!!ВИРОБН НЕМЕТ МАТ 2013_5.ppt
- Количество слайдов: 125



НЕМЕТАЛЕВІ МАТЕРІАЛИ: ОСОБЛИВОСТІ БУДОВИ І ВИРОБНИЦТВА 1. Особливості будови, властивостей та виробництва скла. 2. Особливості будови, властивостей та виробництва кераміки. 3. Особливості будови, властивостей та виробництва ситалів.

ЛІТЕРАТУРА 1. Закусілов А. П. та інш. Матеріалознавство і технологія виробництва товарів народного споживання. К. 1994 р. с. 80 -88, 107 -119. 2. Алексеев Н. С. Товароведение хозяйственных товаров. т. 1 М. Экономика. 1984 г. с. 6 -22, 5969, 121 -146. 3. Зіміна Н. К. , Андрієнко В. М. , Савчук Н. В. Матеріалознавство та технологія непродовольчих товарів: Навч. посібник. -К. : ІЗМН, 1998 р. с. 49 -65.

3. ОСОБЛИВОСТІ ВИРОБНИЦТВА СКЛА.

ОСНОВИ ВИРОБНИЦТВА СКЛА КВАРЦЕВЕ СКЛО n ВИГОТОВЛЯЮТЬ ПРАКТИЧНО ІЗ ЧИСТОГО КРЕМНЕЗЕМУ n ВОНО МАЄ ВИСОКУ ТЕРМО- ТА ХІМІЧНУ СТІЙКІСТЬ

СИРОВИННІ МАТЕРІАЛИ nголовні допоміжні

ГОЛОВНІ n до них відносять речовини за допомогою яких в скломасу вводять кислотні, лужні і лужноземельні оксиди n які забезпечують виробам необхідний комплекс властивостей. n до них відносяться: кварцовий пісок, бура, польовий шпат, каолін, сода і сульфат натрію, поташ, вапняки, крейда, доломіт, сурик, оксиди Zn, Al, Ca, Mg, скляний бій, тощо

ДОПОМІЖНІ МАТЕРІАЛИ n забезпечують необхідні умови для отримання виробів високої якості n прискорюють процес варки і освітлення скломаси n це фарбники, глушники, освітлювачі, прискорювачі, відновники тощо
 n ФОРМУВАННЯ ВИРОБІВ")
ВИРОБНИЦТВО СКЛОВИРОБІВ n ОТРИМАННЯ СКЛОМАСИ ( ПІДГОТОВКА СИРОВИНИ І ВАРКА СКЛА) n ФОРМУВАННЯ ВИРОБІВ n ОБРОБКА ТА ДЕКОРУВАННЯ ВСІ ОПЕРАЦІЇ ЗДІЙСНЮЮТЬСЯ ЗА НАПЕРЕД РОЗРОБЛЕНИМ РЕЖИМОМ, ПРИ ПОРУШЕННІ ЯКОГО МОЖЕ ПОГІРШИТЬСЯ ЯКІСТЬ ГОТОВИХ ВИРОБІВ.

ПІДГОТОВКА СИРОВИННИХ МАТЕРІАЛІВ: n ЗБАГАЧЕННЯ – пісок звільняють від різних домішок та забруднень за допомогою різних фізичних і хімічних способів : n магнітної та электросепарації n відмочування n промивки n флотації n тощо
 на")
ПІДГОТОВКА СИРОВИННИХ МАТЕРІАЛІВ: n ДРОБЛЕННЯ І ПОМЕЛ – кам'янистих включень (вапняк, крейда, доломіт) на щічкових дробилках і бігунах (великий помел) і в млинах (тонких помел) n ПРОСІЮВАННЯ ЧЕРЕЗ СИТО – кам'янистих включень і фарбників.

ПІДГОТОВКА СИРОВИННИХ МАТЕРІАЛІВ: n обробка склобою n сортування за хімічним складом і величиною шматків n промивка n подрібнення і пропускання через магніт.

