованной человеком энергии для воздействия на предмет труда (например, остывание металла в обычных условиях и т. п. ). Активные технологические процессы протекают либо в результате непосредственного воздействия человека на предмет труда, либо в результате воздействия средств труда, приводимых в движение энергией. По степени непрерывности воздействия на предмет труда технологические процессы делятся на непрерывные и дискретные. При первом виде технологический процесс не прерывается во время загрузки сырья, выдачи готовой продукции и контроля за ним (разливка стали, переработка нефти, производство цемента и т. д. ). Дискретные производства характеризуются наличием перерывов в ходе технологического процесса (выплавка стали, литье в формы и т. д. ). Существуют также комбинированные процессы, которые сочетают стадии дискретных и непрерывных процессов. По способу воздействия на предмет труда и виду применяемого оборудования различают физические, механические и аппаратурные технологические процессы. Механические осуществляются вручную или с помощью машин. В этих процессах предмет труда подвергается механическому воздействию, т. е. изменяется его форма, размеры, положение. При этом внутреннее строение и состав вещества, как правило, остаются неизменными (производство мебели, штамповка, литье, сварка, ковка и т. д. ).
По источнику энергии технологические процессы можно разделить на пассивные и активные. Первые происходят как природные процессы и не требуют дополнительной, преобразованной человеком энергии для воздействия на предмет труда (например, остывание металла в обычных условиях и т. п. ). Активные технологические процессы протекают либо в результате непосредственного воздействия человека на предмет труда, либо в результате воздействия средств труда, приводимых в движение энергией. По степени непрерывности воздействия на предмет труда технологические процессы делятся на непрерывные и дискретные. При первом виде технологический процесс не прерывается во время загрузки сырья, выдачи готовой продукции и контроля за ним (разливка стали, переработка нефти, производство цемента и т. д. ). Дискретные производства характеризуются наличием перерывов в ходе технологического процесса (выплавка стали, литье в формы и т. д. ). Существуют также комбинированные процессы, которые сочетают стадии дискретных и непрерывных процессов. По способу воздействия на предмет труда и виду применяемого оборудования различают физические, механические и аппаратурные технологические процессы. Механические осуществляются вручную или с помощью машин. В этих процессах предмет труда подвергается механическому воздействию, т. е. изменяется его форма, размеры, положение. При этом внутреннее строение и состав вещества, как правило, остаются неизменными (производство мебели, штамповка, литье, сварка, ковка и т. д. ).
 схемой, в которой сырье или") По кратности обработки сырья различают: процессы с разомкнутой (открытой) схемой, в которой сырье или материалы подвергаются однократной обработке; процессы с замкнутой (круговой, циркуляционной или циклической) схемой, в которой сырье или материалы неоднократно возвращаются в начальную стадию процесса для повторной обработки. Примером разомкнутой схемы является конвертерный способ получения стали. Примером процесса с замкнутой схемой может быть химическая переработка нефтяных фракций, где для непрерывного восстановления активности катализатора последний постоянно циркулирует между реакционной зоной крекинга и печью для выжигания углерода с его поверхности. В зависимости от вида используемого сырья различают процессы переработки растительного, животного и минерального сырья.
По кратности обработки сырья различают: процессы с разомкнутой (открытой) схемой, в которой сырье или материалы подвергаются однократной обработке; процессы с замкнутой (круговой, циркуляционной или циклической) схемой, в которой сырье или материалы неоднократно возвращаются в начальную стадию процесса для повторной обработки. Примером разомкнутой схемы является конвертерный способ получения стали. Примером процесса с замкнутой схемой может быть химическая переработка нефтяных фракций, где для непрерывного восстановления активности катализатора последний постоянно циркулирует между реакционной зоной крекинга и печью для выжигания углерода с его поверхности. В зависимости от вида используемого сырья различают процессы переработки растительного, животного и минерального сырья.
 Важнейшими факторами, определяющими разделение производственных процессов в промышленном производстве, считаются состав готового продукта, характер воздействия на предметы труда, роль различных процессов в организации производства продукции, тип организации производства. Готовый продукт влияет на производственный процесс своей конструкцией (сложностью и размерами форм), а также точностью составных частей, их физическими и химическими свойствами. С точки зрения организации производства большое значение имеет также количество компонентов изготовляемого продукта и количество операций, поразному согласованных во времени и пространстве. По этому признаку все производственные процессы классифицируются как процессы простые и сложные (комплексные). Последние, в свою очередь, подразделяются на аналитические и синтетические. При простых производственных процессах в ходе последовательного воздействия на однородные предметы труда производят одинаковые продукты. В данном случае технология предписывает как строгую пространственную ориентацию рабочих мест, так и временную последовательность операций. При аналитических производственных процессах предмет труда также однороден. Однако в ходе выполнения отчасти одинаковых операций производят неодинаковые продукты, т. е. из одного вида сырья получают несколько видов продукции. При синтетических производственных процессах различные простые детали изготавливают путем различных операций над разными предметами труда, а затем из них составляют сложные блоки, узлы, т. е. производственный процесс образуется в ходе различных, но связанных в единый комплекс частичных процессов. Естественно, что организация таких процессов наиболее трудоемкая задача. Чем сложнее продукт и разнообразнее методы его изготовления, тем сложнее и организация производственного процесса. Так, если простом и аналитическом производственных процессах необходимость согласования частичных процессов сведена до минимума, то при синтетическом она требует максимального приложения усилий. Преобладание на предприятии какой-либо из перечисленных разновидностей процесса производства оказывает большое влияние на его производственную структуру. Так, при синтетических процессах имеет место разветвленная система заготовительных цехов, в каждом из которых происходит начальная переработка сырья и материалов. Затем процесс переходит в более узкий круг обрабатывающих цехов и завершается одним выпускающим цехом. В этом случае весьма трудоемки работы по материально-техническому снабжению, внешнему и внутреннему кооперированию, управлению заготовительным производством. При аналитическом процессе один заготовительный цех передает свои полуфабрикаты в несколько обрабатывающих и выпускающих цехов, специализирующихся на изготовлении различного рода продукции. В этом случае предприятие производит значительное число различных видов продукции, имеет большие и разветвленные связи по сбыту, как правило, здесь развиты побочные производства. Это также оказывает влияние на структуру производства.
Важнейшими факторами, определяющими разделение производственных процессов в промышленном производстве, считаются состав готового продукта, характер воздействия на предметы труда, роль различных процессов в организации производства продукции, тип организации производства. Готовый продукт влияет на производственный процесс своей конструкцией (сложностью и размерами форм), а также точностью составных частей, их физическими и химическими свойствами. С точки зрения организации производства большое значение имеет также количество компонентов изготовляемого продукта и количество операций, поразному согласованных во времени и пространстве. По этому признаку все производственные процессы классифицируются как процессы простые и сложные (комплексные). Последние, в свою очередь, подразделяются на аналитические и синтетические. При простых производственных процессах в ходе последовательного воздействия на однородные предметы труда производят одинаковые продукты. В данном случае технология предписывает как строгую пространственную ориентацию рабочих мест, так и временную последовательность операций. При аналитических производственных процессах предмет труда также однороден. Однако в ходе выполнения отчасти одинаковых операций производят неодинаковые продукты, т. е. из одного вида сырья получают несколько видов продукции. При синтетических производственных процессах различные простые детали изготавливают путем различных операций над разными предметами труда, а затем из них составляют сложные блоки, узлы, т. е. производственный процесс образуется в ходе различных, но связанных в единый комплекс частичных процессов. Естественно, что организация таких процессов наиболее трудоемкая задача. Чем сложнее продукт и разнообразнее методы его изготовления, тем сложнее и организация производственного процесса. Так, если простом и аналитическом производственных процессах необходимость согласования частичных процессов сведена до минимума, то при синтетическом она требует максимального приложения усилий. Преобладание на предприятии какой-либо из перечисленных разновидностей процесса производства оказывает большое влияние на его производственную структуру. Так, при синтетических процессах имеет место разветвленная система заготовительных цехов, в каждом из которых происходит начальная переработка сырья и материалов. Затем процесс переходит в более узкий круг обрабатывающих цехов и завершается одним выпускающим цехом. В этом случае весьма трудоемки работы по материально-техническому снабжению, внешнему и внутреннему кооперированию, управлению заготовительным производством. При аналитическом процессе один заготовительный цех передает свои полуфабрикаты в несколько обрабатывающих и выпускающих цехов, специализирующихся на изготовлении различного рода продукции. В этом случае предприятие производит значительное число различных видов продукции, имеет большие и разветвленные связи по сбыту, как правило, здесь развиты побочные производства. Это также оказывает влияние на структуру производства.
 Разработка и организация производственного процесса Первый этап. Составляется маршрутная технология, определяющая перечень основных операций, начиная с готового изделия и заканчивая первой операцией, которой подвергается предмет труда. Второй этап. Разрабатывается подетальное и пооперационное проектирование с первой операции до последней. На этой документации основывается производственный процесс. В ней подробно описываются материалы для изготавливаемой детали изделия, их вес, размеры, устанавливаются режимы обработки на каждой производственной операции, наименование и характеристика оборудования, инструментов и приборов, указывается движение изделия от первой технологической операции до сдачи изделия на склад. При разработке производственного процесса предусматривают используемое оборудование, инструменты, способы транспортировки и хранения изделий, т. е. все необходимое, что позволит обеспечить: качество продукции; производительность в соответствии со сроками поставок; простоту обслуживания и контроль работы, а также ремонт и переналадку оборудования; технологическую и организационную совместимость основных и вспомогательных операций в процессе производства; гибкость производства; экономически максимально низкие затраты для данных условий на осуществление каждой технологической операции.
Разработка и организация производственного процесса Первый этап. Составляется маршрутная технология, определяющая перечень основных операций, начиная с готового изделия и заканчивая первой операцией, которой подвергается предмет труда. Второй этап. Разрабатывается подетальное и пооперационное проектирование с первой операции до последней. На этой документации основывается производственный процесс. В ней подробно описываются материалы для изготавливаемой детали изделия, их вес, размеры, устанавливаются режимы обработки на каждой производственной операции, наименование и характеристика оборудования, инструментов и приборов, указывается движение изделия от первой технологической операции до сдачи изделия на склад. При разработке производственного процесса предусматривают используемое оборудование, инструменты, способы транспортировки и хранения изделий, т. е. все необходимое, что позволит обеспечить: качество продукции; производительность в соответствии со сроками поставок; простоту обслуживания и контроль работы, а также ремонт и переналадку оборудования; технологическую и организационную совместимость основных и вспомогательных операций в процессе производства; гибкость производства; экономически максимально низкие затраты для данных условий на осуществление каждой технологической операции.
 Принципы рациональной организации производственного процесса •
Принципы рациональной организации производственного процесса •
 •
•
 Производственный цикл Производственным циклом законченный круг производственных операций от первой до последней при изготовлении изделий. Производственный процесс протекает во времени и пространстве, поэтому производственный цикл можно измерить длиной пути движения изделия и его комплектующих элементов и временем, в течение которого изделие проходит весь путь обработки. Длина производственного цикла — это не линия, а широкая полоса, на которой размещаются машины, оборудование, инвентарь и прочее поэтому на практике в большинстве случаев определяются не длина пути, а площадь и объем помещения, в котором размещается производство. Интервал календарного времени от начала первой производственной операции до окончания последней называется временной продолжительностью производственного цикла изделия. Продолжительность цикла измеряется в днях, часах, минутах, секундах, в зависимости от вида изделия и стадии обработки, по которой измеряется цикл. Технологический цикл – время выполнения технологических операций Операционный цикл – время выполнения одной операции
Производственный цикл Производственным циклом законченный круг производственных операций от первой до последней при изготовлении изделий. Производственный процесс протекает во времени и пространстве, поэтому производственный цикл можно измерить длиной пути движения изделия и его комплектующих элементов и временем, в течение которого изделие проходит весь путь обработки. Длина производственного цикла — это не линия, а широкая полоса, на которой размещаются машины, оборудование, инвентарь и прочее поэтому на практике в большинстве случаев определяются не длина пути, а площадь и объем помещения, в котором размещается производство. Интервал календарного времени от начала первой производственной операции до окончания последней называется временной продолжительностью производственного цикла изделия. Продолжительность цикла измеряется в днях, часах, минутах, секундах, в зависимости от вида изделия и стадии обработки, по которой измеряется цикл. Технологический цикл – время выполнения технологических операций Операционный цикл – время выполнения одной операции
 Структура производственного цикла
Структура производственного цикла
 Структура производственного цикла
Структура производственного цикла
 Рабочий период — это период времени, в течение которого производится непосредственное воздействие на предмет труда либо самим рабочим, либо машинами и механизмами под его управлением, а также время естественных процессов, которые протекают в изделии без участия людей и техники. Время естественных процессов — это период рабочего времени, когда предмет труда изменяет свои характеристики без непосредственного воздействия человека или механизмов. Например, сушка на воздухе окрашенного или остывание нагретого изделия, рост на полях и созревание растений, брожение некоторых продуктов и т. д. Время выполнения основных операций обработки изделий составляет технологический цикл и определяет время, в течение которого осуществляется прямое или косвенное воздействие человека на предмет труда. Время технологического обслуживания включает: контроль качества изделия; контроль режимов работы машин и оборудования, их настройку и наладку, мелкий ремонт; уборку рабочего места; подвоз заготовок, материалов, приемку и уборку обработанной продукции. Время перерывов — это время, в течение которого не производится никакого воздействия на предмет труда и не происходит изменение его качественной характеристики, но продукция еще не является готовой и процесс производства не закончен. Различают перерывы: • Регламентируемые перерывы разделяются на межоперационные (внутрисменные) и междусменные (связаны с режимом работы). • Нерегламентируемые перерывы связаны с простоями оборудования и рабочих по непредусмотренным режимом работы причинам (отсутствие сырья, поломка оборудования, невыход на работу рабочих и т. д. ). В производственный цикл нерегламентированные перерывы включаются в виде поправочного коэффициента или не учитываются. Перерывы могут быть разделены на две группы: • перерывы, связанные с установленным на предприятии режимом работы, — нерабочие дни и смены, междусменные и обеденные перерывы, внутрисменные регламентированные перерывы для отдыха рабочих и т. п. ; • перерывы, обусловленные организационно-техническими причинами, — ожидание освобождения рабочего места, ожидание на сборке комплектующих узлов и деталей, неравенство производственных ритмов на смежных, т. е. зависимых друг от друга, рабочих местах, отсутствие энергии, материалов или транспортных средств и т. д.
Рабочий период — это период времени, в течение которого производится непосредственное воздействие на предмет труда либо самим рабочим, либо машинами и механизмами под его управлением, а также время естественных процессов, которые протекают в изделии без участия людей и техники. Время естественных процессов — это период рабочего времени, когда предмет труда изменяет свои характеристики без непосредственного воздействия человека или механизмов. Например, сушка на воздухе окрашенного или остывание нагретого изделия, рост на полях и созревание растений, брожение некоторых продуктов и т. д. Время выполнения основных операций обработки изделий составляет технологический цикл и определяет время, в течение которого осуществляется прямое или косвенное воздействие человека на предмет труда. Время технологического обслуживания включает: контроль качества изделия; контроль режимов работы машин и оборудования, их настройку и наладку, мелкий ремонт; уборку рабочего места; подвоз заготовок, материалов, приемку и уборку обработанной продукции. Время перерывов — это время, в течение которого не производится никакого воздействия на предмет труда и не происходит изменение его качественной характеристики, но продукция еще не является готовой и процесс производства не закончен. Различают перерывы: • Регламентируемые перерывы разделяются на межоперационные (внутрисменные) и междусменные (связаны с режимом работы). • Нерегламентируемые перерывы связаны с простоями оборудования и рабочих по непредусмотренным режимом работы причинам (отсутствие сырья, поломка оборудования, невыход на работу рабочих и т. д. ). В производственный цикл нерегламентированные перерывы включаются в виде поправочного коэффициента или не учитываются. Перерывы могут быть разделены на две группы: • перерывы, связанные с установленным на предприятии режимом работы, — нерабочие дни и смены, междусменные и обеденные перерывы, внутрисменные регламентированные перерывы для отдыха рабочих и т. п. ; • перерывы, обусловленные организационно-техническими причинами, — ожидание освобождения рабочего места, ожидание на сборке комплектующих узлов и деталей, неравенство производственных ритмов на смежных, т. е. зависимых друг от друга, рабочих местах, отсутствие энергии, материалов или транспортных средств и т. д.
 Расчет длительности производственного цикла Тп. ц, Ттехн - соответственно длительность производственного и технологического циклов; Тпер — продолжительность перерывов; Тест. пр — время естественных процессов. При расчете длительности производственного цикла Тп. ц учитываются лишь те затраты времени, которые не перекрываются временем технологических операций (например, затраты времени на контроль, транспортирование изделий). Перерывы, вызванные организационно-техническими неполадками (несвоевременное обеспечение рабочего места материалом, инструментами, нарушение трудовой дисциплины и т. п. ), при расчете плановой длительности производственного цикла не учитываются.
Расчет длительности производственного цикла Тп. ц, Ттехн - соответственно длительность производственного и технологического циклов; Тпер — продолжительность перерывов; Тест. пр — время естественных процессов. При расчете длительности производственного цикла Тп. ц учитываются лишь те затраты времени, которые не перекрываются временем технологических операций (например, затраты времени на контроль, транспортирование изделий). Перерывы, вызванные организационно-техническими неполадками (несвоевременное обеспечение рабочего места материалом, инструментами, нарушение трудовой дисциплины и т. п. ), при расчете плановой длительности производственного цикла не учитываются.
 Продолжительность производственного цикла зависит от: – трудоемкости выполнения операций – количества одновременно обрабатываемых предметов труда (от партии) – вида движения предметов труда производства: • Последовательный • Параллельно последовательный • Параллельный Пути сокращения длительности производственного цикла • Сокращение трудоемкости – внедрение новых технологий, закупка более нового оборудования, правильная организация труда • Сокращение времени перерывов – технологические и организационные • Повышение дисциплины Технологическая Производственная Трудовая Производственный цикл — один из важнейших технико-экономических показателей, который является исходным для расчета многих показателей производственно-хозяйственной деятельности предприятия: • сроки запуска изделия в производство с учетом сроков его выпуска, • мощности производственных подразделений, • объем незавершенного производства • другие планово-производственные расчеты.
Продолжительность производственного цикла зависит от: – трудоемкости выполнения операций – количества одновременно обрабатываемых предметов труда (от партии) – вида движения предметов труда производства: • Последовательный • Параллельно последовательный • Параллельный Пути сокращения длительности производственного цикла • Сокращение трудоемкости – внедрение новых технологий, закупка более нового оборудования, правильная организация труда • Сокращение времени перерывов – технологические и организационные • Повышение дисциплины Технологическая Производственная Трудовая Производственный цикл — один из важнейших технико-экономических показателей, который является исходным для расчета многих показателей производственно-хозяйственной деятельности предприятия: • сроки запуска изделия в производство с учетом сроков его выпуска, • мощности производственных подразделений, • объем незавершенного производства • другие планово-производственные расчеты.
 Экономическое значение продолжительности цикла На продолжительность производственного цикла влияет множество факторов: технологических, организационных и экономических. Технологические процессы, их сложность и многообразие, техническая оснащенность предопределяют время обработки деталей и продолжительность сборочных процессов. Организационные факторы движения предметов труда в процессе обработки связаны с организацией рабочих мест, самого труда и его оплатой. Организационные условия в еще большей степени влияют на продолжительность выполнения вспомогательных операций, обслуживающих процессов и перерывы. Экономические факторы обусловливают уровень механизации и оснащенность процессов (а следовательно, их длительность), нормативы незавершенного производства. Чем быстрее совершается производственный процесс (чем меньше длительность производственного цикла), являющийся одним из элементов кругооборота оборотных средств, тем больше будет скорость их оборачиваемости, тем большее число оборотов они совершают в течение года. В результате происходит высвобождение денежных ресурсов, которые могут быть использованы для расширения производства на данном предприятии. По той же причине происходит сокращение (абсолютное или относительное) объема незавершенного производства. А это означает высвобождение оборотных средств в их вещественной форме, т. е. в форме конкретных материальных ресурсов. Производственная мощность предприятия или цеха прямо зависит от длительности производственного цикла. Под производственной мощностью понимается максимально возможный выпуск продукции в плановом периоде. И поэтому ясно, что, чем меньше затрачивается времени на производство одного изделия, тем большее их число может быть изготовлено за тот же период времени. Производительность труда при сокращении длительности производственного цикла повышается в результате увеличения объема выпуска продукции за счет увеличения производственной мощности, что приводит к уменьшению доли труда вспомогательных рабочих в единице продукции, а также доли труда специалистов и служащих. Себестоимость продукции при сокращении производственного цикла снижается за счет уменьшения в себестоимости единицы продукции доли общезаводских и цеховых расходов при увеличении производственной мощности. Таким образом, сокращение длительности производственного цикла — один из важнейших источников интенсификации и повышения эффективности производства на промышленных предприятиях. Резервом уменьшения длительности производственного цикла служит совершенствование техники и технологии, применение непрерывных и совмещенных технологических процессов, углубление специализации и кооперирования, внедрение методов научной организации труда и обслуживания рабочих мест, робототехники.
Экономическое значение продолжительности цикла На продолжительность производственного цикла влияет множество факторов: технологических, организационных и экономических. Технологические процессы, их сложность и многообразие, техническая оснащенность предопределяют время обработки деталей и продолжительность сборочных процессов. Организационные факторы движения предметов труда в процессе обработки связаны с организацией рабочих мест, самого труда и его оплатой. Организационные условия в еще большей степени влияют на продолжительность выполнения вспомогательных операций, обслуживающих процессов и перерывы. Экономические факторы обусловливают уровень механизации и оснащенность процессов (а следовательно, их длительность), нормативы незавершенного производства. Чем быстрее совершается производственный процесс (чем меньше длительность производственного цикла), являющийся одним из элементов кругооборота оборотных средств, тем больше будет скорость их оборачиваемости, тем большее число оборотов они совершают в течение года. В результате происходит высвобождение денежных ресурсов, которые могут быть использованы для расширения производства на данном предприятии. По той же причине происходит сокращение (абсолютное или относительное) объема незавершенного производства. А это означает высвобождение оборотных средств в их вещественной форме, т. е. в форме конкретных материальных ресурсов. Производственная мощность предприятия или цеха прямо зависит от длительности производственного цикла. Под производственной мощностью понимается максимально возможный выпуск продукции в плановом периоде. И поэтому ясно, что, чем меньше затрачивается времени на производство одного изделия, тем большее их число может быть изготовлено за тот же период времени. Производительность труда при сокращении длительности производственного цикла повышается в результате увеличения объема выпуска продукции за счет увеличения производственной мощности, что приводит к уменьшению доли труда вспомогательных рабочих в единице продукции, а также доли труда специалистов и служащих. Себестоимость продукции при сокращении производственного цикла снижается за счет уменьшения в себестоимости единицы продукции доли общезаводских и цеховых расходов при увеличении производственной мощности. Таким образом, сокращение длительности производственного цикла — один из важнейших источников интенсификации и повышения эффективности производства на промышленных предприятиях. Резервом уменьшения длительности производственного цикла служит совершенствование техники и технологии, применение непрерывных и совмещенных технологических процессов, углубление специализации и кооперирования, внедрение методов научной организации труда и обслуживания рабочих мест, робототехники.
 • Виды движения предметов труда в производстве
• Виды движения предметов труда в производстве
 •
•
 •
•
 Производственная структура предприятия Структура предприятия- состав и соотношение его внутренних подразделений, составляющих единый хозяйственный объект. Общая структура предприятия – комплекс производственных подразделений, организаций по управлению предприятием и обслуживанию работников, их количество, величина взаимосвязи и соотношения между ними по размеру занимаемых площадей, численности работников и пропускной способности. Производственная структура – это состав производственных подразделений предприятия, их взаимосвязь в процессе изготовления продукции, а так же соотношение по численности работников, площади, стоимости основных средств и их территориальное размещение. В состав производственных подразделений входят: - основные - в них изготавливается, проходит контроль, испытания основная продукция. В зависимости от стадии изготовления различают заготовительные, обрабатывающие, сборочные; - вспомогательные - способствуют выпуску основной продукции, выполняют работы для нужд основного производства. (например, инструментальный, ремонтный, энергетический, модельный цеха); обслуживающие подразделения - обеспечивают нужды основных и вспомогательных подразделений (например, складское, энергетическое, транспортное, санитарно-техническое хозяйства, лаборатории) К производственным подразделениям относятся цеха, участки, лаборатории, в которых изготавливается, проводятся испытания готовой продукции, осуществляется контроль. Элементы производственной структуры: предметы→цеха, лаборатории→участки→рабочие место Рабочие место – это часть производственной площади, оснащенное необходимым оборудованием и устройствами, где рабочие выполняют отдельные операции производственного процесса. Производственный участок – это группа рабочих мест, где осуществляется относительно локальное законченная часть производственного процесса. Административно обособленным участок может быть, если на нем работает в одну смену более 25 рабочих. Цеха – это производственное административно обособленное подразделение предприятия, где изготавливается продукция или часть ее или выполняется определенная стадия производства.
Производственная структура предприятия Структура предприятия- состав и соотношение его внутренних подразделений, составляющих единый хозяйственный объект. Общая структура предприятия – комплекс производственных подразделений, организаций по управлению предприятием и обслуживанию работников, их количество, величина взаимосвязи и соотношения между ними по размеру занимаемых площадей, численности работников и пропускной способности. Производственная структура – это состав производственных подразделений предприятия, их взаимосвязь в процессе изготовления продукции, а так же соотношение по численности работников, площади, стоимости основных средств и их территориальное размещение. В состав производственных подразделений входят: - основные - в них изготавливается, проходит контроль, испытания основная продукция. В зависимости от стадии изготовления различают заготовительные, обрабатывающие, сборочные; - вспомогательные - способствуют выпуску основной продукции, выполняют работы для нужд основного производства. (например, инструментальный, ремонтный, энергетический, модельный цеха); обслуживающие подразделения - обеспечивают нужды основных и вспомогательных подразделений (например, складское, энергетическое, транспортное, санитарно-техническое хозяйства, лаборатории) К производственным подразделениям относятся цеха, участки, лаборатории, в которых изготавливается, проводятся испытания готовой продукции, осуществляется контроль. Элементы производственной структуры: предметы→цеха, лаборатории→участки→рабочие место Рабочие место – это часть производственной площади, оснащенное необходимым оборудованием и устройствами, где рабочие выполняют отдельные операции производственного процесса. Производственный участок – это группа рабочих мест, где осуществляется относительно локальное законченная часть производственного процесса. Административно обособленным участок может быть, если на нем работает в одну смену более 25 рабочих. Цеха – это производственное административно обособленное подразделение предприятия, где изготавливается продукция или часть ее или выполняется определенная стадия производства.

 В свою очередь цехи основного производства могут подразделятся на: - заготовительные; - обрабатывающие; - сборочные. Заготовительные цехи осуществляют предварительное формообразование деталей изделия (литье, горячая штамповка, резка заготовок и т. д. ) В обрабатывающих цехах производится обработка деталей механическая, термическая, химико-термическая, гальваническая, сварка, лакокрасочные покрытия и т. д. В сборочных цехах производят сборку сборочных единиц и изделий, их регулировку, наладку, испытания. На основе производственной структуры разрабатывается генеральный план предприятия, т. е. пространственное расположение всех цехов и служб, а также путей и коммуникаций на территории завода. При этом должна быть обеспечена прямоточность материальных потоков. Цехи должны быть расположены в последовательности выполнения производственного процесса.
В свою очередь цехи основного производства могут подразделятся на: - заготовительные; - обрабатывающие; - сборочные. Заготовительные цехи осуществляют предварительное формообразование деталей изделия (литье, горячая штамповка, резка заготовок и т. д. ) В обрабатывающих цехах производится обработка деталей механическая, термическая, химико-термическая, гальваническая, сварка, лакокрасочные покрытия и т. д. В сборочных цехах производят сборку сборочных единиц и изделий, их регулировку, наладку, испытания. На основе производственной структуры разрабатывается генеральный план предприятия, т. е. пространственное расположение всех цехов и служб, а также путей и коммуникаций на территории завода. При этом должна быть обеспечена прямоточность материальных потоков. Цехи должны быть расположены в последовательности выполнения производственного процесса.

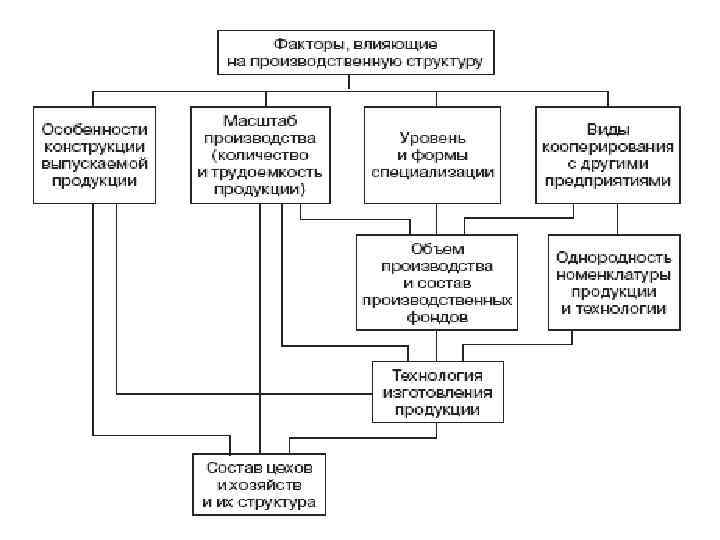
 Форма специализации участков и цехов Технологическая специализация –подразделение специализируется на выполнение определенных технологических процессов. Предметная специализация – предусматривает специализацию на изготовления одного изделия или предмета труда. Производственная структура зависит от: • характера изготавливаемой продукции • технологических процессов/технологии и оборудования • трудоемкости, масштаба производства и степени постоянства выпуска • уровня и формы специализации предприятия, и кооперация предприятия
Форма специализации участков и цехов Технологическая специализация –подразделение специализируется на выполнение определенных технологических процессов. Предметная специализация – предусматривает специализацию на изготовления одного изделия или предмета труда. Производственная структура зависит от: • характера изготавливаемой продукции • технологических процессов/технологии и оборудования • трудоемкости, масштаба производства и степени постоянства выпуска • уровня и формы специализации предприятия, и кооперация предприятия
 Примерная производственная структура машиностроительного предприятия с предметно - технологическим принципом построения цехов
Примерная производственная структура машиностроительного предприятия с предметно - технологическим принципом построения цехов
 По технологическому принципу специализируются на машиностроительных предприятиях литейные, кузнечные, термические, сборочные цехи; на текстильных предприятиях - прядильные, ткацкие, отделочные (красильные) цехи; на металлургических предприятиях - доменные, сталелитейные, прокатные цехи и т. д. При технологическом принципе оборудование располагают, исходя из выполнения однородных технологических операций для обработки разных деталей. Оборудование формируют по однотипным группам, например, в механическом цехе на одном участке могут быть сгруппированы только токарные станки, на другом - строгальные, на третьем - фрезерные. Технологический принцип облегчает руководство цехом или участком: мастер, отвечающий за группу однородных станков, может всесторонне изучить их; при чрезмерной загрузке одного станка работа может быть передана на любой освободившийся станок. Недостатки. При большом разнообразии продукции нужны частые переходы от одних технологических операций к другим. Это требует дополнительного времени на переналадку станков, удлиняет цикл изготовления, усложняет планирование, производственные связи подразделений и вызывает ряд других недостатков. Поэтому этот принцип неэкономичен. Его применяют в условиях единичного и мелкосерийного типа производства с большой номенклатурой деталей.
По технологическому принципу специализируются на машиностроительных предприятиях литейные, кузнечные, термические, сборочные цехи; на текстильных предприятиях - прядильные, ткацкие, отделочные (красильные) цехи; на металлургических предприятиях - доменные, сталелитейные, прокатные цехи и т. д. При технологическом принципе оборудование располагают, исходя из выполнения однородных технологических операций для обработки разных деталей. Оборудование формируют по однотипным группам, например, в механическом цехе на одном участке могут быть сгруппированы только токарные станки, на другом - строгальные, на третьем - фрезерные. Технологический принцип облегчает руководство цехом или участком: мастер, отвечающий за группу однородных станков, может всесторонне изучить их; при чрезмерной загрузке одного станка работа может быть передана на любой освободившийся станок. Недостатки. При большом разнообразии продукции нужны частые переходы от одних технологических операций к другим. Это требует дополнительного времени на переналадку станков, удлиняет цикл изготовления, усложняет планирование, производственные связи подразделений и вызывает ряд других недостатков. Поэтому этот принцип неэкономичен. Его применяют в условиях единичного и мелкосерийного типа производства с большой номенклатурой деталей.
