

Ровничная машина.ppt
- Количество слайдов: 35
 НАЗНАЧЕНИЕ ЭТАПА ПРЕДПРЯДЕНИЯ ЦЕЛЬ ЭТАПА ПРЕДПРЯДЕНИЯ – ПОЛУЧЕНИЕ ИЗ ЛЕНТЫ БОЛЕЕ ТОНКОГО ПРОДУКТА – РОВНИЦЫ. СУЩНОСТЬ ПРОЦЕССОВ, ОСУЩЕСТВЛЯЕМЫХ НА ЭТАПЕ ПРЕДПРЯДЕНИЯ, ЗАКЛЮЧАЕТСЯ В ТОМ, ЧТО ЛЕНТА УТОНЯЕТСЯ ДО ТРЕБУЕМОЙ ЛИНЕЙНОЙ ПЛОТНОСТИ, А ЗАТЕМ ТОНКАЯ И СЛАБАЯ МЫЧКА УПРОЧНЯЕТСЯ С ПОМОЩЬЮ КРУТКИ И НАМАТЫВАЕТСЯ В ПАКОВКИ, УДОБНЫЕ ДЛЯ ТРАНСПОРТИРОВКИ.
НАЗНАЧЕНИЕ ЭТАПА ПРЕДПРЯДЕНИЯ ЦЕЛЬ ЭТАПА ПРЕДПРЯДЕНИЯ – ПОЛУЧЕНИЕ ИЗ ЛЕНТЫ БОЛЕЕ ТОНКОГО ПРОДУКТА – РОВНИЦЫ. СУЩНОСТЬ ПРОЦЕССОВ, ОСУЩЕСТВЛЯЕМЫХ НА ЭТАПЕ ПРЕДПРЯДЕНИЯ, ЗАКЛЮЧАЕТСЯ В ТОМ, ЧТО ЛЕНТА УТОНЯЕТСЯ ДО ТРЕБУЕМОЙ ЛИНЕЙНОЙ ПЛОТНОСТИ, А ЗАТЕМ ТОНКАЯ И СЛАБАЯ МЫЧКА УПРОЧНЯЕТСЯ С ПОМОЩЬЮ КРУТКИ И НАМАТЫВАЕТСЯ В ПАКОВКИ, УДОБНЫЕ ДЛЯ ТРАНСПОРТИРОВКИ.
 РОВНИЧНЫЕ МАШИНЫ ПРОЦЕССЫ, ОСУЩЕСТВЛЯЕМЫЕ НА РОВНИЧНОЙ МАШИНЕ: 1. ВЫТЯГИВАНИЕ – С ЦЕЛЬЮ УТОНЕНИЯ ПРОДУКТА; 2. КРУЧЕНИЕ – С ЦЕЛЬЮ УПРОЧНЕНИЯ ПРОДУКТА; 3. НАМАТЫВАНИЕ – С ЦЕЛЬЮ ФОРМИРОВАНИЯ ВЫХОДНОЙ ПАКОВКИ (КАТУШКИ С РОВНИЦЕЙ). В ЗАВИСИМОСТИ ОТ ЛИНЕЙНОЙ ПЛОТНОСТИ ВЫРАБАТЫВАЕМОЙ РОВНИЦЫ МАШИНЫ ИЗГОТАВЛИВАЮТ С РАЗЛИЧНЫМ РАССТОЯНИЕМ МЕЖДУ ВЕРЕТЕНАМИ, КОТОРОЕ УКАЗЫВАЕТСЯ В МАРКЕ МАШИНЫ: Р – 168 – 3, Р – 192 – 5, Р – 260 – 5
