

МСФ-орг.ppt
- Количество слайдов: 65
 Организация производства Принципы организации производственного процесса
Организация производства Принципы организации производственного процесса
 Принцип пропорциональности
Принцип пропорциональности
") Принцип ритмичности (равномерности)
Принцип ритмичности (равномерности)
") Принцип ритмичности (равномерности)
Принцип ритмичности (равномерности)
") Принцип ритмичности (равномерности)
Принцип ритмичности (равномерности)
 Принцип прямоточности Склады шихты Склады металлопроката Склады цветных металлов Чугунолитейный цех Механообрабатывающий цех 1 Цех раскроя Цех изготовления магнитопроводов Цех цветного литья Механообрабатывающий цех 2 Склады полуфабрикатов Механообрабатывающий цех 3 Склад готовой продукции Цех сборки крупных серий ГП Цех сборки малых серий Потребители
Принцип прямоточности Склады шихты Склады металлопроката Склады цветных металлов Чугунолитейный цех Механообрабатывающий цех 1 Цех раскроя Цех изготовления магнитопроводов Цех цветного литья Механообрабатывающий цех 2 Склады полуфабрикатов Механообрабатывающий цех 3 Склад готовой продукции Цех сборки крупных серий ГП Цех сборки малых серий Потребители
 Участок 1 Участок 2 Участок 3 Участок 4 Участок 5 Участок 6 Участок 9 Участок 7 Участок 8 Конторские и бытовые помещения Склад образивов Инструментальная кладовая Прямоточность для уровня цеха
Участок 1 Участок 2 Участок 3 Участок 4 Участок 5 Участок 6 Участок 9 Участок 7 Участок 8 Конторские и бытовые помещения Склад образивов Инструментальная кладовая Прямоточность для уровня цеха
 Прямоточность для участка 9 6 7 5 6 4 5 3 4 2 3 1 2 Мастера 1 ИРК
Прямоточность для участка 9 6 7 5 6 4 5 3 4 2 3 1 2 Мастера 1 ИРК
, в") Структура производственного цикла Производственный цикл Время выполнения операций Время основных операций (технологический цикл), в т. ч. Время вспомогательных операций, в т. ч. Время перерывов, в т. ч. Межоперационных Заготовительных Контрольных Межцикловых Транспортных Режимных Обрабатывающих Сборочных
Структура производственного цикла Производственный цикл Время выполнения операций Время основных операций (технологический цикл), в т. ч. Время вспомогательных операций, в т. ч. Время перерывов, в т. ч. Межоперационных Заготовительных Контрольных Межцикловых Транспортных Режимных Обрабатывающих Сборочных
 Операционный цикл − n − – величина партии; ti − штучное время i-й операции; wi − количество рабочих мест на i-й операции.
Операционный цикл − n − – величина партии; ti − штучное время i-й операции; wi − количество рабочих мест на i-й операции.
 Производственный цикл S − количество рабочих смен в сутки; Тсм. − продолжительность смены (мин. ); f − коэффициент перевода рабочих дней в календарные; Тест. − продолжительность естественных процессов (часы).
Производственный цикл S − количество рабочих смен в сутки; Тсм. − продолжительность смены (мин. ); f − коэффициент перевода рабочих дней в календарные; Тест. − продолжительность естественных процессов (часы).
 Длительность цикла сложного процесса Тj ц. пр. − величина цикла j–го простого процесса, принадлежащего k–му полному пути; Тj м. ц. перер. − величина (j-1)–го межциклового перерыва на k–м полном пути; Lk − множество простых процессов и межцикловых перерывов на k–м полном пути; L − множество полных путей циклового графика сложного процесса.
Длительность цикла сложного процесса Тj ц. пр. − величина цикла j–го простого процесса, принадлежащего k–му полному пути; Тj м. ц. перер. − величина (j-1)–го межциклового перерыва на k–м полном пути; Lk − множество простых процессов и межцикловых перерывов на k–м полном пути; L − множество полных путей циклового графика сложного процесса.