ПІДГОТОВКА СИРОВИННИХ МАТЕРІАЛІВ: n ПІДГОТОВКА ШИХТИ – порошкоподібної суміші певних рецептур n ретельно перемішують, на конусі або тарілчастому змішувачі n для усунення розшарування шихти її зволожують до 4% n гранулюють або укладають брикетами.
 nчас варки скла для")
ВАРКА nздійснюється в печах безперервної і періодичної дії (горшкові ванни) nчас варки скла для посуду 16 -18 год

ОСВІТЛЕННЯ n при температурі 1450 – 1500 0 С відбувається видалення повітряних і газових включень n в печі створюють тиск нижче, ніж тиск у самій скломасі, при цьому пухирці легко виходять із неї

ОСВІТЛЕННЯ n процес може проходити: Ø із додаванням освітлювачів (речовин, які збільшують освітлення і виділення газів) Ø із додаванням сирої деревини під час згоряння якої виділяється вуглекислий газ Ø під впливом струменю стислого повітря (барботування).

ГОМОГЕНІЗАЦІЯ n ПРОВОДЯТЬ ПРИ МАКСИМАЛЬНІЙ ТЕМПЕРАТУРІ ВИДАЛЯЮЧИ СКЛЯНІ ВКЛЮЧЕННЯ – СВІЛІ.

ОХОЛОДЖЕННЯ n ДОВОДЯТЬ ДО 200 - 300 0 С n ПРИ ЦЬОМУ СКЛОМАСА ЗДАТНА ФОРМУВАТИСЯ У ВИРІБ
 nмеханізоване (прості форми)")
ФОРМУВАННЯ СКЛОВИРОБІВ nручне (складні форми) nмеханізоване (прості форми)
 n МЕХАНІЗОВАНЕ ( У ФОРМАХ) – ДЛЯ ВИГОТОВЛЕННЯ ПОРОЖНИСТИХ ВИРОБІВ.")
ВИДУВАННЯ n РУЧНЕ (ВІЛЬНЕ) n МЕХАНІЗОВАНЕ ( У ФОРМАХ) – ДЛЯ ВИГОТОВЛЕННЯ ПОРОЖНИСТИХ ВИРОБІВ.
 У")
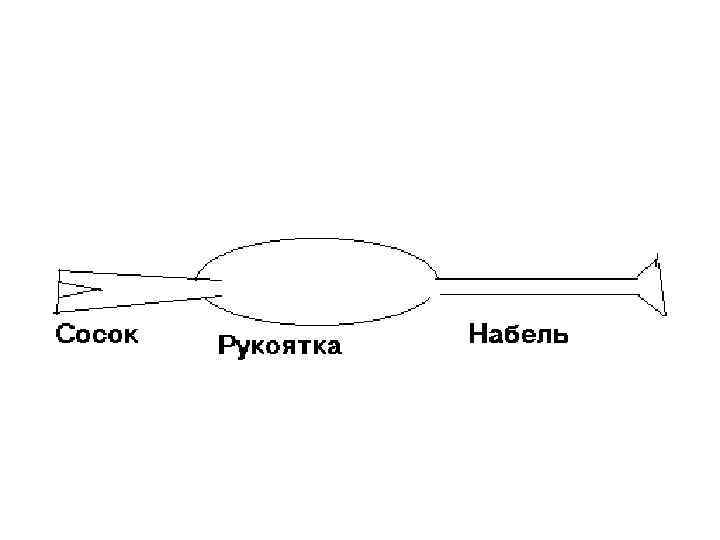
ВИДУВАННЯ n РУЧНИЙ МЕТОД ЗДІЙСНЮЮТЬ СПЕЦІАЛЬНОЮ ТРУБКОЮ (L – 1200 – 1400 ММ) У ЯКОЇ НА ВЕРХНЬОМУ КІНЦІ – ГУМОВИЙ БАЛОН ІЗ ДОПОМОГОЮ ЯКОГО У НАБОРКУ СКЛА НАГНІТАЮТЬ ПОВІТРЯ. НАБОРКУ БЕРУТЬ ПОТОВЩЕНИМ КІНЦЕМ – НАБЕЛЕМ.
 – ДЛЯ ВИГОТОВЛЕННЯ ПОРОЖНИСТИХ ВИРОБІВ.")
ВИДУВАННЯ n МЕХАНІЗОВАНЕ ( У ФОРМАХ) – ДЛЯ ВИГОТОВЛЕННЯ ПОРОЖНИСТИХ ВИРОБІВ.