РОВНИЧНЫЕ МАШИНЫ ПРОЦЕССЫ, ОСУЩЕСТВЛЯЕМЫЕ НА РОВНИЧНОЙ МАШИНЕ: 1. ВЫТЯГИВАНИЕ – С ЦЕЛЬЮ УТОНЕНИЯ ПРОДУКТА; 2. КРУЧЕНИЕ – С ЦЕЛЬЮ УПРОЧНЕНИЯ ПРОДУКТА; 3. НАМАТЫВАНИЕ – С ЦЕЛЬЮ ФОРМИРОВАНИЯ ВЫХОДНОЙ ПАКОВКИ (КАТУШКИ С РОВНИЦЕЙ). В ЗАВИСИМОСТИ ОТ ЛИНЕЙНОЙ ПЛОТНОСТИ ВЫРАБАТЫВАЕМОЙ РОВНИЦЫ МАШИНЫ ИЗГОТАВЛИВАЮТ С РАЗЛИЧНЫМ РАССТОЯНИЕМ МЕЖДУ ВЕРЕТЕНАМИ, КОТОРОЕ УКАЗЫВАЕТСЯ В МАРКЕ МАШИНЫ: Р – 168 – 3, Р – 192 – 5, Р – 260 – 5
") РОВНИЧНАЯ МАШИНА (ВИД СЗАДИ)
РОВНИЧНАЯ МАШИНА (ВИД СЗАДИ)
 РАБОЧАЯ ЗОНА РОВНИЧНОЙ МАШИНЫ
РАБОЧАЯ ЗОНА РОВНИЧНОЙ МАШИНЫ
 ТЕХНОЛОГИЧЕСКАЯ СХЕМА РОВНИЧНОЙ МАШИНЫ
ТЕХНОЛОГИЧЕСКАЯ СХЕМА РОВНИЧНОЙ МАШИНЫ
 ПРОЦЕСС ВЫТЯГИВАНИЯ ТИПЫ ВЫТЯЖНЫХ ПРИБОРОВ: 1. ЧЕТЫРЕХЦИЛИНДРОВЫЕ ДВУХЗОННЫЕ 2. ТРЕХЦИЛИНДРОВЫЕ ДВУХРЕМЕШКОВЫЕ 3. ЧЕТЫРЕХЦИЛИНДРОВЫЕ ДВУХРЕМЕШКОВЫЕ
ПРОЦЕСС ВЫТЯГИВАНИЯ ТИПЫ ВЫТЯЖНЫХ ПРИБОРОВ: 1. ЧЕТЫРЕХЦИЛИНДРОВЫЕ ДВУХЗОННЫЕ 2. ТРЕХЦИЛИНДРОВЫЕ ДВУХРЕМЕШКОВЫЕ 3. ЧЕТЫРЕХЦИЛИНДРОВЫЕ ДВУХРЕМЕШКОВЫЕ
 ЧЕТЫРЕХЦИЛИНДРОВЫЙ ДВУХЗОННЫЙ ВЫТЯЖНОЙ ПРИБОР
ЧЕТЫРЕХЦИЛИНДРОВЫЙ ДВУХЗОННЫЙ ВЫТЯЖНОЙ ПРИБОР
 ТРЕХЦИЛИНДРОВЫЙ ДВУХРЕМЕШКОВЫЙ ВЫТЯЖНОЙ ПРИБОР
ТРЕХЦИЛИНДРОВЫЙ ДВУХРЕМЕШКОВЫЙ ВЫТЯЖНОЙ ПРИБОР
 ВЫТЯЖКА Е = U = Тл / Тр Е = Vв / Vп ГДЕ: Е – ВЫТЯЖКА; U – УТОНЕНИЕ; Тл – ЛИНЕЙНАЯ ПЛОТНОСТЬ ЛЕНТЫ, ТЕКС; Тр – ЛИНЕЙНАЯ ПЛОТНОСТЬ РОВНИЦЫ, ТЕКС; Vв – СКОРОСТЬ ВЫПУСКА РОВНИЦЫ, М/МИН; Vп – СКОРОСТЬ ПИТАНИЯ, М/МИН; Е = Е 1 · Е 2 Е 1 < Е 2 Е = 3 ÷ 20 ИЛИ Е = Е 1 · Е 2 · Е 3 Е 1 < Е 2 < Е 3 НАЛИЧИЕ РЕМЕШКОВ В ОСНОВНОЙ ЗОНЕ ВЫТЯГИВАНИЯ УЛУЧШАЕТ КОНТРОЛЬ ЗА ДВИЖЕНИЕМ ВОЛОКОН.
