2 Обработка давлением.ppt
- Количество слайдов: 18



ОБРАБОТКА ДАВЛЕНИЕМ Выполнили студенты III курса группы 5 МЭ 11 Севостьянов Д. А. Поливец С. С

Обработка металлов давлением — технологический процесс получения заготовок или деталей в результате силового воздействия инструмента на обрабатываемый материал. Ремонт деталей давлением заключается в восстановлении первоначальных размеров рабочих поверхностей пластическим деформированием за счет пере распределения материала детали. В процессе деформирования материал детали вытесняется с нерабочих участков на изношенные поверхности, в результате чего восстанавливаются форма и размеры этих поверхностей. Детали из непластичных материалов, например из чугуна, а также детали с малыми запасами прочности и сложной конфигурации ремонтировать давле нием евозможно!!! н
 наличие запаса")
При ремонте деталей давлением необходимо, чтобы выполнялись следу ющие основные требования: 1) наличие запаса материала на нерабочих участках ремонтируемой детали; 2) достаточная пластичность материала; 3) механические свойства отремонтированной детали должны быть не ниже, чем у новой; 4) объемы механической и термической обработки должны быть мини мальными; 5) при ремонте этим способом закаленных или поверхностно упрочненных деталей необходимо предварительно произвести отпуск или отжиг детали.

Осадка металла Осадка — это кузнечная операция, в результате которой увеличивается площадь поперечного сечения всей или части заготовки за счет уменьшения ее длины. Осадка является одной из наиболее распространенных операций ковки, которую применяют: для увеличения диаметра или площади поперечного сечения исходной заготовки (при отсутствии заготовки нужного сечения) круглой, прямоугольной либо фасонной формы; Осадка применяется для увеличения наружных раз меров сплошных и полых деталей и уменьшения внутренних размеров полых (деталей за счет снижения их высоты. При осадке направление внешней силы Р, действующей по вертикальной оси детали, не совпадает с направлением дефор мации.
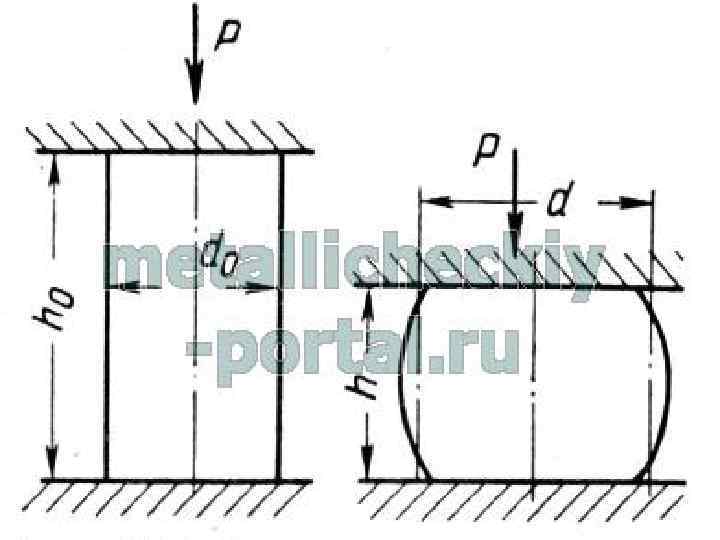

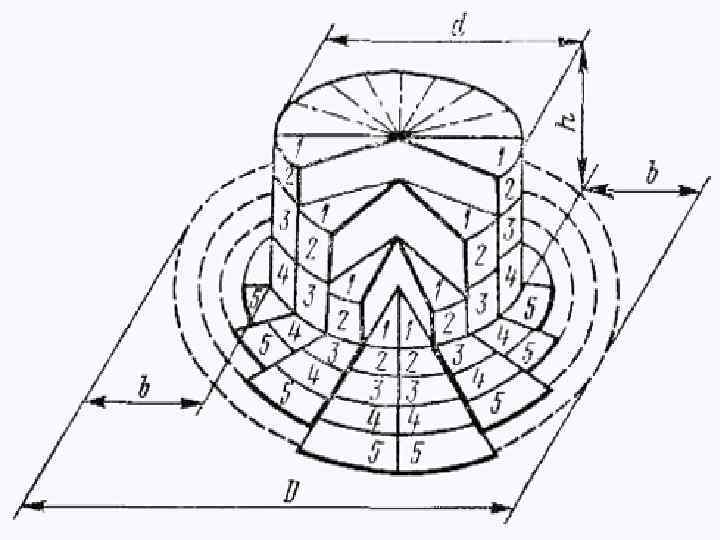
Вытяжка металла Вытяжка применяется для увеличения длины детали ia счет местного сужения ее поперечного сечения на небольшом участке. При (вытяжке направление действующей силы Р не совпадает с направлением требуемой деформации . При вытяжке кольцевая часть заготовки (D — d) превращается в цилиндр диа метром d и высотой h. Так как объем металла при вытяжке не изменяется, то при полной вытяжке цилиндра высота детали h больше ширины кольцевой части b и составляет

