(Лекция 1) Общие сведения о станках.ppt
- Количество слайдов: 62



Общие сведения о металлорежущих станках

Общие сведения о резании металлов Обработка металлов резанием представляет собой процесс удаления режущим инструментом с поверхности заготовок слоя металла в виде стружки с целью получения заданной геометрической формы, точности размеров, взаиморасположения и шероховатости поверхности детали. Для осуществления процесса резания необходимо, чтобы: - Материал инструмента был твёрже обрабатываемого материала; - Инструмент имел специфическую форму клина; - Заготовка и инструмент совершали относительные перемещения.

Режущие инструменты лезвийной и абразивной обработки

Предприятия Приднестровской Молдавской Республики, использующие металлорежущее оборудование НП ЗАО «Электромаш» ОАО «Литмаш» ЗАО «БМЗ» ЗАО «Молдавизолит» ОАО «ММЗ» ЗАО «Молдавкабель» НПЦ «Прибор» ЗАО «МГРЭС»
 станка сообщает движение инструменту или заготовке для осуществления")
Основные узлы станка Главный привод (1) станка сообщает движение инструменту или заготовке для осуществления процесса резания с соответствующей скоростью. У подавляющего большинства станков главный привод сообщает вращательное движение шпинделю, в котором закреплён режущий инструмент или заготовка. Несущая система (2) станка состоит из последовательного набора соединённых между собой базовых деталей. Соединения могут быть неподвижными (стыки) или подвижными (направляющие). Несущая система обеспечивает правильность взаимного расположения режущего инструмента и заготовок под воздействием силовых и температурных факторов. Привод подачи (3) необходим для перемещения инструмента относительно заготовки (или наоборот) для формирования обрабатываемой поверхности. У подавляющего большинства станков привод подачи сообщает узлу станка прямолинейное движение. Сочетанием нескольких прямолинейных, а иногда и вращательных движений можно реализовать любую пространственную траекторию.

Система координат базовых узлов станка

Станина Базовая деталь станка, на которой установлены и закреплены все его детали и узлы и относительно которой ориентируются и перемещаются подвижные детали и механизмы. Основным требованием, предъявляемым к станинам, является длительное обеспечение правильного взаимного положения узлов и частей, смонтированных на ней, при всех предусмотренных режимах работы станка в нормальных эксплуатационных условиях. Базирующими поверхностями станины являются ее направляющие, на которые устанавливаются детали и узлы станка. Эти детали и узлы могут перемещаться по направляющим станины, либо быть жестко с ней связаны. Направляющие станины имеют различные формы.

Направляющие являются наиболее ответственной частью станины и служат для обеспечения прямолинейного или кругового перемещения инструмента либо обрабатываемой заготовки и свя занных с ними узлов станка. Направляющие скольжения и направ ляющие качения с использованием промежуточных тел качения (шариков или роликов) получили значительное распространение в станках. Направляющие бывают закрытыми, когда подвижный узел станка имеет одну степень свободы, и открытыми. Основные формы направляющих сколь жения: а — плоские; б — призматические; в — в форме ласточкина хвоста; г — цилиндрические (штанговые)

Материалы станин – серый чугун марок СЧ 15 – СЧ 20 При изготовлении станин в них могут появляться остаточные напряжения, которые приводят к потере первоначальной точности. Применение серого чугуна также дает возможность устранения коробления станин путем старения. В основном применяют 2 способа старения: 1. 1 Естественный – длительное выдерживание готовой станины в естественных условиях (на открытом воздухе) в течение 2 -3 лет; 1. 2 тепловой обработкой – выдерживание станины в специальных печах при температуре 200… 300 0 С в течение 8… 20 часов. 2. Углеродистая сталь обычного качества – Ст. 3, Ст. 4. Станины из углеродистых сталей изготавливаются сваркой и имеют меньшую массу по сравнению с чугунной при той же жесткости. 3. Бетон – выбирают из-за его высоких демпфирующих свойств (способность гасить колебания) и более высокой (по сравнению с чугуном) тепловой инерцией, что снижает чувствительность станины к колебаниям температуры. Однако, для обеспечения высокой жесткости станка стенки бетонных станин существенно утолщаются; кроме того, станины необходимо защищать от влаги и масла во избежание объемных изменений бетона. 4. В редких случаях станины тяжелых станков изготавливают из железобетона.