ВИДУВАННЯ 1 – голівка для видування; 2 — керн; 3 — набір скла; 4 — форма.

ВИДУВАННЯ

ВИДУВАННЯ

ВИДУВАННЯ

ПРЕСУВАННЯ n одержують в спеціальних прес- формах, з гладкими або рельєфними внутрішніми поверхнями. n форми можуть бути роз'ємними і нероз'ємними n вироби ці товстостінні, із закрученими ребрами і кутами, плоскі, динамічні, дещо звужені до низу.

ПРЕСУВАННЯ 1— крапля скла; 2 — прес-форма; 3 — обмежувальне кільце; 4 — керн; 5 — виріб; 6 — піддон

ПРЕСУВАННЯ

ПРЕССОВИДУВАННЯ nу прес-формі створюється форма і розміри виробу, а видуванням формується його внутрішня порожнина.

ПРЕССОВИДУВАННЯ 1 — приймання краплі; 2 —пресування пульки у чорновій формі; 3, 4 — переміщення пульки із чорнової форми у чистову; 5 — видування виробу у чистовій формі; 6 — переміщення готового виробу на конвейер.

ПРЕССОВИДУВАННЯ

Метод відцентрового лиття n ВИКОРИСТОВУЮТЬСЯ ДЛЯ МЕТАЛЕВИХ ФОРМ, ЯКІ ВСТАНОВЛЕНІ НА СИСТЕМІ, ЩО ОБЕРТАЄТЬСЯ. n ОДЕРЖУЮТЬ ПОРОЖНИСТІ, ВЕЛИКООГАБАРИТНІ ТЕХНІЧНІ ВИРОБИ

МЕТОД ПЛАВАЮЧОЇ СТРІЧКИ n формування здійснюється у ваннах і металу, який не вступає в реакцію із скломасою n над ванною створюють нейтральне газове середовище для запобігання окислення n розплавів скломаси подають у вигляді стрічки між валками на поверхні розплавленого металу і направляють у піч на випал.

МЕТОД ВИТЯГУВАННЯ І ПРОКАТУВАННЯ n для отримання листового скла

МЕТОД ВТЯГУВАННЯ n здійснюють на горизонтальних або вертикальних машинах. n розрізняють два способи втягування: човникове і безчовникове.

МЕТОД ВТЯГУВАННЯ n човникове – на поверхні скломаси поміщають човник із щілиною, через яку втягується безперервна стрічка скла. n безчовникове - витягають з вільною поверхні скломаси

МОЛІРУВАННЯ n одержують прості за формою, неглибокі вироби шляхом поміщення заздалегідь нагрітої до розм'якшення пласкої заготівки у форму, де вона прогинається під впливом власної ваги або невеликого зусилля. n край виробу можна оформити уручну (побутові вироби

ДЕКОРУВАННЯ n В ГАРЯЧОМУ СТАНІ n В ХОЛОДНОМУ СТАНІ

В ГАРЯЧОМУ СТАНІ n КОЛЬОРОВІ ПЛЯМИ ТА СТРІЧКИ n НАДКОЛІР n ЦИНКСУЛЬФІДНЕ СКЛО n “КРАКЛЄ” (ПІД МОРОЗ) n ФІЛІГРАНЬ n ПІД МАЛАХІТ

В ГАРЯЧОМУ СТАНІ n НАСИПОМ СКЛЯНОГО ПОРОШКУ n ПІД ВАЛІК n СКЛОТКАНИНИ n ІРРИЗАЦІЯ n ЛЮСТРАМИ
")
В ХОЛОДНОМУ СТАНІ n. МЕХАНІЧНИМ СПОСОБОМ n. ХІМІЧНИМ СПОСОБОМ (ТРАВЛЕННЯ)
 ГРАНЬ n ГРАВІРОВКА")
МЕХАНІЧНИМ СПОСОБОМ n МАТОВА СТРІЧКА n НОМЕРНЕ ШЛІФУВАННЯ n ШИРОКА (ЛІТЕРНА) ГРАНЬ n ГРАВІРОВКА n АЛМАЗНА ГРАНЬ