 Последовательное движение Номер операции 1 Технологический цикл 1 -й операции Технологический цикл 2 -й операции Технологический цикл 3 -й операции Технологический цикл 4 -й операции 2 3 4 Тцикла= 100 % Технологический цикл простого процесса t
Последовательное движение Номер операции 1 Технологический цикл 1 -й операции Технологический цикл 2 -й операции Технологический цикл 3 -й операции Технологический цикл 4 -й операции 2 3 4 Тцикла= 100 % Технологический цикл простого процесса t
 Длительность цикла обработки партии деталей при последовательном движении Где n – число деталей, m – количество операций; ti – время на i-ю операцию; wi – кол-во единиц оборудования на –i- й операции
Длительность цикла обработки партии деталей при последовательном движении Где n – число деталей, m – количество операций; ti – время на i-ю операцию; wi – кол-во единиц оборудования на –i- й операции
 Параллельно-последовательное движение Время совмещения обработки На 1 -й и 2 -й операциях Номер операции Время совмещения обработки На 3 -й и 4 -й операциях 1 2 3 4 Время совмещения обработки На 2 -й и 3 -й операциях Тцикла= 68 % Технологический цикл простого процесса t
Параллельно-последовательное движение Время совмещения обработки На 1 -й и 2 -й операциях Номер операции Время совмещения обработки На 3 -й и 4 -й операциях 1 2 3 4 Время совмещения обработки На 2 -й и 3 -й операциях Тцикла= 68 % Технологический цикл простого процесса t
 Длительность цикла обработки партии деталей при параллельно-последовательном движении Где p – размер передаточной партии.
Длительность цикла обработки партии деталей при параллельно-последовательном движении Где p – размер передаточной партии.
 Такт процесса Параллельное движение Номер операции 1 2 3 4 Тцикла= 56 % Технологический цикл простого процесса t
Такт процесса Параллельное движение Номер операции 1 2 3 4 Тцикла= 56 % Технологический цикл простого процесса t
 Длительность цикла обработки партии деталей при параллельном движении
Длительность цикла обработки партии деталей при параллельном движении
 Длительность производственного цикла обработки партии деталей
Длительность производственного цикла обработки партии деталей
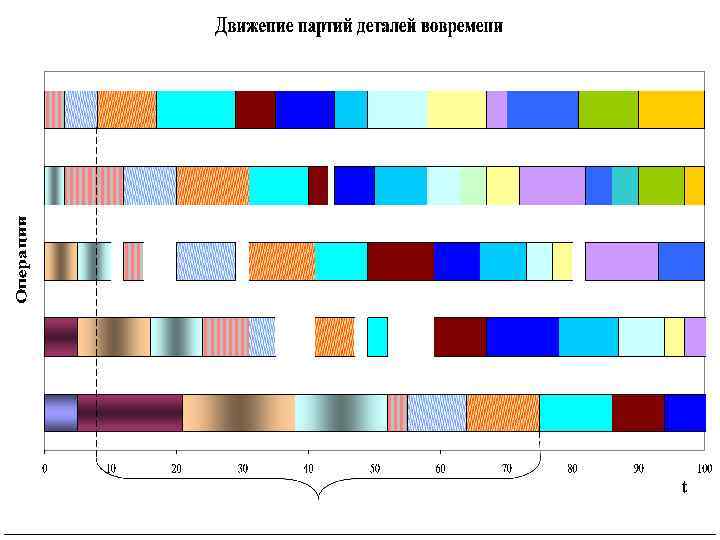
") Диаграмма загрузки станочной линии (послед-е движ-е)
Диаграмма загрузки станочной линии (послед-е движ-е)
") Диаграмма загрузки станочной линии (послед-е движ-е)
Диаграмма загрузки станочной линии (послед-е движ-е)
") Диаграмма загрузки станочной линии (послед-е движ-е)
Диаграмма загрузки станочной линии (послед-е движ-е)
") Диаграмма загрузки станочной линии (пар. -послед-е движ-е, p = 4)
Диаграмма загрузки станочной линии (пар. -послед-е движ-е, p = 4)
") Диаграмма загрузки станочной линии (пар. -послед-е движ-е, p = 4)
Диаграмма загрузки станочной линии (пар. -послед-е движ-е, p = 4)
") Диаграмма загрузки станочной линии (пар. -послед-е движ-е, p = 2)
Диаграмма загрузки станочной линии (пар. -послед-е движ-е, p = 2)
") Диаграмма загрузки станочной линии (пар. -послед-е движ-е, p = 2)
Диаграмма загрузки станочной линии (пар. -послед-е движ-е, p = 2)
") Диаграмма загрузки станочной линии (пар. -послед-е движ-е, p = 1)
Диаграмма загрузки станочной линии (пар. -послед-е движ-е, p = 1)
") Диаграмма загрузки станочной линии (пар. -послед-е движ-е, p = 1)
Диаграмма загрузки станочной линии (пар. -послед-е движ-е, p = 1)
 Схема сборки изделия И Сборка-1 Деталь-111 Сборка-12 Деталь-112 Сборка-2 Деталь-21 Деталь-113 Деталь-22 Сборка-3 Деталь-31 Сборка-32 Деталь-321 Деталь-322
Схема сборки изделия И Сборка-1 Деталь-111 Сборка-12 Деталь-112 Сборка-2 Деталь-21 Деталь-113 Деталь-22 Сборка-3 Деталь-31 Сборка-32 Деталь-321 Деталь-322