 При предметном принципе построения цехов каждый цех специализируется на изготовлении какого-либо определенного изделия или его составной части. По этому принципу сформированы цехи в крупносерийном и массовом производстве. Так, на автомобильном и тракторном заводах выделены цехи моторов, шасси, колес, кабин; на обувной фабрике - цех рантовой обуви и т. д. Оборудование в цехах при предметном принципе располагают в порядке (последовательности) выполнения технологических операций. Оно здесь разнородно и предназначено для изготовления отдельных деталей или составных частей изделия. Цехи делятся на отдельные предметные участки, например, участки по изготовлению валов, шестерен, поршней и т. д. Оборудование устанавливается так, чтобы обеспечить прямолинейное движение деталей, закрепленных за участком. Детали обрабатывают партиями, время операции на отдельных станках не согласовано со временем операции на других. Детали во время работы хранят у станков и затем транспортируют всей партией. Предметные участки часто имеют замкнутый цикл. Как правило, они оснащены всем комплексом оборудования, необходимым для изготовления продукции. Так, на механических участках, организованных по предметно-замкнутому циклу, кроме механической обработки, производят термическую обработку, сварку, окраску и т. д. По такому признаку построены участки механических цехов многих заводов. При организации цехов и участков по предметному принципу создаются благоприятные условия для применения передовых методов организации производства и труда. Расстановка оборудования по ходу выполнения технологических операций резко сокращает путь движения обрабатываемых деталей и затраты времени на их транспортирование. Возникают благоприятные предпосылки для организации поточных и автоматических линий, более полно используется оборудование, рабочие специализируются на выполнении узких операций, в результате чего повышается их квалификация, улучшается организация труда, усиливается ответственность за качество выпускаемых изделий. При этом мастер полностью отвечает за весь цикл изготовления изделия. Все это ведет к росту производительности труда и снижению себестоимости продукции. К недостаткам, присущим предметным цехам и участкам, можно отнести неполную загрузку оборудования на отдельных операциях вследствие небольшого объема работ. Организация таких участков наиболее целесообразна при относительно постоянной и небольшой номенклатуре выпускаемых изделий, т. е. она присуща для крупносерийного и частично массового производства.
При предметном принципе построения цехов каждый цех специализируется на изготовлении какого-либо определенного изделия или его составной части. По этому принципу сформированы цехи в крупносерийном и массовом производстве. Так, на автомобильном и тракторном заводах выделены цехи моторов, шасси, колес, кабин; на обувной фабрике - цех рантовой обуви и т. д. Оборудование в цехах при предметном принципе располагают в порядке (последовательности) выполнения технологических операций. Оно здесь разнородно и предназначено для изготовления отдельных деталей или составных частей изделия. Цехи делятся на отдельные предметные участки, например, участки по изготовлению валов, шестерен, поршней и т. д. Оборудование устанавливается так, чтобы обеспечить прямолинейное движение деталей, закрепленных за участком. Детали обрабатывают партиями, время операции на отдельных станках не согласовано со временем операции на других. Детали во время работы хранят у станков и затем транспортируют всей партией. Предметные участки часто имеют замкнутый цикл. Как правило, они оснащены всем комплексом оборудования, необходимым для изготовления продукции. Так, на механических участках, организованных по предметно-замкнутому циклу, кроме механической обработки, производят термическую обработку, сварку, окраску и т. д. По такому признаку построены участки механических цехов многих заводов. При организации цехов и участков по предметному принципу создаются благоприятные условия для применения передовых методов организации производства и труда. Расстановка оборудования по ходу выполнения технологических операций резко сокращает путь движения обрабатываемых деталей и затраты времени на их транспортирование. Возникают благоприятные предпосылки для организации поточных и автоматических линий, более полно используется оборудование, рабочие специализируются на выполнении узких операций, в результате чего повышается их квалификация, улучшается организация труда, усиливается ответственность за качество выпускаемых изделий. При этом мастер полностью отвечает за весь цикл изготовления изделия. Все это ведет к росту производительности труда и снижению себестоимости продукции. К недостаткам, присущим предметным цехам и участкам, можно отнести неполную загрузку оборудования на отдельных операциях вследствие небольшого объема работ. Организация таких участков наиболее целесообразна при относительно постоянной и небольшой номенклатуре выпускаемых изделий, т. е. она присуща для крупносерийного и частично массового производства.
 Принципы рационального размещения подразделений предприятия: • Расположения подразделений по ходу производственного процесса • Расположение складов у входа/выхода предприятия • Расположение вспомогательных подразделений ближе к потребителям • Размещение производственных подразделений с учетом рациональности перевозки – минимизация транспортных потоков • Размещение производственных подразделений с учетом внешних факторов • Блочное строение элементов производственной структуры • Выделение зон однородных элементов производственной структуры • Обеспечение возможности модификации и наращивании производственной структуры • Максимальное использование объема и площади: – Коэффициент застройки земельного участка – Коэффициент использования площади земельного участка
Принципы рационального размещения подразделений предприятия: • Расположения подразделений по ходу производственного процесса • Расположение складов у входа/выхода предприятия • Расположение вспомогательных подразделений ближе к потребителям • Размещение производственных подразделений с учетом рациональности перевозки – минимизация транспортных потоков • Размещение производственных подразделений с учетом внешних факторов • Блочное строение элементов производственной структуры • Выделение зон однородных элементов производственной структуры • Обеспечение возможности модификации и наращивании производственной структуры • Максимальное использование объема и площади: – Коэффициент застройки земельного участка – Коэффициент использования площади земельного участка
 Принципы рационального размещения подразделений предприятия При принятии решения о размещении подразделений необходимо учитывать следующие правила и приемы: – расположение цехов по ходу производственного процесса. Для обеспечения принципа прямоточности основные цехи должны размещаться на территории предприятия по ходу производственного процесса: заготовительные → обрабатывающие → сборочные; – расположение складов у входа / выхода предприятия. Склады сырья и основных материалов должны размещаться со стороны подъездных путей для ввоза грузов вблизи заготовительных цехов, склады готовой продукции – вблизи сборочных цехов со стороны подъездных путей для вывоза грузов; • расположение вспомогательных и подсобных цехов ближе к основным, потребляющим их продукцию, не нарушая при этом основные грузопотоки; – размещение производственных объектов с обеспечением рациональности перевозок. Цехи, склады и иные объекты производственной инфраструктуры предприятия должны размещаться так, чтобы обеспечить кратчайший путь движения материалов и наименьший пробег транспортных средств в ходе производственного процесса (без обратного и встречного движения, излишних пересечений); – размещение производственных объектов с учетом внешних факторов (природных, общественных, техногенных). Цехи, обслуживающие хозяйства предприятия, должны размещаться с учетом розы ветров, возможностей естественного освещения и проветривания, с соблюдением установленных архитектурностроительных, санитарно-технических, противопожарных и иных норм, предусмотренных для предприятий данного профиля; – блочное строение элементов производственной структуры. Отдельные подразделения, однородные по технологическому процессу или тесно взаимосвязанные по ходу производственного процесса, должны по возможности объединяться в группы (литейную, кузнечную, деревообрабатывающую, механосборочную) с размещением в одном корпусе; – возможность наращивания и модифицирования производственной структуры. Объекты на территории предприятия и его подразделений должны размещаться так, чтобы была возможность их дальнейшего расширения и реконструкции с минимальными затратами времени и ресурсов; – максимальное использование объема и площади (земельного участка, здания, помещения). Для этого необходимы плотное размещение и блокировка зданий, повышение их этажности, упрощение конфигурации зданий и земельного участка, рациональное использование площади и пространства под проезды (проходы), применение подвесных, подземных и многоярусных транспортных магистралей и развязок, мест хранения и грузопереработки. – – Коэффициент застройки земельного участка Коэффициент использования площади земельного участка
Принципы рационального размещения подразделений предприятия При принятии решения о размещении подразделений необходимо учитывать следующие правила и приемы: – расположение цехов по ходу производственного процесса. Для обеспечения принципа прямоточности основные цехи должны размещаться на территории предприятия по ходу производственного процесса: заготовительные → обрабатывающие → сборочные; – расположение складов у входа / выхода предприятия. Склады сырья и основных материалов должны размещаться со стороны подъездных путей для ввоза грузов вблизи заготовительных цехов, склады готовой продукции – вблизи сборочных цехов со стороны подъездных путей для вывоза грузов; • расположение вспомогательных и подсобных цехов ближе к основным, потребляющим их продукцию, не нарушая при этом основные грузопотоки; – размещение производственных объектов с обеспечением рациональности перевозок. Цехи, склады и иные объекты производственной инфраструктуры предприятия должны размещаться так, чтобы обеспечить кратчайший путь движения материалов и наименьший пробег транспортных средств в ходе производственного процесса (без обратного и встречного движения, излишних пересечений); – размещение производственных объектов с учетом внешних факторов (природных, общественных, техногенных). Цехи, обслуживающие хозяйства предприятия, должны размещаться с учетом розы ветров, возможностей естественного освещения и проветривания, с соблюдением установленных архитектурностроительных, санитарно-технических, противопожарных и иных норм, предусмотренных для предприятий данного профиля; – блочное строение элементов производственной структуры. Отдельные подразделения, однородные по технологическому процессу или тесно взаимосвязанные по ходу производственного процесса, должны по возможности объединяться в группы (литейную, кузнечную, деревообрабатывающую, механосборочную) с размещением в одном корпусе; – возможность наращивания и модифицирования производственной структуры. Объекты на территории предприятия и его подразделений должны размещаться так, чтобы была возможность их дальнейшего расширения и реконструкции с минимальными затратами времени и ресурсов; – максимальное использование объема и площади (земельного участка, здания, помещения). Для этого необходимы плотное размещение и блокировка зданий, повышение их этажности, упрощение конфигурации зданий и земельного участка, рациональное использование площади и пространства под проезды (проходы), применение подвесных, подземных и многоярусных транспортных магистралей и развязок, мест хранения и грузопереработки. – – Коэффициент застройки земельного участка Коэффициент использования площади земельного участка
 Основными факторами развития производственных структур предприятий являются: • регулярное изучение достижений в области проектирования и развития производственных структур с целью мобильности и адаптивности структуры предприятий к новым достижениям в этой области и к новой продукции; • оптимизация количества и размеров производственных подразделений предприятия; • обеспечение рационального соотношения между основными, вспомогательными и обслуживающими подразделениями; • обеспечение конструктивной однородности выпускаемой продукции; • рациональная планировка подразделений и генерального плана предприятия; • повышение уровня автоматизации производства; • обеспечение соответствия компонентов производственной структуры предприятия принципу пропорциональности по производственной мощности, прогрессивности технологических процессов (с точки зрения требований конструкции), уровня автоматизации, квалификации кадров и других параметров; обеспечение соответствия структуры принципу прямоточности технологических процессов с целью сокращения длительности (пути) прохождения предметов труда; • обеспечение соответствия уровня качества процессов в системе (производственной структуре предприятия) уровню качества "входа" системы. Тогда и качество "выхода" системы будет высоким; • создание внутри крупного предприятия (объединения, акционерного общества, фирмы и т. п. ) юридически самостоятельных мелких организаций с предметной или технологической специализацией производства; • сокращение нормативного срока службы основных фондов; • соблюдение графиков планово-предупредительного ремонта основных производственных фондов предприятия, сокращение продолжительности проводимых ремонтов и повышение их качества, своевременное обновление фондов.
Основными факторами развития производственных структур предприятий являются: • регулярное изучение достижений в области проектирования и развития производственных структур с целью мобильности и адаптивности структуры предприятий к новым достижениям в этой области и к новой продукции; • оптимизация количества и размеров производственных подразделений предприятия; • обеспечение рационального соотношения между основными, вспомогательными и обслуживающими подразделениями; • обеспечение конструктивной однородности выпускаемой продукции; • рациональная планировка подразделений и генерального плана предприятия; • повышение уровня автоматизации производства; • обеспечение соответствия компонентов производственной структуры предприятия принципу пропорциональности по производственной мощности, прогрессивности технологических процессов (с точки зрения требований конструкции), уровня автоматизации, квалификации кадров и других параметров; обеспечение соответствия структуры принципу прямоточности технологических процессов с целью сокращения длительности (пути) прохождения предметов труда; • обеспечение соответствия уровня качества процессов в системе (производственной структуре предприятия) уровню качества "входа" системы. Тогда и качество "выхода" системы будет высоким; • создание внутри крупного предприятия (объединения, акционерного общества, фирмы и т. п. ) юридически самостоятельных мелких организаций с предметной или технологической специализацией производства; • сокращение нормативного срока службы основных фондов; • соблюдение графиков планово-предупредительного ремонта основных производственных фондов предприятия, сокращение продолжительности проводимых ремонтов и повышение их качества, своевременное обновление фондов.
 Основные пути совершенствования производственной структуры подразумевают: – регулярное изучение достижений в области проектирования и развития производственных структур с целью обеспечения мобильности и адаптивности структуры предприятия к нововведениям и новой продукции; – укрепление и разукрупнение предприятий и цехов; – поиск и реализация более совершенного принципа построения цехов; – оптимизация числа и размеров производственных подразделений предприятия; – соблюдение рационального соотношения между основными, вспомогательными и обслуживающими цехами; – постоянная работа по рационализации планировки предприятий; – обеспечение пропорциональности между всеми цехами предприятия; – обеспечение соответствия компонентов производственной структуры предприятия принципу пропорциональности по производственной мощности, прогрессивности технологических процессов, уровня автоматизации, квалификации кадров и других параметров; – обеспечение соответствия структуры принципу прямоточности технологических процессов с целью сокращения длительности прохождения предметов труда; – обеспечение соответствия уровня качества процессов в системе (производственной структуре предприятия) уровню качества входа системы. Тогда и качество выхода системы будет высоким; – создание внутри крупного предприятия (объединения, акционерного общества, фирмы) юридически самостоятельных мелких организаций с предметной или технологической специализацией производства; – быстрое изменение производственного профиля в условиях рыночной экономики, совершенствование специализации и кооперирования; – развитие комбинирования производства; – сокращение нормативного срока службы основных фондов; – соблюдение графиков планово-предупредительного ремонта основных производственных фондов предприятия, сокращение продолжительности проводимых ремонтов и повышение их качества, своевременное обновление фондов; – достижение конструктивно-технологической однородности продукции в результате широкой унификации и стандартизации; – повышение уровня автоматизации производства; – создание бесцеховой, где это возможно, структуры управления предприятием. Соблюдение рационального соотношения между основными, вспомогательными и обслуживающими цехами и участками должно быть направлено на повышение удельного веса основных цехов по количеству занятых рабочих, стоимости основных фондов, доли прибыли в общей прибыли предприятия.
Основные пути совершенствования производственной структуры подразумевают: – регулярное изучение достижений в области проектирования и развития производственных структур с целью обеспечения мобильности и адаптивности структуры предприятия к нововведениям и новой продукции; – укрепление и разукрупнение предприятий и цехов; – поиск и реализация более совершенного принципа построения цехов; – оптимизация числа и размеров производственных подразделений предприятия; – соблюдение рационального соотношения между основными, вспомогательными и обслуживающими цехами; – постоянная работа по рационализации планировки предприятий; – обеспечение пропорциональности между всеми цехами предприятия; – обеспечение соответствия компонентов производственной структуры предприятия принципу пропорциональности по производственной мощности, прогрессивности технологических процессов, уровня автоматизации, квалификации кадров и других параметров; – обеспечение соответствия структуры принципу прямоточности технологических процессов с целью сокращения длительности прохождения предметов труда; – обеспечение соответствия уровня качества процессов в системе (производственной структуре предприятия) уровню качества входа системы. Тогда и качество выхода системы будет высоким; – создание внутри крупного предприятия (объединения, акционерного общества, фирмы) юридически самостоятельных мелких организаций с предметной или технологической специализацией производства; – быстрое изменение производственного профиля в условиях рыночной экономики, совершенствование специализации и кооперирования; – развитие комбинирования производства; – сокращение нормативного срока службы основных фондов; – соблюдение графиков планово-предупредительного ремонта основных производственных фондов предприятия, сокращение продолжительности проводимых ремонтов и повышение их качества, своевременное обновление фондов; – достижение конструктивно-технологической однородности продукции в результате широкой унификации и стандартизации; – повышение уровня автоматизации производства; – создание бесцеховой, где это возможно, структуры управления предприятием. Соблюдение рационального соотношения между основными, вспомогательными и обслуживающими цехами и участками должно быть направлено на повышение удельного веса основных цехов по количеству занятых рабочих, стоимости основных фондов, доли прибыли в общей прибыли предприятия.
 Организационная структура предприятия - совокупность отделов и служб, занимающихся построением и координацией функционирования системы менеджмента, разработкой и реализацией управленческих решений по выполнению бизнесплана. Организационная структура определяет систему субординации и координации производственных служб, организующих работу по выпуску и реализации продукции. В нее входят подсистемы связанные: с организацией основного процесса производства; его обслуживанием; управлением.
Организационная структура предприятия - совокупность отделов и служб, занимающихся построением и координацией функционирования системы менеджмента, разработкой и реализацией управленческих решений по выполнению бизнесплана. Организационная структура определяет систему субординации и координации производственных служб, организующих работу по выпуску и реализации продукции. В нее входят подсистемы связанные: с организацией основного процесса производства; его обслуживанием; управлением.
 Факторы, определяющие сложность организационной структуры предприятия Как влияет на сложность организационной структуры усиление (увеличение, повышение, углубление) фактора 1. Объем продаж Осложняет · Номенклатура выпускаемой продукции Осложняет · Показатель унификации продукции Упрощает · Сложность продукции Осложняет · Масштаб производства Упрощает · Специализация производства Упрощает · Кооперирование производства Упрощает · Концентрация производства Осложняет · Комбинирование производства Осложняет · Развитие инфраструктуры региона Упрощает · Международная интегрированность предприятия Упрощает
Факторы, определяющие сложность организационной структуры предприятия Как влияет на сложность организационной структуры усиление (увеличение, повышение, углубление) фактора 1. Объем продаж Осложняет · Номенклатура выпускаемой продукции Осложняет · Показатель унификации продукции Упрощает · Сложность продукции Осложняет · Масштаб производства Упрощает · Специализация производства Упрощает · Кооперирование производства Упрощает · Концентрация производства Осложняет · Комбинирование производства Осложняет · Развитие инфраструктуры региона Упрощает · Международная интегрированность предприятия Упрощает

, партионный, единичный. Методы") Методы рациональной организации производственного процесса Методы организации производственных процессов: поточный (непрерывный), партионный, единичный. Методы между собой различаются по: • уровню специализации рабочих мест, • видам сочетания операций во времени, • степенью непрерывности производственного процесса. Наиболее эффективным методом организации производства, обеспечивающих высокий уровень непрерывности производственного процесса является поточный метод организации производства, где все процессы производства выполняются одновременно, в едином ритме, образуется непрерывное движение предметов труда. Поточный метод экономически целесообразно применять при наличии: • массового или крупносерийного производства, обеспечивающий высокий уровень загрузки рабочих мест в течении длительного периода времени, • тщательной отработки конструкции и технологического процесса, • четкой организации обслуживания рабочих мест.
Методы рациональной организации производственного процесса Методы организации производственных процессов: поточный (непрерывный), партионный, единичный. Методы между собой различаются по: • уровню специализации рабочих мест, • видам сочетания операций во времени, • степенью непрерывности производственного процесса. Наиболее эффективным методом организации производства, обеспечивающих высокий уровень непрерывности производственного процесса является поточный метод организации производства, где все процессы производства выполняются одновременно, в едином ритме, образуется непрерывное движение предметов труда. Поточный метод экономически целесообразно применять при наличии: • массового или крупносерийного производства, обеспечивающий высокий уровень загрузки рабочих мест в течении длительного периода времени, • тщательной отработки конструкции и технологического процесса, • четкой организации обслуживания рабочих мест.
 Основные черты поточного метода: - закрепление отдельных операций производственного процесса за строго определенными рабочими местами при их полной загрузке; - оборудование и рабочие места располагаются по ходу технологического процесса; - механизация и автоматизация перемещения предметов труда между операциями; - синхронность операций, т. е. их равенство или кратность такту. Такт потока – это промежуток времени между двумя выпускаемыми друг за другом изделиями с последней операции. ; - непрерывность движения обрабатываемых предметов труда. Поточным называется такой метод организации производства, когда операции закрепляются за определенными рабочими местами, которые располагаются в порядке выполнения операций технологического процесса, в непосредственной близости друг от друга, причем предметы труда передаются с операции на операцию сразу же после выполнения предшествующей операции посредством специальных транспортных средств.
Основные черты поточного метода: - закрепление отдельных операций производственного процесса за строго определенными рабочими местами при их полной загрузке; - оборудование и рабочие места располагаются по ходу технологического процесса; - механизация и автоматизация перемещения предметов труда между операциями; - синхронность операций, т. е. их равенство или кратность такту. Такт потока – это промежуток времени между двумя выпускаемыми друг за другом изделиями с последней операции. ; - непрерывность движения обрабатываемых предметов труда. Поточным называется такой метод организации производства, когда операции закрепляются за определенными рабочими местами, которые располагаются в порядке выполнения операций технологического процесса, в непосредственной близости друг от друга, причем предметы труда передаются с операции на операцию сразу же после выполнения предшествующей операции посредством специальных транспортных средств.
 Поточная линия Основное звено поточного производства — поточная линия. Под поточной линией понимается совмещение некоторого количества рабочих мест, расположенных по ходу технологического процесса и предназначенных для поочередного выполнения закрепленных за ними операций. Поточные линии подразделяются на непрерывные, прерывные и линии со свободным ритмом. Непрерывная поточная линия — это конвейер, на котором изделие проходит обработку (или сборку) по всем операциям непрерывно, без межоперационного прослеживания. Движение изделий на конвейере происходит параллельно и синхронно. Прерывной поточной линией называется линия, на которой движение изделий по операциям строго не регламентируется. Оно происходит с перерывами. Для таких линий характерны обособленность технологических операций, значительные отклонения продолжительности различных операций от среднего такта. Синхронизация потока достигается различными способами, в том числе за счет межоперационных заделов (запасов). Поточными линиями со свободным ритмом называются линии, на которых передача отдельных деталей или изделий (их партий) может осуществляться с некоторыми отклонениями от расчетного (установленного) ритма работы. При этом для компенсации этих отклонений и в целях обеспечения бесперебойной работы на рабочих местах создается межоперационный запас изделий (задел).
Поточная линия Основное звено поточного производства — поточная линия. Под поточной линией понимается совмещение некоторого количества рабочих мест, расположенных по ходу технологического процесса и предназначенных для поочередного выполнения закрепленных за ними операций. Поточные линии подразделяются на непрерывные, прерывные и линии со свободным ритмом. Непрерывная поточная линия — это конвейер, на котором изделие проходит обработку (или сборку) по всем операциям непрерывно, без межоперационного прослеживания. Движение изделий на конвейере происходит параллельно и синхронно. Прерывной поточной линией называется линия, на которой движение изделий по операциям строго не регламентируется. Оно происходит с перерывами. Для таких линий характерны обособленность технологических операций, значительные отклонения продолжительности различных операций от среднего такта. Синхронизация потока достигается различными способами, в том числе за счет межоперационных заделов (запасов). Поточными линиями со свободным ритмом называются линии, на которых передача отдельных деталей или изделий (их партий) может осуществляться с некоторыми отклонениями от расчетного (установленного) ритма работы. При этом для компенсации этих отклонений и в целях обеспечения бесперебойной работы на рабочих местах создается межоперационный запас изделий (задел).
 Классификация поточных линий: - по степени специализации производства : однопредметные и многопредметные, которые по видам перехода бывают с последовательным, последовательно- параллельным, параллельным; - по уровню синхронности производственного процесса: непрерывно поточные линии (полная синхронизация), прерывно поточные. - по способу поддержания ритма: с регламентированным и со свободным ритмом. - по способу передвижения предметов труда: конвейеры, транспортеры. - по положению объектов на поточной линии: стационарно поточные и передвижное поточные. - по способу участия транспортных средств: распределительные и рабочие. - по степени взаимозависимости операции: жестко связанными и гибко связанными операциями; - по уровню механизации производственных процессов: механизированоручные и комплексно-механизированные. Основные виды поточных линий: • Однопредметные непрерывно поточные, встречаются в условиях массового производства, сборочные подразделения • Однопредметные прерывно поточные – крупносерийное производство, обрабатывающее подразделение • Многопредметные непрерывно поточные – серийное и мелкосерийно производство, сборочные подразделения • Многопредметные прерывно поточные – серийное, обрабатывающее подразделение
Классификация поточных линий: - по степени специализации производства : однопредметные и многопредметные, которые по видам перехода бывают с последовательным, последовательно- параллельным, параллельным; - по уровню синхронности производственного процесса: непрерывно поточные линии (полная синхронизация), прерывно поточные. - по способу поддержания ритма: с регламентированным и со свободным ритмом. - по способу передвижения предметов труда: конвейеры, транспортеры. - по положению объектов на поточной линии: стационарно поточные и передвижное поточные. - по способу участия транспортных средств: распределительные и рабочие. - по степени взаимозависимости операции: жестко связанными и гибко связанными операциями; - по уровню механизации производственных процессов: механизированоручные и комплексно-механизированные. Основные виды поточных линий: • Однопредметные непрерывно поточные, встречаются в условиях массового производства, сборочные подразделения • Однопредметные прерывно поточные – крупносерийное производство, обрабатывающее подразделение • Многопредметные непрерывно поточные – серийное и мелкосерийно производство, сборочные подразделения • Многопредметные прерывно поточные – серийное, обрабатывающее подразделение
 Основными показателями поточных линий являются: • такт потока, • темп потока, • ритм потока, • количество рабочих мест по каждой операции, • скорость движения транспортного средства, • длина конвейера, • величина технологических, транспортных, страховых и оборотных запасов(заделов).
Основными показателями поточных линий являются: • такт потока, • темп потока, • ритм потока, • количество рабочих мест по каждой операции, • скорость движения транспортного средства, • длина конвейера, • величина технологических, транспортных, страховых и оборотных запасов(заделов).
 Тактом потока называется среднее расчетное время, по истечении которого в поток запускается или с потока выпускается одно изделие или транспортная партия изделий: • Тф — фонд рабочего времени за расчетный период (смена, сутки и т. д. ); • Ки - коэффициент использования оборудования, учитывающий простои и перерывы в работе; • Вп - объем планируемой продукции за расчетный период в натуральных единицах (штуках, метрах и т. д. ).
Тактом потока называется среднее расчетное время, по истечении которого в поток запускается или с потока выпускается одно изделие или транспортная партия изделий: • Тф — фонд рабочего времени за расчетный период (смена, сутки и т. д. ); • Ки - коэффициент использования оборудования, учитывающий простои и перерывы в работе; • Вп - объем планируемой продукции за расчетный период в натуральных единицах (штуках, метрах и т. д. ).
 Темп потока характеризует интенсивность труда работающих и определяется по формуле
Темп потока характеризует интенсивность труда работающих и определяется по формуле
 •
•
 Партионный метод организации производства представляет собой построение производственного процесса при изготовлении партий изделий. Такой метод целесообразен, экономически оправдан в условиях, когда на предприятии обширная номенклатура изделий, каждое из которых выпускается в небольшом количестве. Применяется на предприятиях серийного и на отдельных участках массового производства
Партионный метод организации производства представляет собой построение производственного процесса при изготовлении партий изделий. Такой метод целесообразен, экономически оправдан в условиях, когда на предприятии обширная номенклатура изделий, каждое из которых выпускается в небольшом количестве. Применяется на предприятиях серийного и на отдельных участках массового производства
 и") Основные черты партионного метода: - изготовление продукции сериями (конструктивно и технологически подобные изделия) и запуск деталей партиями. Эта особенность метода требует от производства гибкости, т. е. возможности быстро перестраиваться на новый выпуск продукции; - расположение оборудование по группам однородных станков и агрегатов; - использование транспортных средств общего назначения; - применение универсального и специального оборудования; - равномерность работы достигается за счет разработки и выполнения норм и нормативов, образующих производственный процесс: размер партии, длительность производственного цикла, период повторяемости запуска партий, размера задела, стандартные графики запуска- выпуска; - закрепление за рабочими местами нескольких периодически повторяющихся операций; - значительный объем незавершенного производства. Одной из основных проблем партионного метода производства является определение размера партии, при этом следует учитывать следующие факторы: трудоемкость, громоздскость и материалоемкость, наличие производственных площадей для хранения незавершенного производства, загрузка дорогостоящего оборудования.
Основные черты партионного метода: - изготовление продукции сериями (конструктивно и технологически подобные изделия) и запуск деталей партиями. Эта особенность метода требует от производства гибкости, т. е. возможности быстро перестраиваться на новый выпуск продукции; - расположение оборудование по группам однородных станков и агрегатов; - использование транспортных средств общего назначения; - применение универсального и специального оборудования; - равномерность работы достигается за счет разработки и выполнения норм и нормативов, образующих производственный процесс: размер партии, длительность производственного цикла, период повторяемости запуска партий, размера задела, стандартные графики запуска- выпуска; - закрепление за рабочими местами нескольких периодически повторяющихся операций; - значительный объем незавершенного производства. Одной из основных проблем партионного метода производства является определение размера партии, при этом следует учитывать следующие факторы: трудоемкость, громоздскость и материалоемкость, наличие производственных площадей для хранения незавершенного производства, загрузка дорогостоящего оборудования.
 метод организации производства характерен для предприятий выпускающих различные изделия в ограниченных количествах,") Индивидуальный (единичный) метод организации производства характерен для предприятий выпускающих различные изделия в ограниченных количествах, как правило, без повторения их выпуска в дальнейшем либо с повторением через большой промежуток времени с изменением конструкции изделия. Основные черты: - изделие в производстве запускаются в количестве равному заказу; - разрабатывается маршрутная технология, в которой указываются цеха изготовители и вид обработки; - при загрузке рабочего места стараются, что бы операции идущие друг за другом выполнялись на одном рабочем месте; - рабочие высокой квалификации; - в основном используется универсальное оборудование; - оборудование располагается группами однородных станков; - усложнено материально- техническое обеспечение.
Индивидуальный (единичный) метод организации производства характерен для предприятий выпускающих различные изделия в ограниченных количествах, как правило, без повторения их выпуска в дальнейшем либо с повторением через большой промежуток времени с изменением конструкции изделия. Основные черты: - изделие в производстве запускаются в количестве равному заказу; - разрабатывается маршрутная технология, в которой указываются цеха изготовители и вид обработки; - при загрузке рабочего места стараются, что бы операции идущие друг за другом выполнялись на одном рабочем месте; - рабочие высокой квалификации; - в основном используется универсальное оборудование; - оборудование располагается группами однородных станков; - усложнено материально- техническое обеспечение.
 Типы производства Тип производства – это классификационная категория производства, выделяемая по признакам: • широта номенклатуры; • регулярности и стабильности; • объем выпуска продукции; • по характеру загрузки рабочего места. Различают следующие типы производства: • массовое • серийное: – мелкосерийное – среднесерийное – крупносерийное. • единичное
Типы производства Тип производства – это классификационная категория производства, выделяемая по признакам: • широта номенклатуры; • регулярности и стабильности; • объем выпуска продукции; • по характеру загрузки рабочего места. Различают следующие типы производства: • массовое • серийное: – мелкосерийное – среднесерийное – крупносерийное. • единичное
 Единичное производство — представляет собой форму организации производства, при которой различные виды продукции изготавливаются в одном или нескольких экземплярах (штучный выпуск). Основные особенности единичного производства заключаются в том, что программа завода состоит обычно из большой номенклатуры изделий различного назначения, выпуск каждого изделия запланирован в ограниченных количествах. Номенклатура продукции в программе завода неустойчива. Неустойчивость номенклатуры, ее разнотипность, ограниченность выпуска приводят к ограничению возможностей использования стандартизованных конструктивно-технологических решений. В этом случае велик удельный вес оригинальных и весьма маленький удельный вес унифицированных деталей. Коэффициент закрепления операций больше 40. Каждая единица конечной продукции уникальна по конструкции, выполняемым задачам и другим важным признакам. Производственный процесс изготовления продукции носит прерывный характер. На выпуск каждой единицы продукции затрачивается относительно продолжительное время. На предприятиях применяется универсальное оборудование, сборочные процессы характеризуются значительной долей ручных работ, персонал обладает универсальными навыками. Распространено в тяжелом машиностроении (производство крупных машин для черной металлургии и энергетики), химической промышленности, в сфере услуг. Цехи заводов единичного производства обычно состоят из участков, организованных по технологическому принципу. Значительная трудоемкость продукции, высокая квалификация привлекаемых для выполнения операций рабочих, повышенные затраты материалов, связанные с большими допусками, обусловливают высокую себестоимость выпускаемых изделий. В себестоимости продукции значительный удельный вес имеет заработная плата, составляющая нередко 20 — 25% от полной себестоимости.