Шпиндельный узел Требования к шпиндельным узлам. Одним из основных узлов, во многом определяющих точностные параметры станка и производительность обработки, является шпиндельный узел (ШУ). Этим обусловлены высокие требования, предъявляемые к ШУ: к точности вращения, виброустойчивости, быстроходности шпинделя, к несущей способности шпиндельных опор, их долговечности и допустимому нагреву. Точность вращения шпинделей металлорежущих станков определяется стандартами в зависимости от типа, класса точности и назначения станка, а для специальных и специализированных станков — техническими требованиями. Жесткость шпинделя задается стандартами на нормы жесткости для соответствующего типа станка. Если таковые отсутствуют, то допустимый прогиб конца шпинделя численно не должен превышать одной трети допуска на радиальное биение шпинделя. Виброустойчивость должна обеспечивать заданную точность и качество обработки. Собственная частота изгибных колебаний шпинделя не должна быть ниже 200 Гц, а в ответственных случаях — 500 Гц. Быстроходность шпинделя и диапазон регулирования частот вращения зависят от назначения, конструктивных и технологических особенностей станков. Несущая способность шпиндельных опор обеспечивается правильным выбором их размеров, смазочного материала и метода его подачи.

Конструктивно шпиндель представляет собой вал, установленный на опоры и закрепленный в соответствующем корпусе. Он считается одним из основных узлов такого оборудования. От его работы зависит точность и качество обработки деталей. ВЫСОКОСКОРОСТНОЙ ШПИНДЕЛЬ С АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА ШПИНДЕЛИ ДЛЯ ОБРАБАТЫВАЮЩИХ ЦЕНТРОВ С АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА ШПИНДЕЛИ С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ И УВЕЛИЧЕННЫМ КРУТЯЩИМ МОМЕНТОМ

Подшипниковый узел шпинделя Перегрев подшипникового узла допускается на величину не более 50 С, по отношению к системе охлаждения узла

Типы подшипников По принципу работы все подшипники можно разделить на несколько типов: подшипники качения; подшипники скольжения; К подшипникам скольжения также относят: Газостатические подшипники; Гидродинамические подшипники; Магнитные подшипника. Гибридные подшипники - использование керамики (нитрида кремния) для изготовления точных шариков. Керамические шарики имеют на 60% меньшую массу, чем стальные шарики. Это важно, так как при работе подшипников, особенно на высоких скоростях, центробежные силы прижимают шарики к наружному кольцу и начинают деформировать шарики, что приводит к быстрому износу и порче подшипника. Использование керамических подшипников позволяет увеличить на 30% максимальную скорость вращения для данного типоразмера подшипника без сокращения долговечности. Керамические шарики не реагируют со стальными кольцами. Керамические шарики работают при более низких температурах. Керамические подшипники имеют более низкий уровень вибраций.

Патроны металлорежущего оборудования Трехкулачковый самоцентрирующий патрон Двухкулачковый патрон Четырехкулачковый самоцентрирующий патрон Цанговый патрон Мембранный патрон

Схема привода с раздвижными конусами Бесступенчатые приводы применяют для плавного и непрерывного изменения частоты вращения шпинделя или подачи. Они позволяют получать наивыгоднейшие скорости резания и подачи при обработке различных деталей. Кроме того, они дают возможность изменять скорость главного движения или подачу во время работы станка без его остановки.

Фрикционные вариаторы: лобовые; конусные; шаровые; многодисковые; торовые; волновые; дискошариковые; клиноременные. Вариаторы зацепления: цепной вариатор. высокомоментный вариатор Схема вариатора Вариатор применяется в механизмах, машинах (агрегатах), где требуется бесступенчато изменять передаточное отношение: автомобилях, мотороллерах, снегоходах, конвейерах, металлорежущих станках, мешалках. В некоторых вариаторах также применяются гидротрансформаторы (турботрансформаторы).

Привод подач
")
Узлы металлорежущего станка (станок токарный универсальный)

Станок фрезерный с ЧПУ

Технологическая характеристика металлорежущих станков В зависимости от характера выполняемых работ станки делят на группы и типы. Каждая группа разбита на типы в зависимости от компоновки, числа шпинделей и степени автоматизации. Внутри типов станки подразделяются на типоразмеры. Станок, имеющий конкретные размеры, характеризует собой типоразмер, который может иметь различное конструктивное исполнение. Конструкция станка данного типоразмера, спроектированная для заданных условий обработки, носит название модели.