ХІМІЧНИМ СПОСОБОМ n. ПРОСТЕ ТРАВЛЕННЯ n. СКЛАДНЕ ТРАВЛЕННЯ n. ГЛИБОКЕ ХУДОЖНЄ ТРАВЛЕННЯ

4. ОСОБЛИВОСТІ БУДОВИ ТА ВЛАСТИВОСТЕЙ ТА ВИРОБНИЦТВА КЕРАМІКИ.

Кераміка НАЙДАВНІШИЙ ШТУЧНИЙ МАТЕРІАЛ, ВІД ГРЕЦЬКОГО СЛОВА KERAMAS, ЩО “ВИПАЛЕНИЙ МАТЕРІАЛ”. ОЗНАЧАЄ –

ДО КЕРАМІЧНИХ ВІДНОСЯТЬ ВИРОБИ ЯКІ ОТРИМУЮТЬ n ІЗ ГЛИНЯНИХ РЕЧОВИН З МІНЕРАЛЬНИМИ ДОМІШКАМИ АБО БЕЗ НИХ n ШЛЯХОМ ФОРМУВАННЯ ТА ПОДАЛЬШОГО ВИПАЛУ

ОСОБЛИВОСТІ БУДОВИ ТА ВЛАСТИВОСТЕЙ КЕРАМІКИ. n КЕРАМІКА – неорганічний матеріал, який одержують із відформованих мінеральних мас в процесі високотемпературного випалу (1200 -2500 С). n В результаті випалу формується структура матеріалу ( спікання) і виріб набуває необхідних фізикомеханічних властивостей.

КЕРАМІКУ ПОБУТОВУ В ЗАЛЕЖНОСТІ ВІД БУДОВИ ЧЕРЕПКА ПОДІЛЯЮТЬ НА: n ГРУБУ – ГОНЧАРНІ ВИРОБИ ТА МАЙОЛІКА n ТОНКУ – ФАРФОР, ФАЯНС.

ГРУБА КЕРАМІКА НА ЗЛАМІ МАЄ : n НЕОДНОРІДНУ КРУПНОЗЕРНИСТУ БУДОВУ n НАТУРАЛЬНЕ ЧЕРВОНУВАТО- КОРИЧНЕВЕ ЗАБАРВЛЕННЯ ЧЕРЕПКА

ТОНКА КЕРАМІКА n. ОДНОРІДНА ДРІБНА ЗЕРНИСТА БУДОВА n. БІЛИЙ АБО СЛАБКО ЗАБАРВЛЕНИЙ ЧЕРЕПОК
 n ФАЯНС, МАЙОЛІКА ТА ГОНЧАРНІ")
ВОДОПОГЛИНАННЯ n ФАРФОР ДО 5% (ХАРАКТЕРНИЙ СПЕЧЕНИЙ ЩІЛЬНИЙ ЧЕРЕПОК) n ФАЯНС, МАЙОЛІКА ТА ГОНЧАРНІ ВИРОБИ – БІЛЬШЕ 5% (ПОРИСТИЙ ЧЕРЕПОК )

n. Сировина: nосновна nдопоміжна

ОСНОВНІ МАТЕРІАЛИ ОСНОВНІ ВИКОРИСТОВУЮТЬ ДЛЯ : n. УТВОРЕННЯ ЧЕРЕПКА n. ВИГОТОВЛЕННЯ ГЛАЗУРІ n. ВИГОТОВЛЕННЯ КЕРАМІЧНИХ ФАРБ.