Единичное производство — представляет собой форму организации производства, при которой различные виды продукции изготавливаются в одном или нескольких экземплярах (штучный выпуск). Основные особенности единичного производства заключаются в том, что программа завода состоит обычно из большой номенклатуры изделий различного назначения, выпуск каждого изделия запланирован в ограниченных количествах. Номенклатура продукции в программе завода неустойчива. Неустойчивость номенклатуры, ее разнотипность, ограниченность выпуска приводят к ограничению возможностей использования стандартизованных конструктивно-технологических решений. В этом случае велик удельный вес оригинальных и весьма маленький удельный вес унифицированных деталей. Коэффициент закрепления операций больше 40. Каждая единица конечной продукции уникальна по конструкции, выполняемым задачам и другим важным признакам. Производственный процесс изготовления продукции носит прерывный характер. На выпуск каждой единицы продукции затрачивается относительно продолжительное время. На предприятиях применяется универсальное оборудование, сборочные процессы характеризуются значительной долей ручных работ, персонал обладает универсальными навыками. Распространено в тяжелом машиностроении (производство крупных машин для черной металлургии и энергетики), химической промышленности, в сфере услуг. Цехи заводов единичного производства обычно состоят из участков, организованных по технологическому принципу. Значительная трудоемкость продукции, высокая квалификация привлекаемых для выполнения операций рабочих, повышенные затраты материалов, связанные с большими допусками, обусловливают высокую себестоимость выпускаемых изделий. В себестоимости продукции значительный удельный вес имеет заработная плата, составляющая нередко 20 — 25% от полной себестоимости.
 Серийное производство — это форма организации производства, для которой характерен выпуск изделий большими партиями (сериями) с установленной регулярностью выпуска. Серийное производство — наиболее распространенный тип производства. Характеризуется постоянством выпуска довольно большой номенклатуры изделий. При этом годовая номенклатура выпускаемых изделий шире, чем номенклатура каждого месяца. Это позволяет организовать выпуск продукции более или менее ритмично. Выпуск изделий в больших или относительно больших количествах позволяет проводить значительную унификацию выпускаемых изделий и технологических процессов, изготовлять стандартные или нормализованные детали, входящие в конструктивные ряды, большими партиями, что уменьшает их себестоимость. Серийный тип производства характерен для станкостроения, производства проката черных металлов и т. п. Организация труда в серийном производстве отличается высокой специализацией. За каждым рабочим местом закрепляется выполнение нескольких определенных деталеопераций. Это дает рабочему хорошо освоить инструмент, приспособления и весь процесс обработки, приобрести навыки и усовершенствовать приемы обработки. Особенности серийного производства обуславливают экономическую целесообразность выпуска продукции по циклически повторяющемуся графику. Мелкосерийное тяготеет к единичному, а крупносерийное — к массовому. Это деление носит условный характер. Например, в соответствии с классификацией, предложенной Вудворд выделяются единичное и мелкосерийное производство (Unit Production), массовое (Mass Production) и непрерывное (Process Production). Коэффициент закрепления операций 40 -20 Производство мелкосерийное является переходным от единичного к серийному. Выпуск изделий может осуществляться малыми партиями. В настоящее время в машиностроении одним из конкурентных факторов стала способность фирмы изготовлять уникальное, зачастую повышенной сложности оборудование малой партией по спецзаказу покупателей. Внедрение компьютеризации позволяет повысить гибкость производства и внести в мелкосерийное производство черты поточного производства. Например, появилась возможность изготовлять несколько типов изделий на одной поточной линии с затратой минимального количества времени для переналадки оборудования. Коэффициент закрепления операций для среднесерийного производства 19 -6 Крупносерийное производство является переходной формой к массовому производству. В крупносерийном производстве выпуск изделий осуществляется крупными партиями в течение длительного периода. Обычно предприятия этого типа специализируются на выпуске отдельных изделий или комплектов по предметному типу. Коэффициент закрепления операций 5 -3
Серийное производство — это форма организации производства, для которой характерен выпуск изделий большими партиями (сериями) с установленной регулярностью выпуска. Серийное производство — наиболее распространенный тип производства. Характеризуется постоянством выпуска довольно большой номенклатуры изделий. При этом годовая номенклатура выпускаемых изделий шире, чем номенклатура каждого месяца. Это позволяет организовать выпуск продукции более или менее ритмично. Выпуск изделий в больших или относительно больших количествах позволяет проводить значительную унификацию выпускаемых изделий и технологических процессов, изготовлять стандартные или нормализованные детали, входящие в конструктивные ряды, большими партиями, что уменьшает их себестоимость. Серийный тип производства характерен для станкостроения, производства проката черных металлов и т. п. Организация труда в серийном производстве отличается высокой специализацией. За каждым рабочим местом закрепляется выполнение нескольких определенных деталеопераций. Это дает рабочему хорошо освоить инструмент, приспособления и весь процесс обработки, приобрести навыки и усовершенствовать приемы обработки. Особенности серийного производства обуславливают экономическую целесообразность выпуска продукции по циклически повторяющемуся графику. Мелкосерийное тяготеет к единичному, а крупносерийное — к массовому. Это деление носит условный характер. Например, в соответствии с классификацией, предложенной Вудворд выделяются единичное и мелкосерийное производство (Unit Production), массовое (Mass Production) и непрерывное (Process Production). Коэффициент закрепления операций 40 -20 Производство мелкосерийное является переходным от единичного к серийному. Выпуск изделий может осуществляться малыми партиями. В настоящее время в машиностроении одним из конкурентных факторов стала способность фирмы изготовлять уникальное, зачастую повышенной сложности оборудование малой партией по спецзаказу покупателей. Внедрение компьютеризации позволяет повысить гибкость производства и внести в мелкосерийное производство черты поточного производства. Например, появилась возможность изготовлять несколько типов изделий на одной поточной линии с затратой минимального количества времени для переналадки оборудования. Коэффициент закрепления операций для среднесерийного производства 19 -6 Крупносерийное производство является переходной формой к массовому производству. В крупносерийном производстве выпуск изделий осуществляется крупными партиями в течение длительного периода. Обычно предприятия этого типа специализируются на выпуске отдельных изделий или комплектов по предметному типу. Коэффициент закрепления операций 5 -3
 Массовое производство — представляет собой форму организации производства, характеризующуюся постоянным выпуском строго ограниченной номенклатуры изделий, однородных по назначению, конструкции, технологическому типу, изготовляемых одновременно и параллельно. Особенностью массового производства является изготовление однотипной продукции в больших объемах в течение длительного времени. Коэффициент закрепления операций 1 -2 Важнейшей особенностью массового производства является ограничение номенклатуры выпускаемых изделий. Завод или цех выпускают одно-два наименования изделий. Это создает экономическую целесообразность широкого применения в конструкциях изделий унифицированных и взаимозаменяемых элементов. Отдельные единицы выпускаемой продукции не отличаются друг от друга (могут быть только незначительные отличия в характеристиках и комплектации). Время прохождения единицы продукции через систему относительно мало: оно измеряется в минутах или часах. Число наименований изделий в месячной и годовой программах совпадают. Для изделий характерна высокая стандартизация и унификация их узлов и деталей. Массовое производство характеризуется высокой степенью комплексной механизации и автоматизации технологических процессов. Массовый тип производства типичен для автомобильных заводов, заводов сельскохозяйственных машин, предприятий обувной промышленности и др. Значительные объемы выпуска позволяют использовать высокопроизводительное оборудование (автоматы, агрегатные станки, автоматические линии). Вместо универсальной оснастки используется специальная. Дифференцированный технологический процесс позволяет узко специализировать рабочие места посредством закрепления за каждым из них ограниченного числа деталеопераций. Тщательная разработка технологического процесса, применение специальных станков и оснастки позволяют использовать труд узкоспециализированных рабочих-операторов. Вместе с тем широко используется труд высококвалифицированных рабочих-наладчиков.
Массовое производство — представляет собой форму организации производства, характеризующуюся постоянным выпуском строго ограниченной номенклатуры изделий, однородных по назначению, конструкции, технологическому типу, изготовляемых одновременно и параллельно. Особенностью массового производства является изготовление однотипной продукции в больших объемах в течение длительного времени. Коэффициент закрепления операций 1 -2 Важнейшей особенностью массового производства является ограничение номенклатуры выпускаемых изделий. Завод или цех выпускают одно-два наименования изделий. Это создает экономическую целесообразность широкого применения в конструкциях изделий унифицированных и взаимозаменяемых элементов. Отдельные единицы выпускаемой продукции не отличаются друг от друга (могут быть только незначительные отличия в характеристиках и комплектации). Время прохождения единицы продукции через систему относительно мало: оно измеряется в минутах или часах. Число наименований изделий в месячной и годовой программах совпадают. Для изделий характерна высокая стандартизация и унификация их узлов и деталей. Массовое производство характеризуется высокой степенью комплексной механизации и автоматизации технологических процессов. Массовый тип производства типичен для автомобильных заводов, заводов сельскохозяйственных машин, предприятий обувной промышленности и др. Значительные объемы выпуска позволяют использовать высокопроизводительное оборудование (автоматы, агрегатные станки, автоматические линии). Вместо универсальной оснастки используется специальная. Дифференцированный технологический процесс позволяет узко специализировать рабочие места посредством закрепления за каждым из них ограниченного числа деталеопераций. Тщательная разработка технологического процесса, применение специальных станков и оснастки позволяют использовать труд узкоспециализированных рабочих-операторов. Вместе с тем широко используется труд высококвалифицированных рабочих-наладчиков.
 Фактор Единичное Серийное Массовое Номенклатура Неограниченная Ограничена сериями Одно или несколько изделий Повторяемость выпуска Не повторяется Периодически повторяется Постоянно повторяется Применяемое оборудование Универсальное, частично специаль. В основном специальное Расположение оборудования Групповое и цепное Цепное Разработка технологического процесса Укрупненный метод (на изделие, Подетальная на узел) Подетально-пооперационная Применяемый инструмент Универсальный, в значительной Универсальный и специальный степени специальный Преимущественно специальный Закрепление деталей и операций Специально не закреплены за станками На каждом станке выполняется Определенные детали и операции одна и та же операция над одной закреплены за станками деталью Квалификация рабочих Высокая Средняя В основном невысокая, но имеются рабочие высокой квалификац. (наладчики, инструментальщики) Взаимозаменяемость Пригонка Неполная Полная Средняя Низкая Себестоимость единицы изделия Высокая
Фактор Единичное Серийное Массовое Номенклатура Неограниченная Ограничена сериями Одно или несколько изделий Повторяемость выпуска Не повторяется Периодически повторяется Постоянно повторяется Применяемое оборудование Универсальное, частично специаль. В основном специальное Расположение оборудования Групповое и цепное Цепное Разработка технологического процесса Укрупненный метод (на изделие, Подетальная на узел) Подетально-пооперационная Применяемый инструмент Универсальный, в значительной Универсальный и специальный степени специальный Преимущественно специальный Закрепление деталей и операций Специально не закреплены за станками На каждом станке выполняется Определенные детали и операции одна и та же операция над одной закреплены за станками деталью Квалификация рабочих Высокая Средняя В основном невысокая, но имеются рабочие высокой квалификац. (наладчики, инструментальщики) Взаимозаменяемость Пригонка Неполная Полная Средняя Низкая Себестоимость единицы изделия Высокая
 Формы организации производства Различают основные формы организации производства: • Концентрация, • Специализация • Кооперирование • Комбинирование Концентрация – это процесс, направленный на увеличение выпуска продукции или оказания услуг. Концентрация развивается на основе следующих форм: - увеличение выпуска однородной продукции (специализированные предприятия); - увеличение выпуска разнообразно продукции (универсальное предприятия); - развитие концентрации на основе комбинирование (предприятия- комбинаты); - развитие концентрации на основе диверсификации производства. Концентрация производства на предприятии может быть достигнута путем увеличения количества оборудования на прежнем техническом уровне, применения оборудования с большей мощностью. Концентрация производства позволяет применять высокоэффективные технологии, инструмент и оборудование, специализированные и специальные технологические машины, современные методы организации производства, комплексно использовать сырье и материалы, уменьшить число управленческих работников, а также реализовывать крупные проекты по совершенствованию и модернизации выпускаемой продукции. Концентрация производства развивается под влиянием двух факторов: • роста потребности в определенных видах продукции; • научно-технического прогресса в данной отрасли, открывающего возможность повышения качества продукции и снижения ее цены. Уровень концентрации можно оценить с помощью таких показателей как размер производства, объем выпуска продукции, стоимость активов, доля отдельного предприятия в выпуске в целом по отрасли. Показатели уровня относительной концентрации в определенной мере характеризует степень монополизации. В разных странах для оценки степени монополизации используются показатели: доля рынка; индекс концентрации CR, индеек Линда, индекс Харфиндаля-Хиршмана. Диверсификация – это форма концентрации, означает одновременное развитие на предприятии не связанных другом видов деятельности. Диверсифицированным считается предприятие у которого 30% продаж приходятся на те виды деятельности, которые являются не профильными.
Формы организации производства Различают основные формы организации производства: • Концентрация, • Специализация • Кооперирование • Комбинирование Концентрация – это процесс, направленный на увеличение выпуска продукции или оказания услуг. Концентрация развивается на основе следующих форм: - увеличение выпуска однородной продукции (специализированные предприятия); - увеличение выпуска разнообразно продукции (универсальное предприятия); - развитие концентрации на основе комбинирование (предприятия- комбинаты); - развитие концентрации на основе диверсификации производства. Концентрация производства на предприятии может быть достигнута путем увеличения количества оборудования на прежнем техническом уровне, применения оборудования с большей мощностью. Концентрация производства позволяет применять высокоэффективные технологии, инструмент и оборудование, специализированные и специальные технологические машины, современные методы организации производства, комплексно использовать сырье и материалы, уменьшить число управленческих работников, а также реализовывать крупные проекты по совершенствованию и модернизации выпускаемой продукции. Концентрация производства развивается под влиянием двух факторов: • роста потребности в определенных видах продукции; • научно-технического прогресса в данной отрасли, открывающего возможность повышения качества продукции и снижения ее цены. Уровень концентрации можно оценить с помощью таких показателей как размер производства, объем выпуска продукции, стоимость активов, доля отдельного предприятия в выпуске в целом по отрасли. Показатели уровня относительной концентрации в определенной мере характеризует степень монополизации. В разных странах для оценки степени монополизации используются показатели: доля рынка; индекс концентрации CR, индеек Линда, индекс Харфиндаля-Хиршмана. Диверсификация – это форма концентрации, означает одновременное развитие на предприятии не связанных другом видов деятельности. Диверсифицированным считается предприятие у которого 30% продаж приходятся на те виды деятельности, которые являются не профильными.
 Специализация — сосредоточение деятельности на относительно узком секторе, специальном направлении, отдельных технологических процессах и операциях или видах выпускаемой продукции. Специализация производства в промышленности реализована в трех основных формах: предметной, подетальной и технологической. Для оценки уровня специализации используются показатели: коэффициент охвата производства, коэффициент специализации. Кооперирование — это форма организации производства, при которой осуществляется установление и использование сравнительно устойчивых и долговременных производственных и управленческих связей между предприятиями, организациями и другими структурами, каждая из которых специализируется на производстве отдельных составных частей целого или выполнении отдельного вида работ (услуг). Показатели кооперации: доля стоимости полуфабрикатов и прочих покупных, получаемых от других предприятий по кооперации в общей стоимости продукции предприятия, количество предприятий, с которыми имеются связи по кооперации. Комбинирование производства — одна из форм организации производства, основанная на соединении принципиально разных технологических процессов (например, на металлургическом комбинате применяются литейные, химические и прокатные технологии) на одном крупном предприятии. Показатели комбинирования: доля продукции, полученная в результате комбинирования; степень извлечения полезных веществ из сырья; степень использования отходов.
Специализация — сосредоточение деятельности на относительно узком секторе, специальном направлении, отдельных технологических процессах и операциях или видах выпускаемой продукции. Специализация производства в промышленности реализована в трех основных формах: предметной, подетальной и технологической. Для оценки уровня специализации используются показатели: коэффициент охвата производства, коэффициент специализации. Кооперирование — это форма организации производства, при которой осуществляется установление и использование сравнительно устойчивых и долговременных производственных и управленческих связей между предприятиями, организациями и другими структурами, каждая из которых специализируется на производстве отдельных составных частей целого или выполнении отдельного вида работ (услуг). Показатели кооперации: доля стоимости полуфабрикатов и прочих покупных, получаемых от других предприятий по кооперации в общей стоимости продукции предприятия, количество предприятий, с которыми имеются связи по кооперации. Комбинирование производства — одна из форм организации производства, основанная на соединении принципиально разных технологических процессов (например, на металлургическом комбинате применяются литейные, химические и прокатные технологии) на одном крупном предприятии. Показатели комбинирования: доля продукции, полученная в результате комбинирования; степень извлечения полезных веществ из сырья; степень использования отходов.
 Специализация производства —каждое производство ограничивается изготовлением определённого вида конструктивной и технологически однородной продукции. Углубление специализации дальнейшим разделением труда. Однородность производственной продукции обеспечивается: • технологической схожестью продукции, предназначенной к непосредственному использованию потребителем; • изготовлением отдельных узлов, блоков и деталей сложной продукции; • выполнением отдельных, обособленных стадий технологического процесса; • оказанием услуг вспомогательных производств. Соответственно этому, различают четыре вида специализации предприятий: • Предметная специализация состоит в том, что каждое предприятие ограничивается изготовлением конструктивнотехнологически однородной, конечной продукции (автомобили, телевизоры, полимерное и химическое оборудование и т. д. ). • Подетальная специализация характеризуется сосредоточением производства отдельных деталей, полуфабрикатов, заготовок, узлов или агрегатов. • Технологическая специализация проявляется в том, что самостоятельные предприятия ограничиваются выполнением отдельных стадий технологических процессов (автосборочный, радиосборочный заводы и т. д. ). • Специализация вспомогательных производств, к которой относятся инструментальные и ремонтные цеха (завод), цеха по производству тары и упаковки и другие, осуществляется путём концентрации однородного вспомогательного производства на самостоятельных специализированных предприятиях или путём создания базовых специализированных цехов на действующих предприятиях. Специализация упрощает систему управления и обслуживания производства, сокращает объём работ по технической подготовке, оперативному учёту и контролю, способствует улучшению использования материальных, трудовых и финансовых ресурсов на всех этапах производственного цикла. Преимущества специализации: повышает производительность труда; сокращает длительность производственного цикла изготовления деталей, их качество; ускоряет оборачиваемость оборотных средств предприятия, снижает себестоимость продукции; повышает рентабельность производства. Принцип специализации эффективен на предприятиях всех типов (индивидуального, серийного и массового производства), но находит он наибольшее применение в массовом производстве. Показатели уровня специализации: Количество разнородных видов продукций, изготавливаемых на одном предприятии (снижение номенклатурных позиций плана выпуска продукции повышает уровень специализации). Удельный вес профильной продукции в общем объёме производства. К профильной продукции относится продукция, на изготовлении которой специализировано предприятие, оборудование, технологический процесс и специализация кадров.
Специализация производства —каждое производство ограничивается изготовлением определённого вида конструктивной и технологически однородной продукции. Углубление специализации дальнейшим разделением труда. Однородность производственной продукции обеспечивается: • технологической схожестью продукции, предназначенной к непосредственному использованию потребителем; • изготовлением отдельных узлов, блоков и деталей сложной продукции; • выполнением отдельных, обособленных стадий технологического процесса; • оказанием услуг вспомогательных производств. Соответственно этому, различают четыре вида специализации предприятий: • Предметная специализация состоит в том, что каждое предприятие ограничивается изготовлением конструктивнотехнологически однородной, конечной продукции (автомобили, телевизоры, полимерное и химическое оборудование и т. д. ). • Подетальная специализация характеризуется сосредоточением производства отдельных деталей, полуфабрикатов, заготовок, узлов или агрегатов. • Технологическая специализация проявляется в том, что самостоятельные предприятия ограничиваются выполнением отдельных стадий технологических процессов (автосборочный, радиосборочный заводы и т. д. ). • Специализация вспомогательных производств, к которой относятся инструментальные и ремонтные цеха (завод), цеха по производству тары и упаковки и другие, осуществляется путём концентрации однородного вспомогательного производства на самостоятельных специализированных предприятиях или путём создания базовых специализированных цехов на действующих предприятиях. Специализация упрощает систему управления и обслуживания производства, сокращает объём работ по технической подготовке, оперативному учёту и контролю, способствует улучшению использования материальных, трудовых и финансовых ресурсов на всех этапах производственного цикла. Преимущества специализации: повышает производительность труда; сокращает длительность производственного цикла изготовления деталей, их качество; ускоряет оборачиваемость оборотных средств предприятия, снижает себестоимость продукции; повышает рентабельность производства. Принцип специализации эффективен на предприятиях всех типов (индивидуального, серийного и массового производства), но находит он наибольшее применение в массовом производстве. Показатели уровня специализации: Количество разнородных видов продукций, изготавливаемых на одном предприятии (снижение номенклатурных позиций плана выпуска продукции повышает уровень специализации). Удельный вес профильной продукции в общем объёме производства. К профильной продукции относится продукция, на изготовлении которой специализировано предприятие, оборудование, технологический процесс и специализация кадров.
 Кооперирование производства — представляет собой длительные производственные связи между предприятиями по совместному изготовлению продукции. Кооперирование может быть отраслевым, региональным или международным. Критериями выбора вида кооперирования служат качество и цена поставляемой продукции, имидж, надежность и миссия поставщика, качество сервиса, оказываемого поставщиком, затраты на эксплуатацию продукции поставщика. Уровень кооперации производства характеризуют: • коэффициент кооперирования, определяемый делением стоимости комплектующих и покупных изделий, полуфабрикатов, поступающих от заводов-поставщиков, кооперирующихся с данным предприятием, на себестоимость товарной продукции; • количество предприятий, кооперирующихся с данным предприятием; • число заказов, выполняемых в порядке кооперирования для других предприятий; Кооперация считается оправданной, если она подтверждается технологической и экономической целесообразностью. Виды кооперирования производства: По характеру участия в процессе кооперирования: кооперация «со стороны» ; кооперация «на сторону» . По территориальному признаку: внутрирайонное кооперирование (в одном экономическом районе); межрайонная. По характеру использования производственной базы: кооперирование на базе специализации; кооперирование на базе свободных производственных мощностей. Для оценки уровня кооперирования используют следующие показатели: • удельный вес кооперированных поставок в себестоимости готовых изделий; • количество предприятий, кооперирующихся с данным предприятием; • удельный вес, в общем объёме кооперации, поставок по внутрирайонному и межрайонному кооперированию. Экономическая эффективность кооперирования достигается улучшением показателей работы предприятий за счёт прекращения производства на них небольших партий деталей и узлов и передачи их изготовления на специализированные предприятия.
Кооперирование производства — представляет собой длительные производственные связи между предприятиями по совместному изготовлению продукции. Кооперирование может быть отраслевым, региональным или международным. Критериями выбора вида кооперирования служат качество и цена поставляемой продукции, имидж, надежность и миссия поставщика, качество сервиса, оказываемого поставщиком, затраты на эксплуатацию продукции поставщика. Уровень кооперации производства характеризуют: • коэффициент кооперирования, определяемый делением стоимости комплектующих и покупных изделий, полуфабрикатов, поступающих от заводов-поставщиков, кооперирующихся с данным предприятием, на себестоимость товарной продукции; • количество предприятий, кооперирующихся с данным предприятием; • число заказов, выполняемых в порядке кооперирования для других предприятий; Кооперация считается оправданной, если она подтверждается технологической и экономической целесообразностью. Виды кооперирования производства: По характеру участия в процессе кооперирования: кооперация «со стороны» ; кооперация «на сторону» . По территориальному признаку: внутрирайонное кооперирование (в одном экономическом районе); межрайонная. По характеру использования производственной базы: кооперирование на базе специализации; кооперирование на базе свободных производственных мощностей. Для оценки уровня кооперирования используют следующие показатели: • удельный вес кооперированных поставок в себестоимости готовых изделий; • количество предприятий, кооперирующихся с данным предприятием; • удельный вес, в общем объёме кооперации, поставок по внутрирайонному и межрайонному кооперированию. Экономическая эффективность кооперирования достигается улучшением показателей работы предприятий за счёт прекращения производства на них небольших партий деталей и узлов и передачи их изготовления на специализированные предприятия.
 Комбинирование производства заключается в технологическом сочетании взаимосвязанных, но разнородных производств одной или различных отраслей промышленности в рамках одного предприятия, комбинатов. Признаки комбинирования производства: • объединение разнородных процессов; • пропорциональность между ними; • технолого-экономическое единство между этими производствами; • производственное единство, заключающееся в том, что все части комбината располагаются на одной территории и связаны между собой общими коммуникациями; • единое энергетическое хозяйство и общие вспомогательные и обслуживающие производства. Формы комбинирования производства В зависимости от характера производства, технологии и объединения в производственном процессе отдельных стадий переработки сырья и материалов, комбинирование в промышленности выступает в трёх основных формах: 1) последовательная переработка сырья вплоть до получения готовой продукции; 2) изготовление отходов производства для выработки видов продукции; 3) комплексная переработка сырья (выработка из одного вида сырья различных видов продукции) Существует понятие вертикального, горизонтального и смешанного комбинирования. Вертикальное — когда осуществляется последовательная переработка сырья в полуфабрикаты или готовые изделия. Горизонтальное, когда из одного вида сырья последовательно перерабатывая его, получают основные полуфабрикаты (готовую продукцию, а из образовавшихся отходов — побочные полуфабрикаты или готовую продукцию).
Комбинирование производства заключается в технологическом сочетании взаимосвязанных, но разнородных производств одной или различных отраслей промышленности в рамках одного предприятия, комбинатов. Признаки комбинирования производства: • объединение разнородных процессов; • пропорциональность между ними; • технолого-экономическое единство между этими производствами; • производственное единство, заключающееся в том, что все части комбината располагаются на одной территории и связаны между собой общими коммуникациями; • единое энергетическое хозяйство и общие вспомогательные и обслуживающие производства. Формы комбинирования производства В зависимости от характера производства, технологии и объединения в производственном процессе отдельных стадий переработки сырья и материалов, комбинирование в промышленности выступает в трёх основных формах: 1) последовательная переработка сырья вплоть до получения готовой продукции; 2) изготовление отходов производства для выработки видов продукции; 3) комплексная переработка сырья (выработка из одного вида сырья различных видов продукции) Существует понятие вертикального, горизонтального и смешанного комбинирования. Вертикальное — когда осуществляется последовательная переработка сырья в полуфабрикаты или готовые изделия. Горизонтальное, когда из одного вида сырья последовательно перерабатывая его, получают основные полуфабрикаты (готовую продукцию, а из образовавшихся отходов — побочные полуфабрикаты или готовую продукцию).
 Показатели уровня комбинирования: • удельный вес продукции (в действующих ценах, выпускаемый комбинатом в общем объёме выпуска продукции) отраслью; • удельный вес сырья и полуфабрикатов, которые перерабатываются в последующий продукт на месте их получения в общем количестве тех же видов сырья и полуфабрикатов, произведённых на комбинате; • доля побочной продукции, полученной в результате комбинирования в общем объёме выпускаемой продукции; • количество рабочих, занятых на комбинированных производствах в отрасли; • доля основных средств, находящихся в комбинированных производствах в общей стоимости средств в отрасли; • количество сырья, перерабатываемых в комбинированных производствах; • количество продуктов, получаемое из перерабатываемого на комбинате сырья и их стоимость; • процент извлечения полезных компонентов из сырья, применяемого на комбинате (17 % сахара из свеклы). Экономическая эффективность комбинирования обусловлена рациональным использованием инвестированного капитала (основные и оборотные средства), рабочей силы и предметов труда. Интегрированному использованию орудий труда в комбинированных производствах способствуют: • высокий уровень непрерывности производственных процессов; • использование части оборудования на комбинатах для производства нескольких видов продуктов; • рациональное использование предметов труда за счёт комплексного использования сырья, а также переработки отходов производства; • рациональное использование живого труда (рост производительности труда); • возможность сокращать удельные капитальные вложения в общекомбинатские вспомогательные производства и обслуживающие хозяйства; • снижение себестоимости продукции; • ускорение оборачиваемости оборотных средств; • более рациональное размещение предприятий промышленности; • охрана окружающей среды. Повышение уровня комбинирования имеет определённые границы. Оптимальным является тот вариант комбинирования, при котором осуществлённые затраты в результате комбинирования минимальны.
Показатели уровня комбинирования: • удельный вес продукции (в действующих ценах, выпускаемый комбинатом в общем объёме выпуска продукции) отраслью; • удельный вес сырья и полуфабрикатов, которые перерабатываются в последующий продукт на месте их получения в общем количестве тех же видов сырья и полуфабрикатов, произведённых на комбинате; • доля побочной продукции, полученной в результате комбинирования в общем объёме выпускаемой продукции; • количество рабочих, занятых на комбинированных производствах в отрасли; • доля основных средств, находящихся в комбинированных производствах в общей стоимости средств в отрасли; • количество сырья, перерабатываемых в комбинированных производствах; • количество продуктов, получаемое из перерабатываемого на комбинате сырья и их стоимость; • процент извлечения полезных компонентов из сырья, применяемого на комбинате (17 % сахара из свеклы). Экономическая эффективность комбинирования обусловлена рациональным использованием инвестированного капитала (основные и оборотные средства), рабочей силы и предметов труда. Интегрированному использованию орудий труда в комбинированных производствах способствуют: • высокий уровень непрерывности производственных процессов; • использование части оборудования на комбинатах для производства нескольких видов продуктов; • рациональное использование предметов труда за счёт комплексного использования сырья, а также переработки отходов производства; • рациональное использование живого труда (рост производительности труда); • возможность сокращать удельные капитальные вложения в общекомбинатские вспомогательные производства и обслуживающие хозяйства; • снижение себестоимости продукции; • ускорение оборачиваемости оборотных средств; • более рациональное размещение предприятий промышленности; • охрана окружающей среды. Повышение уровня комбинирования имеет определённые границы. Оптимальным является тот вариант комбинирования, при котором осуществлённые затраты в результате комбинирования минимальны.
 Инструментальное хозяйство на предприятии создается для выполнения работ по обеспечению производства инструментом и технологической оснасткой, организации их хранения, эксплуатации и ремонта. Затраты на технологическую оснастку в массовом производстве достигают 25— 30% стоимости оборудования, в крупносерийном — 10— 15%, в мелкосерийном и единичном — около 5%. Доля затрат на оснастку в себестоимости достигает соответственно 4, 6, 8 и 15%. Величина оборотных средств, вложенных в инструменты (оснащение), колеблется от 15 до 40% общей суммы оборотных средств завода. Сложность организации и планирования производства и эксплуатации инструментов обусловливается огромной номенклатурой оснастки, высокими требованиями к ее качеству и стойкости, большим влиянием инструментального хозяйства на экономику предприятия. Так, на долю проектирования и изготовления технологической оснастки при освоении новых изделий приходится более 80% трудоемкости всех работ по подготовке производства. Для изготовления и сборки новой конструкции автомобиля, например, необходим комплект инструментария, включающий до 20 000 типов режущего, измерительного и вспомогательного инструмента.
Инструментальное хозяйство на предприятии создается для выполнения работ по обеспечению производства инструментом и технологической оснасткой, организации их хранения, эксплуатации и ремонта. Затраты на технологическую оснастку в массовом производстве достигают 25— 30% стоимости оборудования, в крупносерийном — 10— 15%, в мелкосерийном и единичном — около 5%. Доля затрат на оснастку в себестоимости достигает соответственно 4, 6, 8 и 15%. Величина оборотных средств, вложенных в инструменты (оснащение), колеблется от 15 до 40% общей суммы оборотных средств завода. Сложность организации и планирования производства и эксплуатации инструментов обусловливается огромной номенклатурой оснастки, высокими требованиями к ее качеству и стойкости, большим влиянием инструментального хозяйства на экономику предприятия. Так, на долю проектирования и изготовления технологической оснастки при освоении новых изделий приходится более 80% трудоемкости всех работ по подготовке производства. Для изготовления и сборки новой конструкции автомобиля, например, необходим комплект инструментария, включающий до 20 000 типов режущего, измерительного и вспомогательного инструмента.
 Структура и организационные формы инструментального хозяйства весьма разнообразны и зависят от: • типа производства, • вида выпускаемой продукции, • конструкторской и технологической сложности, • объема производства. Инструментальное хозяйство на предприятии включает: • производственные звенья (участки, цехи) по изготовлению инструментов; • складские и комплектующие подразделения (центральный инструментальный склад, цеховые инструментальнораздаточные кладовые); • подразделения по восстановлению и ремонту инструментов; • подразделения по инструментообеспечению рабочих мест.
Структура и организационные формы инструментального хозяйства весьма разнообразны и зависят от: • типа производства, • вида выпускаемой продукции, • конструкторской и технологической сложности, • объема производства. Инструментальное хозяйство на предприятии включает: • производственные звенья (участки, цехи) по изготовлению инструментов; • складские и комплектующие подразделения (центральный инструментальный склад, цеховые инструментальнораздаточные кладовые); • подразделения по восстановлению и ремонту инструментов; • подразделения по инструментообеспечению рабочих мест.

 Основными задачами организации инструментального хозяйства являются: • определение потребности и планирование обеспечения предприятия оснасткой; • обеспечение предприятия покупной оснасткой, организация и реализация связей по кооперации производства оснастки с предприятиями; • подготовка производства и изготовление оснастки на предприятии, ее испытание и отладка; • нормирование расхода оснастки; • организация эксплуатации оснастки и технический надзор за ее эксплуатацией; • обеспечение рабочих мест оснасткой; • организация учета и хранения оснастки; • организация эксплуатации стандартной и переналаживаемой оснастки и обеспечение ее максимально рационального применения; • восстановление оснастки; • контроль за внедрением оснастки, учет и анализ эффективности ее использования; • совершенствование организации обеспечения производства оснасткой.