где К = D/d — степень вытяжки. При К = 2, h = 1, 5 b. Следовательно, вытяжка происходит за счет пластической деформации, сопровождаемой смещением значительного объема металла в высоту. При большой степени деформации, что соответствует глубокой вытяжке, и при небольшой толщине материала смещенный объем является причиной образования гофров (волн) на деформируемой заготовке. При малой степени деформации и при относительно большой толщине материала гофрообразования не происходит, так как в этом случае смещенный объем металла невелик, а заготовка устойчива. Для предотвращения образования гофров и складок при вытяжке применяется прижим заготовки складкодержателем

Накатка металла Накатка – вид обработки металлов и других материалов путем поверхностнного пластического деформирования при помощи накатного инструмента: роликов, зубчатых накатников, плашек. Иногда накаткой называется также полученная в результате поверхность детали. Накатка применяется для увеличения наружных или уменьшения внутренних размеров детали за счет выдавливания металла m отдельных участках поверхностей. При накатке направление действующей : илы Р противоположно направлению требуемой деформации. Види накатки: 1) Формообразующая накатка —зубонакатка, образование шероховатой поверхности на цилиндрических головках гаек, винтов, рукоятках и других деталях машин и приборов, накатка резьбы, накатка штрихов на шкалах и т. п.
 Упрочняющая накатка — холодная поверхностная пластическая деформация валов, осей, втулок, дисков, зубьев")
2) Упрочняющая накатка — холодная поверхностная пластическая деформация валов, осей, втулок, дисков, зубьев шестерен и др. , приводящая к повышению усталостной прочности, износостойкости и других свойств. 3) Накатка или насечка рисунка – впечатывание рисунка в металлическую поверхность, обычно посредством маленьких, твердых роликов, которые имеют соответствующий рельеф на своей поверхности. Накатка резьбы: Накатка резьбы – процесс получения резьбы в результате холодной пластической деформации заготовки. При этом резьбонакатный инструмент вдавливается в заготовку, формируя впадины резьбы, а вытесненный металл образует ее вершины. Накатка резьбы производят на резьбонакатных автоматах и полуавтоматах, а иногда на токарных и револьверных станках. При этом используются плоские плашки, резьбовые сегменты, ролики с винтовой или кольцевой нарезкой, затылованные ролики.

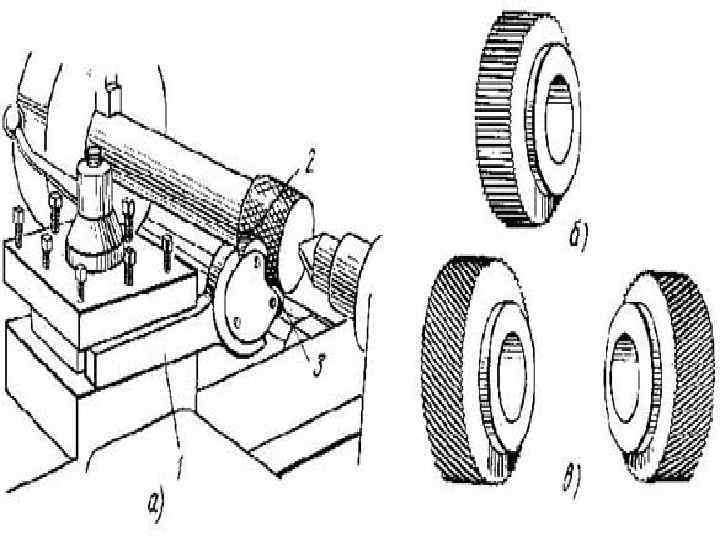
Накатка рифленой поверхности: Процесс получения рифленой поверхности деталей осуществляется роликами с насечкой. В резцедержатель суппорта станка закрепляют державку 1, рисунок внизу а), в которой устанавливают один ролик для простой накатки, рисунок внизу б) или два ролика для перекрестной накатки, рисунок внизу в). Ролики изготовляют из инструментальной стали. При накатывании ролики 2 и 3 прижимают к вращающейся заготовке, в результате чего они вдавливаются в материал заготовки и образуют на ее поверхности рифления. При накатывании следует предварительно проверить, попадают ли зубчики роликов при последующих оборотах в сделанные ими насечки. Ролики надо располагать параллельно накатываемой поверхности.