ДОПОМІЖНІ МАТЕРІАЛИ ДОПОМІЖНІ ВИКОРИСТОВУЮТЬ ДЛЯ: • ВИГОТОВЛЕННЯ ФОРМ, КАПСЕЛІВ, ЯКІ ЗАСТОСОВУЮТЬ ПРИ ВИПАЛІ КЕРАМІЧНИХ ВИРОБІВ.
 (плавні, охлянувачі, поливоутворювачі та керамічні фарби).")
n. Основні матеріали nпластичні nнепластичні (глини та каоліни) (плавні, охлянувачі, поливоутворювачі та керамічні фарби).

ПЛАСТИЧНІ МАТЕРІАЛИ n ТОНКО ДИСПЕРСНІ ГІРСЬКІ ПОРОДИ ОСАДКОВОГО ПОХОДЖЕННЯ n ПРИ ЗМІШУВАННІ З ВОДОЮ ЗДАТНІ ПРИЙМАТИ ПІД ВПЛИВОМ ЗОВНІШНІХ СИЛ ТУ ЧИ ІНШУ ФОРМУ n ЗДАТНІ ЗБЕРІГАТИ ФОРМУ ПІСЛЯ СУШІННЯ ТА ВИПАЛУ

ГЛИНИ ХІМІЧНИМ СКЛАДОМ МІНЕРАЛОГІЧНИМ СКЛАДОМ ВЛАСТИВОСТЯМИ
 q ОКИСЛИ")
ГЛИНА q КРЕМНЕЗЕМ 60 -70% q ГЛИНОЗЕМ (ПІДВИЩУЄ ПЛАСТИЧНІСТЬ ТА ВОГНЕТРИВКІСТЬ ГЛИНИ) q ОКИСЛИ СА ТА МG (ЗНИЖУЮТЬ ТЕМПЕРАТУРУ ВИПАЛУ, ЗАБЕЗПЕЧУЮТЬ МІЦНІСТЬ, АЛЕ ПОГІРШУЮТЬ УМОВИ ВИПАЛУ) q ДОМІШКИ (З’ЄДНАННЯ ЗАЛІЗА ТА ВУГЛЕКИСЛОГО КАЛЬЦІЮ )

КАОЛІН n МОНО МІНЕРАЛЬНА ПОРОДА n МІСТИТЬ В ОСНОВНОМУ КАОЛІНІТ І МАЛУ КІЛЬКІСТЬ ДОМІШОК n МАЄ НИЗЬКУ ПЛАСТИЧНІСТЬ

ДОМІШКИ n. ЗНИЖУЮТЬ ВОГНЕТРИВКІСТЬ n ЗБІЛЬШУЮТЬ УСАДКУ ПІД ЧАС ВИПАЛУ n ПІДВИЩУЮТЬ ПОРИСТІСТЬ

НЕПЛАСТИЧНІ n. ПЛАВНІ n. ОХЛЯНУВАЧІ n. ПОЛИВОУТВОРЮВАЧІ n. КЕРАМІЧНІ ФАРБИ

НЕПЛАСТИЧНІ МАТЕРІАЛИ - - ВИКОРИСТОВУЮТЬ ДЛЯ: РЕГУЛЮВАННЯ ТЕХНОЛОГІЧНОГО ПРОЦЕСУ РЕГУЛЮВАННЯ ТЕХНОЛОГІЧНИХ ВЛАСТИВОСТЕЙ МАСИ ОТРИМАННЯ ВИРОБІВ ІЗ ЗАДАНИМИ ВЛАСТИВОСТЯМИ

НЕПЛАСТИЧНІ МАТЕРІАЛИ üОХЛЯНУВАЧІ Ø ШАМОТ ТА ВІДХОДИ КЕРАМІЧНОГО ВИРОБНИЦТВА Ø КВАРЦОВИЙ ПІСОК Ø КРЕМІНЬ Ø ТОЩО

НЕПЛАСТИЧНІ МАТЕРІАЛИ üПЛАВНІ: ØПОЛЬОВИЙ ШПАТ Ø КРЕЙДА Ø ПЕГМАТИТ Ø ТОЩО
: ПОЛЬОВОШПАТНІ Ø БАРИТОВІ Ø ТИТАНОВІ Ø ТОЩО Ø")
НЕПЛАСТИЧНІ МАТЕРІАЛИ üГЛАЗУРІ (ПОЛИВИ): ПОЛЬОВОШПАТНІ Ø БАРИТОВІ Ø ТИТАНОВІ Ø ТОЩО Ø