Основными задачами организации инструментального хозяйства являются: • определение потребности и планирование обеспечения предприятия оснасткой; • обеспечение предприятия покупной оснасткой, организация и реализация связей по кооперации производства оснастки с предприятиями; • подготовка производства и изготовление оснастки на предприятии, ее испытание и отладка; • нормирование расхода оснастки; • организация эксплуатации оснастки и технический надзор за ее эксплуатацией; • обеспечение рабочих мест оснасткой; • организация учета и хранения оснастки; • организация эксплуатации стандартной и переналаживаемой оснастки и обеспечение ее максимально рационального применения; • восстановление оснастки; • контроль за внедрением оснастки, учет и анализ эффективности ее использования; • совершенствование организации обеспечения производства оснасткой.
 Задачи и объем работ по организации инструментального хозяйства определяются особенностями основного производства, сложностью выпускаемой продукции, используемым оборудованием, масштабами изготовления однотипной продукции и степенью ее новизны. Вместе с тем от уровня организации этого хозяйства и качества инструмента зависят интенсивное использование оборудования, технологические параметры его работы, уровень производительности труда и в целом результаты работы всего предприятия. Показателем технической оснащенности служит коэффициент оснастки, определяемый как отношение количества используемого инструмента к числу рабочих мест.
Задачи и объем работ по организации инструментального хозяйства определяются особенностями основного производства, сложностью выпускаемой продукции, используемым оборудованием, масштабами изготовления однотипной продукции и степенью ее новизны. Вместе с тем от уровня организации этого хозяйства и качества инструмента зависят интенсивное использование оборудования, технологические параметры его работы, уровень производительности труда и в целом результаты работы всего предприятия. Показателем технической оснащенности служит коэффициент оснастки, определяемый как отношение количества используемого инструмента к числу рабочих мест.
 Классификация инструментов Условием рациональной организации и экономичного использования инструмента является его четкая классификация. Это необходимо для выбора однотипного и взаимозаменяемого инструмента, конструктивно и технологически сходных видов при подборе партии одновременно изготавливаемой оснастки, организации его хранения, определения порядка получения и производства. Важное значение классификация инструмента имеет для выявления степени применяемости различных видов инструмента и обоснования рациональных форм его получения. Инструмент различают по характеру использования: • Универсальный (нормальный, стандартный) инструмент применяется на всех предприятиях промышленности при выполнении операций определенного рода. • Специальным называется инструмент, используемый на предприятии для выполнения определенной операции при изготовлении конкретных деталей продукции. Значительное число групп, типов, видов и размеров применяемых инструментов осложняет планирование, организацию эксплуатации, учет и снабжение. Поэтому для упрощения организации инструментального хозяйства производится классификация инструмента, т. е. группировка его по типовым конструктивным и производствснно-технологическим признакам. Эти признаки зависят от назначения, формы, размеров инструмента. По назначению инструмент делится на обрабатывающий, контрольно-измерительный и на технологическую оснастку. Металлообрабатывающий инструмент, например, подразделяют на режущий, измерительный, слесарномонтажный, вспомогательный. Технологическая оснастка включает приспособления, штампы, литейную оснастку (модели, пресс-формы и т. п. ). Каждый класс инструмента делится на подклассы, группы, подгруппы, секции. Номенклатура универсального инструмента определяется стандартами. Наиболее рациональной считается десятичная система классификации. В каждом классификационном подразделении выделяется по 10 групп. На основе классификации применяется индексация инструментов, т. е. присвоение каждому виду инструментов определенного условного обозначения. Первая цифра в индексе обозначает класс, вторая — подкласс, третья — группу и т. д. В целях предупреждения излишнего расширения номенклатуры и типоразмеров оснастки в инструментальном производстве ведется постоянная работа но стандартизации инструмента, т. е. ограничению целесообразным минимумом типов, размеров и элементов конструкций.
Классификация инструментов Условием рациональной организации и экономичного использования инструмента является его четкая классификация. Это необходимо для выбора однотипного и взаимозаменяемого инструмента, конструктивно и технологически сходных видов при подборе партии одновременно изготавливаемой оснастки, организации его хранения, определения порядка получения и производства. Важное значение классификация инструмента имеет для выявления степени применяемости различных видов инструмента и обоснования рациональных форм его получения. Инструмент различают по характеру использования: • Универсальный (нормальный, стандартный) инструмент применяется на всех предприятиях промышленности при выполнении операций определенного рода. • Специальным называется инструмент, используемый на предприятии для выполнения определенной операции при изготовлении конкретных деталей продукции. Значительное число групп, типов, видов и размеров применяемых инструментов осложняет планирование, организацию эксплуатации, учет и снабжение. Поэтому для упрощения организации инструментального хозяйства производится классификация инструмента, т. е. группировка его по типовым конструктивным и производствснно-технологическим признакам. Эти признаки зависят от назначения, формы, размеров инструмента. По назначению инструмент делится на обрабатывающий, контрольно-измерительный и на технологическую оснастку. Металлообрабатывающий инструмент, например, подразделяют на режущий, измерительный, слесарномонтажный, вспомогательный. Технологическая оснастка включает приспособления, штампы, литейную оснастку (модели, пресс-формы и т. п. ). Каждый класс инструмента делится на подклассы, группы, подгруппы, секции. Номенклатура универсального инструмента определяется стандартами. Наиболее рациональной считается десятичная система классификации. В каждом классификационном подразделении выделяется по 10 групп. На основе классификации применяется индексация инструментов, т. е. присвоение каждому виду инструментов определенного условного обозначения. Первая цифра в индексе обозначает класс, вторая — подкласс, третья — группу и т. д. В целях предупреждения излишнего расширения номенклатуры и типоразмеров оснастки в инструментальном производстве ведется постоянная работа но стандартизации инструмента, т. е. ограничению целесообразным минимумом типов, размеров и элементов конструкций.
 Определение потребности в инструменте основано на нормах износа, под которым понимается время работы инструмента в часах до окончательного его выбытия. На практике используются отраслевые нормативы расхода инструмента на 1000 станко-часов или 100 единиц готовой продукции. Для серийного производства нормы расхода инструментов рассчитываются на 1000 часов работы однотипных станков. Важной функцией организации инструментального хозяйства является регулирование запаса инструмента. Минимальное количество инструмента, необходимое предприятию для бесперебойной работы, образует оборотный фонд. Он включает складские запасы в центральном инструментальном складе (ЦИС) и в цеховых инструментально-раздаточных кладовых (ИРК), эксплуатационный фонд на рабочих местах и инструмент в заточке, ремонте, восстановлении и проверке. Инструмент на рабочих местах и в ИРК составляет цеховой оборотный фонд. Сумма цеховых оборотных фондов и запасов в ЦИСе образует общезаводской фонд. Основная часть запаса инструмента, включающего резервный фонд для действующего производства и инструмент для новых объектов, находится в ЦИСе.
Определение потребности в инструменте основано на нормах износа, под которым понимается время работы инструмента в часах до окончательного его выбытия. На практике используются отраслевые нормативы расхода инструмента на 1000 станко-часов или 100 единиц готовой продукции. Для серийного производства нормы расхода инструментов рассчитываются на 1000 часов работы однотипных станков. Важной функцией организации инструментального хозяйства является регулирование запаса инструмента. Минимальное количество инструмента, необходимое предприятию для бесперебойной работы, образует оборотный фонд. Он включает складские запасы в центральном инструментальном складе (ЦИС) и в цеховых инструментально-раздаточных кладовых (ИРК), эксплуатационный фонд на рабочих местах и инструмент в заточке, ремонте, восстановлении и проверке. Инструмент на рабочих местах и в ИРК составляет цеховой оборотный фонд. Сумма цеховых оборотных фондов и запасов в ЦИСе образует общезаводской фонд. Основная часть запаса инструмента, включающего резервный фонд для действующего производства и инструмент для новых объектов, находится в ЦИСе.


 Эксплуатационный цеховой фонд инструментов состоит из инструментов, находящихся на рабочих местах, в заточке и в ремонте. Для оснастки инструмента длительного срока пользования (штампы холодопрессовых цехов, металлические модели, приспособления и т. п. ) запасы в эксплуатации, как правило, не создаются. Количество инструмента на рабочих местах определяется в зависимости от числа станков, где применяется запасной инструмент, количества смен работы этих станков и количества инструментов, находящихся у каждого рабочего, т. е. для передачи инструмента из смены в смену. Наличие инструмента на рабочих местах будет тем меньше, чем чаше происходит замена затупившегося инструмента. Наличие инструмента в заточке зависит от величины поставляемых в заточку партий и времени пребывания инструмента в заточке, включая время пролеживания перед заточкой, нахождения в заточке и время после заточки до поступления его в ИР К.
Эксплуатационный цеховой фонд инструментов состоит из инструментов, находящихся на рабочих местах, в заточке и в ремонте. Для оснастки инструмента длительного срока пользования (штампы холодопрессовых цехов, металлические модели, приспособления и т. п. ) запасы в эксплуатации, как правило, не создаются. Количество инструмента на рабочих местах определяется в зависимости от числа станков, где применяется запасной инструмент, количества смен работы этих станков и количества инструментов, находящихся у каждого рабочего, т. е. для передачи инструмента из смены в смену. Наличие инструмента на рабочих местах будет тем меньше, чем чаше происходит замена затупившегося инструмента. Наличие инструмента в заточке зависит от величины поставляемых в заточку партий и времени пребывания инструмента в заточке, включая время пролеживания перед заточкой, нахождения в заточке и время после заточки до поступления его в ИР К.
 Склады и кладовые инструмента Хранение и комплектация инструмента осуществляются в ряде звеньев, в том числе и в ЦИСе, который обеспечивает приемку, хранение, регулирование запасов и выдачу инструмента цехам. ЦИС состоит из отделений и участков, специализированных по группам инструментов. Нормальный (универсальный) инструмент располагается по типоразмерам, специальный — по изделиям, деталям и операциям, для производства которых он предназначен. В соответствии с системой «максимум-минимум» по каждому номеру инструмента ведутся учет и пополнение запасов. Кроме хранения, учета и регулирования запасов в ЦИСе ведется постоянная работа по снабжению инструментом цеховых инструментально-раздаточных кладовых в пределах установленных лимитов.
Склады и кладовые инструмента Хранение и комплектация инструмента осуществляются в ряде звеньев, в том числе и в ЦИСе, который обеспечивает приемку, хранение, регулирование запасов и выдачу инструмента цехам. ЦИС состоит из отделений и участков, специализированных по группам инструментов. Нормальный (универсальный) инструмент располагается по типоразмерам, специальный — по изделиям, деталям и операциям, для производства которых он предназначен. В соответствии с системой «максимум-минимум» по каждому номеру инструмента ведутся учет и пополнение запасов. Кроме хранения, учета и регулирования запасов в ЦИСе ведется постоянная работа по снабжению инструментом цеховых инструментально-раздаточных кладовых в пределах установленных лимитов.
 ИРК организуются в основных и вспомогательных цехах для обеспечения рабочих мест инструментом и своевременной замены затупившегося и пришедшего в негодность инструмента. Годный затупившийся инструмент ИРК обменивает в отделении заточки на заточенный и снабжает им рабочих. Пришедший в негодность инструмент направляется в сортировочный пункт или участок инструментального цеха для проверки возможности дальнейшего использования. ИРК ведет ежедневный учет расхода и движения инструмента на специальных инструментальных картах. Снабжение рабочих мест инструментом и оснасткой является одной из основных функций ИРК. Для нормального хранения и своевременной подачи инструмента особое значение имеет организация современного автоматизированного складского хозяйства, в котором создается комплексный запас инструмента и обеспечивается бесперебойная его подача в цехи. Наличие в производстве больших запасов инструмента, учитывая его стоимость и значительный расход, делают проблему экономии инструмента одной из наиболее важных в организации инструментального хозяйства. Экономия инструментов достигается улучшением условий его работы и правильной эксплуатацией.
ИРК организуются в основных и вспомогательных цехах для обеспечения рабочих мест инструментом и своевременной замены затупившегося и пришедшего в негодность инструмента. Годный затупившийся инструмент ИРК обменивает в отделении заточки на заточенный и снабжает им рабочих. Пришедший в негодность инструмент направляется в сортировочный пункт или участок инструментального цеха для проверки возможности дальнейшего использования. ИРК ведет ежедневный учет расхода и движения инструмента на специальных инструментальных картах. Снабжение рабочих мест инструментом и оснасткой является одной из основных функций ИРК. Для нормального хранения и своевременной подачи инструмента особое значение имеет организация современного автоматизированного складского хозяйства, в котором создается комплексный запас инструмента и обеспечивается бесперебойная его подача в цехи. Наличие в производстве больших запасов инструмента, учитывая его стоимость и значительный расход, делают проблему экономии инструмента одной из наиболее важных в организации инструментального хозяйства. Экономия инструментов достигается улучшением условий его работы и правильной эксплуатацией.
 Энергетическое хозяйство Основной задачей энергетического хозяйства является надежное и бесперебойное обеспечение предприятия всеми видами энергии установленных параметров при минимальных затратах. Объем и структура потребляемых энергоресурсов зависят от мощности предприятия, вида выпускаемой продукции, характера технологических процессов, а также связей с районными энергосистемами. В задачу энергетического хозяйства входят также : • выполнение правил эксплуатации энергетического оборудования, • организация его технического обслуживания и ремонта, • проведение мероприятий, направленных на экономию энергии и всех видов топлива, мероприятий по совершенствованию и развитию энергохозяйства предприятия.
Энергетическое хозяйство Основной задачей энергетического хозяйства является надежное и бесперебойное обеспечение предприятия всеми видами энергии установленных параметров при минимальных затратах. Объем и структура потребляемых энергоресурсов зависят от мощности предприятия, вида выпускаемой продукции, характера технологических процессов, а также связей с районными энергосистемами. В задачу энергетического хозяйства входят также : • выполнение правил эксплуатации энергетического оборудования, • организация его технического обслуживания и ремонта, • проведение мероприятий, направленных на экономию энергии и всех видов топлива, мероприятий по совершенствованию и развитию энергохозяйства предприятия.
 Потребление энергии в производстве по часам суток, дням недели и календарным периодам происходит неравномерно. Исходя из этого, режимы производства всех видов энергии непосредственно зависят от режимов ее потребления. Потребность предприятий в энергии может покрываться за счет полного обеспечения энергией всех видов от собственных установок. Этот способ энергоснабжения можно назвать централизованным. Другим способом энергоснабжения — децентрализованным пользуются небольшие, а иногда и средние промышленные предприятия, которые получают все виды энергии, например, от районных систем, соседних предприятий или объединенных цехов. Больше всего распространен комбинированный вариант, при котором отдельные виды энергии предприятия получают от районных энергосистем, а другие виды энергии производятся на заводских установках. В практике организации энергетического хозяйства этот вариант считается наиболее рациональным.
Потребление энергии в производстве по часам суток, дням недели и календарным периодам происходит неравномерно. Исходя из этого, режимы производства всех видов энергии непосредственно зависят от режимов ее потребления. Потребность предприятий в энергии может покрываться за счет полного обеспечения энергией всех видов от собственных установок. Этот способ энергоснабжения можно назвать централизованным. Другим способом энергоснабжения — децентрализованным пользуются небольшие, а иногда и средние промышленные предприятия, которые получают все виды энергии, например, от районных систем, соседних предприятий или объединенных цехов. Больше всего распространен комбинированный вариант, при котором отдельные виды энергии предприятия получают от районных энергосистем, а другие виды энергии производятся на заводских установках. В практике организации энергетического хозяйства этот вариант считается наиболее рациональным.
 Структура энергетического хозяйства предприятия В состав энергетического хозяйства предприятия входят: • электрическая и тепловая станции; • высоковольтные подстанции, питающие предприятие от централизованной системы; • паросиловой цех; • газогенераторная, кислородная, компрессорная, водонасосная станции; • подстанция инертных газов и кислорода; • цех ремонта электрооборудования; • телефонная станция. Энергохозяйство предприятия подразделяется на две части: общезаводскую и цеховую. К общезаводскому подразделению энергохозяйства относятся генерирующие преобразовательные установки и общезаводские сети, которые объединяются в ряд специальных цехов: электросиловой, теплосиловой, газовый, слаботочный и электромеханический. Состав цехов зависит от энергоемкости производства и связей завода с внешними энергосистемами. На небольших предприятиях все энергохозяйство может быть объединено в один, два цеха. Цеховую часть энергохозяйства образуют первичные энергоприемники (потребители энергии — печи, станки, подъемно- транспортное оборудование), цеховые преобразовательные установки и внутрицеховые распределительные сети.
Структура энергетического хозяйства предприятия В состав энергетического хозяйства предприятия входят: • электрическая и тепловая станции; • высоковольтные подстанции, питающие предприятие от централизованной системы; • паросиловой цех; • газогенераторная, кислородная, компрессорная, водонасосная станции; • подстанция инертных газов и кислорода; • цех ремонта электрооборудования; • телефонная станция. Энергохозяйство предприятия подразделяется на две части: общезаводскую и цеховую. К общезаводскому подразделению энергохозяйства относятся генерирующие преобразовательные установки и общезаводские сети, которые объединяются в ряд специальных цехов: электросиловой, теплосиловой, газовый, слаботочный и электромеханический. Состав цехов зависит от энергоемкости производства и связей завода с внешними энергосистемами. На небольших предприятиях все энергохозяйство может быть объединено в один, два цеха. Цеховую часть энергохозяйства образуют первичные энергоприемники (потребители энергии — печи, станки, подъемно- транспортное оборудование), цеховые преобразовательные установки и внутрицеховые распределительные сети.
 Организационная структура службы главного энергетика крупного предприятия
Организационная структура службы главного энергетика крупного предприятия
 На крупных и средних промышленных предприятиях энергетическое хозяйство возглавляет главный энергетик. На небольших и малых предприятиях оно может находиться в ведении главного механика, который совмещает функции по обеспечению предприятия энергоресурсами и поддержания оборудования в работоспособном состоянии. В составе службы главного энергетика крупного предприятия формируются бюро энергоиспользования, энергооборудования, электрические и тепловые лаборатории. Основной задачей группы энергоиспользования является нормирование расхода энергетических ресурсов, планирование энергоснабжения, составление энергетических балансов, осуществление сводного учета и анализа использования энергоресурсов. Группа энергооборудования (техническое бюро) осуществляет руководство плановопредупредительными ремонтами установок и энергосетей, контроль над техническим состоянием сетей, оборудования и правил их эксплуатации, разрабатывает мероприятия по совершенствованию энергохозяйства, экономии энергетических ресурсов. Энергетические лаборатории выполняют исследовательские работы по снижению расхода энергии и топлива, проводят различного рода измерения, испытания оборудования и сетей, проверку контрольно-измерительных приборов. На средних и небольших предприятиях в составе службы главного энергетика предусматриваются энерголаборатория и энергобюро, включающее группы энергооборудования, энергоиспользования. Персонал энергетических цехов и цеховых энергетических хозяйств подразделяется на дежурный состав, обеспечивающий бесперебойность энергоснабжения, и персонал, занятый выполнением планово-предупредительных ремонтов и монтажных работ.
На крупных и средних промышленных предприятиях энергетическое хозяйство возглавляет главный энергетик. На небольших и малых предприятиях оно может находиться в ведении главного механика, который совмещает функции по обеспечению предприятия энергоресурсами и поддержания оборудования в работоспособном состоянии. В составе службы главного энергетика крупного предприятия формируются бюро энергоиспользования, энергооборудования, электрические и тепловые лаборатории. Основной задачей группы энергоиспользования является нормирование расхода энергетических ресурсов, планирование энергоснабжения, составление энергетических балансов, осуществление сводного учета и анализа использования энергоресурсов. Группа энергооборудования (техническое бюро) осуществляет руководство плановопредупредительными ремонтами установок и энергосетей, контроль над техническим состоянием сетей, оборудования и правил их эксплуатации, разрабатывает мероприятия по совершенствованию энергохозяйства, экономии энергетических ресурсов. Энергетические лаборатории выполняют исследовательские работы по снижению расхода энергии и топлива, проводят различного рода измерения, испытания оборудования и сетей, проверку контрольно-измерительных приборов. На средних и небольших предприятиях в составе службы главного энергетика предусматриваются энерголаборатория и энергобюро, включающее группы энергооборудования, энергоиспользования. Персонал энергетических цехов и цеховых энергетических хозяйств подразделяется на дежурный состав, обеспечивающий бесперебойность энергоснабжения, и персонал, занятый выполнением планово-предупредительных ремонтов и монтажных работ.
 Элементы системы энергетического хозяйства по функциям
Элементы системы энергетического хозяйства по функциям
 Показатели, характеризующие работу энергетического хозяйства Технико-экономические показатели, характеризующие работу энергетического хозяйства, объединяются в четыре группы: • показатели производства и распределения энергии — удельные нормы расхода топлива на производство всех видов энергии, кпд генерирующих установок; • удельные нормы расхода энергии и топлива (например, на 1 т годных отливок, на 1 т поковок, условную машину и т. д. ); • показатели себестоимости производства энергии (тепловой, электрической, энергии сжатого воздуха и пара); • показатели энерговооруженности труда.
Показатели, характеризующие работу энергетического хозяйства Технико-экономические показатели, характеризующие работу энергетического хозяйства, объединяются в четыре группы: • показатели производства и распределения энергии — удельные нормы расхода топлива на производство всех видов энергии, кпд генерирующих установок; • удельные нормы расхода энергии и топлива (например, на 1 т годных отливок, на 1 т поковок, условную машину и т. д. ); • показатели себестоимости производства энергии (тепловой, электрической, энергии сжатого воздуха и пара); • показатели энерговооруженности труда.
 Порядок нормирования расхода энергоресурсов Режим экономии энергетических ресурсов предопределяет необходимость нормирования расхода электроэнергии, сжатого воздуха, пара, газа и воды. Нормы устанавливаются с учетом рациональных условий производства и оптимальных режимов эксплуатации оборудования. • Нормы подразделяются на дифференцированные и укрупненные. Дифференцированные (удельные) нормы устанавливают расход энергии по отдельным агрегатам, деталям, на выполнение определенных операций, на 1 м 2 покрытия и на другие единицы измерения продукции; укрупненные — расход по участку, цеху и предприятию на единицу или условную единицу продукции. • К укрупненным нормам относится, например, расход энергии на 1 т поковок, годных отливок, машинокомплект деталей (по раскройным, прессовым и механическим цехам), на сборочную единицу или изделие (в сборочных цехах); по предприятию может устанавливаться норма на условное изделие или на 1000 руб. продукции. Технически обоснованные нормы определяются расчетно-аналитическим методом. Применение этого метода связано с проведением замеров расхода энергии технологическим оборудованием на разных режимах его работы. Удельная норма расхода электроэнергии на 1 т деталей, например, при термической обработке рассчитывается по удельной теплоемкости металла, температуре нагрева деталей, коэффициенту полезного действия нагревательной печи и потерям тепла в системе. При расчете расхода тепла учитывается вид оборудования, используемого для термической обработки.
Порядок нормирования расхода энергоресурсов Режим экономии энергетических ресурсов предопределяет необходимость нормирования расхода электроэнергии, сжатого воздуха, пара, газа и воды. Нормы устанавливаются с учетом рациональных условий производства и оптимальных режимов эксплуатации оборудования. • Нормы подразделяются на дифференцированные и укрупненные. Дифференцированные (удельные) нормы устанавливают расход энергии по отдельным агрегатам, деталям, на выполнение определенных операций, на 1 м 2 покрытия и на другие единицы измерения продукции; укрупненные — расход по участку, цеху и предприятию на единицу или условную единицу продукции. • К укрупненным нормам относится, например, расход энергии на 1 т поковок, годных отливок, машинокомплект деталей (по раскройным, прессовым и механическим цехам), на сборочную единицу или изделие (в сборочных цехах); по предприятию может устанавливаться норма на условное изделие или на 1000 руб. продукции. Технически обоснованные нормы определяются расчетно-аналитическим методом. Применение этого метода связано с проведением замеров расхода энергии технологическим оборудованием на разных режимах его работы. Удельная норма расхода электроэнергии на 1 т деталей, например, при термической обработке рассчитывается по удельной теплоемкости металла, температуре нагрева деталей, коэффициенту полезного действия нагревательной печи и потерям тепла в системе. При расчете расхода тепла учитывается вид оборудования, используемого для термической обработки.
 Норма расхода электроэнергии Например, норма расхода электроэнергии на операцию штамповки на механических прессах Рэ — расход электроэнергии на один ход ползуна (без выполнения операции штамповки), к. Вт-ч; Кдр — поправочный коэффициент, учитывающий дополнительный расход электроэнергии на один ход ползуна при штамповке (Кдр = 1, 2 — 2); Рэх — расход электроэнергии за 1 мин холостой работы пресса, к. Вт-ч; Тв — вспомогательное время на одну деталь, мин. Для энергетических цехов устанавливаются удельные нормы расхода энергоносителей: твердого, жидкого и газообразного топлива и электроэнергии.
Норма расхода электроэнергии Например, норма расхода электроэнергии на операцию штамповки на механических прессах Рэ — расход электроэнергии на один ход ползуна (без выполнения операции штамповки), к. Вт-ч; Кдр — поправочный коэффициент, учитывающий дополнительный расход электроэнергии на один ход ползуна при штамповке (Кдр = 1, 2 — 2); Рэх — расход электроэнергии за 1 мин холостой работы пресса, к. Вт-ч; Тв — вспомогательное время на одну деталь, мин. Для энергетических цехов устанавливаются удельные нормы расхода энергоносителей: твердого, жидкого и газообразного топлива и электроэнергии.
 Рациональная организация энергетического хозяйства основывается на планировании производства и потребления всех видов энергии. Потребность определяют по каждому виду энергии с учетом мероприятий, направленных на ее экономию, и мероприятий по снижению себестоимости производства. Суммарный расход энергии по предприятию условно делится на две части — зависящую (переменную) и не зависящую (постоянную) от объемов выпускаемой продукции. В общем случае переменную часть составляет расход всех видов энергии на выполнение основных технологических операций, постоянную — расход на освещение, привод вентиляционных устройств, покрытие утечек сжатого воздуха, отопление, кондиционирование воздуха и др.
Рациональная организация энергетического хозяйства основывается на планировании производства и потребления всех видов энергии. Потребность определяют по каждому виду энергии с учетом мероприятий, направленных на ее экономию, и мероприятий по снижению себестоимости производства. Суммарный расход энергии по предприятию условно делится на две части — зависящую (переменную) и не зависящую (постоянную) от объемов выпускаемой продукции. В общем случае переменную часть составляет расход всех видов энергии на выполнение основных технологических операций, постоянную — расход на освещение, привод вентиляционных устройств, покрытие утечек сжатого воздуха, отопление, кондиционирование воздуха и др.


 Планирование потребности в энергоресурсах При планировании потребности в энергии необходимо детально анализировать ее расход за период, предшествующий плановому. Плановые показатели по расходу энергии должны обеспечивать нормальный ход производственных процессов, исключать сверхнормативные потери. Определение потребности в энергии, топливе основывается на использовании балансового метода планирования. Для этих целей составляются сводные балансы, а также по отдельным видам энергии, топлива. В расходной части баланса представлена расчетная потребность в энергии на всю производственную, хозяйственно-бытовую и непроизводственную деятельность предприятия. В приходной — источники покрытия этой потребности — получение энергии и топлива от районных энергосистем, выработка на собственных генерирующих установках предприятия, использование вторичных энергоресурсов. Перспективные балансы служат основой для совершенствования и реконструкции энергохозяйства предприятия. Основной формой планирования энергоснабжения в настоящее время являются годовые энергобалансы. Наряду с плановым составляется отчетный баланс, который служит средством контроля выполнения плановых показателей использования энергоресурсов и вскрытия резервов экономии энергоносителей.
Планирование потребности в энергоресурсах При планировании потребности в энергии необходимо детально анализировать ее расход за период, предшествующий плановому. Плановые показатели по расходу энергии должны обеспечивать нормальный ход производственных процессов, исключать сверхнормативные потери. Определение потребности в энергии, топливе основывается на использовании балансового метода планирования. Для этих целей составляются сводные балансы, а также по отдельным видам энергии, топлива. В расходной части баланса представлена расчетная потребность в энергии на всю производственную, хозяйственно-бытовую и непроизводственную деятельность предприятия. В приходной — источники покрытия этой потребности — получение энергии и топлива от районных энергосистем, выработка на собственных генерирующих установках предприятия, использование вторичных энергоресурсов. Перспективные балансы служат основой для совершенствования и реконструкции энергохозяйства предприятия. Основной формой планирования энергоснабжения в настоящее время являются годовые энергобалансы. Наряду с плановым составляется отчетный баланс, который служит средством контроля выполнения плановых показателей использования энергоресурсов и вскрытия резервов экономии энергоносителей.
 Для учета колебаний в спросе на различные виды энергоресурсов на предприятии составляются суточные графики потребления энергии отдельных видов и топлива по календарным периодам (сезонам), которые служат основой для установления максимальных нагрузок на планируемый период и при разработке мероприятий на перспективное развитие энергетического хозяйства. Основными направлениями совершенствования энергетических хозяйств промышленных предприятий являются: • переход на централизованное энергоснабжение; • укрупнение энергетических хозяйств промышленных предприятий; • использование наиболее экономичных энергоносителей; • замена жидкого топлива газообразным; • внедрение рациональных методов организации ремонта и технического обслуживания энергетического оборудования и сетей; • широкое использование технически обоснованных норм расхода энергоносителей.
Для учета колебаний в спросе на различные виды энергоресурсов на предприятии составляются суточные графики потребления энергии отдельных видов и топлива по календарным периодам (сезонам), которые служат основой для установления максимальных нагрузок на планируемый период и при разработке мероприятий на перспективное развитие энергетического хозяйства. Основными направлениями совершенствования энергетических хозяйств промышленных предприятий являются: • переход на централизованное энергоснабжение; • укрупнение энергетических хозяйств промышленных предприятий; • использование наиболее экономичных энергоносителей; • замена жидкого топлива газообразным; • внедрение рациональных методов организации ремонта и технического обслуживания энергетического оборудования и сетей; • широкое использование технически обоснованных норм расхода энергоносителей.
 Транспортное хозяйство предприятия Основной задачей организации и функционирования транспортного хозяйства на предприятии является своевременное и бесперебойное обслуживание производства транспортными средствами по перемещению грузов в ходе производственного процесса. Структура транспортного хозяйства зависит от многих факторов, основными из которых являются следующие: • объем внутризаводских и внешних перевозок, • тип производства, • масса и габариты изготавливаемой продукции, • уровень кооперированных связей. Транспортное хозяйство подчинено главному инженеру.
Транспортное хозяйство предприятия Основной задачей организации и функционирования транспортного хозяйства на предприятии является своевременное и бесперебойное обслуживание производства транспортными средствами по перемещению грузов в ходе производственного процесса. Структура транспортного хозяйства зависит от многих факторов, основными из которых являются следующие: • объем внутризаводских и внешних перевозок, • тип производства, • масса и габариты изготавливаемой продукции, • уровень кооперированных связей. Транспортное хозяйство подчинено главному инженеру.
 Виды транспорта По своему назначению транспортные средства могут быть подразделены на внутренний, межцеховой и внешний транспорт. Внешний транспорт обеспечивает связь предприятия, его материальнотехнических складов, складов готовой продукции с предприятиямипоставщиками, контрагентами, станциями железнодорожного, водного и воздушного транспорта. Межцеховой транспорт выполняет функции связующего звена между цехами предприятия, его складами, службами и другими производственными объектами. Внутрицеховой транспорт перемешает грузы в цехе в ходе производственного процесса, осуществляя движение сырья, материалов и комплектующих деталей и узлов не только от склада к рабочим местам, но и между рабочими местами, а также контрольными постами. На предприятиях находят применение различные виды транспортных средств, начиная с железнодорожного, автомобильного, подъемно-транспортного и кончая конвейерами разнообразного вида, типа и назначения. К транспортным средствам непрерывного действия относятся конвейеры, которые нашли широкое распространение на предприятиях, относящихся к массовому и крупносерийному производству
Виды транспорта По своему назначению транспортные средства могут быть подразделены на внутренний, межцеховой и внешний транспорт. Внешний транспорт обеспечивает связь предприятия, его материальнотехнических складов, складов готовой продукции с предприятиямипоставщиками, контрагентами, станциями железнодорожного, водного и воздушного транспорта. Межцеховой транспорт выполняет функции связующего звена между цехами предприятия, его складами, службами и другими производственными объектами. Внутрицеховой транспорт перемешает грузы в цехе в ходе производственного процесса, осуществляя движение сырья, материалов и комплектующих деталей и узлов не только от склада к рабочим местам, но и между рабочими местами, а также контрольными постами. На предприятиях находят применение различные виды транспортных средств, начиная с железнодорожного, автомобильного, подъемно-транспортного и кончая конвейерами разнообразного вида, типа и назначения. К транспортным средствам непрерывного действия относятся конвейеры, которые нашли широкое распространение на предприятиях, относящихся к массовому и крупносерийному производству

 Грузооборот и грузопоток В организационном отношении работа транспортного хозяйства строится на использовании таких понятий, как грузооборот и грузопоток. Грузооборот представляет собой общее количество грузов, перемещаемых на территории завода, цеха, склада в единицу времени в течение учетного периода. Грузооборот складывается из отдельных грузовых потоков. Грузовым потоком называется количество грузов, транспортируемых в единицу времени между двумя смежными пунктами. Величина грузовых потоков зависит от организационно-производственного типа производства и может быть рассчитана в условиях постоянной номенклатуры и объемов производства аналитическим методом на основе норм расхода материалов и величины производственной программы. В условиях быстро и часто изменяющейся номенклатуры и объема производства можно применить метод специального обследования и накопления статистической информации о грузопотоках с последующей их обработкой или путем выбора типового представителя перемещаемых грузов и расчета на его основе показателя грузопотока. В конечном итоге, какой бы из названных методов ни был применен, данные о грузопотоке и грузообороте должны служить для определения необходимого количества транспортных средств и достижения их постоянной загрузки. О рациональности функционирования транспортного хозяйства можно судить на основе равномерного грузооборота. Этой же цели служат шахматная таблица грузооборота и схема грузопотоков. Шахматная таблица грузооборота строится в разрезе отдельных цехов, складов, а затем делается сводная таблица по предприятию в целом на основе данных о поступившей массе грузов и вывезенной с учетом отходов, потерь, порчи и т. д. В свою очередь, шахматная таблица с учетом пространственной планировки предприятия является исходным материалом для составления схемы грузопотоков. Анализ грузопотоков и грузооборота за учетный период дает основание для совершенствования организации транспортного хозяйства, ликвидации чрезмерно дальних перевозок, встречных, возвратных, пустых и не полностью загруженных транспортных средств.