Правка металла Правка применяется для восстановления формы деформированных деталей. При правке направление действующей силы Р совпадает с направлением деформации 8. Применяется правка статическим нагружением и наклепом. Правку статическим нагружением осуществляют на прессах. Ее недостатками являются трудность получения стабильной формы из за обрат ного последействия, снижение усталостной прочности и уменьшение несущей способности детали. Для стабилизации правки статическим нагружением при меняют нагрев или двойную правку, т. е. деталь перегибают в противополож ную сторону, а затем повторной правкой ее выпрямляют. Правка деталей наклепом, в отличие от статического нагружения, поз воляет вести процесс в требуемом направлении и на любом участке де тали.

Правку наклепом обычно осуществляют пневмомолотками. Затем обяза тельно проверяют детали на отсутствие трещин. Преимуществами ремонта деталей давлением являются высокое качество восстановления, использование стандартного оборудования, отсутствие потреб ности в наращивании металла, т. е. экономичность процесса. Недостатки способа — ограниченная номенклатура ремонтируемых де талей, необходимость в некоторых случаях в повторной термической обра ботке и потребность в специальной оснастке для ремонтируемых деталей каж дого типоразмера. На ремонтных предприятиях нефтяной и газовой промышленности указан ный способ используют для ремонта изношенных бронзовых втулок подшип ников скольжения, шестерен (осадка), различных полых деталей (раздача и обжатие), шеек валов подшипники качения (накатка), для правки изогну тых и скрученных валов, штанг и труб.


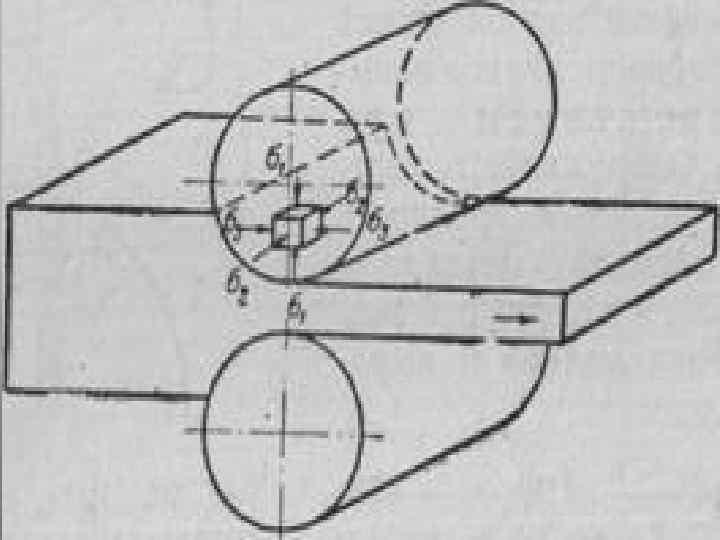
Обжатие металла Обжатие используется для уменьшения размера внутренней поверхности полой детали за счет уменьшения размера ее наружной поверхности. При обжатии направление действующей силы совпадает ; направлением требуемой деформации , происходит перемещение металла >т периферии к центру. Обжатие металла в валках прокатных станов В зоне деформации есть такое сечение, в котором средняя скорость движения металла равна окружной скорости вращения валков. Сечение, в котором горизонтальная составляющая скорости вращения валков равна скорости движения металла, называется нейтральным (или критическим); точка на дуге охвата, в которой, называется нейтральной, а соответствующий ей центральный угол — нейтральным (критическим).

Влево от нейтрального сечения металл движется с меньшей скоростью, чем окружная скорость валков; эта часть зоны деформации называется зоной отставания. Вправо от нейтрального сечения металл движется быстрее окружной скорости валков, т. е. опережает валки; эта часть зоны деформации называется зоной опережения Превышение скорости выхода металла из валков над окружной скоростью вращения валков называется опережением при прокатке. Опережение определяется как отношение разности скоростей движения металла и вращения валков к окружной скорости вращения валков и выражается в процентах. Опережение при прокатке тем больше, чем больше радиус валков и меньше толщина прокатываемой полосы; оно увеличивается с увеличением коэффициента трения и может составлять от 3 до 10%. При обжатии металла в валках, помимо удлинения, происходит некоторое увеличение ширины полосы. Из положения о постоянстве объема металла при прокатке следует, что при заданном обжатии удлинение и уширение полосы взаимно связаны.
2 Обработка давлением.ppt