 Цикловой график изготовления изделия Д-111 Д-112 Сб-11 Д-113 Сб-1 Д-21 Сб-2 И Д-22 Д-31 Сб-3 Д-311 Сб-31 Д-312 t Тц
Цикловой график изготовления изделия Д-111 Д-112 Сб-11 Д-113 Сб-1 Д-21 Сб-2 И Д-22 Д-31 Сб-3 Д-311 Сб-31 Д-312 t Тц
 Д-111 Д-112 Сб-11 Д-113 Сб-1 Д-21 Сб-2") Цикловой график изготовления изделия (с учетом перерывов) Д-111 Д-112 Сб-11 Д-113 Сб-1 Д-21 Сб-2 И Д-22 Д-31 Сб-3 Д-311 Сб-31 Д-312 t Тц
Цикловой график изготовления изделия (с учетом перерывов) Д-111 Д-112 Сб-11 Д-113 Сб-1 Д-21 Сб-2 И Д-22 Д-31 Сб-3 Д-311 Сб-31 Д-312 t Тц
 Вероятность поломки Вероятность выхода из строя Предельный момент Период приработки Период стабильной надежности для ремонта t
Вероятность поломки Вероятность выхода из строя Предельный момент Период приработки Период стабильной надежности для ремонта t
 Пример структуры ремонтного цикла В Э Т Р С Р Т Р К Р Тмп Трц t
Пример структуры ремонтного цикла В Э Т Р С Р Т Р К Р Тмп Трц t
 Пример структуры ремонтного цикла В Э Т Р С Р Т Р К Р Тмп Трц t
Пример структуры ремонтного цикла В Э Т Р С Р Т Р К Р Тмп Трц t
 Длительность ремонтного цикла • βо. м. коэффициент, учитывающий вид обрабатываемого материала βп. и. коэффициент, учитывающий вид применяемого инструмента βт. о. коэффициент, учитывающий вид класс точности оборудования βв коэффициент, учитывающий вид возраст оборудования βд коэффициент, учитывающий вид долговечность оборудования βк. с. коэффициент, учитывающий вид категорию массы оборудования
Длительность ремонтного цикла • βо. м. коэффициент, учитывающий вид обрабатываемого материала βп. и. коэффициент, учитывающий вид применяемого инструмента βт. о. коэффициент, учитывающий вид класс точности оборудования βв коэффициент, учитывающий вид возраст оборудования βд коэффициент, учитывающий вид долговечность оборудования βк. с. коэффициент, учитывающий вид категорию массы оборудования
 Длительность межремонтного и межосмотрового периодов dp- количество ремонтов в структуре рем. цикла do- количество ремонтов в структуре рем. цикла
Длительность межремонтного и межосмотрового периодов dp- количество ремонтов в структуре рем. цикла do- количество ремонтов в структуре рем. цикла
 Цикловой график ремонта единицы оборудования Трем. цикл. t
Цикловой график ремонта единицы оборудования Трем. цикл. t
 Цикловой график ремонта единицы оборудования Трем. цикл. t
Цикловой график ремонта единицы оборудования Трем. цикл. t
 Цикловой график ремонта единицы оборудования Трем. цикл. t
Цикловой график ремонта единицы оборудования Трем. цикл. t
 Цикловой график ремонта единицы оборудования Трем. цикл. t
Цикловой график ремонта единицы оборудования Трем. цикл. t
 Цикловой график ремонта единицы оборудования Трем. цикл. t
Цикловой график ремонта единицы оборудования Трем. цикл. t
 Цикловой график ремонта единицы оборудования Трем. цикл. t
Цикловой график ремонта единицы оборудования Трем. цикл. t
 Цикловой график ремонта единицы оборудования t
Цикловой график ремонта единицы оборудования t
 Цикловой график ремонта единицы оборудования t
Цикловой график ремонта единицы оборудования t
 Расчет потребности предприятия в оснастке i-го вида на плановый период ho. p. - расход оснастки на плановый период; hо. н. - норматив оборотного фонда на конец планового периода; hо. . ф. . - фактическая величина на начало планового периода;
Расчет потребности предприятия в оснастке i-го вида на плановый период ho. p. - расход оснастки на плановый период; hо. н. - норматив оборотного фонда на конец планового периода; hо. . ф. . - фактическая величина на начало планового периода;
