f8e2fc3f8147f7b23b061f9fedca7cb2.ppt
- Количество слайдов: 40



Общество с ограниченной ответственностью «Средневолжский Сертификационно диагностический Центр «Дельта» Оптимизация процедур, реализуемых при аттестации сварочных технологий Докладчик: к. т. н. , доцент, эксперт НАКС, руководитель АЦСТ-118 445004, РФ, Самарская обл. , г. Тольятти, ул. Белорусская, 3, http: //ssdc-delta. ru, e-mail: ssdc-delta@yandex. ru, тел/факс: (8482) 55 -62 -68 Смирнов И. В.

Требования к производственнотехнологической документации по сварке
 по сварке в организации")
Структура производственно-технологической документации (ПТД) по сварке в организации
 разрабатывается специалистами")
Требования к содержанию ПТД по сварке Производственная технологическая документация по сварке (ПТД) разрабатывается специалистами сварочного производства и может быть оформлена в виде инструкции, стандарта организации, технологического процесса, и т. п. Рекомендуемое название «Технологическая инструкция по сварке…» . Оформленная ПТД по сварке должна содержать следующие основные разделы: Область применения. Нормативные ссылки. Подготовка и сборка под сварку. Требования к предварительному подогреву Требования к сварке. Термическая обработка (при необходимости). Контроль качества сварочных работ. Исправление дефектов в сварных соединениях. Технологические карты.

Содержание раздела «Область применения» Основные критерии области применения: - применяемые способы сварки; - свариваемые материалы; - виды и типоразмеры свариваемых элементов, - назначение сварных конструкций, по условиям выполнения сварки (монтаж, ремонт, изготовление). При необходимости могут быть указаны иные ограничения области применения например по эксплуатационным параметрам свариваемых изделий (температура и давление среды - для оборудования и трубопроводов, минимальная температура эксплуатации - для металлоконструкций), по наличию специальных требований (например, к межкристаллитной коррозии). Если область применения предусматривает сварку конструкций с различными требованиями, (например трубопроводов пара и горячей воды и наружных газопроводов или трубопроводов из углеродистых сталей и трубопроводов из аустенитных сталей), то в соответствующих разделах ПТД, должны быть учтены и отражены эти различия.

Содержание раздела «Нормативные ссылки» - сведения об основных нормативных документах, в соответствии с которыми разработана ПТД и список нормативных документов (обозначение и наименование), на которые имеются ссылки в тексте. Содержание раздела «Подготовка и сборка под сварку» - требования к проверке соответствия маркировки и размеров деталей перед сборкой; - способам обработки кромок свариваемых деталей; - сборочным приспособлениям; - при необходимости – требования к порядку разметки деталей под резку, допускаемым способам резки, к обработке деталей, имеющих разные толщины; - последовательность сборки стыков с подкладным кольцом; - порядок выполнения сборочных работ, контроля и приёмки собранного соединения под сварку.
 - условия применения предварительного подогрева; - режимы предварительного")
Содержание раздела «Предварительный подогрев» (при необходимости) - условия применения предварительного подогрева; - режимы предварительного подогрева; - оборудование для проведения предварительного подогрева; - контроль температуры подогрева. Содержание раздела «Термическая обработка» (при необходимости) - вид, порядок и последовательность проведения термообработки; - оборудование и режимы термообработки; - контроль выполнения термообработки.

Содержание раздела «Требования к сварке» - порядок и последовательность выполнения прихваток и сварных швов; технологические особенности применяемых способов сварки; режимы сварки; требования к количеству слоёв шва и проходов в каждом слое; требования к контролю межслойной температуры; допустимая минимальная температура воздуха при сварке; особенности сварки применяемых металлов; порядок разбивки на участки при многослойной сварке или сварке протяжённых швов, при одновременной сварке шва несколькими сварщиками; допустимая продолжительность перерыва при выполнении сварного соединения; порядок операционного контроля в процессе сварки и нанесения клейм сварщиков; при необходимости – требования по защите рабочего места от ветра и атмосферных осадков, требования к прихватке и сварке при отрицательных температурах, требования к подготовке сварных соединений под контроль и термообработку.