Грузооборот и грузопоток В организационном отношении работа транспортного хозяйства строится на использовании таких понятий, как грузооборот и грузопоток. Грузооборот представляет собой общее количество грузов, перемещаемых на территории завода, цеха, склада в единицу времени в течение учетного периода. Грузооборот складывается из отдельных грузовых потоков. Грузовым потоком называется количество грузов, транспортируемых в единицу времени между двумя смежными пунктами. Величина грузовых потоков зависит от организационно-производственного типа производства и может быть рассчитана в условиях постоянной номенклатуры и объемов производства аналитическим методом на основе норм расхода материалов и величины производственной программы. В условиях быстро и часто изменяющейся номенклатуры и объема производства можно применить метод специального обследования и накопления статистической информации о грузопотоках с последующей их обработкой или путем выбора типового представителя перемещаемых грузов и расчета на его основе показателя грузопотока. В конечном итоге, какой бы из названных методов ни был применен, данные о грузопотоке и грузообороте должны служить для определения необходимого количества транспортных средств и достижения их постоянной загрузки. О рациональности функционирования транспортного хозяйства можно судить на основе равномерного грузооборота. Этой же цели служат шахматная таблица грузооборота и схема грузопотоков. Шахматная таблица грузооборота строится в разрезе отдельных цехов, складов, а затем делается сводная таблица по предприятию в целом на основе данных о поступившей массе грузов и вывезенной с учетом отходов, потерь, порчи и т. д. В свою очередь, шахматная таблица с учетом пространственной планировки предприятия является исходным материалом для составления схемы грузопотоков. Анализ грузопотоков и грузооборота за учетный период дает основание для совершенствования организации транспортного хозяйства, ликвидации чрезмерно дальних перевозок, встречных, возвратных, пустых и не полностью загруженных транспортных средств.
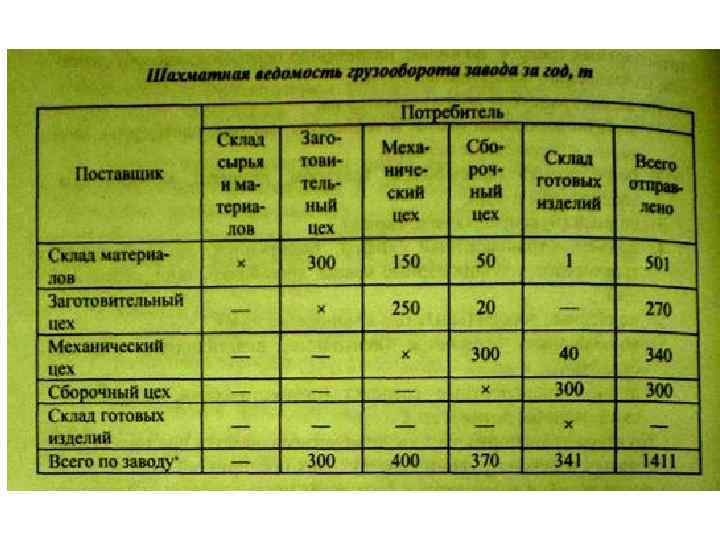
 Организация внутризаводских перевозок Если на предприятии сложились стабильные, устойчивые грузопотоки, а это характерно в основном для массового производства, то перевозки осуществляются согласно графику по постоянным маршрутам и с одинаковой интенсивностью. При неустойчивых грузопотоках в условиях серийного и единичного производства перемещение грузов возможно на основе разовых заданий или укрупненного сменного графика. Выполнение межцеховых перевозок можно осуществлять, используя одну из схем. Первая схема получила название «маятниковая» , или «веерная» , а вторая — «кольцевая» . Для первой схемы характерно одностороннее, двустороннее и веерное движение транспортных средств. Одностороннее движение характеризуется тем, что транспорт перемещает груз только в одну сторону, например, детали перевозятся из гальванического цеха в сборочный. Двустороннее движение осуществляется путем взаимодействия цехов — например, перевозка деталей из механического цеха в термический и обратно. Собственно маятниковая схема, или веерная, применима при включении в нее склада и поставки через него материалов и деталей в цехи. При этом следует отметить один существенный недостаток этой схемы движения грузов. Транспортные средства, отправляясь со склада в цех, имеют максимальную загрузку, а возвращаются пустые. Это снижает эффективность грузоперевозок по этой схеме и заставляет обратить внимание на кольцевую схему движения транспортных средств. Суть ее состоит в том, что маршрут движения составляется так, чтобы можно было, загрузившись на складе, объехать по очереди цехи и вернуться на склад за новой порцией грузов. Подобная схема получила название «кольцевая с затухающим грузооборотом» .
Организация внутризаводских перевозок Если на предприятии сложились стабильные, устойчивые грузопотоки, а это характерно в основном для массового производства, то перевозки осуществляются согласно графику по постоянным маршрутам и с одинаковой интенсивностью. При неустойчивых грузопотоках в условиях серийного и единичного производства перемещение грузов возможно на основе разовых заданий или укрупненного сменного графика. Выполнение межцеховых перевозок можно осуществлять, используя одну из схем. Первая схема получила название «маятниковая» , или «веерная» , а вторая — «кольцевая» . Для первой схемы характерно одностороннее, двустороннее и веерное движение транспортных средств. Одностороннее движение характеризуется тем, что транспорт перемещает груз только в одну сторону, например, детали перевозятся из гальванического цеха в сборочный. Двустороннее движение осуществляется путем взаимодействия цехов — например, перевозка деталей из механического цеха в термический и обратно. Собственно маятниковая схема, или веерная, применима при включении в нее склада и поставки через него материалов и деталей в цехи. При этом следует отметить один существенный недостаток этой схемы движения грузов. Транспортные средства, отправляясь со склада в цех, имеют максимальную загрузку, а возвращаются пустые. Это снижает эффективность грузоперевозок по этой схеме и заставляет обратить внимание на кольцевую схему движения транспортных средств. Суть ее состоит в том, что маршрут движения составляется так, чтобы можно было, загрузившись на складе, объехать по очереди цехи и вернуться на склад за новой порцией грузов. Подобная схема получила название «кольцевая с затухающим грузооборотом» .
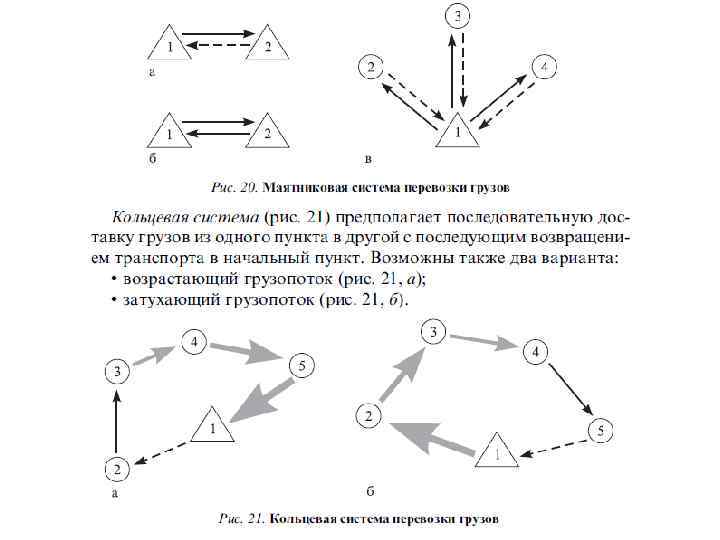
 Выбранные средства механизации и автоматизации процессов перемещения тарно-штучных грузов должны обеспечивать: • сокращение прямых затрат труда и материальных средств на выполнение операций перемещения; • совершенствование организации производства; • целесообразное применение средств автоматического управления процессами перемещения; • сокращение потерь времени производственных рабочих и повышение коэффициента использования технологического оборудования; • минимальное количество перегрузок; • оптимальное сочетание средств механизации и автоматизации на отдельных этапах процесса перемещения; • гибкость процесса производства и способность к перестройке трассы, маршрута, темпа перемещения при изменении условий производства; • сохранение в процессе перемещения постоянства целесообразно укрупненной грузовой единицы; • необходимые резервы пропускной способности, а также образование запасов и заделов, определяемых условиями производства; • ликвидацию тяжелого физического труда; • безопасность условий труда.
Выбранные средства механизации и автоматизации процессов перемещения тарно-штучных грузов должны обеспечивать: • сокращение прямых затрат труда и материальных средств на выполнение операций перемещения; • совершенствование организации производства; • целесообразное применение средств автоматического управления процессами перемещения; • сокращение потерь времени производственных рабочих и повышение коэффициента использования технологического оборудования; • минимальное количество перегрузок; • оптимальное сочетание средств механизации и автоматизации на отдельных этапах процесса перемещения; • гибкость процесса производства и способность к перестройке трассы, маршрута, темпа перемещения при изменении условий производства; • сохранение в процессе перемещения постоянства целесообразно укрупненной грузовой единицы; • необходимые резервы пропускной способности, а также образование запасов и заделов, определяемых условиями производства; • ликвидацию тяжелого физического труда; • безопасность условий труда.
 Основным показателем при оценке сопоставимых вариантов средств механизации и автоматизации процессов перемещения грузов является наименьшая величина приведенных затрат. Выбор средств механизации и автоматизации процессов перемещения тарно-штучных грузов осуществляется следующим образом. Сначала проводится анализ и учет факторов, влияющих на выбор, а затем производится непосредственно выбор и определение транспортных средств и экономическое обоснование. При выборе средств механизации и автоматизации процессов транспортировки необходимо учитывать: • транспортные свойства грузов (габариты, масса, подверженность повреждениям, огне- и взрывоопасность, необходимость соблюдения пространственной ориентации при перемещении), • условия перемещения, в состав которых входят количество перемещаемых грузов, • маршрут и расстояние перемещения, • строительные характеристики зданий, • особые условия перемещения грузов. Выбор средств транспортировки при межзаводских перемещениях должен преследовать цели по сокращению стоимости транспортировки грузов, их консервации, упаковки, снижению грузовой массы, рациональной организации труда в местах разгрузки.
Основным показателем при оценке сопоставимых вариантов средств механизации и автоматизации процессов перемещения грузов является наименьшая величина приведенных затрат. Выбор средств механизации и автоматизации процессов перемещения тарно-штучных грузов осуществляется следующим образом. Сначала проводится анализ и учет факторов, влияющих на выбор, а затем производится непосредственно выбор и определение транспортных средств и экономическое обоснование. При выборе средств механизации и автоматизации процессов транспортировки необходимо учитывать: • транспортные свойства грузов (габариты, масса, подверженность повреждениям, огне- и взрывоопасность, необходимость соблюдения пространственной ориентации при перемещении), • условия перемещения, в состав которых входят количество перемещаемых грузов, • маршрут и расстояние перемещения, • строительные характеристики зданий, • особые условия перемещения грузов. Выбор средств транспортировки при межзаводских перемещениях должен преследовать цели по сокращению стоимости транспортировки грузов, их консервации, упаковки, снижению грузовой массы, рациональной организации труда в местах разгрузки.
 Организация ремонтного хозяйства Основной задачей функционирования ремонтного хозяйства предприятия является обеспечение бесперебойной эксплуатации оборудования. Служба ремонтного хозяйства в системе управления предприятием подчинена главному инженеру. В ее состав входят: ремонтно-восстановительная база предприятия, склады, цехи и общезаводские отделы ремонтного хозяйства (технологический, оборудования, диспетчерский). В зависимости от масштабов производства ремонтно-восстановительная база предприятия может содержать: • ремонтно-механический цех, выполняющий ремонт технологического оборудования; • ремонтно-строительный цех, выполняющий ремонт зданий, сооружений, производственных, складских и служебных помещений; • электроремонтный цех, подчиненный главному энергетику и выполняющий ремонт энергооборудования, а также склады оборудования и запасных частей. В цехах целесообразно создание ремонтных баз, подчиненных цеховому механику, главной задачей которых является поддержание в работоспособном состоянии технологического оборудования, осуществление профилактических осмотров, разнообразных ремонтных работ. Общезаводские отделы ремонтного хозяйства подчиняются главному механику наряду с ремонтно-механическим и ремонтно- строительным цехами. Вместе с этими подразделениями в его службе можно организовать бюро плановопредупредительного ремонта и планово-производственное бюро.
Организация ремонтного хозяйства Основной задачей функционирования ремонтного хозяйства предприятия является обеспечение бесперебойной эксплуатации оборудования. Служба ремонтного хозяйства в системе управления предприятием подчинена главному инженеру. В ее состав входят: ремонтно-восстановительная база предприятия, склады, цехи и общезаводские отделы ремонтного хозяйства (технологический, оборудования, диспетчерский). В зависимости от масштабов производства ремонтно-восстановительная база предприятия может содержать: • ремонтно-механический цех, выполняющий ремонт технологического оборудования; • ремонтно-строительный цех, выполняющий ремонт зданий, сооружений, производственных, складских и служебных помещений; • электроремонтный цех, подчиненный главному энергетику и выполняющий ремонт энергооборудования, а также склады оборудования и запасных частей. В цехах целесообразно создание ремонтных баз, подчиненных цеховому механику, главной задачей которых является поддержание в работоспособном состоянии технологического оборудования, осуществление профилактических осмотров, разнообразных ремонтных работ. Общезаводские отделы ремонтного хозяйства подчиняются главному механику наряду с ремонтно-механическим и ремонтно- строительным цехами. Вместе с этими подразделениями в его службе можно организовать бюро плановопредупредительного ремонта и планово-производственное бюро.
 Основная задача ремонтного хозяйства — обеспечить бесперебойную эксплуатацию оборудования при минимальных затратах на ремонтообслуживание. Эта задача решается путем рациональной организации текущего обслуживания оборудования в процессе его эксплуатации в целях предупреждения прогрессирующего износа и аварий, своевременного плановопредупредительного ремонта оборудования, модернизации устаревшего оборудования, повышения организационно-технического уровня ремонтного хозяйства. Характерными работами для ремонтного хозяйства предприятия являются: • паспортизация и аттестация оборудования; • разработка технологических процессов ремонта и их оснащения; • планирование и выполнение работ по техническому обслуживанию и ремонту оборудования; • модернизация оборудования. На ремонте оборудования занято около 4 млн человек и более 25% станочного парка, а общие затраты на него более чем в три раза превышают объем производства станкостроительной промышленности. Только в машиностроении затраты на ремонт оборудования ежегодно достигают 17 -26% его первоначальной стоимости, что соответствует 5 -8% себестоимости продукции завода. Затраты на ремонт и техническое обслуживание оборудования постоянно увеличиваются, растут мощности ремонтных служб и численность ремонтных рабочих (15%). В то же время организационный уровень и качество ремонтных работ в целом неудовлетворительны.
Основная задача ремонтного хозяйства — обеспечить бесперебойную эксплуатацию оборудования при минимальных затратах на ремонтообслуживание. Эта задача решается путем рациональной организации текущего обслуживания оборудования в процессе его эксплуатации в целях предупреждения прогрессирующего износа и аварий, своевременного плановопредупредительного ремонта оборудования, модернизации устаревшего оборудования, повышения организационно-технического уровня ремонтного хозяйства. Характерными работами для ремонтного хозяйства предприятия являются: • паспортизация и аттестация оборудования; • разработка технологических процессов ремонта и их оснащения; • планирование и выполнение работ по техническому обслуживанию и ремонту оборудования; • модернизация оборудования. На ремонте оборудования занято около 4 млн человек и более 25% станочного парка, а общие затраты на него более чем в три раза превышают объем производства станкостроительной промышленности. Только в машиностроении затраты на ремонт оборудования ежегодно достигают 17 -26% его первоначальной стоимости, что соответствует 5 -8% себестоимости продукции завода. Затраты на ремонт и техническое обслуживание оборудования постоянно увеличиваются, растут мощности ремонтных служб и численность ремонтных рабочих (15%). В то же время организационный уровень и качество ремонтных работ в целом неудовлетворительны.
 Типовая структура управления отделом главного механика
Типовая структура управления отделом главного механика
 В процессе эксплуатации технологическое оборудование подвергается физическому и моральному износу и требует постоянного технического обслуживания. Работоспособность оборудования восстанавливается путем его ремонта. Причем в ходе ремонта должно не только восстанавливаться первоначальное состояние оборудования, но необходимо и значительно улучшать его основные технические характеристики за счет модернизации. Сущность ремонта заключается в сохранении и качественном восстановлении работоспособности оборудования путем замены или восстановления изношенных деталей и регулировки механизмов. Децентрализация ремонта приводит к параллельности однородных работ и низкому техническому уровню их исполнения, затраты на капитальный ремонт станка иногда превышают стоимость нового, простои станков в ремонте, как правило, превышают плановые.
В процессе эксплуатации технологическое оборудование подвергается физическому и моральному износу и требует постоянного технического обслуживания. Работоспособность оборудования восстанавливается путем его ремонта. Причем в ходе ремонта должно не только восстанавливаться первоначальное состояние оборудования, но необходимо и значительно улучшать его основные технические характеристики за счет модернизации. Сущность ремонта заключается в сохранении и качественном восстановлении работоспособности оборудования путем замены или восстановления изношенных деталей и регулировки механизмов. Децентрализация ремонта приводит к параллельности однородных работ и низкому техническому уровню их исполнения, затраты на капитальный ремонт станка иногда превышают стоимость нового, простои станков в ремонте, как правило, превышают плановые.
 Организационно-производственная структура и техническая база ремонтного хозяйства Организационно-производственная структура ремонтного хозяйства определяется масштабом предприятия и принятой формой организации ремонта. На крупных заводах существуют общезаводские и цеховые ремонтные службы, на небольших заводах ремонтное хозяйство централизовано в масштабе завода. К общезаводским подразделениям относятся отдел (управление) главного механика, ремонтно-механический цех, склад оборудования и запасных частей. На небольших заводах в состав ремонтного хозяйства входит и энергохозяйство. К цеховым подразделениям относятся цеховые и корпусные ремонтные базы в производственных цехах (ЦРБ, КРБ). Руководит ремонтным хозяйством главный механик завода через отдел главного механика, который состоит из ряда бюро: оборудования (планово-предупредительного ремонта), планово-производственного, технического и др. Отдел главного механика выполняет конструкторскую, технологическую, производственную и планово- экономическую работу для всего ремонтного хозяйства. Ремонтно- механический цех (РМЦ) подчинен главному механику и проводит капитальный ремонт и модернизацию сложного оборудования, изготавливает запасные части и нестандартное оборудование, оказывает помощь цеховым ремонтным службам.
Организационно-производственная структура и техническая база ремонтного хозяйства Организационно-производственная структура ремонтного хозяйства определяется масштабом предприятия и принятой формой организации ремонта. На крупных заводах существуют общезаводские и цеховые ремонтные службы, на небольших заводах ремонтное хозяйство централизовано в масштабе завода. К общезаводским подразделениям относятся отдел (управление) главного механика, ремонтно-механический цех, склад оборудования и запасных частей. На небольших заводах в состав ремонтного хозяйства входит и энергохозяйство. К цеховым подразделениям относятся цеховые и корпусные ремонтные базы в производственных цехах (ЦРБ, КРБ). Руководит ремонтным хозяйством главный механик завода через отдел главного механика, который состоит из ряда бюро: оборудования (планово-предупредительного ремонта), планово-производственного, технического и др. Отдел главного механика выполняет конструкторскую, технологическую, производственную и планово- экономическую работу для всего ремонтного хозяйства. Ремонтно- механический цех (РМЦ) подчинен главному механику и проводит капитальный ремонт и модернизацию сложного оборудования, изготавливает запасные части и нестандартное оборудование, оказывает помощь цеховым ремонтным службам.
 Структура ремонтного цеха имеет комплексный характер и обеспечивает выполнение всех ремонтных работ и их обслуживание. К числу отделений и участков РМЦ относятся демонтажное, заготовительное, механическое, слесарно-сборочное, кузнечное, сварочное, жестяницкое, восстановления деталей, окрасочное и другие отделения. В состав цеховой ремонтной базы входят механическая мастерская, слесарный участок, ремонтные бригады, кладовая. Руководство ремонтными работами в цехах осуществляют механики цехов через мастеров и бригадиров. На большинстве заводов механики цехов административно подчинены начальникам производственных цехов. Виды и объемы выполняемых ремонтных работ в цехе обусловливаются принятой на заводе формой организации ремонта оборудования. Техническая база ремонтного хозяйства определяется типовой системой технического обслуживания и ремонта металло- и деревообрабатывающего оборудования, а также общемашиностроительными нормативами технологического проектирования РМЦ и ЦРБ и предусматривает количество и структуру оборудования, производственные площади, средства механизации ремонтных работ и технологию их выполнения. Состав и количество основного оборудованияв ремонтном хозяйстве должны обеспечивать выполнение всех видов ремонтных работ, изготовление запасных частей и нестандартизованного оборудования, а также его модернизацию.
Структура ремонтного цеха имеет комплексный характер и обеспечивает выполнение всех ремонтных работ и их обслуживание. К числу отделений и участков РМЦ относятся демонтажное, заготовительное, механическое, слесарно-сборочное, кузнечное, сварочное, жестяницкое, восстановления деталей, окрасочное и другие отделения. В состав цеховой ремонтной базы входят механическая мастерская, слесарный участок, ремонтные бригады, кладовая. Руководство ремонтными работами в цехах осуществляют механики цехов через мастеров и бригадиров. На большинстве заводов механики цехов административно подчинены начальникам производственных цехов. Виды и объемы выполняемых ремонтных работ в цехе обусловливаются принятой на заводе формой организации ремонта оборудования. Техническая база ремонтного хозяйства определяется типовой системой технического обслуживания и ремонта металло- и деревообрабатывающего оборудования, а также общемашиностроительными нормативами технологического проектирования РМЦ и ЦРБ и предусматривает количество и структуру оборудования, производственные площади, средства механизации ремонтных работ и технологию их выполнения. Состав и количество основного оборудованияв ремонтном хозяйстве должны обеспечивать выполнение всех видов ремонтных работ, изготовление запасных частей и нестандартизованного оборудования, а также его модернизацию.
 Основное оборудование ремонтных служб — универсальные станки для обработки металла резанием (токарно-револьверные — 50%, фрезерные — 12, шлифовальные — 16% и др. ). Вспомогательное и слесарно-сборочное оборудование определяется в виде комплекта (набора). Общее количество основного оборудования в PMЦ и ЦРБ рассчитывается исходя из трудоемкости станочных работ по ремонту установленного на заводе оборудования и эффективного фонда времени работы одного станка при двухсменной работе, но не должно превышать 2 -2, 5% оборудования завода. Площадь определяется на основе компоновки отделений и помещений цеха, а также планировки оборудования и рабочих мест с учетом норм технологического проектирования вспомогательных цехов. Используют и укрупненный метод по удельной площади на единицу основного оборудования (36 -46 м 2). На большинстве машиностроительных заводов (за исключением особо крупных) техническая оснащенность ремонтных баз не соответствует современным требованиям. Номенклатура станочного парка ремонтных цехов мало приспособлена для высокопроизводительного и качественного выполнения работ при ремонте сложного и точного оборудования. Запасные детали изготавливаются в основном на универсальном оборудовании по устаревшей технологии. Слесарные же работы выполняются, как правило, вручную. Практически не используются механические шаберы, переносные шлифовальные приспособления, электрозаклепочники и пневматические ключи.
Основное оборудование ремонтных служб — универсальные станки для обработки металла резанием (токарно-револьверные — 50%, фрезерные — 12, шлифовальные — 16% и др. ). Вспомогательное и слесарно-сборочное оборудование определяется в виде комплекта (набора). Общее количество основного оборудования в PMЦ и ЦРБ рассчитывается исходя из трудоемкости станочных работ по ремонту установленного на заводе оборудования и эффективного фонда времени работы одного станка при двухсменной работе, но не должно превышать 2 -2, 5% оборудования завода. Площадь определяется на основе компоновки отделений и помещений цеха, а также планировки оборудования и рабочих мест с учетом норм технологического проектирования вспомогательных цехов. Используют и укрупненный метод по удельной площади на единицу основного оборудования (36 -46 м 2). На большинстве машиностроительных заводов (за исключением особо крупных) техническая оснащенность ремонтных баз не соответствует современным требованиям. Номенклатура станочного парка ремонтных цехов мало приспособлена для высокопроизводительного и качественного выполнения работ при ремонте сложного и точного оборудования. Запасные детали изготавливаются в основном на универсальном оборудовании по устаревшей технологии. Слесарные же работы выполняются, как правило, вручную. Практически не используются механические шаберы, переносные шлифовальные приспособления, электрозаклепочники и пневматические ключи.
 Виды ремонтных работ Одним из условий эффективной организации работы любого предприятия является наличие отлаженного механизма выполнения ремонтных работ. Чем ниже удельный вес расходов на ремонт, обслуживание и содержание оборудования в себестоимости продукции, тем выше эффективность производства и самого ремонтного хозяйства. Для предупреждения нерациональных потерь в производстве и сокращения затрат на ремонт используется система планово-предупредительного ремонта. Системой планово-предупредительного ремонта называется совокупность различного вида работ по техническому уходу и ремонту оборудования, проводимых по заранее составленному плану в целях обеспечения наиболее эффективной эксплуатации оборудования, предотвращения нарастающего износа, предупреждения аварийных ситуаций и, как следствие, поддержания оборудования в постоянной готовности к работе. В ее основе заложены работы по техническому обслуживанию оборудования и по выполнению плановых ремонтов — текущих, средних и капитальных.
Виды ремонтных работ Одним из условий эффективной организации работы любого предприятия является наличие отлаженного механизма выполнения ремонтных работ. Чем ниже удельный вес расходов на ремонт, обслуживание и содержание оборудования в себестоимости продукции, тем выше эффективность производства и самого ремонтного хозяйства. Для предупреждения нерациональных потерь в производстве и сокращения затрат на ремонт используется система планово-предупредительного ремонта. Системой планово-предупредительного ремонта называется совокупность различного вида работ по техническому уходу и ремонту оборудования, проводимых по заранее составленному плану в целях обеспечения наиболее эффективной эксплуатации оборудования, предотвращения нарастающего износа, предупреждения аварийных ситуаций и, как следствие, поддержания оборудования в постоянной готовности к работе. В ее основе заложены работы по техническому обслуживанию оборудования и по выполнению плановых ремонтов — текущих, средних и капитальных.
 Техническое обслуживание включает работы по осмотру оборудования, проверке на точность, промывке, смазке и т. д. Эти виды работ выполняются по заранее составленному графику и носят периодический характер с четко выраженной повторяемостью. Плановые ремонты по содержанию выполняемых работ, трудоемкости и периодичности подразделяются на текущий, средний и капитальный. Текущий ремонт осуществляется в процессе эксплуатации оборудования путем замены отдельных деталей, частей с последующей проверкой на точность, центровкой и т. п. Средний ремонт носит более расширенный и углубленный характер, поскольку связан с заменой основных деталей, узлов, трущихся поверхностей. Капитальный ремонт представляет собой самый трудоемкий, длительный и дорогостоящий процесс, связанный с полной заменой основных деталей, узлов, разборкой двигателей, трансформаторов. Капитальный ремонт, как правило, сопровождается снятием оборудования с фундамента, с последующей сборкой и испытанием. Система планово-предупредительного ремонта имеет профилактическую сущность. Однако в практике эксплуатации оборудования возникают аварийные ситуации, связанные с отказом техники, неполадками. Затраты, связанные с устранением последствий аварий, относятся к внеплановым расходам и сказываются на результативности работы предприятия негативным образом. Модернизация устраняет моральный износ устаревшего оборудования и предусматривает либо повышение общетехнического уровня агрегата, либо его приспособление (специализацию) для выполнения отдельных работ. Вывод оборудования в капитальный ремонт осуществляется в зависимости от его технического состояния, которое определяется по результатам технического диагностирования — оценки износа поверхностей трения отдельных деталей оборудования и состояния их сопряжений в процессе эксплуатации без разборки.
Техническое обслуживание включает работы по осмотру оборудования, проверке на точность, промывке, смазке и т. д. Эти виды работ выполняются по заранее составленному графику и носят периодический характер с четко выраженной повторяемостью. Плановые ремонты по содержанию выполняемых работ, трудоемкости и периодичности подразделяются на текущий, средний и капитальный. Текущий ремонт осуществляется в процессе эксплуатации оборудования путем замены отдельных деталей, частей с последующей проверкой на точность, центровкой и т. п. Средний ремонт носит более расширенный и углубленный характер, поскольку связан с заменой основных деталей, узлов, трущихся поверхностей. Капитальный ремонт представляет собой самый трудоемкий, длительный и дорогостоящий процесс, связанный с полной заменой основных деталей, узлов, разборкой двигателей, трансформаторов. Капитальный ремонт, как правило, сопровождается снятием оборудования с фундамента, с последующей сборкой и испытанием. Система планово-предупредительного ремонта имеет профилактическую сущность. Однако в практике эксплуатации оборудования возникают аварийные ситуации, связанные с отказом техники, неполадками. Затраты, связанные с устранением последствий аварий, относятся к внеплановым расходам и сказываются на результативности работы предприятия негативным образом. Модернизация устраняет моральный износ устаревшего оборудования и предусматривает либо повышение общетехнического уровня агрегата, либо его приспособление (специализацию) для выполнения отдельных работ. Вывод оборудования в капитальный ремонт осуществляется в зависимости от его технического состояния, которое определяется по результатам технического диагностирования — оценки износа поверхностей трения отдельных деталей оборудования и состояния их сопряжений в процессе эксплуатации без разборки.
 Система планово-предупредительного ремонта строится на использовании следующих нормативов: • ремонтные циклы и их структура; • длительность межремонтных периодов и периодичность технического обслуживания; • категории сложности ремонта; • нормативы трудоемкости; • нормы запаса деталей и оборотных узлов. Ремонтный цикл (Цр) — повторяющаяся совокупность различных видов планового ремонта, выполняемая через установленное для каждого вида оборудования число часов оперативного времени работы, называемое межремонтными периодами. Под ремонтным циклом следует понимать время между двумя капитальными ремонтами, а первый ремонтный цикл начинается с ввода оборудования в эксплуатацию до первого капитального ремонта. В этот промежуток времени включается выполнение всех мероприятий по техническому обслуживанию и всех видов ремонтов. Очередность их выполнения может быть представлена следующей примерной схемой: где КР, CP, MP — соответственно капитальный, средний и малый ремонт; ТО - техническое обслуживание.
Система планово-предупредительного ремонта строится на использовании следующих нормативов: • ремонтные циклы и их структура; • длительность межремонтных периодов и периодичность технического обслуживания; • категории сложности ремонта; • нормативы трудоемкости; • нормы запаса деталей и оборотных узлов. Ремонтный цикл (Цр) — повторяющаяся совокупность различных видов планового ремонта, выполняемая через установленное для каждого вида оборудования число часов оперативного времени работы, называемое межремонтными периодами. Под ремонтным циклом следует понимать время между двумя капитальными ремонтами, а первый ремонтный цикл начинается с ввода оборудования в эксплуатацию до первого капитального ремонта. В этот промежуток времени включается выполнение всех мероприятий по техническому обслуживанию и всех видов ремонтов. Очередность их выполнения может быть представлена следующей примерной схемой: где КР, CP, MP — соответственно капитальный, средний и малый ремонт; ТО - техническое обслуживание.