 на основе ВП • Nв.") Расчет расхода оснастки статистическим методом (единичное и мелкосерийное производство) на основе ВП • Nв. п. – объем валовой продукции в плановом периоде (руб. ) • ho. i. – расход оснастки i-го вида на 1000 руб. ВП
Расчет расхода оснастки статистическим методом (единичное и мелкосерийное производство) на основе ВП • Nв. п. – объем валовой продукции в плановом периоде (руб. ) • ho. i. – расход оснастки i-го вида на 1000 руб. ВП
 на основе плановой ТЕ на") Расчет расхода оснастки статистическим методом (единичное и мелкосерийное производство) на основе плановой ТЕ на 1000 нормо-часов работы оборудования kм доля машинного времени в общем времени работы станка; kпрi коэф-т применяемости данного инструмента на станке; ηi число одновременно работающих инструментов данного типоразмера; тиi стойкость инструмента до полного износа (час. ); тстi стойкость инструмента между переточками (час. ); moi число переточек данного инструмента; рoi величина случайной убыли инструмента (%).
Расчет расхода оснастки статистическим методом (единичное и мелкосерийное производство) на основе плановой ТЕ на 1000 нормо-часов работы оборудования kм доля машинного времени в общем времени работы станка; kпрi коэф-т применяемости данного инструмента на станке; ηi число одновременно работающих инструментов данного типоразмера; тиi стойкость инструмента до полного износа (час. ); тстi стойкость инструмента между переточками (час. ); moi число переточек данного инструмента; рoi величина случайной убыли инструмента (%).
 на основе плановой ТЕ на") Расчет расхода оснастки статистическим методом (единичное и мелкосерийное производство) на основе плановой ТЕ на полный объем выпуска продукции Fдj – действительный фонд времени работы станка (час. ); wр. м. i – кол-во станков, использующих i-й инструмент.
Расчет расхода оснастки статистическим методом (единичное и мелкосерийное производство) на основе плановой ТЕ на полный объем выпуска продукции Fдj – действительный фонд времени работы станка (час. ); wр. м. i – кол-во станков, использующих i-й инструмент.
 ηр. м. j") Расчет расхода оснастки на основе норм оснащенности рабочих мест (серийное пр-во) ηр. м. j число единиц оснастки, одновременно находящихся на i-м рабочем месте; Тпл. j продолжительность планового периода (мес. , год); Тф. и. j фактический срок службы оснастки до полного износа (мес. , год); wр. м. j число рабочих мест, одновременно использующих оснастку данного вида;
Расчет расхода оснастки на основе норм оснащенности рабочих мест (серийное пр-во) ηр. м. j число единиц оснастки, одновременно находящихся на i-м рабочем месте; Тпл. j продолжительность планового периода (мес. , год); Тф. и. j фактический срок службы оснастки до полного износа (мес. , год); wр. м. j число рабочих мест, одновременно использующих оснастку данного вида;
 - (крупносерийное и массовое производство)") Расчет нормы расхода на 1000 операций (мин. /шт. ) - (крупносерийное и массовое производство) tмi норма машинного времени для выполнения одной операции данным инструментом (мин); ηi число одновременно работающих инструментов данного типоразмера; тиi стойкость инструмента до полного износа (час. ); тстi стойкость инструмента между переточками (час. ); moi число переточек данного инструмента; рoi величина случайной убыли инструмента (%).
Расчет нормы расхода на 1000 операций (мин. /шт. ) - (крупносерийное и массовое производство) tмi норма машинного времени для выполнения одной операции данным инструментом (мин); ηi число одновременно работающих инструментов данного типоразмера; тиi стойкость инструмента до полного износа (час. ); тстi стойкость инструмента между переточками (час. ); moi число переточек данного инструмента; рoi величина случайной убыли инструмента (%).