Классификация станков по видам работ

Модели металлорежущего оборудования 16 К 20 6 Р 13 К-1 1 Г 340 ПЦ 2 Р 135 Ф 2 16 Д 20 Ф 3 6 Р 80 1 Б 265 6606 1 Е 310 МШ-245 1112 2202 ВМФ 4 1 К 282 ЕЗ-340 2 Н 125 1 Е 116 2 М 57 3622 Д 2456 6 Т 83 Г 2 Г 62 1 Н 713 2150 3 К 282 3 М 150 3 Д 722 4180 5 К 33 7 Б 56 7 Д 32 1 М 63 РТ 134 1512 ИР 320 ПМФ 4 6 Б 75 В 1 А 616 Ф 3 265 ПМФ 2 ОФ-72 1525 Ф 3 1 М 692 5112 7 Б 35 7 А 420 7 М 430

Классификация станков 1. Универсальные станки, иначе называемые станками общего назначения, предназначены для изготовления широкой номенклатуры деталей, обрабатываемых небольшими партиями в условиях мелкосерийного и серийного производства. Универсальные станки с ручным управлением требуют от оператора подготовки и частичной или полной реализации программы, а также выполнения функции манипулирования (смена заготовки и инструмента), контроль и измерение.

Классификация станков 2. Специализированные станки предназначены для обработки заготовок сравнительно узкой номенклатуры. Примером могут служить токарные станки для обработки коленчатых валов или шлифовальные станки для обработки колец шарикоподшипников. Специализированные станки имеют высокую степень автоматизации, и их используют в крупносерийном производстве при больших партиях, требующих редкой переналадки.

Классификация станков 3. Специальные станки используют для производительной обработки одной или нескольких почти одинаковых деталей в условиях крупносерийного и особенно массового производства. Специальные станки имеют, как правило, высокую степень автоматизации.

Классификация станков по техническим характеристикам В зависимости от массы станка, которая связана с размерами обрабатываемых деталей и его типом, принято разделять станки (токарные, расточные, шлифовальные) на лёгкие (до 1 т), средние (1 10 т), тяжёлые (более 10 т).

Станки наиболее распространённых технологических групп образуют размерные ряды, в которых за каждым станком закреплён вполне определённый диапазон размеров обрабатываемых деталей. Например, в группе токарных станков возможности станка характеризуются цилиндрическим рабочим пространством, а для фрезерных, расточных (многооперационных станков) – прямоугольным рабочим пространством.

Причины потери годового фонда времени Станки общего назначения Станки с ЧПУ

Целесообразная гибкость оборудования связана с номенклатурой обрабатываемых деталей

Классификация металлорежущих станков 1 Классификация по управляющему устройству: -автоматы, все рабочие и вспомогательные движения которых механизированы. -полуавтоматы, часть движений в которых не механизирована.

2 Классификация по степени точности: Н – станки нормальной точности. К этому классу относится большинство универсальных станков. П – станки повышенной точности. Станки данного класса изготовляют на базе станков нормальной точности, но требования к точности обработки ответственных деталей станка, качеству сборки и регулирования значительно выше. В – станки высокой точности, которая достигается благодаря использованию специальной конструкции отдельных узлов, высоких требований к точности изготовления деталей, качеству сборки и регулирования станка в целом. А – станки особо высокой точности. Для этих станков предъявляются еще более жесткие требования, чем для станков класса В. С – станки особо точные или мастер-станки. На них изготовляют детали для станков классов точности В и А.

Токарно-винторезный станок модели 1 К 62 Станок является универсальным. Он предназначен для выполнения разнообразных токарных работ: для нарезания метрической, дюймовой, модульной, питчевой, правой и левой, с нормальным и увеличительным шагом, одно- и многозаходной резьбой, для нарезания торцевой резьбы и для копировальных работ. Станок применяется в условиях индивидуального и мелкосерийного производства.

Зубообрабатывающий станок На зубофрезерных станках нарезают цилиндрические прямозубые, косозубые и с шевронными зубьями колёса, червячные зубчатые колёса. Наиболее распространённые в промышленности вертикальные зубофрезерные станки выпускаются с подвижным столом и неподвижной стойкой и с подвижной стойкой и неподвижным столом.