НЕПЛАСТИЧНІ МАТЕРІАЛИ üКЕРАМІЧНІ ФАРБИ: ОКИСЛИ РІЗНОМАНІТНИХ МЕТАЛІВ Ø

ЗАГАЛЬНА ТЕХНОЛОГІЧНА СХЕМА ВИРОБНИЦТВА ФАРФОРОФАЯНСОВИХ ВИРОБІВ ВКЛЮЧАЄ: 1. ОБРОБКА СИРОВИНИ І ПІДГОТОВКА МАСИ 2. ФОРМУВАННЯ ВИРОБІВ 3. СУШКА ВИРОБІВ

ЗАГАЛЬНА ТЕХНОЛОГІЧНА СХЕМА ВИРОБНИЦТВА ФАРФО-ФАЯНСОВИХ ВИРОБІВ ВКЛЮЧАЄ: 4. ПОПЕРЕДНІЙ ВИПАЛ ВІДФОРМОВАНИХ ВИРОБІВ 5. ГЛАЗУРУВАННЯ 6. ЗАВЕРШАЛЬНИЙ (ПОЛИТИЙ) ВИПАЛ ВИРОБІВ

ЗАГАЛЬНА ТЕХНОЛОГІЧНА СХЕМА ВИРОБНИЦТВА ФАРФО-ФАЯНСОВИХ ВИРОБІВ ВКЛЮЧАЄ: 7. ДЕКОРУВАННЯ ВИРОБІВ 8. ВИПАЛ ДЕКОРОВАНИХ ВИРОБІВ 9. КОНТРОЛЬ ЯКОСТІ ГОТОВИХ ВИРОБІВ

1. ОБРОБКА СИРОВИНИ І ПІДГОТОВКА МАСИ Ø підготовка складових за рецептурою Ø сортування Ø подрібнення (грубе та тонке) Ø просіювання Ø електроочищення Ø дозування (зважування)

1. ОБРОБКА СИРОВИНИ І ПІДГОТОВКА МАСИ Øрозпуск у воді на шаровій мішальці Ø проціжування Ø електромагнітна сепарація Ø проціжування на віброситі

1. ОБРОБКА СИРОВИНИ І ПІДГОТОВКА МАСИ обезвожування на фільтр-пресах Ø вилежування Ø промивка Ø формування заготовки у вакуум-пресі Ø

ФОРМУВАННЯ ВИРОБІВ НА: üвисокопродуктивн их напівавтоматичних üпоточних лініях

ФОРМУВАННЯ ВИРОБІВ ПЛАСТИЧНИМ ФОРМУВАННЯМ ЛИТТЯМ ІЗ ШЛІКЕРА НАПІВСУХИМ ПРЕСУВАННЯМ

ПЛАСТИЧНЕ ФОРМУВАННЯ nвологість маси 20 -26% nвироби пласкі та порожнисті, що мають форму кола

ПЛАСТИЧНЕ ФОРМУВАННЯ

ПЛАСТИЧНЕ ФОРМУВАННЯ

ПЛАСТИЧНЕ ФОРМУВАННЯ

ЛИТТЯ ІЗ ШЛІКЕРА n вологість маси 32 -36% n вироби складних асиметричних форм ДВОМА СПОСОБАМИ НАЛИВНИМ КОМБІНОВАНИМ (ЗЛИВНИМ)