 — число часов оперативного времени работы оборудования, на протяжении которого") Продолжительность ремонтного цикла (Тпр) — число часов оперативного времени работы оборудования, на протяжении которого проводятся все ремонты, входящие в его состав, т. е. период времени работы оборудования между двумя капитальными ремонтами. Структура ремонтного цикла (Спр) определяет перечень и чередование плановых ремонтов внутри цикла. Например, для легких и средних металлорежущих станков (до 10 т) структура имеет вид КР-ТР-ТР-СР-ТР-ТР-КР, где КР — капитальный ремонт, CP — средний ремонт, TP — текущий ремонт. Продолжительность ремонтного цикла определяется произведением установленного норматива времени оперативной работы для каждого оборудования (А) на следующие коэффициенты: Ко. м — обрабатываемый материал, Км. и — материал применяемого инструмента, Ктс — класс точности оборудования, Ккс — категория массы, Крс — ремонтные особенности, Ку — условия эксплуатации, Кв — возраст.
Продолжительность ремонтного цикла (Тпр) — число часов оперативного времени работы оборудования, на протяжении которого проводятся все ремонты, входящие в его состав, т. е. период времени работы оборудования между двумя капитальными ремонтами. Структура ремонтного цикла (Спр) определяет перечень и чередование плановых ремонтов внутри цикла. Например, для легких и средних металлорежущих станков (до 10 т) структура имеет вид КР-ТР-ТР-СР-ТР-ТР-КР, где КР — капитальный ремонт, CP — средний ремонт, TP — текущий ремонт. Продолжительность ремонтного цикла определяется произведением установленного норматива времени оперативной работы для каждого оборудования (А) на следующие коэффициенты: Ко. м — обрабатываемый материал, Км. и — материал применяемого инструмента, Ктс — класс точности оборудования, Ккс — категория массы, Крс — ремонтные особенности, Ку — условия эксплуатации, Кв — возраст.
 При составлении ремонтного цикла необходимо учитывать различные факторы: тип производства, вид и свойства обрабатываемых материалов, эксплуатационные условия, квалификацию персонала, степень загрузки оборудования. Межремонтный период, периодичность выполнения ремонтных работ, а также их трудоемкость и материалоемкость зависят от конструктивных особенностей оборудования. Исходя из этого все оборудование на предприятии группируется по категориям ремонтной сложности. Каждой группе соответствует определенное число единиц сложности ремонта, которые устанавливаются по справочнику, и в конечном итоге формируется категория сложности ремонта. Причем отдельно оценивается категория сложности ремонта электрической и механической частей оборудования, а их итог дает искомую величину — категорию сложности ремонта конкретного оборудования. На основе вышеприведенных нормативов строится готовый график планово-предупредительного ремонта, охватывающий все имеющееся в эксплуатации оборудование, рассчитывается трудоемкость и материалоемкость ремонтных работ, а также численность ремонтного персонала. Произведенные расчеты включаются в систему текущего внутрипроизводственного планирования с соответствующим ассигнованием средств и последующим учетом затрат на производство продукции.
При составлении ремонтного цикла необходимо учитывать различные факторы: тип производства, вид и свойства обрабатываемых материалов, эксплуатационные условия, квалификацию персонала, степень загрузки оборудования. Межремонтный период, периодичность выполнения ремонтных работ, а также их трудоемкость и материалоемкость зависят от конструктивных особенностей оборудования. Исходя из этого все оборудование на предприятии группируется по категориям ремонтной сложности. Каждой группе соответствует определенное число единиц сложности ремонта, которые устанавливаются по справочнику, и в конечном итоге формируется категория сложности ремонта. Причем отдельно оценивается категория сложности ремонта электрической и механической частей оборудования, а их итог дает искомую величину — категорию сложности ремонта конкретного оборудования. На основе вышеприведенных нормативов строится готовый график планово-предупредительного ремонта, охватывающий все имеющееся в эксплуатации оборудование, рассчитывается трудоемкость и материалоемкость ремонтных работ, а также численность ремонтного персонала. Произведенные расчеты включаются в систему текущего внутрипроизводственного планирования с соответствующим ассигнованием средств и последующим учетом затрат на производство продукции.
 — время oперативной работы оборудования между последовательно выполняемыми плановыми ремонтами") Продолжительность межремонтного периода (Тмр) — время oперативной работы оборудования между последовательно выполняемыми плановыми ремонтами — определяется делением продолжительности ремонтного цикла на количество ремонтов в нем плюс единица: Продолжительность цикла технического обслуживания (Тцо) равна межремонтному периоду, так как оно выполняется между двумя смежными плановыми ремонтами, т. е. в течение межремонтного периода.
Продолжительность межремонтного периода (Тмр) — время oперативной работы оборудования между последовательно выполняемыми плановыми ремонтами — определяется делением продолжительности ремонтного цикла на количество ремонтов в нем плюс единица: Продолжительность цикла технического обслуживания (Тцо) равна межремонтному периоду, так как оно выполняется между двумя смежными плановыми ремонтами, т. е. в течение межремонтного периода.
 определяется конструктивными и технологическими особенностями оборудования и устанавливается на механическую и электрическую") Ремонтосложность (Р) определяется конструктивными и технологическими особенностями оборудования и устанавливается на механическую и электрическую части каждого станка. Единицей ремонтосложности механической части называется ремонтосложность условной машины, трудоемкость капитального ремонта механической части которой, отвечающего по объему и качеству требованиям ТУ на ремонт, равна 50 ч в неизменяемых условиях среднего ремонтного цеха машиностроительного предприятия. Аналогично определяется ремонтосложность электрической части, трудоемкость единицы которой равна 12, 5 ч. Трудоемкость работ при текущем и среднем ремонтах определяется коэффициентом отношения их к объему работ капитального ремонта: для механической части TP = 0, 12 КР и CP = 0, 18 КР; для электрической части ТР = 0, 12 x 12, 5 и CP = 0, 18 х 12, 5. Нормы трудоемкости, расхода материалов и простоя агрегата в ремонте устанавливаются па одну условную ремонтную единицу для каждого вида ремонтных работ в нормо-часах, килограммах и часах соответственно.
Ремонтосложность (Р) определяется конструктивными и технологическими особенностями оборудования и устанавливается на механическую и электрическую части каждого станка. Единицей ремонтосложности механической части называется ремонтосложность условной машины, трудоемкость капитального ремонта механической части которой, отвечающего по объему и качеству требованиям ТУ на ремонт, равна 50 ч в неизменяемых условиях среднего ремонтного цеха машиностроительного предприятия. Аналогично определяется ремонтосложность электрической части, трудоемкость единицы которой равна 12, 5 ч. Трудоемкость работ при текущем и среднем ремонтах определяется коэффициентом отношения их к объему работ капитального ремонта: для механической части TP = 0, 12 КР и CP = 0, 18 КР; для электрической части ТР = 0, 12 x 12, 5 и CP = 0, 18 х 12, 5. Нормы трудоемкости, расхода материалов и простоя агрегата в ремонте устанавливаются па одну условную ремонтную единицу для каждого вида ремонтных работ в нормо-часах, килограммах и часах соответственно.
 Определение объема ремонтных работ Объем ремонтных работ определяет отдел главного механика, который составляет годовой план-график ремонта оборудования на основании структуры ремонтного цикла и других нормативов типовой системы. Этот план-график составляется в физических или условных (ремонтных) единицах и является производственной программой для ремонтных подразделений. На его основе рассчитываются остальные техникоэкономические показатели — трудоемкость работ, численность персонала, потребность в материалах, сметная стоимость ремонтных работ. Плановые ремонтные работы должны увязываться с производственной программой цехов путем создания необходимых заделов или изыскания дополнительных мощностей на период вывода станка в ремонт. Планграфик ремонта оборудования содержит перечень установленного оборудования, его сложность, вид ремонтов и сроки их выполнения, а также трудоемкость работ и время простоя в ремонте. Исходя из годового плана-графика завода, цеховые механики составляют месячные оперативные планы по ремонту оборудования своего цеха и выдают задания ремонтным бригадам. При централизованной организации ремонта план-график завода является производственной программой ремонтно-механического цеха.
Определение объема ремонтных работ Объем ремонтных работ определяет отдел главного механика, который составляет годовой план-график ремонта оборудования на основании структуры ремонтного цикла и других нормативов типовой системы. Этот план-график составляется в физических или условных (ремонтных) единицах и является производственной программой для ремонтных подразделений. На его основе рассчитываются остальные техникоэкономические показатели — трудоемкость работ, численность персонала, потребность в материалах, сметная стоимость ремонтных работ. Плановые ремонтные работы должны увязываться с производственной программой цехов путем создания необходимых заделов или изыскания дополнительных мощностей на период вывода станка в ремонт. Планграфик ремонта оборудования содержит перечень установленного оборудования, его сложность, вид ремонтов и сроки их выполнения, а также трудоемкость работ и время простоя в ремонте. Исходя из годового плана-графика завода, цеховые механики составляют месячные оперативные планы по ремонту оборудования своего цеха и выдают задания ремонтным бригадам. При централизованной организации ремонта план-график завода является производственной программой ремонтно-механического цеха.
 определяется как средняя величина путем деления общей трудоемкости всех ремонтных") Годовой объем работ (Осг) определяется как средняя величина путем деления общей трудоемкости всех ремонтных работ в течение ремонтного цикла на длительность этого цикла в годах: где qk, qc, qт — трудоемкость одной ремонтной единицы соответственно капитального, среднего и текущего ремонта, nс, nт — число средних и текущих ремонтов в течение ремонтного цикла. Более точно годовой объем работ можно определить непосредственно по годовому плану -графику ремонта оборудования.
Годовой объем работ (Осг) определяется как средняя величина путем деления общей трудоемкости всех ремонтных работ в течение ремонтного цикла на длительность этого цикла в годах: где qk, qc, qт — трудоемкость одной ремонтной единицы соответственно капитального, среднего и текущего ремонта, nс, nт — число средних и текущих ремонтов в течение ремонтного цикла. Более точно годовой объем работ можно определить непосредственно по годовому плану -графику ремонта оборудования.
 Численность ремонтных рабочих определяется по профессиям, исходя из объема соответствующих работ (слесарных, станочных и прочих) и эффективного фонда времени работы рабочего с учетом коэффициента выполнения норм (Кц). Например, численность слесарей (Исл) определяется по формуле Общий объем ремонтных работ (в нормо-часах) распределяется между ремонтно-механическим цехом и цеховыми ремонтными базами в зависимости от располагаемой ими мощности.
Численность ремонтных рабочих определяется по профессиям, исходя из объема соответствующих работ (слесарных, станочных и прочих) и эффективного фонда времени работы рабочего с учетом коэффициента выполнения норм (Кц). Например, численность слесарей (Исл) определяется по формуле Общий объем ремонтных работ (в нормо-часах) распределяется между ремонтно-механическим цехом и цеховыми ремонтными базами в зависимости от располагаемой ими мощности.
 Организация подготовки ремонтных работ Типовая система предусматривает обязательную подготовку к проведению ремонтных работ и формы организации ремонта оборудования. Своевременное проведение всех подготовительных работ значительно сокращает сроки ремонта, улучшает качество и снижает стоимость ремонтных работ. Подготовка к ремонту включает техническую, материальную и организационную подготовку. Техническая подготовка предусматривает разработку конструкторской и технологической документации: альбома чертежей сменных деталей и узлов; паспорта оборудования; схемы управления; инструкции по регулировке и уходу за оборудованием в процессе эксплуатации; технологических карт разборки и сборки агрегатов и механизмов; типовых технологических процессов изготовления и ремонта запасных деталей; типовой оснастки и приспособлений для механизации трудоемких ремонтных работ. При подготовке технической документации необходимо большую се часть получать централизованно от специализированных конструкторских организаций или заводовизготовителей, поставляющих уникальное и специальное оборудование. Материальная подготовка ремонтных работ заключается в своевременном приобретении или изготовлении запасных деталей и узлов, снабжении инструментом и приспособлениями, а также материалами и покупными комплектующими изделиями. Наряду с технической и материальной подготовкой необходимо проводить организационные мероприятия по выводу оборудования в ремонт, т. е. согласование сроков ремонта с выполнением календарного плана производства на данном участке. Это обеспечивается созданием заделов, наличием подменных станков, сменностью работы. В процессе организационной подготовки комплектуются ремонтные бригады, организуются и оснащаются рабочие места, определяются методы выполнения работ, формы стимулирования труда и другие мероприятия, обеспечивающие выполнение ремонта в установленные сроки.
Организация подготовки ремонтных работ Типовая система предусматривает обязательную подготовку к проведению ремонтных работ и формы организации ремонта оборудования. Своевременное проведение всех подготовительных работ значительно сокращает сроки ремонта, улучшает качество и снижает стоимость ремонтных работ. Подготовка к ремонту включает техническую, материальную и организационную подготовку. Техническая подготовка предусматривает разработку конструкторской и технологической документации: альбома чертежей сменных деталей и узлов; паспорта оборудования; схемы управления; инструкции по регулировке и уходу за оборудованием в процессе эксплуатации; технологических карт разборки и сборки агрегатов и механизмов; типовых технологических процессов изготовления и ремонта запасных деталей; типовой оснастки и приспособлений для механизации трудоемких ремонтных работ. При подготовке технической документации необходимо большую се часть получать централизованно от специализированных конструкторских организаций или заводовизготовителей, поставляющих уникальное и специальное оборудование. Материальная подготовка ремонтных работ заключается в своевременном приобретении или изготовлении запасных деталей и узлов, снабжении инструментом и приспособлениями, а также материалами и покупными комплектующими изделиями. Наряду с технической и материальной подготовкой необходимо проводить организационные мероприятия по выводу оборудования в ремонт, т. е. согласование сроков ремонта с выполнением календарного плана производства на данном участке. Это обеспечивается созданием заделов, наличием подменных станков, сменностью работы. В процессе организационной подготовки комплектуются ремонтные бригады, организуются и оснащаются рабочие места, определяются методы выполнения работ, формы стимулирования труда и другие мероприятия, обеспечивающие выполнение ремонта в установленные сроки.
 Типовая система предусматривает создание специализированных бригад по капитальному ремонту механической части оборудования и комплексных бригад по ремонту и техническому обслуживанию оборудования с ЧПУ. Формы оплаты труда ремонтников определяются конкретными условиями данного предприятия. Так, для слесарей комплексных бригад может применяться нормативно-сдельная бригадная оплата; для слесарей специализированных бригад РМЦ по капитальному ремонту и слесарей ЦРБ по текущему ремонту и техническому обслуживанию целесообразна сдельно-премиальная индивидуальная система оплаты труда. На аварийных работах, а также капитальном ремонте автоматических линий и оборудования, лимитирующего ход производства, наиболее эффективной может быть аккордная оплата. Труд станочников РМЦ оплачивается, как правило, сдельно; для ЦРБ при незначительной загрузке (менее 2 тыс. ремонтных единиц) используется повременно-премиальная индивидуальная оплата станочников. Показателями премирования как для слесарей, так и для станочников являются сроки выполнения месячного плана, сокращение простоя в ремонте, состояние оборудования. Оперативная подготовка и организация выполнения всех ремонтных работ осуществляются на основе ведомости дефектов оборудования. Она составляется в процессе планового осмотра за два-три месяца до очередного планового ремонта и окончательно уточняется при разборке агрегата для капитального или среднего ремонта. В ведомости дефектов фиксируются фактическое состояние оборудования, перечень, характер и объем предстоящих ремонтных работ, что обеспечивает своевременную подготовку сменных деталей, узлов и необходимой оснастки. Ведомость дефектов используется также для проверки качества последнего ремонта и определения объема предстоящего ремонта.
Типовая система предусматривает создание специализированных бригад по капитальному ремонту механической части оборудования и комплексных бригад по ремонту и техническому обслуживанию оборудования с ЧПУ. Формы оплаты труда ремонтников определяются конкретными условиями данного предприятия. Так, для слесарей комплексных бригад может применяться нормативно-сдельная бригадная оплата; для слесарей специализированных бригад РМЦ по капитальному ремонту и слесарей ЦРБ по текущему ремонту и техническому обслуживанию целесообразна сдельно-премиальная индивидуальная система оплаты труда. На аварийных работах, а также капитальном ремонте автоматических линий и оборудования, лимитирующего ход производства, наиболее эффективной может быть аккордная оплата. Труд станочников РМЦ оплачивается, как правило, сдельно; для ЦРБ при незначительной загрузке (менее 2 тыс. ремонтных единиц) используется повременно-премиальная индивидуальная оплата станочников. Показателями премирования как для слесарей, так и для станочников являются сроки выполнения месячного плана, сокращение простоя в ремонте, состояние оборудования. Оперативная подготовка и организация выполнения всех ремонтных работ осуществляются на основе ведомости дефектов оборудования. Она составляется в процессе планового осмотра за два-три месяца до очередного планового ремонта и окончательно уточняется при разборке агрегата для капитального или среднего ремонта. В ведомости дефектов фиксируются фактическое состояние оборудования, перечень, характер и объем предстоящих ремонтных работ, что обеспечивает своевременную подготовку сменных деталей, узлов и необходимой оснастки. Ведомость дефектов используется также для проверки качества последнего ремонта и определения объема предстоящего ремонта.
 Технологическая последовательность основных этапов выполнения плановых ремонтов : • подготовка к ремонту; • проверка точности (до разборки); • разборка станка на узлы; • разборка узлов на детали; • промывка деталей; • уточнение ведомости дефектов, принятие технологических решений для восстановления или ремонта основных деталей; • замена, подгонка деталей, сборка и регулирование узлов; • общая сборка; • регулировка станка; • испытание станка; • окраска станка; • сдача техническому контролю. Формы организации ремонтных работ определяются, в основном, размерами предприятий и особенностями оборудования. Для крупных предприятий, имеющих свыше 10 тыс. ремонтных единиц оборудования, характерна децентрализованная форма организации ремонта. Здесь основной объем ремонтных работ (до 70%) и технического обслуживания выполняется цеховыми ремонтными базами, ремонтно-механический цех изготавливает сложные запасные детали, выполняет капитальный ремонт и модернизацию специальных и уникальных станков, а также специальные работы.
Технологическая последовательность основных этапов выполнения плановых ремонтов : • подготовка к ремонту; • проверка точности (до разборки); • разборка станка на узлы; • разборка узлов на детали; • промывка деталей; • уточнение ведомости дефектов, принятие технологических решений для восстановления или ремонта основных деталей; • замена, подгонка деталей, сборка и регулирование узлов; • общая сборка; • регулировка станка; • испытание станка; • окраска станка; • сдача техническому контролю. Формы организации ремонтных работ определяются, в основном, размерами предприятий и особенностями оборудования. Для крупных предприятий, имеющих свыше 10 тыс. ремонтных единиц оборудования, характерна децентрализованная форма организации ремонта. Здесь основной объем ремонтных работ (до 70%) и технического обслуживания выполняется цеховыми ремонтными базами, ремонтно-механический цех изготавливает сложные запасные детали, выполняет капитальный ремонт и модернизацию специальных и уникальных станков, а также специальные работы.
 На средних заводах, имеющих более 5 тыс. условных ремонтных единиц оборудования, преобладает сменная форма организации ремонта. В данном случае все капитальные ремонты и наиболее сложные ремонтные работы выполняет ремонтно-механический цех, а все остальные ремонтные работы (около 50%) и техническое обслуживание — цеховые ремонтные базы. На небольших заводах с количеством оборудования до 5 тыс. ремонтных единиц применяется централизованная форма ремонта, при которой все виды ремонтных работ выполняются ремонтно-механическим цехом. Дежурные ремонтники, прикрепленные к основным производственным цехам, осуществляют только техническое обслуживание оборудования. Оборудование с ЧПУ на всех заводах ремонтируется централизованно специальной лабораторией РМЦ или выездными бригадами центральных ремонтных предприятий (по договорам). Во всех случаях планирование, техническое руководство и копт- роль выполнения ремонтных работ осуществляются централизованно отделом главного механика предприятия.
На средних заводах, имеющих более 5 тыс. условных ремонтных единиц оборудования, преобладает сменная форма организации ремонта. В данном случае все капитальные ремонты и наиболее сложные ремонтные работы выполняет ремонтно-механический цех, а все остальные ремонтные работы (около 50%) и техническое обслуживание — цеховые ремонтные базы. На небольших заводах с количеством оборудования до 5 тыс. ремонтных единиц применяется централизованная форма ремонта, при которой все виды ремонтных работ выполняются ремонтно-механическим цехом. Дежурные ремонтники, прикрепленные к основным производственным цехам, осуществляют только техническое обслуживание оборудования. Оборудование с ЧПУ на всех заводах ремонтируется централизованно специальной лабораторией РМЦ или выездными бригадами центральных ремонтных предприятий (по договорам). Во всех случаях планирование, техническое руководство и копт- роль выполнения ремонтных работ осуществляются централизованно отделом главного механика предприятия.
 Организация выполнения ремонтных работ Снижение расходов на выполнение ремонтных работ — одна из целей эффективного ведения хозяйства. Поэтому выполнению ремонтных работ предшествует техническая, материальная и организационная подготовка. Техническая подготовка характеризуется выполнением проектных работ по разборке и последующей сборке оборудования, составлением ведомости дефектов, поломок и неисправностей. Их устранение требует соответствующей проработки восстановительных работ и операций. В свою очередь, материальная подготовка осуществления ремонтных работ сводится к составлению ведомости материалов, комплектующих деталей, инструментов и приспособлений. Материальная подготовка предполагает наличие достаточного и необходимого запаса сменных деталей, узлов, а также транспортно-подъемных средств. Организационная подготовка проведения ремонтных работ может быть выполнена одним из следующих методов: централизованным, децентрализованным и смешанным. Централизованный метод характеризуется тем, что все виды ремонтных работ выполняются силами заводского ремонтно-механического цеха. В том случае, когда они выполняются цеховой службой ремонта, метод называется децентрализованным. Надо отметить, что эти методы имеют очевидные недостатки в виде сложной и дорогостоящей системы организации выполнения работ. Что касается смешанного метода, то он позволяет с меньшими затратами осуществить ремонтные работы и характеризуется тем, что все виды технического обслуживания и ремонтов, за исключением капитального, выполняет цеховая служба ремонтного хозяйства, а капитальный ремонт — ремонтно-механический цех. При этом можно успешно пользоваться приемами узловой замены изношенных блоков путем их изъятия и ремонта на восстановительной базе, а можно выполнять работы по ремонту во время технологического и междусменного простоя оборудования.
Организация выполнения ремонтных работ Снижение расходов на выполнение ремонтных работ — одна из целей эффективного ведения хозяйства. Поэтому выполнению ремонтных работ предшествует техническая, материальная и организационная подготовка. Техническая подготовка характеризуется выполнением проектных работ по разборке и последующей сборке оборудования, составлением ведомости дефектов, поломок и неисправностей. Их устранение требует соответствующей проработки восстановительных работ и операций. В свою очередь, материальная подготовка осуществления ремонтных работ сводится к составлению ведомости материалов, комплектующих деталей, инструментов и приспособлений. Материальная подготовка предполагает наличие достаточного и необходимого запаса сменных деталей, узлов, а также транспортно-подъемных средств. Организационная подготовка проведения ремонтных работ может быть выполнена одним из следующих методов: централизованным, децентрализованным и смешанным. Централизованный метод характеризуется тем, что все виды ремонтных работ выполняются силами заводского ремонтно-механического цеха. В том случае, когда они выполняются цеховой службой ремонта, метод называется децентрализованным. Надо отметить, что эти методы имеют очевидные недостатки в виде сложной и дорогостоящей системы организации выполнения работ. Что касается смешанного метода, то он позволяет с меньшими затратами осуществить ремонтные работы и характеризуется тем, что все виды технического обслуживания и ремонтов, за исключением капитального, выполняет цеховая служба ремонтного хозяйства, а капитальный ремонт — ремонтно-механический цех. При этом можно успешно пользоваться приемами узловой замены изношенных блоков путем их изъятия и ремонта на восстановительной базе, а можно выполнять работы по ремонту во время технологического и междусменного простоя оборудования.
 Прогрессивные формы и методы ремонта и технического обслуживания оборудования Постоянное возрастание затрат на ремонтообслуживание требует изыскания более прогрессивных форм и методов ремонта оборудования. К таким формам и методам относятся специализация и централизация ремонта оборудования, расширение передовых методов ремонта (узловой), внедрение прогрессивной технологии ремонтных работ и их механизация, совершенствование организации труда ремонтного персонала и т. п. Важнейшим направлением следует считать всемерное расширение централизованной формы организации ремонта на основе специализации ремонтных работ, т. е. развитие специализированных ремонтных предприятий и централизованное изготовление запасных частей. Организация специализированных предприятий создает условия для эффективного применения в ремонтном производстве высокопроизводительного оборудования и оснастки, прогрессивных технологических процессов и методов труда, свойственных серийному и поточному производству. Централизация ремонта может осуществляться в масштабе отдельных предприятий, отраслей и народного хозяйства в целом. В масштабе завода могут создаваться крупные ремонтные цехи, осуществляющие производство запасных частей и капитальный ремонт оборудования. В крупных цехах целесообразно создавать специализированные бригады по ремонту одномодельного оборудования, стандартных узлов различной аппаратуры. При наличии большого количества заводов определенной отрасли в одном экономическом районе целесообразно при головном предприятии создать крупный ремонтный завод или цех отраслевого значения для производства запасных деталей и отдельных видов ремонта. Межотраслевая централизация целесообразна для ремонта наиболее массовых моделей оборудования с применением обменного парка оборудования при станкостроительной промышленности. При этом ремонт должны осуществлять либо заводы, производящие данное оборудование, либо специальные заводы.
Прогрессивные формы и методы ремонта и технического обслуживания оборудования Постоянное возрастание затрат на ремонтообслуживание требует изыскания более прогрессивных форм и методов ремонта оборудования. К таким формам и методам относятся специализация и централизация ремонта оборудования, расширение передовых методов ремонта (узловой), внедрение прогрессивной технологии ремонтных работ и их механизация, совершенствование организации труда ремонтного персонала и т. п. Важнейшим направлением следует считать всемерное расширение централизованной формы организации ремонта на основе специализации ремонтных работ, т. е. развитие специализированных ремонтных предприятий и централизованное изготовление запасных частей. Организация специализированных предприятий создает условия для эффективного применения в ремонтном производстве высокопроизводительного оборудования и оснастки, прогрессивных технологических процессов и методов труда, свойственных серийному и поточному производству. Централизация ремонта может осуществляться в масштабе отдельных предприятий, отраслей и народного хозяйства в целом. В масштабе завода могут создаваться крупные ремонтные цехи, осуществляющие производство запасных частей и капитальный ремонт оборудования. В крупных цехах целесообразно создавать специализированные бригады по ремонту одномодельного оборудования, стандартных узлов различной аппаратуры. При наличии большого количества заводов определенной отрасли в одном экономическом районе целесообразно при головном предприятии создать крупный ремонтный завод или цех отраслевого значения для производства запасных деталей и отдельных видов ремонта. Межотраслевая централизация целесообразна для ремонта наиболее массовых моделей оборудования с применением обменного парка оборудования при станкостроительной промышленности. При этом ремонт должны осуществлять либо заводы, производящие данное оборудование, либо специальные заводы.
 Методы выполнения ремонтных работ многообразны: узловой; последовательно-узловой; «против потока» . Узловой метод заключается в замене изношенных узлов агрегата запасными, ранее изготовленными или отремонтированными. При этом время простоя оборудования значительно сокращается, так как большая часть ремонтных работ выполняется до вывода станка в ремонт. При последовательно-узловом методе изношенные узлы агрегата ремонтируются не одновременно, а последовательно с использованием перерывов в работе агрегатов. Этот метод используется для ремонта оборудования, имеющего конструктивно обособленные узлы (агрегатные станки). Метод «против потока» используется для ремонта поточноавтоматизированных линий и требует серьезной подготовительной работы. Чаще всего оборудование этих линий ремонтируется одновременно с остановкой линии или отдельными участками с широким использованием узловых методов. Необходимой предпосылкой для специализации ремонта является совершенствование структуры станочного парка путем сокращения количества типоразмеров и моделей базовых машин и агрегатов, выпускаемых в станкостроении и заводами машиностроения. Широкое применение стандартных узлов и деталей в станкостроении позволяет сократить потребность в запасных частях и продолжительность ремонта в несколько раз. Важной задачей осуществления эффективной эксплуатации технологического оборудования является обеспечение его бесперебойной работы. Решение этой задачи возможно на основе создания специальной организационной системы, которая получила название Total Productive Maintenance (ТРМ) - система полного технического обслуживания. Цель системы полного технического обслуживания оборудования — обеспечение надежной и эффективной эксплуатации орудий труда до их износа с целью минимизации издержек за все время срока службы. Система нацелена на минимизацию неполадок и дефектов в работе оборудования.
Методы выполнения ремонтных работ многообразны: узловой; последовательно-узловой; «против потока» . Узловой метод заключается в замене изношенных узлов агрегата запасными, ранее изготовленными или отремонтированными. При этом время простоя оборудования значительно сокращается, так как большая часть ремонтных работ выполняется до вывода станка в ремонт. При последовательно-узловом методе изношенные узлы агрегата ремонтируются не одновременно, а последовательно с использованием перерывов в работе агрегатов. Этот метод используется для ремонта оборудования, имеющего конструктивно обособленные узлы (агрегатные станки). Метод «против потока» используется для ремонта поточноавтоматизированных линий и требует серьезной подготовительной работы. Чаще всего оборудование этих линий ремонтируется одновременно с остановкой линии или отдельными участками с широким использованием узловых методов. Необходимой предпосылкой для специализации ремонта является совершенствование структуры станочного парка путем сокращения количества типоразмеров и моделей базовых машин и агрегатов, выпускаемых в станкостроении и заводами машиностроения. Широкое применение стандартных узлов и деталей в станкостроении позволяет сократить потребность в запасных частях и продолжительность ремонта в несколько раз. Важной задачей осуществления эффективной эксплуатации технологического оборудования является обеспечение его бесперебойной работы. Решение этой задачи возможно на основе создания специальной организационной системы, которая получила название Total Productive Maintenance (ТРМ) - система полного технического обслуживания. Цель системы полного технического обслуживания оборудования — обеспечение надежной и эффективной эксплуатации орудий труда до их износа с целью минимизации издержек за все время срока службы. Система нацелена на минимизацию неполадок и дефектов в работе оборудования.
 Система ТРМ: хроника внедрения. Развертывание системы ТРМ на ОАО «Большевик» проводилось по специально разработанной программе, соответствующей программе, рекомендуемой Японской ассоциацией производственного обслуживания (J/PA/). Внедрение началось с подготовительного этапа. На первом шаге этого этапа (в марте 2002 г. ) директор по производству внес предложение о внедрении системы ТРМ. На втором шаге были переведены с английского языка методические материалы по развертыванию системы ТРМ, после чего в апреле-мае 2002 г. 74 менеджера высшего и среднего звеньев прошли обучение методологии внедрения системы ТРМ. 25 июля 2002 г. состоялась информационная встреча, посвященная началу внедрения системы ТРМ, с участием менеджеров высшего и среднего звеньев Производственной дирекции и представителей других дирекций. На фабрике это мероприятие называют «Старт ТРМ» , но основные действия по развертыванию системы начались гораздо позже — когда в работу включился основной производственный персонал. На третьем шаге (13 сентября 2002 г. ) были созданы головные органы организационной структуры ТРМ: Совет по внедрению ТРМ и его Секретариат. В октябре 2002 г. были сформированы две проектные группы, в которые вошли 23 менеджера высшего звена. В течении трех месяцев участники этих групп осваивали технологию осуществления первых трех шагов самостоятельного обслуживания оборудования. На этом оборудовании коэффициент общей эффективности возрос с 58 до 85%.
Система ТРМ: хроника внедрения. Развертывание системы ТРМ на ОАО «Большевик» проводилось по специально разработанной программе, соответствующей программе, рекомендуемой Японской ассоциацией производственного обслуживания (J/PA/). Внедрение началось с подготовительного этапа. На первом шаге этого этапа (в марте 2002 г. ) директор по производству внес предложение о внедрении системы ТРМ. На втором шаге были переведены с английского языка методические материалы по развертыванию системы ТРМ, после чего в апреле-мае 2002 г. 74 менеджера высшего и среднего звеньев прошли обучение методологии внедрения системы ТРМ. 25 июля 2002 г. состоялась информационная встреча, посвященная началу внедрения системы ТРМ, с участием менеджеров высшего и среднего звеньев Производственной дирекции и представителей других дирекций. На фабрике это мероприятие называют «Старт ТРМ» , но основные действия по развертыванию системы начались гораздо позже — когда в работу включился основной производственный персонал. На третьем шаге (13 сентября 2002 г. ) были созданы головные органы организационной структуры ТРМ: Совет по внедрению ТРМ и его Секретариат. В октябре 2002 г. были сформированы две проектные группы, в которые вошли 23 менеджера высшего звена. В течении трех месяцев участники этих групп осваивали технологию осуществления первых трех шагов самостоятельного обслуживания оборудования. На этом оборудовании коэффициент общей эффективности возрос с 58 до 85%.