Вертикально-сверлильный станок — наиболее распространённый тип сверлильных станков в металлообработке; используется для получения отверстий в деталях относительно небольшого размера в условиях индивидуального и мелкосерийного производства, в ремонтных цехах и т. п.

Фрезерный станок Фрезерные станки предназначены для обработки корпусных деталей, плоских, цилиндрических поверхностей, тел вращения, зубчатых колёс с помощью фрезы или набора (пакета) фрез. При этом фреза, закрепленная в шпинделе фрезерного станка, совершает вращательное (главное) движение, а заготовка, закреплённая на столе, совершает движение подачи прямолинейное или криволинейное (иногда осуществляется одновременно вращающимся инструментом). Управление может быть ручным, автоматизированным или осуществляться с помощью системы ЧПУ.

Методы образования поверхностей в процессе обработки Метод копирования состоит в том, что форма производящей линии получается в виде копии (отпечатка) формы режущей кромки инструмента или его профиля. Другими словами, формы образуемой производящей линии и режущей кромки инструмента совпадают (идентичны). Этот метод применяют в тех случаях, когда для получения производящих линий используют фасонный режущий инструмент. Метод касания заключается в том, что форма производящей линии возникает в виде огибающей мест касания множества режущих точек вращающегося инструмента в результате относительных движений оси вращения инструмента (шпинделя) и заготовки.

Методы образования поверхностей в процессе обработки Метод обката заключается в том, что форма образуемой производящей линии возникает в виде огибающей ряда последовательных положений, занимаемых режущей кромкой инструмента при обкатывании ею без скольжения образуемой линии. В процессе получения производящей линии либо режущая кромка инструмента катится по образуемой ею же линии, либо они взаимно обкатываются. Другими словами, образуемая производящая линия и линия режущей кромки инструмента должны быть взаимоогибаемыми. Метод следа состоит в том, что форма производящей линии получается в виде следа режущей точки (практически это весьма короткий обрезок линии) кромки инструмента при относительном движении заготовки и инструмента.

Классификация движений в станках Установочными называют движения заготовки и инструмента, необходимые для перемещения их в такое относительное положение, при котором становится возможным с помощью формообразующих движений получать поверхности требуемого размера. Примером установочного движения является поперечное движение установки резца для установления его в положение, позволяющее получить круговой цилиндр требуемого диаметра Д.

Классификация движений в станках Делительными называют движения, необходимые для обеспечения равномерного расположения на заготовке одинаковых образуемых поверхностей. К движениям управления относят те, которые совершают органы управления, регулирования и координирования всех других исполнительных движений станка. К таким органам относятся муфты, реверсирующие устройства, кулачки, ограничители хода.

Приводы металлорежущих станков 1. Основные понятия о приводах 2. Элементы кинематических цепей 3. Кинематические связи в станках

Классификация приводов от способа переключения • Ступенчатые позволяют устанавливать ограниченные числа скоростей в заданных пределах. • Бесступенчатые позволяют плавно устанавливать числа скоростей в заданных пределах.

Бесступенчатый способ регулирования частот вращения шпинделя В станках с ЧПУ бесступенчатое регулирование подачи и скорости вращения шпинделя может осуществляться такими способами: 1. Электрическое регулирование, при котором за счет изменения частоты 3 х фазного тока изменяется частота вращения электродвигателя, а следовательно, рабочего инструмента или заготовки, закрепленных в шпинделе. Аналогично изменяется и скорость движения подачи с помощью шаговых электродвигателей. 2. Гидравлическое регулирование используется главным образом для изменения скоростей прямолинейных перемещений (в долбежных, строгальных, протяжных станках). А вот для регулировки скорости вращательного главного движения оно применяется значительно реже. Зато не такая уж редкость воздушное регулирование скорости вращения в моторах шпинделях настольных станков с ЧПУ. 3. Механическое регулирование, осуществляемое с помощью всевозможных вариаторов. Например, во фрикционном лобовом вариаторе, перемещая малый ведущий ролик относительно диска, можно изменять рабочий радиус у последнего, а значит, и передаточное число между ведомым и ведущим валами. А вот в приводе с раздвижными конусами заложен несколько иной принцип работы. В качестве ведомого и ведущего диска используются подвижные конусы, привод которых осуществляется с помощью клиновидного ремня. Двигая с помощью воздуха или гидравлики один из конусов, можно изменить радиусы шкивов, а следовательно, и передаточные числа ведущего и ведомого валов.