НАЛИВНИМ n ручки для чашок, чайників, кавників n кришки для чайників, кавників
")
КОМБІНОВАНИМ (ЗЛИВНИМ)
")
КОМБІНОВАНИМ (ЗЛИВНИМ)
: n МАЮТЬ ПРАВИЛЬНУ ФОРМУ,")
НАПІВСУХЕ ПРЕСУВАННЯ вологість маси 2 -3% ВИРОБИ (ТАРІЛКИ НЕЗНАЧНОЇ ТОВЩИНИ): n МАЮТЬ ПРАВИЛЬНУ ФОРМУ, ТОЧНІ РОЗМІРИ, ВЕЛИКУ ЩІЛЬНІСТЬ, ВИСОКУ МЕХАНІЧНУ МІЦНІСТЬ n ФОРМУЮТЬСЯ У МЕТАЛЕВИХ ПРЕС-ФОРМАХ ПІД ВЕЛИКИМ ТИСКОМ 25 -30 МПА ІЗ ПОДРІБНЕНОЇ ПЛАСТИЧНОЇ МАСИ У ВИГЛЯДІ ПОРОШКУ ДО ЯКОЇ ДОДАЮТЬ ПЛАСТИФІКАТОР

СУШКА ВИРОБІВ проводиться різними способами в різних сушарках: n карусельних n камерних n тунельних n конверторних

ПОПЕРЕДНІЙ ВИПАЛ n проводять з метою випалу зв'язуючих компонентів, зміцнення черепка і підвищення міцності напівфабрикату n починається при t 0 500 -6000 С n завершується при t 0 90010500 С
 за складом – це")
ГЛАЗУРУВАННЯ проводять для підвищення механічної та хімічної міцності. ГЛАЗУРІ (ПОЛИВИ) за складом – це склоутворюючі силікати розведені у воді (60%). НАНОСЯТЬ ГЛАЗУРІ: o поливом o розпилюванням o занурюванням
 ВИПАЛ v нагрівання та дегазація (1050 -10800 С) v відновлення (до 1300")
ЗАВЕРШАЛЬНИЙ (ПОЛИТИЙ) ВИПАЛ v нагрівання та дегазація (1050 -10800 С) v відновлення (до 1300 v максимальна витримка в нейтральному середовищі (1340 -13800 С)
 ВИПАЛ v охолодження до кімнатної температури ЗАГАЛЬНИЙ ТЕРМІН КОЛИВАЄТЬСЯ v для фарфору")
ЗАВЕРШАЛЬНИЙ (ПОЛИТИЙ) ВИПАЛ v охолодження до кімнатної температури ЗАГАЛЬНИЙ ТЕРМІН КОЛИВАЄТЬСЯ v для фарфору 27 -35 год v для фаянсу 18 -27 год

ДЕКОРУВАННЯ v підглазурними фарбами v надглазурними фарбами v міжглазурними фарбами

ДЕКОРУВАНН Я КЕРАМІЧНИХ ВИРОБІВ

ЗА ХАРАКТЕРОМ ПОВЕРХНІ ДЕКОРУВАННЯ РЕЛЬЄФНЕ ГЛАДКЕ

РЕЛЬЄФНЕ ДЕКОРУВАННЯ

n. РЕЛЬЄФНЕ ДЕКОРУВАННЯ

ГЛАДКЕ ДЕКОРУВАННЯ n НА СИРОМУ ЧЕРЕПКУ n ПІДГЛАЗУРНЕ n НАДГЛАЗУРНЕ

НА СИРОМУ ЧЕРЕПКУ n МАЛЮНОК ВИПРАВИТИ НЕ МОЖЛИВО n ФОРМА ТА КОНТУРИ НЕ ЧІТКІ, РОЗМИТІ

НА СИРОМУ ЧЕРЕПКУ
 АБО ХРОМОВІ (ЗЕЛЕНІ) ФАРБИ")
ПІДГЛАЗУРНЕ ДЕКОРУВАННЯ n ШИРОКО ВИКОРИСТОВУЮТЬ КОБАЛЬТОВІ (СИНІ) АБО ХРОМОВІ (ЗЕЛЕНІ) ФАРБИ

ФАРФОР n ПЕРЕВАЖНО НАДГЛАЗУРНЕ ДЕКОРУВАННЯ n РІДКО РЕЛ’ЄФНЕ ТА ПІДГЛАЗУРНЕ

ОСНОВНІ ВИДИ ДЕКОРУВАННЯ nвусики, відводки, стрічки nпечать nдеколь nштамп nкриття
 тощо")
ОСНОВНІ ВИДИ ДЕКОРУВАННЯ nживопис nтрафарет nфото на кераміці n декорування глазурями (поливами) тощо