Содержание раздела «Контроль качества сварочных работ» Порядок проведения и регистрации результатов операционного контроля на следующих этапах: подготовка и использование сварочных материалов; сборка деталей под сварку; предварительный и(или) сопутствующий подогрев свариваемых деталей (соответствие температуры); технологические операции сварки (соответствие режимов сварки и последовательности выполнения сварных швов); приёмка выполненного сварного соединения под операции термообработки (при наличии) и приёмочного контроля (соответствие внешнего вида и размеров сварного шва, наличие клейм сварщиков). порядок проведения и регистрации результатов приёмочного контроля; виды и объёмы контроля (можно таблично), нормы оценки качества. при необходимости – объёмы, виды и методика механических испытаний контрольных образцов. оформление документации по результатам контроля.

Содержание раздела «Исправление дефектов в сварных швах» - виды и размеры дефектов допустимых для исправления (без вырезки сварного соединения); - способы исправления дефектов; - допустимое количество исправлений одного сварного соединения; - виды, формы и размеры выборок дефектных участков шва; - порядок выполнения выборки дефектных участков шва (инструмент, контроль полноты выборки); - требования по контролю исправленных участков шва.

Содержание технологических карт сварки метод подготовки и очистки кромок; способ сборки; требования к прихваткам (если имеются); требования к подогреву; технологические параметры сварки (например, номера слоёв, способ сварки, род и полярность тока, диаметр проволоки, сила тока, напряжение, скорость подачи проволоки, скорость сварки, расход защитного газа); дополнительные технологические требования к сварке; требования к термообработке; требования к контролю качества (метод контроля, объем контроля, НД на методику контроля, НД по оценке качества); должность, Ф. И. О. и подпись разработчика технологической карты.

Требования к оформлению ПТД по сварке Название ПТД определяется организацией разработчиком. Рекомендуется в названии ПТД учитывать область применения. Например: «Технологическая инструкция по сварке покрытыми электродами технологических трубопроводов и деталей трубопроводов из углеродистых и низколегированных сталей» . При формировании обозначения (шифра) рекомендуется использовать буквенные и цифровые обозначения способа сварки, групп свариваемых материалов, и т. п. Например: РД-01 -Т. Допускается любой другой вариант обозначения, обеспечивающий возможность идентификации документа. Данные об утверждении должны содержать должность, Ф. И. О. , подпись лица, утверждающего документ и дату утверждения.

Рекомендации по формированию названия аттестуемых технологий сварки

Рекомендации к формированию названия аттестуемой технологии

Примеры названий технологий сварки

Рекомендации по формированию шифров аттестуемых технологий сварки
-М 01(1)")
Рекомендации к формированию шифра ПТД по сварке Примеры шифров ПТД по сварке ИТРДС-СТПС-КО(2)-М 01(1) ИТРАД-ССМ-ОХНВП(16)-М 11(9) ИТАФ-НИВА-Сервис-НГДО(1)-М 03(2)

Примеры неправильного оформления заявок на аттестацию

Примеры неправильного оформления заявок на аттестацию

Примеры правильного оформления заявок на аттестацию

Определение стоимости аттестации технологии сварки

Оптимизация работы на этапе Технического задания на подготовку образцов 1. Реально оценивайте необходимость сварки образцов конкретных размеров 2. ТЗ – это не ЗАКОН!!! ТЗ – это ваши требования взятые из заявки – и Вы можете их корректировать. 3. На каждую позицию в списке ТЗ нужно предоставить сертификат (не список размеров, не список марок) 4. Без наличия сертификатов АЦСТ не может приступить к разработке программы аттестации.

Рекомендация по оптимизации затрат на аттестацию Закладывайте стоимость аттестации (или как минимум стоимость материалов для контрольных сварных соединений) в смету расходов на выполнение работ

Наличие в организации сварщиков, специалистов и оборудования Организация должна располагать собственным аттестованным персоналом и сварочным оборудованием (или владеть им на других законных основаниях) Сварщики и специалисты аттестованные не от предприятия, которое аттестует технологию сварки: - необходимо наличие действующего трудового договора (а не договора на выполнение работ) Оборудование, находящееся в аренде (или аттестованное не от организации): - необходимо предоставить действующий договор аренды с указанием марок оборудования и номеров (зав. и инв. ) - необходима справка из бухгалтерии, что оборудование находится на балансе предприятия.