 на планируемый выпуск") Расчет расхода оснастки по нормам расхода на операцию (мин. /шт. ) на планируемый выпуск продукции - (крупносерийное и массовое производство) m – число наименований изделий, обрабатываемых данным видом оснастки; Nпj – кол-во операций, подлежащих выполнению в плановом периоде.
Расчет расхода оснастки по нормам расхода на операцию (мин. /шт. ) на планируемый выпуск продукции - (крупносерийное и массовое производство) m – число наименований изделий, обрабатываемых данным видом оснастки; Nпj – кол-во операций, подлежащих выполнению в плановом периоде.

 ЦИС Инструментальный цех Изготовление оснастки И Р") Внутризаводское обращение оснастки Внешние поставщики оснастки (ОМТС) ЦИС Инструментальный цех Изготовление оснастки И Р К Заточная мастерская Рабочие места Ремонт и восстановление оснастки Рабочие места
Внутризаводское обращение оснастки Внешние поставщики оснастки (ОМТС) ЦИС Инструментальный цех Изготовление оснастки И Р К Заточная мастерская Рабочие места Ремонт и восстановление оснастки Рабочие места
 Зцеха Переходящий запас Страховой запас Fоб. цеха") Структура цеховых запасов оснастки (оборотный фонд цеха) Зцеха Переходящий запас Страховой запас Fоб. цеха Оснастка в заточке и ремонте Оснастка на рабочих местах t
Структура цеховых запасов оснастки (оборотный фонд цеха) Зцеха Переходящий запас Страховой запас Fоб. цеха Оснастка в заточке и ремонте Оснастка на рабочих местах t
 Qпл. (год. )- грузооборот в плановом периоде (тн. ); k") Суточный грузоборот (тн. ) Qпл. (год. )- грузооборот в плановом периоде (тн. ); k – коэффициент неравномерности загрузки транс. средсв; F – число рабочих дней в плановом периоде;
Суточный грузоборот (тн. ) Qпл. (год. )- грузооборот в плановом периоде (тн. ); k – коэффициент неравномерности загрузки транс. средсв; F – число рабочих дней в плановом периоде;
 Расчет необходимого количества транспортных средств где Рс – суточная производительность единицы транспортного средства. В свою очередь Рс = q ∙ z, где q – эффективная грузоподъемность транспортного средства, z – кол-во транспортных циклов в сутки. где F – суточный фонд времени работы оборудования (мин. ). Тцт – продолжительность одного транспортного цикла (мин. ) Тцт = Тпр + Тп + Тр
Расчет необходимого количества транспортных средств где Рс – суточная производительность единицы транспортного средства. В свою очередь Рс = q ∙ z, где q – эффективная грузоподъемность транспортного средства, z – кол-во транспортных циклов в сутки. где F – суточный фонд времени работы оборудования (мин. ). Тцт – продолжительность одного транспортного цикла (мин. ) Тцт = Тпр + Тп + Тр
 Рассеивание параметра качества Zmin Zном Zmax
Рассеивание параметра качества Zmin Zном Zmax
 Рассеивание параметра качества Zmin Zном Zmax
Рассеивание параметра качества Zmin Zном Zmax
 Смещение области рассеивания относительно номинала Zmin Zном Zфакт
Смещение области рассеивания относительно номинала Zmin Zном Zфакт
 Рассеивание параметра качества Zmin Zном Zmax
Рассеивание параметра качества Zmin Zном Zmax
 Рассеивание параметра качества Zном
Рассеивание параметра качества Zном
 Обозначение выборочных значений контролируемого параметра Z Максимальное выборочное значение Z Медианное выборочное значение Z Минимальное выборочное значение Z
Обозначение выборочных значений контролируемого параметра Z Максимальное выборочное значение Z Медианное выборочное значение Z Минимальное выборочное значение Z
 Zmax Zном Zmin 1 2 3 4 5") Диаграмма контроля настройки техн. процесса (станка) Zmax Zном Zmin 1 2 3 4 5 6 7 8 9 10
Диаграмма контроля настройки техн. процесса (станка) Zmax Zном Zmin 1 2 3 4 5 6 7 8 9 10
 Zmax Zном Zmin 1 2 3 4 5") Диаграмма контроля настройки техн. процесса (станка) Zmax Zном Zmin 1 2 3 4 5 6 7 8 9 10
Диаграмма контроля настройки техн. процесса (станка) Zmax Zном Zmin 1 2 3 4 5 6 7 8 9 10