Классификация приводов от способа передачи движения • 1 Электропривод - состоит из двигателя и элемента пускорегулирующей аппаратуры. Эволюция радиально сверлильных станков на различных этапах развития электропривода: а — групповой привод с трансмиссионными передачами; б, е, г — индивидуальный привод с различной конструктивной компоновкой; д — многодвигательный привод

• Для получения выгодной скорости резания на токарных станках следует иметь ее изменения в диапазоне от 80: 1 до 100: 1. При этом желательно иметь по возможности плавное ее изменение с тем, чтобы во всех случаях обеспечить наиболее выгодную скорость резания. • Особенность электропривода токарно-карусельных станков является большой момент сил трения в начале пуска (до 0, 8 Мном) и значительный момент инерции планшайбы с деталью, превышающий на высоких механических скоростях в 8 - 9 раз момент инерции ротора электродвигателя. Применение в этом случае электропривода постоянного тока обеспечивает плавный пуск с постоянным ускорением.

2 Электромеханический привод состоит из двигателя и механических связей. Классификация приводов Привод поворотного стола 1 осуществляется от электродвигателя 2 при помощи клиноременной передачи 3, вращающей через червячную передачу главный вал 4. На главном валу установлено свободно червячное колесо 5, зубчатое колесо 6 и зубчатая муфта 7. Червячное колесо, находясь в зацеплении с червяком, свободно вращается на валу, приводя последний в движение. При помощи рукоятки 8 включают зубчатую муфту и тогда вал начинает вращаться и тем самым зубчатое колесо 6 вращает поворотный стол с установленным на нем гибочным роликом.

• 3 Гидропривод состоит из двигателя и элемента обеспечивающего движение при помощи рабочей жидкости. Классификация приводов Система управления копировальная с гидравлическим следящим приводом и механической обратной связью: 1 — гидроцилиндр; 2 — гидропривод; 3 — резец; 4 — заготовка; 5 — фасонная часть детали; 6 — пружина; 7— гидрораспределитель; 8 — копир; 9 — щуп

Классификация приводов • 4 Пневмопривод состоит из двигателя и элементов обеспечивающих движение при помощи сжатого воздуха. Трехкулачковый реечный пневматический патрон предназначен для закрепления деталей типа втулок. При этом не требуется применять больших усилий. Принцип работы патрона: при подаче воздуха в пневмопривод рейка патрона, соединенная со штоком пневмопривода, продвигается внутрь шпинделя станка, кулачки патрона сжимаются и обеспечивается закрепление детали.

• 5 Комбинированный привод состоит из сочетания выше перечисленных приводов. Классификация приводов

Кинематическая схема поперечно строгального станка 737

Кинематическая схема шлифовального станка

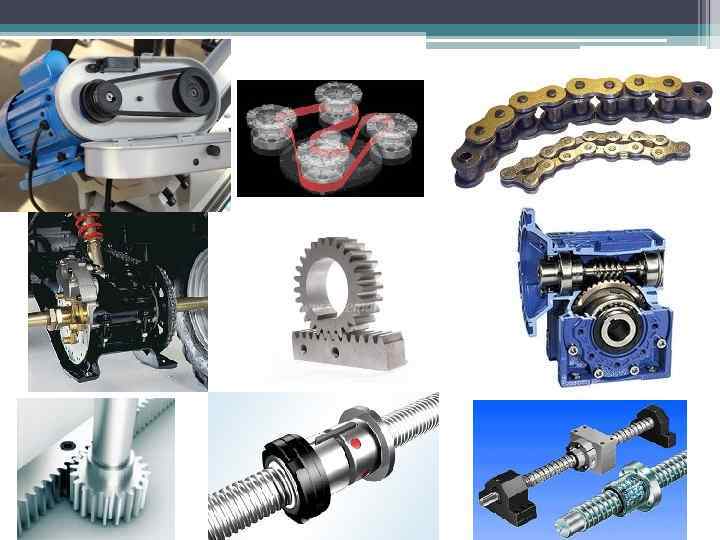
Основные типы передач металлорежущих станков: • а – ременная; б – цепная; в, г – зубчатые; д – червячная; е – реечная; ж – винтовая

Механизмы преобразования вращательного движения в поступательное

Механизмы для получения прерывистых движений
, • показывает во сколько раз частота вращения ведомого элемента")
Передаточное отношение ( i ), • показывает во сколько раз частота вращения ведомого элемента ( n 2 ) больше или меньше частоты вращения ведущего элемента ( n 1 ): • i = n 2/n 1. • Передаточное отношение кинематической цепи равно произведению передаточных отношений всех последовательно соединённых передач, составляющих данную цепь: • iц = i 1. i 2. i 3. …. in. • Для изменения направления движения выходного звена (шпиндель) применяются реверсивные механизмы.