 С февраля 2003 г. в течении полугода на фабрике действовали пять модельных групп, состоящих из менеджеров среднего и низового звеньев, технических специалистов и производственного персонала. Ими также были обработаны технологии проведения первых трех шагов самостоятельного обслуживания оборудования и подано 51 предложение по отдельным улучшениям. На четвертом шаге (с февраля по апрель 2003 г. ) на заседании Совета по внедрению ТРМ была утверждена система показателей для оценки результативности и эффективности развертывания системы ТРМ и было принято решение о создании инструмента для анализа результатов мероприятий, проводимых в рамках развертывания системы. На пятом шаге были разработаны Генеральный план и План мероприятий по внедрению системы ТРМ в Производственной дирекции ОАО «Большевик» . 25 февраля 2003 г. генеральный директор фабрики утвердил эти документы. В результате проведения мероприятий пяти указанных шагов руководство укрепилось во мнении, что внедрять ТРМ нужно и возможно. 11 а следующем шаге 27 -31 марта 2003 г. о начале внедрения системы ТРМ было объявлено персоналу фабрики, партнерам, представителям прессы. Собственно, это и стало шестым шагом — этапом «Начало внедрения системы ТРМ» . Как видно из выше описанного, первые результаты были получены еще до официального объявления о начале внедрения системы ТРМ на фабрике.
С февраля 2003 г. в течении полугода на фабрике действовали пять модельных групп, состоящих из менеджеров среднего и низового звеньев, технических специалистов и производственного персонала. Ими также были обработаны технологии проведения первых трех шагов самостоятельного обслуживания оборудования и подано 51 предложение по отдельным улучшениям. На четвертом шаге (с февраля по апрель 2003 г. ) на заседании Совета по внедрению ТРМ была утверждена система показателей для оценки результативности и эффективности развертывания системы ТРМ и было принято решение о создании инструмента для анализа результатов мероприятий, проводимых в рамках развертывания системы. На пятом шаге были разработаны Генеральный план и План мероприятий по внедрению системы ТРМ в Производственной дирекции ОАО «Большевик» . 25 февраля 2003 г. генеральный директор фабрики утвердил эти документы. В результате проведения мероприятий пяти указанных шагов руководство укрепилось во мнении, что внедрять ТРМ нужно и возможно. 11 а следующем шаге 27 -31 марта 2003 г. о начале внедрения системы ТРМ было объявлено персоналу фабрики, партнерам, представителям прессы. Собственно, это и стало шестым шагом — этапом «Начало внедрения системы ТРМ» . Как видно из выше описанного, первые результаты были получены еще до официального объявления о начале внедрения системы ТРМ на фабрике.
 После этого начался этап «Внедрение системы ТРМ» , на котором развертывание системы по десяти направлениям поддерживают специалисты, входящие в состав соответствующих тематических групп. В марте 2003 г. начали работу девять тематических групп. Десятая группа «ТРМ в управленческих и обслуживающих структурах» — приступила к работе в январе 2005 г. Основное направление развертывания системы ТРМ в Производственной дирекции ОАО «Большевик» — «Самостоятельное обслуживание оборудования операторами» , мероприятия по которому реализуют операторы производственного процесса и ремонтники, объединенные соответственно в рабочие группы ТРМ цехов и рабочие группы ТРМ технических служб. Приведем основные этапы их деятельности по этому направлению. В августе 2003 г. для поддержки финансирования рабочих групп были созданы Малые советы ТРМ цехов и Малый совет ТРМ технических служб. В ноябре 2003 г. свою деятельность начали рабочие группы ТРМ цехов. Как видно, с момента начала внедрения ТРМ прошло более полугода. Специалисты фабрики тщательно готовились к привлечению операторов. С декабря 2003 г. по июнь 2004 г. участники рабочих групп ТРМ цехов в течение шести месяцев осуществляли мероприятия первого шага направления «Самостоятельное обслуживание оборудования операторами» — проводили чистку, совмещаемую с проверкой. Операторами было подано более 300 предложений по отдельным улучшениям. С июля но декабрь 2004 г. участники рабочих групп ТРМ цехов принимали меры по источникам загрязнений, труднодоступным и сложным местам: выполняли мероприятия второго шага направления. В результате ими было подано еще 178 предложений по отдельным улучшениям. С января по сентябрь 2005 г. участники рабочих групп ТРМ цехов и технических служб совместно разрабатывали «Временные нормы чистки, смазки, проверки" в рамках проведения мероприятий третьего шага. Хотя информация о влиянии системы ТРМ на финансово-экономические показатели ОАО «Большевик» не разглашается, сам факт продолжения развертывания системы дает основание предположить, что эффект достаточно высокий. Вообще в результате внедрения этой системы, согласно определению JIPM. создается механизм. обеспечивающий «нуль несчастных случаев» , «нуль брака» , «нуль поломок» . А. кроме того, коэффициент общей эффективности оборудования должен достичь 85%.
После этого начался этап «Внедрение системы ТРМ» , на котором развертывание системы по десяти направлениям поддерживают специалисты, входящие в состав соответствующих тематических групп. В марте 2003 г. начали работу девять тематических групп. Десятая группа «ТРМ в управленческих и обслуживающих структурах» — приступила к работе в январе 2005 г. Основное направление развертывания системы ТРМ в Производственной дирекции ОАО «Большевик» — «Самостоятельное обслуживание оборудования операторами» , мероприятия по которому реализуют операторы производственного процесса и ремонтники, объединенные соответственно в рабочие группы ТРМ цехов и рабочие группы ТРМ технических служб. Приведем основные этапы их деятельности по этому направлению. В августе 2003 г. для поддержки финансирования рабочих групп были созданы Малые советы ТРМ цехов и Малый совет ТРМ технических служб. В ноябре 2003 г. свою деятельность начали рабочие группы ТРМ цехов. Как видно, с момента начала внедрения ТРМ прошло более полугода. Специалисты фабрики тщательно готовились к привлечению операторов. С декабря 2003 г. по июнь 2004 г. участники рабочих групп ТРМ цехов в течение шести месяцев осуществляли мероприятия первого шага направления «Самостоятельное обслуживание оборудования операторами» — проводили чистку, совмещаемую с проверкой. Операторами было подано более 300 предложений по отдельным улучшениям. С июля но декабрь 2004 г. участники рабочих групп ТРМ цехов принимали меры по источникам загрязнений, труднодоступным и сложным местам: выполняли мероприятия второго шага направления. В результате ими было подано еще 178 предложений по отдельным улучшениям. С января по сентябрь 2005 г. участники рабочих групп ТРМ цехов и технических служб совместно разрабатывали «Временные нормы чистки, смазки, проверки" в рамках проведения мероприятий третьего шага. Хотя информация о влиянии системы ТРМ на финансово-экономические показатели ОАО «Большевик» не разглашается, сам факт продолжения развертывания системы дает основание предположить, что эффект достаточно высокий. Вообще в результате внедрения этой системы, согласно определению JIPM. создается механизм. обеспечивающий «нуль несчастных случаев» , «нуль брака» , «нуль поломок» . А. кроме того, коэффициент общей эффективности оборудования должен достичь 85%.
 Система полного технического обслуживания Особенностью системы полного технического обслуживания оборудования являются: ориентация на максимизацию эффективности использования оборудования, охват всего жизненного цикла оборудования и всех подразделений предприятия, вовлечение в систему всего персонала — от руководителей до рядовых рабочих, охват системы рычагами управления через деятельность малых групп. Ключевым моментом в организации системы самостоятельное обслуживание оборудования рабочими операторами, обеспечение заинтересованности рабочих в максимальной эффективности работы станков и другого технологического оборудования. Создание системы полного технического обслуживания оборудования предполагает осуществление следующего комплекса мероприятий: формирование и поддержание оптимальной структуры парка оборудования с учетом особенностей выпускаемой продукции, технологии и объемов производства; обеспечение эффективной работы каждой единицы оборудования за счет конкретных усовершенствований как самого оборудования, так и системы его технического обслуживания; изменение обязанностей всех работающих таким образом, чтобы каждый рабочийоператор не только выполнял производственные функции, но и самостоятельно обслуживал то оборудование, на котором работает; систематическое повышение квалификации и обучение рабочих-операторов и обслуживающих бригад; создание специальных организационных структур, ответственных за состояние оборудования и выполняющих функции календарного планирования ремонта, обеспечения запасными частями, осуществления модернизации оборудования и т. п.
Система полного технического обслуживания Особенностью системы полного технического обслуживания оборудования являются: ориентация на максимизацию эффективности использования оборудования, охват всего жизненного цикла оборудования и всех подразделений предприятия, вовлечение в систему всего персонала — от руководителей до рядовых рабочих, охват системы рычагами управления через деятельность малых групп. Ключевым моментом в организации системы самостоятельное обслуживание оборудования рабочими операторами, обеспечение заинтересованности рабочих в максимальной эффективности работы станков и другого технологического оборудования. Создание системы полного технического обслуживания оборудования предполагает осуществление следующего комплекса мероприятий: формирование и поддержание оптимальной структуры парка оборудования с учетом особенностей выпускаемой продукции, технологии и объемов производства; обеспечение эффективной работы каждой единицы оборудования за счет конкретных усовершенствований как самого оборудования, так и системы его технического обслуживания; изменение обязанностей всех работающих таким образом, чтобы каждый рабочийоператор не только выполнял производственные функции, но и самостоятельно обслуживал то оборудование, на котором работает; систематическое повышение квалификации и обучение рабочих-операторов и обслуживающих бригад; создание специальных организационных структур, ответственных за состояние оборудования и выполняющих функции календарного планирования ремонта, обеспечения запасными частями, осуществления модернизации оборудования и т. п.
 Техническая подготовка производства- совокупность мероприятий по совершенствованию изделий, внедрению новых технологических процессов и оснащению производства. Техническая подготовка осуществляется в целях эффективного освоения выпуска нового изделия, внедрения новых машин и оборудования, новых технологических приемов организации производства. В задачу технической подготовки производства входит создание технических, организационных и экономических условий, полностью гарантирующих перевод производственного процесса на более высокий технический и технологический уровень на основе достижений науки и техники. На предприятиях разного типа, масштаба и профиля различные стадии подготовки производства могут быть представлены разной полнотой.
Техническая подготовка производства- совокупность мероприятий по совершенствованию изделий, внедрению новых технологических процессов и оснащению производства. Техническая подготовка осуществляется в целях эффективного освоения выпуска нового изделия, внедрения новых машин и оборудования, новых технологических приемов организации производства. В задачу технической подготовки производства входит создание технических, организационных и экономических условий, полностью гарантирующих перевод производственного процесса на более высокий технический и технологический уровень на основе достижений науки и техники. На предприятиях разного типа, масштаба и профиля различные стадии подготовки производства могут быть представлены разной полнотой.
 Комплекс работ по созданию и освоению новых товаров
Комплекс работ по созданию и освоению новых товаров
 Жизненный цикл товара и место в нем научно-технической подготовки производства
Жизненный цикл товара и место в нем научно-технической подготовки производства
 Техническая подготовка производства включает в себя следующие виды работ: - проектирование новых и совершенствование ранее освоенных видов продукции и обеспечение изготовителей всей необходимой документацией по этой продукции; - проектирование новых и совершенствование уже освоенных технологических процессов; - опытная проверка и внедрение новых усовершенствованных технологических процессов; - проектирование и изготовление технологической оснастки; - разработка технически обоснованных норм и нормативов для определения трудоемкости, материалоемкости продукции, потребности в оборудовании, оснастке, производственных и вспомогательных площадях, топливе, энергии, расчеты по определению потребности в указанных ресурсах; - проектирование и изготовление нестандартного оборудования; - размещение и рациональная расстановка оборудования по производственным подразделениям; - подготовка кадров исполнителей по новым профессиям; - организационная перестройка производственных подразделений, разработка и внедрение новых систем планирования и управления ходом производственного процесса.
Техническая подготовка производства включает в себя следующие виды работ: - проектирование новых и совершенствование ранее освоенных видов продукции и обеспечение изготовителей всей необходимой документацией по этой продукции; - проектирование новых и совершенствование уже освоенных технологических процессов; - опытная проверка и внедрение новых усовершенствованных технологических процессов; - проектирование и изготовление технологической оснастки; - разработка технически обоснованных норм и нормативов для определения трудоемкости, материалоемкости продукции, потребности в оборудовании, оснастке, производственных и вспомогательных площадях, топливе, энергии, расчеты по определению потребности в указанных ресурсах; - проектирование и изготовление нестандартного оборудования; - размещение и рациональная расстановка оборудования по производственным подразделениям; - подготовка кадров исполнителей по новым профессиям; - организационная перестройка производственных подразделений, разработка и внедрение новых систем планирования и управления ходом производственного процесса.

 План технической подготовки Разработка плана технической подготовки производства является органической частью долгосрочного и среднесрочного планирования. В долгосрочном плане определяются основные направления и стадии технической подготовки, сроки ее начала и окончания с разбивкой по видам работ, конкретным исполнителям, источникам и объектам финансирования. В годовые планы входят те стадии и виды работ, которые должны выполняться в течение планируемого года. Исходными данными для планирования технической подготовки производства служат: • задания плана технического развития предприятия; нормативы для определения состава и объема работ, их продолжительность по всем этапам технической подготовки. Вся область технической подготовки производства регламентируется стандартами.
План технической подготовки Разработка плана технической подготовки производства является органической частью долгосрочного и среднесрочного планирования. В долгосрочном плане определяются основные направления и стадии технической подготовки, сроки ее начала и окончания с разбивкой по видам работ, конкретным исполнителям, источникам и объектам финансирования. В годовые планы входят те стадии и виды работ, которые должны выполняться в течение планируемого года. Исходными данными для планирования технической подготовки производства служат: • задания плана технического развития предприятия; нормативы для определения состава и объема работ, их продолжительность по всем этапам технической подготовки. Вся область технической подготовки производства регламентируется стандартами.
 Методы планирования В организации планирования технической подготовки производства существенную роль играют нормативы технической подготовки производства: • объемные нормативы производства, • нормативы объема работ по подготовке производства в натуральном выражении, • нормативы трудоемкости этих работ. Данные нормативы носят локальный характер, поскольку для их разработки необходимо проводить анализ и обобщение отчетных данных освоения новых изделий на конкретном предприятии с учетом специфики его функционирования и экономического состояния. Объемные нормативы дают основание рассчитать в натуральном выражении объем работ по технической подготовке. Эти расчеты основываются на таких показателях, как число технологических операций, объем чертежной и технической документации, число оригинальных деталей и их сложность в изготовлении. Нормативы трудоемкости работ технической подготовки производства определяются по нормам, отражающим опыт конструирования изделий и проектирования технологических процессов не только на данном предприятии, но и в отрасли, на предприятиях- смежниках, предприятиях-конкурентах. В процессе планирования нередко ставятся задачи сокращения сроков технической подготовки в целях ускорения реализации достижений науки и техники в производстве, сокращения затрат на осуществление технической подготовки и повышения качества работ.
Методы планирования В организации планирования технической подготовки производства существенную роль играют нормативы технической подготовки производства: • объемные нормативы производства, • нормативы объема работ по подготовке производства в натуральном выражении, • нормативы трудоемкости этих работ. Данные нормативы носят локальный характер, поскольку для их разработки необходимо проводить анализ и обобщение отчетных данных освоения новых изделий на конкретном предприятии с учетом специфики его функционирования и экономического состояния. Объемные нормативы дают основание рассчитать в натуральном выражении объем работ по технической подготовке. Эти расчеты основываются на таких показателях, как число технологических операций, объем чертежной и технической документации, число оригинальных деталей и их сложность в изготовлении. Нормативы трудоемкости работ технической подготовки производства определяются по нормам, отражающим опыт конструирования изделий и проектирования технологических процессов не только на данном предприятии, но и в отрасли, на предприятиях- смежниках, предприятиях-конкурентах. В процессе планирования нередко ставятся задачи сокращения сроков технической подготовки в целях ускорения реализации достижений науки и техники в производстве, сокращения затрат на осуществление технической подготовки и повышения качества работ.

, теоретические") Научно- исследовательские работы – фундаментальные (предназначены для питания новыми идеями различных областей науки), теоретические (целенаправленные исследования) и прикладные (обеспечение создание конкретных изделий) научные исследования. Работы по НИР включают: - техническое задание; - техническое предложение; - проведение теоретических и экспериментальных работ; - оформление результатов НИР; - приемка темы. Виды эффекта от проводимых НИР: научно-технический, организационно-производственный, социальный, экономический. Порядок проведения научно-исследовательских работ (НИР) прикладного характера регламентируется ГОСТ 15. 101. -80.
Научно- исследовательские работы – фундаментальные (предназначены для питания новыми идеями различных областей науки), теоретические (целенаправленные исследования) и прикладные (обеспечение создание конкретных изделий) научные исследования. Работы по НИР включают: - техническое задание; - техническое предложение; - проведение теоретических и экспериментальных работ; - оформление результатов НИР; - приемка темы. Виды эффекта от проводимых НИР: научно-технический, организационно-производственный, социальный, экономический. Порядок проведения научно-исследовательских работ (НИР) прикладного характера регламентируется ГОСТ 15. 101. -80.
 Виды исследований Результаты исследований Фундаментальные Расширение теоретических знаний. Получение новых научных данных о процессах, явлениях, закономерностях, существующих в исследуемой области; научные основы, методы и принципы исследований Поисковые Увеличение объема знаний для более глубокого понимания изучаемого предмета. Разработка прогнозов развития науки и техники; открытие путей применения новых явлений и закономерностей Прикладные Разрешение конкретных научных проблем для создания новых изделий. Получение рекомендаций, инструкций, расчетнотехнических материалов, методик и т. д.
Виды исследований Результаты исследований Фундаментальные Расширение теоретических знаний. Получение новых научных данных о процессах, явлениях, закономерностях, существующих в исследуемой области; научные основы, методы и принципы исследований Поисковые Увеличение объема знаний для более глубокого понимания изучаемого предмета. Разработка прогнозов развития науки и техники; открытие путей применения новых явлений и закономерностей Прикладные Разрешение конкретных научных проблем для создания новых изделий. Получение рекомендаций, инструкций, расчетнотехнических материалов, методик и т. д.
 Этапы НИР Разработка ТЗ НИР Состав работ - научное прогнозирование; - анализ результатов фундаментальных и поисковых исследований; - изучение патентной документации; - учет требований заказчиков - сбор и изучение научно-технической информации; - составление аналитического обзора; - проведение патентных исследований; - формулирование возможных направлений решения задач, поставленных в ТЗ НИР, и сравнительная оценка; - выбор и обоснование принятого направления исследований и способов решения задач; Выбор направления - сопоставление ожидаемых показателей новой исследования продукции после внедрения результатов НИР с существующими показателями изделий-аналогов; - оценка ориентировочной экономической эффективности новой продукции; - разработка общей методики проведения исследований (программы работ, план-графики, сетевые модели); - составление промежуточного отчета
Этапы НИР Разработка ТЗ НИР Состав работ - научное прогнозирование; - анализ результатов фундаментальных и поисковых исследований; - изучение патентной документации; - учет требований заказчиков - сбор и изучение научно-технической информации; - составление аналитического обзора; - проведение патентных исследований; - формулирование возможных направлений решения задач, поставленных в ТЗ НИР, и сравнительная оценка; - выбор и обоснование принятого направления исследований и способов решения задач; Выбор направления - сопоставление ожидаемых показателей новой исследования продукции после внедрения результатов НИР с существующими показателями изделий-аналогов; - оценка ориентировочной экономической эффективности новой продукции; - разработка общей методики проведения исследований (программы работ, план-графики, сетевые модели); - составление промежуточного отчета
 - разработка рабочих гипотез, построение моделей объекта исследований, обоснование допущений; - выявление необходимости проведения экспериментов для подтверждения отдельных положений теоретических исследований или для получения конкретных значений параметров, необходимых для проведения расчетов; - разработка методики экспериментальных исследований, Теоретические и подготовка моделей (макетов, экспериментальных образцов), а экспериментальные также испытательного оборудования; исследования - проведение экспериментов, обработка полученных данных; - сопоставление результатов эксперимента с теоретическими исследованиями; - корректировка теоретических моделей объекта; - проведение при необходимости дополнительных экспериментов; - проведение технико-экономических исследований; - составление промежуточного отчета - обобщение результатов предыдущих этапов работ; - оценка полноты решения задач; - разработка рекомендаций по дальнейшим исследованиям и Обобщение и оценка результатов проведению ОКР; исследований - разработка проекта ТЗ на ОКР; - составление итогового отчета; - приемка НИР комиссией.
- разработка рабочих гипотез, построение моделей объекта исследований, обоснование допущений; - выявление необходимости проведения экспериментов для подтверждения отдельных положений теоретических исследований или для получения конкретных значений параметров, необходимых для проведения расчетов; - разработка методики экспериментальных исследований, Теоретические и подготовка моделей (макетов, экспериментальных образцов), а экспериментальные также испытательного оборудования; исследования - проведение экспериментов, обработка полученных данных; - сопоставление результатов эксперимента с теоретическими исследованиями; - корректировка теоретических моделей объекта; - проведение при необходимости дополнительных экспериментов; - проведение технико-экономических исследований; - составление промежуточного отчета - обобщение результатов предыдущих этапов работ; - оценка полноты решения задач; - разработка рекомендаций по дальнейшим исследованиям и Обобщение и оценка результатов проведению ОКР; исследований - разработка проекта ТЗ на ОКР; - составление итогового отчета; - приемка НИР комиссией.
 Конструкторская подготовка производства включает проектирование новой продукции и модернизацию ранее производившейся, а также разработку проекта реконструкции и переоборудования предприятия или его отдельных подразделений. В процессе проектирования определяется характер продукции, ее конструкция, физико-химические свойства, внешний вид, технико-экономические и другие показатели. Результаты конструкторской подготовки оформляются в виде технической документации - чертежей, рецептур химической продукции, спецификаций материалов, деталей и узлов, образцов готовой продукции и т. п. Проектирование новой продукции осуществляется проектно-технологическими и научно-исследовательскими институтами, научно-технологическими центрами, а также конструкторскими отделами и лабораториями предприятий. Основными целями конструкторской подготовки производства являются: • непрерывное совершенствование качества продукции; • повышение уровня технологичности конструкции, под которой понимается облегчение приемов изготовления продукции и возможность применения прогрессивных методов изготовления. Это обеспечивает лучшее использование производственных ресурсов при изготовлении продукции; • снижение себестоимости новой продукции за счет изготовления и совершенствования конструкции изделия, уменьшения расхода материалов на единицу продукции, снижения эксплуатационных затрат, связанных с использованием продукции; • использование при проектировании продукции существующих стандартов и унифицированных полуфабрикатов; • обеспечение охраны труда и техники безопасности, а также удобств при эксплуатации и ремонте новых изделий.
Конструкторская подготовка производства включает проектирование новой продукции и модернизацию ранее производившейся, а также разработку проекта реконструкции и переоборудования предприятия или его отдельных подразделений. В процессе проектирования определяется характер продукции, ее конструкция, физико-химические свойства, внешний вид, технико-экономические и другие показатели. Результаты конструкторской подготовки оформляются в виде технической документации - чертежей, рецептур химической продукции, спецификаций материалов, деталей и узлов, образцов готовой продукции и т. п. Проектирование новой продукции осуществляется проектно-технологическими и научно-исследовательскими институтами, научно-технологическими центрами, а также конструкторскими отделами и лабораториями предприятий. Основными целями конструкторской подготовки производства являются: • непрерывное совершенствование качества продукции; • повышение уровня технологичности конструкции, под которой понимается облегчение приемов изготовления продукции и возможность применения прогрессивных методов изготовления. Это обеспечивает лучшее использование производственных ресурсов при изготовлении продукции; • снижение себестоимости новой продукции за счет изготовления и совершенствования конструкции изделия, уменьшения расхода материалов на единицу продукции, снижения эксплуатационных затрат, связанных с использованием продукции; • использование при проектировании продукции существующих стандартов и унифицированных полуфабрикатов; • обеспечение охраны труда и техники безопасности, а также удобств при эксплуатации и ремонте новых изделий.
 Этапы конструкторской подготовки • разработку проектного задания, эскизного проекта; • изготовление и испытание опытного образца; • разработку технического проекта, рабочего проекта; • изготовление и испытание изделий опытных партий; • доводку конструкции по результатам испытаний; • уточнение рабочего проекта и его оформление; • передачу рабочего проекта органам технологической подготовки производства. Исходным для проектирования новой продукции является проектное (техническое) задание, которое составляется заказчиком (предприятием) или по его поручению проектной организацией. В проектном задании указываются наименование продукции, ее назначение, область применения, технические и экономические показатели в процессе производства и эксплуатации. На уровне проектного задания должны быть определены принципиальные отличия новой конструкции или изделия от ранее выпускаемых, приведены перечень и обоснование необходимости изготовления оригинальных изделий, даны подробные расчеты эффективности нового изделия с учетом эффекта, рассчитанного как для потребителя, так и для производителя. На основании анализа проектного задания заказчика и сопоставления различных вариантов возможных решений изделий, сравнительной оценки решений с учетом конструктивных и эксплуатационных особенностей разрабатываемого и существующих изделий, а также патентных материалов составляется техническое предложение - совокупность конструкторских документов, содержащих технические и техникоэкономические обоснования целесообразности дальнейшей разработки проекта. Техническое предложение после согласования и утверждения в установленном порядке является основанием для разработки эскизного (технического) проекта.
Этапы конструкторской подготовки • разработку проектного задания, эскизного проекта; • изготовление и испытание опытного образца; • разработку технического проекта, рабочего проекта; • изготовление и испытание изделий опытных партий; • доводку конструкции по результатам испытаний; • уточнение рабочего проекта и его оформление; • передачу рабочего проекта органам технологической подготовки производства. Исходным для проектирования новой продукции является проектное (техническое) задание, которое составляется заказчиком (предприятием) или по его поручению проектной организацией. В проектном задании указываются наименование продукции, ее назначение, область применения, технические и экономические показатели в процессе производства и эксплуатации. На уровне проектного задания должны быть определены принципиальные отличия новой конструкции или изделия от ранее выпускаемых, приведены перечень и обоснование необходимости изготовления оригинальных изделий, даны подробные расчеты эффективности нового изделия с учетом эффекта, рассчитанного как для потребителя, так и для производителя. На основании анализа проектного задания заказчика и сопоставления различных вариантов возможных решений изделий, сравнительной оценки решений с учетом конструктивных и эксплуатационных особенностей разрабатываемого и существующих изделий, а также патентных материалов составляется техническое предложение - совокупность конструкторских документов, содержащих технические и техникоэкономические обоснования целесообразности дальнейшей разработки проекта. Техническое предложение после согласования и утверждения в установленном порядке является основанием для разработки эскизного (технического) проекта.
 Эскизный проект - совокупность конструкторских документов, которые должны содержать принципиальные конструктивные решения, дающие общее представление об устройстве и принципе работы изделия, а также данные, определяющие назначение, основные параметры и габаритные размеры проектируемого изделия. При разработке эскизного проекта определяется принципиальная характеристика нового изделия, производится выбор наиболее эффективного решения, его технических, технологических, эксплуатационных параметров. Эскизный проект всегда составляется в нескольких вариантах для последующего выбора одного из них. Эскизный проект после согласования и утверждения в установленном порядке служит основанием для разработки технического проекта или рабочей конструкторской документации. Технический проект - совокупность конструкторских документов, которые должны содержать окончательные технические решения, дающие полное представление об устройстве разрабатываемого изделия, и исходные данные для разработки рабочей документации. Технический проект позволяет осуществлять выбор материалов и полуфабрикатов, определять основные принципы изготовления продукции и проводить экономическое обоснование проекта. Технический проект после согласования и утверждения в установленном порядке служит основанием для разработки рабочей конструкторской документации. Ранее разработанные конструкторские документы обычно применяют при разработке новых или модернизации изготавливаемых изделий, что приводит к сокращению сроков проектирования.
Эскизный проект - совокупность конструкторских документов, которые должны содержать принципиальные конструктивные решения, дающие общее представление об устройстве и принципе работы изделия, а также данные, определяющие назначение, основные параметры и габаритные размеры проектируемого изделия. При разработке эскизного проекта определяется принципиальная характеристика нового изделия, производится выбор наиболее эффективного решения, его технических, технологических, эксплуатационных параметров. Эскизный проект всегда составляется в нескольких вариантах для последующего выбора одного из них. Эскизный проект после согласования и утверждения в установленном порядке служит основанием для разработки технического проекта или рабочей конструкторской документации. Технический проект - совокупность конструкторских документов, которые должны содержать окончательные технические решения, дающие полное представление об устройстве разрабатываемого изделия, и исходные данные для разработки рабочей документации. Технический проект позволяет осуществлять выбор материалов и полуфабрикатов, определять основные принципы изготовления продукции и проводить экономическое обоснование проекта. Технический проект после согласования и утверждения в установленном порядке служит основанием для разработки рабочей конструкторской документации. Ранее разработанные конструкторские документы обычно применяют при разработке новых или модернизации изготавливаемых изделий, что приводит к сокращению сроков проектирования.
 конструкторской подготовки производства является разработка технической документации (чертежей, инструкций и т.") Заключительной стадией (этапом) конструкторской подготовки производства является разработка технической документации (чертежей, инструкций и т. д. ), технических условий. Технические условия (ТУ) — неотъемлемая часть комплекта технической документации на продукцию (изделие, материал, вещество и т. п. ), на которую они распространяются. ТУ должны содержать все требования к продукции, ее изготовлению, контролю, приемке и поставке, которые целесообразно указывать в конструкторской или другой технической документации. При отсутствии конструкторской или другой технической документации на данную продукцию ТУ должны содержать полный комплект требований к продукции, се изготовлению, контролю, приемке и поставке. ТУ разрабатывают на одно изделие, материал, вещество, а также на несколько конкретных изделий, материалов, веществ (групповые технические условия). Состав ТУ и содержание разделов определяются в соответствии с особенностями продукции. После испытания и доводки опытной партии уточняется рабочий проект, который передается в законченном виде для технологической подготовки производства. На всех стадиях проектирования уточняются, конкретизируются и окончательно определяются все технические и экономические характеристики изделия, определяется целесообразность использования первоначально выбранного пути совершенствования продукции и принимается решение о ее выпуске.
Заключительной стадией (этапом) конструкторской подготовки производства является разработка технической документации (чертежей, инструкций и т. д. ), технических условий. Технические условия (ТУ) — неотъемлемая часть комплекта технической документации на продукцию (изделие, материал, вещество и т. п. ), на которую они распространяются. ТУ должны содержать все требования к продукции, ее изготовлению, контролю, приемке и поставке, которые целесообразно указывать в конструкторской или другой технической документации. При отсутствии конструкторской или другой технической документации на данную продукцию ТУ должны содержать полный комплект требований к продукции, се изготовлению, контролю, приемке и поставке. ТУ разрабатывают на одно изделие, материал, вещество, а также на несколько конкретных изделий, материалов, веществ (групповые технические условия). Состав ТУ и содержание разделов определяются в соответствии с особенностями продукции. После испытания и доводки опытной партии уточняется рабочий проект, который передается в законченном виде для технологической подготовки производства. На всех стадиях проектирования уточняются, конкретизируются и окончательно определяются все технические и экономические характеристики изделия, определяется целесообразность использования первоначально выбранного пути совершенствования продукции и принимается решение о ее выпуске.
 Установленный и рассмотренный выше порядок конструкторской подготовки изделия характерен в полной мере лишь для массового и крупносерийного производств, продукции сложного профиля (автомобили, станки, тракторы и т. п. ). Для мелкосерийного и единичного производств, независимо от технической сложности изделия, количество стадий и объемы работ по каждому из них уменьшаются. Конструкторская подготовка производства осуществляется в соответствии с комплексом государственных стандартов, устанавливающих единые взаимосвязанные правила и положения ее проведения, оформления и обращения конструкторской документации, разрабатываемой и применяемой промышленными, научно-исследовательскими, проектноконструкторскими организациями и предприятиями. Их применение позволяет создавать благоприятные условия для обеспечения научно-технической подготовки производства на высоком уровне, способном гарантировать конкурентоспособность выпускаемых изделий, сокращать время проектирования, обеспечивать необходимое единообразие этого процесса.
Установленный и рассмотренный выше порядок конструкторской подготовки изделия характерен в полной мере лишь для массового и крупносерийного производств, продукции сложного профиля (автомобили, станки, тракторы и т. п. ). Для мелкосерийного и единичного производств, независимо от технической сложности изделия, количество стадий и объемы работ по каждому из них уменьшаются. Конструкторская подготовка производства осуществляется в соответствии с комплексом государственных стандартов, устанавливающих единые взаимосвязанные правила и положения ее проведения, оформления и обращения конструкторской документации, разрабатываемой и применяемой промышленными, научно-исследовательскими, проектноконструкторскими организациями и предприятиями. Их применение позволяет создавать благоприятные условия для обеспечения научно-технической подготовки производства на высоком уровне, способном гарантировать конкурентоспособность выпускаемых изделий, сокращать время проектирования, обеспечивать необходимое единообразие этого процесса.