ВУСИКИ, ВІДВОДКИ, СТРІЧКИ

ВУСИКИ, ВІДВОДКИ, СТРІЧКИ

ПЕЧАТЬ

ДЕКОЛЬ

ДЕКОЛЬ

ДЕКОЛЬ

ДЕКОЛЬ І ШТАМП

ШОВКОГРАФІЯ

СТРІЧКА ФАРБОЮ І НАПІВКРИТТЯ

СУЦІЛЬНЕ КРИТТЯ З ПРОЧИСТКОЮ ДООПРАЦЮВАННЯ МАЛЮНКУ ФАРБАМИ ТА ЗОЛОТОМ

СУЦІЛЬНЕ КРИТТЯ З ПРОЧИСТКОЮ ДООПРАЦЮВАННЯ МАЛЮНКУ ФАРБАМИ ТА ЗОЛОТОМ

ЖИВОПИС

ЖИВОПИС

ТРАФАРЕТ

ТРАФАРЕТ, ШТАМП ЗОЛОТОМ

КРАКЛЄ
 в ефірних маслах та")
ЛЮСТРИ nрозчини органічних з'єднань металів (кобальту, хрому, марганцю, заліза, урану) в ефірних маслах та органічних розчинниках.
 ОТРИМУЮТЬ СПЛАВЛЕННЯМ НІТРИТІВ ВАЖКИХ МЕТАЛІВ ІЗ КАНІФОЛЛЮ")
ЛЮСТРОВІ ГЛАЗУРІ (ПОЛИВИ) ОТРИМУЮТЬ СПЛАВЛЕННЯМ НІТРИТІВ ВАЖКИХ МЕТАЛІВ ІЗ КАНІФОЛЛЮ

ВИПАЛ ДЕКОРОВАНИХ ВИРОБІВ v підглазурними фарбами- 14000 С v надглазурними фарбами-8008200 С v міжглазурними фарбами- до 13000 С

5. ОСОБЛИВОСТІ ВИРОБНИЦТВА СИТАЛІВ.
 n КАТАЛІЗАТОРИ")
ДО СКЛАДУ СИТАЛІВ ВХОДЯТЬ: n СКЛОУТВОРЮЮЧІ ОКСИДИ (AL, SI, MG, CA, LI) n КАТАЛІЗАТОРИ (НУКЛЕАТОРИ) ЦЕ СОЛІ СВІТЛОЧУТЛИВИХ МЕТАЛІВ AU ТА AG , CU n ФТОРИСТІ І ФОСФАТНІ СПОЛУКИ n ГЛУШНИКИ

ОДЕРЖАННЯ СИТАЛІВ : n ІЗ РОЗПЛАВЛЕНОГО СКЛА ПЕВНОГО СКЛАДУ У ПРИСУТНОСТІ КАТАЛІЗАТОРІВ ( СОТІ ДОЛІ % AU ТА AG), ОТРИМУЮТЬ ВИРОБИ, ЯКІ ПІСЛЯ ОХОЛОДЖЕННЯ ЗНАХОДЯТЬСЯ У СКЛОПОДІБНОМУ СТАНІ n ПОВТОРНЕ НАГРІВАННЯ ДО ТЕМПЕРАТУРИ СКЛУВАННЯ (400 – 6000 С ВИКЛИКАЄ УТВОРЕННЯ У СКЛІ ЗАРОДКІВ КРИСТАЛІЗАЦІЇ.

ОДЕРЖАННЯ СИТАЛІВ : n НА НИХ ПРИ НАГРІВАННІ ВІДБУВАЄТЬСЯ ВИДІЛЕННЯ СКЛА В КРИСТАЛІЧНОМУ СТАНІ n СТУПІНЬ КРИСТАЛІЗАЦІЇ В СИТАЛАХ ДОХОДИТЬ ДО 95% n РОЗМІР КРИСТАЛІВ НЕ ПЕРЕВИЩУЄ 1 -2 МКМ.
!!ВИРОБН НЕМЕТ МАТ 2013_5.ppt