Элементы кинематических схем I-ременные передачи плоская 1, перекрестная 2, клиновая 3, 4 -цепная передача; цилиндрическая 5, коническая 6, винтовая 7, червячная 5, реечная 9; IIIпередача ходовым винтом с неразъемной 10 и разъемной 11 гайками; IVмуфты: кулачковая односторонняя 12, кулачковая двусторонняя 13, конусная 14, дисковая односторонняя 15, дисковая двусторонняя 16, обгонная односторонняя 17, обгонная двусторонняя 18; Vтормоза: конусный 19, колодочный 20, ленточный 21, дисковый 22, 23 патронный конец шпинделя

МЕХАНИЗМЫ ПРЯМОЛИНЕЙНОГО ДВИЖЕНИЯ Механизм зубчатое колесо рейка применяют в приводе главного движения и движения подачи, а также в приводе различных вспомогательных перемещений. Механизм червяк рейка применяется в виде двух типов передач: с расположением червяка под углом к рейке, что позволяет (в целях большей плавности хода передачи) увеличить диаметр колеса, ведущего червяк, и с параллельным расположением в одной Ходовой винт гайка является, широко применяемым механизмом для осуществления прямо линейного движения. С помощью этого механизма можно производить медленные движения в приводе подач.

Схема шариковой винтовой пасы Плоский кулачковый механизм: а — схема работы; б — общий вид Схемы работы кулачков цилиндрического типа Механизмы прерывистых движений: а — мальтийский механизм; б — храповой механизм.
 - преобразует равномерное вращение ведущего вала в скачкообразное вращение ведомого, на")
Мальтийский (грейферный механизм) - преобразует равномерное вращение ведущего вала в скачкообразное вращение ведомого, на котором закреплён барабан, непосредственно осуществляющий прерывистое перемещение ведомого звена, с числом пазов от 3 до 12. Храповой механиизм предназначенн для преобразования возвратно-вращательного движения в прерывистое вращательное движение в одном направлении, позволяет оси вращаться в одном направлении и не позволяет вращаться в другом. Используются в турникетах, гаечных механизмах, заводных механизмах, домкратах, лебедках, храповик обычно имеет форму зубчатого колеса.

СИСТЕМЫ СМАЗКИ И ОХЛАЖДЕНИЯ Система смазки станка должна обеспечивать непрерывную или периодическую подачу к трущимся поверхностям смазочного материала в количестве, достаточном для того, чтобы между этими поверхностями сохранялась по возможности непрерывная пленка смазки и чтобы температура этих поверхностей была в установленных пределах. Системы смазки в станках подразделяются на индивидуальные, когда смазка отдельных узлов или механизмов производится от независимых друг от друга точек, и централизованные, когда точки смазки объединены. Централизованную смазку применяют в тех случаях, когда узлы станка не изменяют относительного рас положения и можно использовать один смазочный материал. Смазка может осуществляться самотеком, циркуляционным способом или под давлением. Для централизованной смазки применяют шестеренные и лопастные насосы постоянной производитель ности. Очищают масло от мельчайших твердых частиц и грязи пластинчатыми, войлочными, сетчатыми или магнитными фильтрами. Кольцевая смазка Масленка с игольчатым дросселем: 1 — регулирующая гайка; 2 — рычаг включения и выключения подачи масла; 3 — фильтрующая сетка Смазка центробежным способом при помощи: а — конусных роликов; б — конусного шпинделя со спиральной канавкой

Кинематическая схема коробки скоростей

График изменения частоты вращения валов коробки скоростей Число вертикальных линий графика соответствует числу валов коробки скоростей, число горизонтальных линий — числу ступеней частоты вращения шпинделя. Частота вращения шпинделя изменяется от n 1=25 об/мин до n 12=1095 об/мин по геометрическому ряду с φ=1, 41.
(Лекция 1) Общие сведения о станках.ppt