Проверка организационно-технической готовности предприятия к выполнению технологий сварки К приезду комиссии на вашу производственную базу Вы должны быть готовы представить всё необходимое по каждому пункту программы. Заготовки для всех образцов должны быть готовы. Всё оборудование и приспособления должны быть готовы.

Фотографии процесса сварки контрольных сварных соединений Комиссия Процесс сборки Готовое соединение Процесс сварки

Место выполнения контрольных сварных соедиенний

КСС ? ?

Проведение контроля качества сварных соединений лабораториями заказчика 1. Скорость выполнения этого этапа работ определяется только Вами 2. Необходимо предварительно направить заключения по эл. почте на проверку экспертам АЦСТ 3. Заключения должны ОБЯЗАТЕЛЬНО содержать шифры КСС из программы аттестации 4. Необходимые виды контроля и методики берутся из программы аттестации

Выдача Заключения по результатам аттестации Заключение отправляется в НАКС только после возврата согласованного документа в АЦСТ. Срок рассмотрения (экспертизы) заключений в НАКС 10 рабочих дней (2 недели). При возникновении замечаний и запросов от экспертов НАКС на них нужно оперативно отвечать (в течении дня).

Реестр аттестованных технологий сварки

Фрагмент Реестра аттестованных сварочных технологий на сайте НАКС http: //naks. ru

Сайт ООО «ССДЦ «Дельта»

Сайт ООО «ССДЦ «Дельта»

Сайт ООО «ССДЦ «Дельта»

Переоформление Свидетельств об аттестации технологии сварки
 - в связи с изменением названия организации ,")
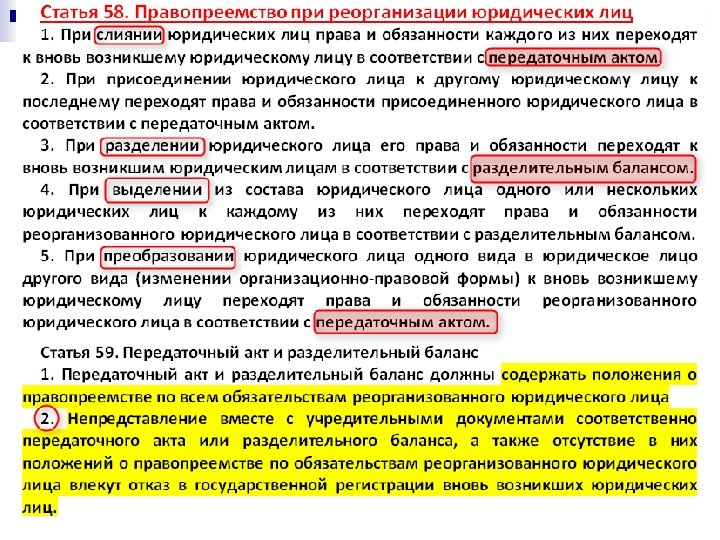
Перечень документов для переоформления свидетельств. А) - в связи с изменением названия организации , юридического адреса. Документы , подтверждающие изменение: 1. Копия выписки из Единого государственного реестра юридических лиц (ЕГРЮЛ). 2. Копия выписки из протокола собрания. 3. Копия Свидетельства о государственной регистрации юридического лица. Б) - в связи с реорганизацией. Документы , подтверждающие изменение: Основание для переоформления при реорганизации – правопреемство. Документы в соответствии со ст. 58 Гражданского Кодекса 1. 2. 3. 4. Слияние ЮЛ Разделение ЮЛ Выделение ЮЛ Пробразование ЮЛ

Внесение изменений осуществляется только после того, как оригинал свидетельства с сопроводительным письмом поступит в НАКС! Свидетельство переоформлено в связи с реорганизацией предприятия

Спасибо за внимание!
f8e2fc3f8147f7b23b061f9fedca7cb2.ppt