 Этапы ОКР Основные задачи и состав работ Разработка ТЗ на ОКР - составление проекта ТЗ заказчиком; - проработка проекта ТЗ исполнителем; - установление перечня контрагентов и согласование с ними частных ТЗ; - согласование и утверждение ТЗ Выявление дополнительных или уточненных требований к изделию, его техническим Техническое предложение характеристикам и показателям качества, которые не (является основанием для могут быть указаны в ТЗ: корректировки ТЗ и - проработка результатов НИР; выполнения эскизного - проработка результатов прогнозирования; проекта) - изучение научно-технической информации; - предварительные расчеты и уточнение требований ТЗ
Этапы ОКР Основные задачи и состав работ Разработка ТЗ на ОКР - составление проекта ТЗ заказчиком; - проработка проекта ТЗ исполнителем; - установление перечня контрагентов и согласование с ними частных ТЗ; - согласование и утверждение ТЗ Выявление дополнительных или уточненных требований к изделию, его техническим Техническое предложение характеристикам и показателям качества, которые не (является основанием для могут быть указаны в ТЗ: корректировки ТЗ и - проработка результатов НИР; выполнения эскизного - проработка результатов прогнозирования; проекта) - изучение научно-технической информации; - предварительные расчеты и уточнение требований ТЗ
 Разработка принципиальных технических решений: - выполнение работ по этапу технического предложения, если этот этап не производится; Эскизное проектирование - выбор элементной базы разработки; (служит основанием для - выбор основных технических решений; технического - разработка структурных и функциональных схем изделия; проектирования) - выбор основных конструктивных элементов; - метрологическая экспертиза проекта; - разработка и испытание макетов Техническое проектирование Окончательный выбор технических решений по изделию в целом и его составным частям: - разработка принципиальных электрических, кинематических, гидравлических и других схем; - уточнение основных параметров изделия; - проведение конструктивной компоновки изделия и выдача данных для его размещения на объекте; - разработка проектов ТУ на поставку и изготовление изделия; - испытание макетов основных приборов изделия в натурных условиях
Разработка принципиальных технических решений: - выполнение работ по этапу технического предложения, если этот этап не производится; Эскизное проектирование - выбор элементной базы разработки; (служит основанием для - выбор основных технических решений; технического - разработка структурных и функциональных схем изделия; проектирования) - выбор основных конструктивных элементов; - метрологическая экспертиза проекта; - разработка и испытание макетов Техническое проектирование Окончательный выбор технических решений по изделию в целом и его составным частям: - разработка принципиальных электрических, кинематических, гидравлических и других схем; - уточнение основных параметров изделия; - проведение конструктивной компоновки изделия и выдача данных для его размещения на объекте; - разработка проектов ТУ на поставку и изготовление изделия; - испытание макетов основных приборов изделия в натурных условиях
 Формирование комплекта конструкторских документов: - разработка полного комплекта рабочей документации; - согласование ее с заказчиком и заводом-изготовителем Разработка рабочей серийной продукции; документации для изготовления и испытания - проверка конструкторской документации на унификацию опытного образца и стандартизацию; - изготовление в опытном производстве опытного образца: - настройка и комплексная регулировка опытного образца Проверка соответствия опытного образца требованиям ТЗ и возможного предъявления на государственные (ведомственные) испытания: Предварительные испытания - стендовые испытания; - предварительные испытания на объекте; - испытания на надежность Государственные Оценка соответствия ТЗ и возможности организации (ведомственные) испытания серийного производства - внесение необходимых уточнений и изменений в Отработка документации по документацию; результатам испытаний - присвоение документации литеры " O 1 "; - передача документации организации-изготовителю
Формирование комплекта конструкторских документов: - разработка полного комплекта рабочей документации; - согласование ее с заказчиком и заводом-изготовителем Разработка рабочей серийной продукции; документации для изготовления и испытания - проверка конструкторской документации на унификацию опытного образца и стандартизацию; - изготовление в опытном производстве опытного образца: - настройка и комплексная регулировка опытного образца Проверка соответствия опытного образца требованиям ТЗ и возможного предъявления на государственные (ведомственные) испытания: Предварительные испытания - стендовые испытания; - предварительные испытания на объекте; - испытания на надежность Государственные Оценка соответствия ТЗ и возможности организации (ведомственные) испытания серийного производства - внесение необходимых уточнений и изменений в Отработка документации по документацию; результатам испытаний - присвоение документации литеры " O 1 "; - передача документации организации-изготовителю
 Технологическая подготовка производства – совокупность взаимосвязанных процессов, обеспечивающих технологическую готовность предприятия к выпуску изделий заданного уровня качества при установленных сроках, объеме выпуска и затратах. Задачей ТПП является обеспечение полной технологической готовности фирмы к производству новых изделий с заданными технико-экономическими показателями (высоким техническим уровнем, качеством изготовления, а также с минимальными трудовыми и материальными издержками — себестоимостью при конкретном техническом уровне предприятия и планируемых объемах производства). Технологическая подготовка производства является продолжением работ по проектированию изделия. На этой стадии устанавливается, при помощи каких технических методов и средств, способов организации производства должно изготавливаться данное изделие, окончательно определяется его себестоимость и эффективность производства. Такая технология разрабатывается как для каждого нового изделия, так и для традиционной продукции в целях повышения технического уровня и снижения издержек производства, улучшения условий труда, охраны окружающей среды. Технологическая подготовка производства охватывает проектирование технологических процессов: • выбор и расстановку оборудования на площади цеха; • определение и проектирование специальной технологической оснастки; • нормирование затрат труда, материалов, топлива и энергии. ГОСТ 14. 004 -83 - Технологическая подготовка производства. Термины и определения основных понятий Настоящий стандарт устанавливает применяемые в науке, технике и производстве термины и определения основных понятий технологической подготовки производства изделий машиностроения и приборостроения. Технологическая подготовка производства регламентируется стандартами "Единой системы технологической подготовки производства" (ЕСТПП).
Технологическая подготовка производства – совокупность взаимосвязанных процессов, обеспечивающих технологическую готовность предприятия к выпуску изделий заданного уровня качества при установленных сроках, объеме выпуска и затратах. Задачей ТПП является обеспечение полной технологической готовности фирмы к производству новых изделий с заданными технико-экономическими показателями (высоким техническим уровнем, качеством изготовления, а также с минимальными трудовыми и материальными издержками — себестоимостью при конкретном техническом уровне предприятия и планируемых объемах производства). Технологическая подготовка производства является продолжением работ по проектированию изделия. На этой стадии устанавливается, при помощи каких технических методов и средств, способов организации производства должно изготавливаться данное изделие, окончательно определяется его себестоимость и эффективность производства. Такая технология разрабатывается как для каждого нового изделия, так и для традиционной продукции в целях повышения технического уровня и снижения издержек производства, улучшения условий труда, охраны окружающей среды. Технологическая подготовка производства охватывает проектирование технологических процессов: • выбор и расстановку оборудования на площади цеха; • определение и проектирование специальной технологической оснастки; • нормирование затрат труда, материалов, топлива и энергии. ГОСТ 14. 004 -83 - Технологическая подготовка производства. Термины и определения основных понятий Настоящий стандарт устанавливает применяемые в науке, технике и производстве термины и определения основных понятий технологической подготовки производства изделий машиностроения и приборостроения. Технологическая подготовка производства регламентируется стандартами "Единой системы технологической подготовки производства" (ЕСТПП).
 в ходе которого проверяется разработанная конструкция") Этапы технологической подготовки - технологический контроль чертежей (нормоконтроль) в ходе которого проверяется разработанная конструкция на технологичность. - проектирование технологических процессов. - проектирование и изготовление спецоснастки и нестандартного оборудования. - отладка и внедрение запроектированных техпроцессов. Технологическое проектирование начинается с разработки маршрутной технологии. Ее содержание заключается в определении последовательности выполнения основных операций и закреплении их в цехах за конкретными группами оборудования. Одновременно осуществляется выбор инструмента и технологической оснастки, расчет норм времени и установление разряда работ, указывается специальность рабочих с соответствующим уровнем квалификации. Согласно маршрутной технологии за каждым цехом и участком закрепляются обрабатываемые виды продукции, что обусловливает их специализацию, место и роль в производственной структуре предприятия. Затем для каждого цеха и участка разрабатывается операционная технология, содержание которой составляют пооперационные технологические карты. Они содержат указания и параметры выполнения каждой производственной операции. В индивидуальном и мелкосерийном производствах, а также на предприятиях со сравнительно простой технологией разработка технологических процессов обычно ограничивается маршрутной технологией. В массовом же и крупносерийном производствах вслед за маршрутной разрабатывается более подробная пооперационная технология. Из всех возможных технологий, предлагаемых на этом этапе, затем осуществляется выбор оптимальной. При этом сопоставляются натуральные показатели и сравнивается себестоимость продукции и работ при разных вариантах.
Этапы технологической подготовки - технологический контроль чертежей (нормоконтроль) в ходе которого проверяется разработанная конструкция на технологичность. - проектирование технологических процессов. - проектирование и изготовление спецоснастки и нестандартного оборудования. - отладка и внедрение запроектированных техпроцессов. Технологическое проектирование начинается с разработки маршрутной технологии. Ее содержание заключается в определении последовательности выполнения основных операций и закреплении их в цехах за конкретными группами оборудования. Одновременно осуществляется выбор инструмента и технологической оснастки, расчет норм времени и установление разряда работ, указывается специальность рабочих с соответствующим уровнем квалификации. Согласно маршрутной технологии за каждым цехом и участком закрепляются обрабатываемые виды продукции, что обусловливает их специализацию, место и роль в производственной структуре предприятия. Затем для каждого цеха и участка разрабатывается операционная технология, содержание которой составляют пооперационные технологические карты. Они содержат указания и параметры выполнения каждой производственной операции. В индивидуальном и мелкосерийном производствах, а также на предприятиях со сравнительно простой технологией разработка технологических процессов обычно ограничивается маршрутной технологией. В массовом же и крупносерийном производствах вслед за маршрутной разрабатывается более подробная пооперационная технология. Из всех возможных технологий, предлагаемых на этом этапе, затем осуществляется выбор оптимальной. При этом сопоставляются натуральные показатели и сравнивается себестоимость продукции и работ при разных вариантах.
 Этапы ТПП Содержание работ ТПП Исполнители Планирование ТПП Прогнозирование, планирование и моделирование ТПП Отдел планирования подготовки производства (ОППП) Отработка конструкции на технологичность Отработка конструкции изделия, Отделы главных специалистов сборочных единиц на технологичность. (ОГТ, ОГС, ОГМет и др), ОГК Участие в изготовлении опытного образца Распределение номенклатуры между ОППП цехами и подразделениями предприятия. Разработка технологических маршрутов движения объектов производства. Технологическое проектирование ОППП Разработка техпроцессов изготовления и контроля деталей, сборки и испытаний и Отделы главных специалистов всей прочей технологической (ОГТ, ОГС, ОГМет, и др. ) документации. Типизация технологических процессов, -"- разработка базовых и групповых процессов. Технико-экономическое обоснование технологических процессов Отделы главных специалистов, экономический отдел
Этапы ТПП Содержание работ ТПП Исполнители Планирование ТПП Прогнозирование, планирование и моделирование ТПП Отдел планирования подготовки производства (ОППП) Отработка конструкции на технологичность Отработка конструкции изделия, Отделы главных специалистов сборочных единиц на технологичность. (ОГТ, ОГС, ОГМет и др), ОГК Участие в изготовлении опытного образца Распределение номенклатуры между ОППП цехами и подразделениями предприятия. Разработка технологических маршрутов движения объектов производства. Технологическое проектирование ОППП Разработка техпроцессов изготовления и контроля деталей, сборки и испытаний и Отделы главных специалистов всей прочей технологической (ОГТ, ОГС, ОГМет, и др. ) документации. Типизация технологических процессов, -"- разработка базовых и групповых процессов. Технико-экономическое обоснование технологических процессов Отделы главных специалистов, экономический отдел
 Выбор и обоснование универсального, специального, агрегатного и нестандартного оборудования. Выдача заданий на проектирование этого Выбор оборудования, а также на проектирование оборудования гибких автоматических, автоматизированных, роботизированных линий и комплексов, конвейеров, транспортных средств и т. п. Выбор и технологическое конструировани е оснастки Выбор необходимого специального, универсального и унифицированного оснащения. Проектирование (технологическое конструирование) оснастки. Отделы главных специалистов Технологические и конструкторские отделы главных специалистов Технико-экономические обоснования выбора и Экономический отдел применения оснастки Установление пооперационных технических норм времени всех технологических процессов Нормирование Расчеты норм расходов материалов (подетальные и сводные) Отдел труда и зарплаты (ОТ и З) Отделы главных специалистов ОГТ
Выбор и обоснование универсального, специального, агрегатного и нестандартного оборудования. Выдача заданий на проектирование этого Выбор оборудования, а также на проектирование оборудования гибких автоматических, автоматизированных, роботизированных линий и комплексов, конвейеров, транспортных средств и т. п. Выбор и технологическое конструировани е оснастки Выбор необходимого специального, универсального и унифицированного оснащения. Проектирование (технологическое конструирование) оснастки. Отделы главных специалистов Технологические и конструкторские отделы главных специалистов Технико-экономические обоснования выбора и Экономический отдел применения оснастки Установление пооперационных технических норм времени всех технологических процессов Нормирование Расчеты норм расходов материалов (подетальные и сводные) Отдел труда и зарплаты (ОТ и З) Отделы главных специалистов ОГТ
 полный комплект конструкторской документации на новое изделие;") Исходными данными для проведения ТПП являются: 1) полный комплект конструкторской документации на новое изделие; 2) максимальный годовой объем выпуска при полном освоении с учетом изготовления запасных частей и поставок по кооперации; 3) предполагаемый срок выпуска изделий и объем выпуска по годам с учетом сезонности; 4) планируемый режим работы предприятия (количество смен, продолжительность рабочей недели); 5) планируемый коэффициент загрузки оборудования основного производства и ремонтная стратегия предприятия; 6) планируемые кооперированные поставки предприятию деталей, узлов полуфабрикатов и предприятия-поставщики; 7) планируемые поставки стандартных изделий предприятию и предприятия-поставщики; 8) предполагаемые рыночные цены новых товаров, исходя из ценовой стратегии предприятия и его целей; 9) принятая стратегия по отношению к риску (с точки зрения наличия дублирующего оборудования); 10) политика социологии труда предприятия.
Исходными данными для проведения ТПП являются: 1) полный комплект конструкторской документации на новое изделие; 2) максимальный годовой объем выпуска при полном освоении с учетом изготовления запасных частей и поставок по кооперации; 3) предполагаемый срок выпуска изделий и объем выпуска по годам с учетом сезонности; 4) планируемый режим работы предприятия (количество смен, продолжительность рабочей недели); 5) планируемый коэффициент загрузки оборудования основного производства и ремонтная стратегия предприятия; 6) планируемые кооперированные поставки предприятию деталей, узлов полуфабрикатов и предприятия-поставщики; 7) планируемые поставки стандартных изделий предприятию и предприятия-поставщики; 8) предполагаемые рыночные цены новых товаров, исходя из ценовой стратегии предприятия и его целей; 9) принятая стратегия по отношению к риску (с точки зрения наличия дублирующего оборудования); 10) политика социологии труда предприятия.
 Выбранная технология производства должна обеспечивать повышение производительности труда, требуемое качество изготовления при наиболее низкой себестоимости продукции по сравнению с другими вариантами. Лучший вариант технологического процесса принимается в качестве типового для данных условий производства на определенный отрезок времени вплоть до разработки более перспективного варианта. Применение типовых технологических процессов способствует ограничению числа технологических операций. Они позволяют установить единообразие способа обработки однотипных изделий и применяемой технологической оснастки, создают условия для сокращения затрат и продолжительности проектирования технологий. Разработка типовых технологических процессов предполагает следующие этапы: • определение технологического маршрута обработки изделия данной группы; • выбор пооперационного технологического процесса; • установление способов обработки отдельных элементов (выполняемых технологических операций) для изделия данной группы.
Выбранная технология производства должна обеспечивать повышение производительности труда, требуемое качество изготовления при наиболее низкой себестоимости продукции по сравнению с другими вариантами. Лучший вариант технологического процесса принимается в качестве типового для данных условий производства на определенный отрезок времени вплоть до разработки более перспективного варианта. Применение типовых технологических процессов способствует ограничению числа технологических операций. Они позволяют установить единообразие способа обработки однотипных изделий и применяемой технологической оснастки, создают условия для сокращения затрат и продолжительности проектирования технологий. Разработка типовых технологических процессов предполагает следующие этапы: • определение технологического маршрута обработки изделия данной группы; • выбор пооперационного технологического процесса; • установление способов обработки отдельных элементов (выполняемых технологических операций) для изделия данной группы.
 Технологическая подготовка производства предусматривает также разработку проектов, изготовление и наладку специального технологического оборудования, технологической оснастки, необходимых для производства нового (модернизированного) изделия. Это очень трудоемкая и дорогостоящая работа, поскольку при освоении ряда новых моделей (например, автомобилей и других машин) изготавливается по нескольку тысяч штампов, приспособлений, моделей, десятки автоматических линий. В связи с этим в отраслях крупносерийного и массового производства, выпускающих продукцию технологически сложного профиля, переход на изготовление нового изделия, как правило, совмещается с реконструкцией и техническим переоснащением предприятий.
Технологическая подготовка производства предусматривает также разработку проектов, изготовление и наладку специального технологического оборудования, технологической оснастки, необходимых для производства нового (модернизированного) изделия. Это очень трудоемкая и дорогостоящая работа, поскольку при освоении ряда новых моделей (например, автомобилей и других машин) изготавливается по нескольку тысяч штампов, приспособлений, моделей, десятки автоматических линий. В связи с этим в отраслях крупносерийного и массового производства, выпускающих продукцию технологически сложного профиля, переход на изготовление нового изделия, как правило, совмещается с реконструкцией и техническим переоснащением предприятий.
 Материальная подготовка производства предусматривает приобретение, монтаж и наладку нового оборудования, изготовление или закупку инструментов и приспособлений, сырья и материалов, т. е. обеспечение производства всеми материально-техническими ресурсами. Организационная подготовка включает совершенствование организации производства и труда и адаптацию их к условиям изготовления новой продукции, новой техники и технологии. Сюда также входит подбор и расстановка кадров в соответствии с новым характером производства, внесение коррективов в структуру аппарата управления, в функциональное и иерархическое распределение труда. Организация технологической подготовки Технологическую подготовку производства осуществляет отдел главного технолога. Задачи, решаемые при этом, группируются по следующим основным функциям: • обеспечение технологичности конструкции изделия; • разработка технологических процессов; • проектирование и изготовление средств технологического оснащения; • организация и управление процессом технологической подготовки производства. Отправной точкой в технологической подготовке производства является получение исходных документов на разработку и производство новых изделий. Разработка документации по организации технологической подготовки производства осуществляется в три стадии.
Материальная подготовка производства предусматривает приобретение, монтаж и наладку нового оборудования, изготовление или закупку инструментов и приспособлений, сырья и материалов, т. е. обеспечение производства всеми материально-техническими ресурсами. Организационная подготовка включает совершенствование организации производства и труда и адаптацию их к условиям изготовления новой продукции, новой техники и технологии. Сюда также входит подбор и расстановка кадров в соответствии с новым характером производства, внесение коррективов в структуру аппарата управления, в функциональное и иерархическое распределение труда. Организация технологической подготовки Технологическую подготовку производства осуществляет отдел главного технолога. Задачи, решаемые при этом, группируются по следующим основным функциям: • обеспечение технологичности конструкции изделия; • разработка технологических процессов; • проектирование и изготовление средств технологического оснащения; • организация и управление процессом технологической подготовки производства. Отправной точкой в технологической подготовке производства является получение исходных документов на разработку и производство новых изделий. Разработка документации по организации технологической подготовки производства осуществляется в три стадии.
 Документация по организации технологической подготовки Техническое задание Издание приказа, формирование подразделений по организационно-техническому обследованию системы технологической подготовки производства Проведение анализа существующего уровня технологической подготовки производства Разработка предложений по совершенствованию системы технологической подготовки производства Разработка, согласование и утверждение технического задания на совершенствование системы технологической подготовки производства
Документация по организации технологической подготовки Техническое задание Издание приказа, формирование подразделений по организационно-техническому обследованию системы технологической подготовки производства Проведение анализа существующего уровня технологической подготовки производства Разработка предложений по совершенствованию системы технологической подготовки производства Разработка, согласование и утверждение технического задания на совершенствование системы технологической подготовки производства
 Технический проект Разработка рабочей конечной информационной модели системы технологической подготовки производства Разработка схемы управления технологической подготовкой производства Унификация и стандартизация форм документов, используемых в системе технологической подготовки производства Разработка методических материалов по классификации и кодированию техникоэкономической информации Разработка и утверждение технологических операций, подлежащих автоматизации Рассмотрение и утверждение технического проекта
Технический проект Разработка рабочей конечной информационной модели системы технологической подготовки производства Разработка схемы управления технологической подготовкой производства Унификация и стандартизация форм документов, используемых в системе технологической подготовки производства Разработка методических материалов по классификации и кодированию техникоэкономической информации Разработка и утверждение технологических операций, подлежащих автоматизации Рассмотрение и утверждение технического проекта
 Рабочий проект Разработка рабочей документации технологической подготовки производства по функциям: обеспечение технологичности конструкций изделий; разработка технологических процессов; проектирование и организация изготовления средств технологического оснащения: организация и управление процессом технологической подготовки производства Создание банка стандартных элементов технологической оснастки Создание трудовых и материальных нормативов на проектирование средств технологического оснащения производства Создание нормативной базы для качественной и количественной оценки технологичности изделий Создание информационной базы технологической подготовки производства Разработка рабочих программ для решения технологических задач по автоматизации производства
Рабочий проект Разработка рабочей документации технологической подготовки производства по функциям: обеспечение технологичности конструкций изделий; разработка технологических процессов; проектирование и организация изготовления средств технологического оснащения: организация и управление процессом технологической подготовки производства Создание банка стандартных элементов технологической оснастки Создание трудовых и материальных нормативов на проектирование средств технологического оснащения производства Создание нормативной базы для качественной и количественной оценки технологичности изделий Создание информационной базы технологической подготовки производства Разработка рабочих программ для решения технологических задач по автоматизации производства
 Технологичность — это экономичность изготовления изделия в конкретных организационно-технологических и производственных условиях и при заданных масштабах выпуска. Технологичность конструкции изделия проявляет себя через подготовку производства, предусматривающую взаимосвязанное решение конструкторских и технологических задач, направленных на повышение производительности труда, достижение оптимальных трудовых и материальных затрат, сокращение времени на производство, техническое обслуживание и ремонт изделия. Сведения об уровне технологичности конструкции используются в процессе оптимизации конструктивных решений на стадии разработки конструкторской документации, принятии решения о производстве изделия, анализе технологической подготовки производства, разработке мероприятий по повышению уровня технологичности конструкции изделия и эффективности его производства и эксплуатации. Обеспечение технологичности конструкции изделия наряду с отработкой самой конструкции включает ее количественную оценку. Этот показатель рассчитывается с помощью базовых (исходных) данных. К числу основных показателей, характеризующих технологичность конструкции изделий, можно отнести трудоемкость изготовления изделия, его удельную материалоемкость, технологическую себестоимость, трудоемкость, стоимость и продолжительность технического обслуживания, степень унификации конструкции. При оценке технологичности конструкции следует пользоваться минимальным, но достаточным количеством показателей. Точность количественной оценки технологичности конструкции изделий, а также перечень показателей и методика их определения устанавливаются в зависимости от вида изделия и степени отработки его конструкции и типа производства. При проведении отработки конструкции изделия на технологичность следует иметь в виду, что в этом случае играют роль вид изделия, степень его новизны и сложности, условия изготовления, технического обслуживания и ремонта, перспективность и объем его выпуска.
Технологичность — это экономичность изготовления изделия в конкретных организационно-технологических и производственных условиях и при заданных масштабах выпуска. Технологичность конструкции изделия проявляет себя через подготовку производства, предусматривающую взаимосвязанное решение конструкторских и технологических задач, направленных на повышение производительности труда, достижение оптимальных трудовых и материальных затрат, сокращение времени на производство, техническое обслуживание и ремонт изделия. Сведения об уровне технологичности конструкции используются в процессе оптимизации конструктивных решений на стадии разработки конструкторской документации, принятии решения о производстве изделия, анализе технологической подготовки производства, разработке мероприятий по повышению уровня технологичности конструкции изделия и эффективности его производства и эксплуатации. Обеспечение технологичности конструкции изделия наряду с отработкой самой конструкции включает ее количественную оценку. Этот показатель рассчитывается с помощью базовых (исходных) данных. К числу основных показателей, характеризующих технологичность конструкции изделий, можно отнести трудоемкость изготовления изделия, его удельную материалоемкость, технологическую себестоимость, трудоемкость, стоимость и продолжительность технического обслуживания, степень унификации конструкции. При оценке технологичности конструкции следует пользоваться минимальным, но достаточным количеством показателей. Точность количественной оценки технологичности конструкции изделий, а также перечень показателей и методика их определения устанавливаются в зависимости от вида изделия и степени отработки его конструкции и типа производства. При проведении отработки конструкции изделия на технологичность следует иметь в виду, что в этом случае играют роль вид изделия, степень его новизны и сложности, условия изготовления, технического обслуживания и ремонта, перспективность и объем его выпуска.
 Испытание конструкции изделия на технологичность должно способствовать решению следующих основных задач: • снижение трудоемкости и себестоимости изготовления изделия; • снижение трудоемкости и стоимости технического обслуживания изделия; • снижение общей материалоемкости изделия — расхода металла и топливно-энергетических ресурсов при изготовлении, а также монтаже вне предприятия-изготовителя и ремонте. Работы по снижению трудоемкости и себестоимости изготовления изделия и его монтажа сопровождаются повышением серийности изделия посредством стандартизации и унификации, ограничения номенклатуры составных частей конструктивных элементов и используемых материалов, применения высокопроизводительных и малоотходных технологических решений, использования стандартных средств технологического оснащения, обеспечивающих оптимальный уровень механизации и автоматизации производственных процессов. Снижение трудоемкости, стоимости и продолжительности технического обслуживания и ремонта предполагает использование конструктивных решений, позволяющих снизить затраты на проведение подготовки к использованию изделия, а также облегчающих и упрощающих условия технического обслуживания, ремонта и транспортировки.
Испытание конструкции изделия на технологичность должно способствовать решению следующих основных задач: • снижение трудоемкости и себестоимости изготовления изделия; • снижение трудоемкости и стоимости технического обслуживания изделия; • снижение общей материалоемкости изделия — расхода металла и топливно-энергетических ресурсов при изготовлении, а также монтаже вне предприятия-изготовителя и ремонте. Работы по снижению трудоемкости и себестоимости изготовления изделия и его монтажа сопровождаются повышением серийности изделия посредством стандартизации и унификации, ограничения номенклатуры составных частей конструктивных элементов и используемых материалов, применения высокопроизводительных и малоотходных технологических решений, использования стандартных средств технологического оснащения, обеспечивающих оптимальный уровень механизации и автоматизации производственных процессов. Снижение трудоемкости, стоимости и продолжительности технического обслуживания и ремонта предполагает использование конструктивных решений, позволяющих снизить затраты на проведение подготовки к использованию изделия, а также облегчающих и упрощающих условия технического обслуживания, ремонта и транспортировки.
 Комплекс работ по снижению материалоемкости изделия включает: • применение рациональных сортаментов и марок материалов, эффективных способов получения заготовок, методов и режимов упрочнения деталей; • разработку и применение прогрессивных конструктивных решений, позволяющих повысить ресурс изделия и использовать малоотходные и безотходные технологические процессы; • разработку рациональной компоновки изделия, обеспечивающей сокращение расхода материала. В ходе выполнения технологической подготовки производства различают два вида технологичности конструкции изделия — производственную и эксплуатационную. Производственная технологичность конструкции проявляется в сокращении затрат средств и времени на конструкторскую и технологическую подготовку производства, а также длительности производственного цикла. Эксплуатационная технологичность конструкции изделия выражается в сокращении затрат времени и средств на техническое обслуживание и ремонт изделия. Оценка технологичности конструкции может быть двух видов: качественной и количественной. Качественная оценка характеризует технологичность конструкции обобщенно на основании опыта исполнителя. Качественная сравнительная оценка вариантов конструкции допустима на всех стадиях проектирования, когда осуществляется выбор лучшего конструктивного решения и не требуется определение степени различия технологичности сравниваемых вариантов. Качественная оценка при сравнении вариантов конструкции в процессе проектирования изделия предшествует количественной и определяет ее целесообразность. Количественная оценка технологичности конструкции изделия выражается показателем, численное значение которого характеризует степень удовлетворения требований к технологичности конструкции. Количественная оценка рациональна только в зависимости от признаков, которые существенно влияют на технологичность рассматриваемой конструкции.
Комплекс работ по снижению материалоемкости изделия включает: • применение рациональных сортаментов и марок материалов, эффективных способов получения заготовок, методов и режимов упрочнения деталей; • разработку и применение прогрессивных конструктивных решений, позволяющих повысить ресурс изделия и использовать малоотходные и безотходные технологические процессы; • разработку рациональной компоновки изделия, обеспечивающей сокращение расхода материала. В ходе выполнения технологической подготовки производства различают два вида технологичности конструкции изделия — производственную и эксплуатационную. Производственная технологичность конструкции проявляется в сокращении затрат средств и времени на конструкторскую и технологическую подготовку производства, а также длительности производственного цикла. Эксплуатационная технологичность конструкции изделия выражается в сокращении затрат времени и средств на техническое обслуживание и ремонт изделия. Оценка технологичности конструкции может быть двух видов: качественной и количественной. Качественная оценка характеризует технологичность конструкции обобщенно на основании опыта исполнителя. Качественная сравнительная оценка вариантов конструкции допустима на всех стадиях проектирования, когда осуществляется выбор лучшего конструктивного решения и не требуется определение степени различия технологичности сравниваемых вариантов. Качественная оценка при сравнении вариантов конструкции в процессе проектирования изделия предшествует количественной и определяет ее целесообразность. Количественная оценка технологичности конструкции изделия выражается показателем, численное значение которого характеризует степень удовлетворения требований к технологичности конструкции. Количественная оценка рациональна только в зависимости от признаков, которые существенно влияют на технологичность рассматриваемой конструкции.
 Виды технологичности, факторы и способы оценки технологичности конструкции изделия
Виды технологичности, факторы и способы оценки технологичности конструкции изделия
 Методы сравнения технологических процессов Технологическая подготовка производства ставит перед технологом задачу: из имеющихся в его распоряжении вариантов изготовления изделия выбрать оптимальный, т. е. наиболее рациональный и экономичный, способ производства, оборудование и технологическую оснастку. Оптимальный вариант необходимо выбирать с учетом условий производства — степени его устойчивости, серийности, сложности. Например, в крупносерийном и массовом производстве, как правило, есть все возможности, чтобы решить эту задачу, так каждый элемент затрат может быть рассчитан с высокой степенью точности. В серийном же производстве продолжительность выпуска изделий короче из-за довольно частой сменяемости номенклатуры, поэтому сравнительная оценка сопоставляемых технологических процессов должна быть проведена быстро и качественно. В основе сравнительных расчетов лежит определение технологической себестоимости и установление экономически целесообразного объема годового производства. Технологической себестоимостью называется сумма затрат, изменяющаяся с изменением технологического процесса. Законченные результаты проектирования технологической подготовки производства оформляются специальной документацией. На предприятиях машиностроения, строительных материалов, мебельных фабриках и в некоторых других отраслях такими документами являются технологические карты. Они представляют описание всего технологического процесса от поступления исходных материалов и комплектующих изделий на склад отдела материально-технического снабжения и до выпуска готового изделия и передачи его отделу сбыта продукции. Например, в металлургии основной технологической документацией являются нормативно- технологические карты, графики работ, производственно-технические инструкции и разработанные на их основе программы для электронных управляющих машин.
Методы сравнения технологических процессов Технологическая подготовка производства ставит перед технологом задачу: из имеющихся в его распоряжении вариантов изготовления изделия выбрать оптимальный, т. е. наиболее рациональный и экономичный, способ производства, оборудование и технологическую оснастку. Оптимальный вариант необходимо выбирать с учетом условий производства — степени его устойчивости, серийности, сложности. Например, в крупносерийном и массовом производстве, как правило, есть все возможности, чтобы решить эту задачу, так каждый элемент затрат может быть рассчитан с высокой степенью точности. В серийном же производстве продолжительность выпуска изделий короче из-за довольно частой сменяемости номенклатуры, поэтому сравнительная оценка сопоставляемых технологических процессов должна быть проведена быстро и качественно. В основе сравнительных расчетов лежит определение технологической себестоимости и установление экономически целесообразного объема годового производства. Технологической себестоимостью называется сумма затрат, изменяющаяся с изменением технологического процесса. Законченные результаты проектирования технологической подготовки производства оформляются специальной документацией. На предприятиях машиностроения, строительных материалов, мебельных фабриках и в некоторых других отраслях такими документами являются технологические карты. Они представляют описание всего технологического процесса от поступления исходных материалов и комплектующих изделий на склад отдела материально-технического снабжения и до выпуска готового изделия и передачи его отделу сбыта продукции. Например, в металлургии основной технологической документацией являются нормативно- технологические карты, графики работ, производственно-технические инструкции и разработанные на их основе программы для электронных управляющих машин.