ВЫТЯЖКА Е = U = Тл / Тр Е = Vв / Vп ГДЕ: Е – ВЫТЯЖКА; U – УТОНЕНИЕ; Тл – ЛИНЕЙНАЯ ПЛОТНОСТЬ ЛЕНТЫ, ТЕКС; Тр – ЛИНЕЙНАЯ ПЛОТНОСТЬ РОВНИЦЫ, ТЕКС; Vв – СКОРОСТЬ ВЫПУСКА РОВНИЦЫ, М/МИН; Vп – СКОРОСТЬ ПИТАНИЯ, М/МИН; Е = Е 1 · Е 2 Е 1 < Е 2 Е = 3 ÷ 20 ИЛИ Е = Е 1 · Е 2 · Е 3 Е 1 < Е 2 < Е 3 НАЛИЧИЕ РЕМЕШКОВ В ОСНОВНОЙ ЗОНЕ ВЫТЯГИВАНИЯ УЛУЧШАЕТ КОНТРОЛЬ ЗА ДВИЖЕНИЕМ ВОЛОКОН.
 ПРОЦЕСС КРУЧЕНИЯ ЦЕЛЬ КРУЧЕНИЯ – ОБРАЗОВАНИЕ ИЗ СРАВНИТЕЛЬНО КОРОТКИХ ВОЛОКОН НЕПРЕРЫВНОГО ПРОДУКТА, ОБЛАДАЮЩЕГО ОКРУГЛОЙ ФОРМОЙ ПОПЕРЕЧНОГО СЕЧЕНИЯ И СООТВЕТСТВУЮЩЕЙ ПРОЧНОСТЬЮ, РАСТЯЖИМОСТЬЮ И УПРУГОСТЬЮ. СУЩНОСТЬ КРУЧЕНИЯ ЗАКЛЮЧАЕТСЯ В ТОМ, ЧТО КАЖДОЕ ПОПЕРЕЧНОЕ СЕЧЕНИЕ ПРОДУКТА ПОВОРАЧИВАЕТСЯ ОТНОСИТЕЛЬНО ПРЕДЫДУЩЕГО НА НЕКОТОРЫЙ УГОЛ; ВОЛОКНА РАСПОЛОГАЮТСЯ ПО ВИНТОВОЙ ЛИНИИ, РАСТЯГИВАЮТСЯ И ДАВЯТ ДРУГ НА ДРУГА, СИЛЫ ТРЕНИЯ МЕЖДУ ВОЛОКНАМИ ВОЗРАСТАЮТ И ПРОЧНОСТЬ ПРОДУКТА ПОВЫШАЕТСЯ.
ПРОЦЕСС КРУЧЕНИЯ ЦЕЛЬ КРУЧЕНИЯ – ОБРАЗОВАНИЕ ИЗ СРАВНИТЕЛЬНО КОРОТКИХ ВОЛОКОН НЕПРЕРЫВНОГО ПРОДУКТА, ОБЛАДАЮЩЕГО ОКРУГЛОЙ ФОРМОЙ ПОПЕРЕЧНОГО СЕЧЕНИЯ И СООТВЕТСТВУЮЩЕЙ ПРОЧНОСТЬЮ, РАСТЯЖИМОСТЬЮ И УПРУГОСТЬЮ. СУЩНОСТЬ КРУЧЕНИЯ ЗАКЛЮЧАЕТСЯ В ТОМ, ЧТО КАЖДОЕ ПОПЕРЕЧНОЕ СЕЧЕНИЕ ПРОДУКТА ПОВОРАЧИВАЕТСЯ ОТНОСИТЕЛЬНО ПРЕДЫДУЩЕГО НА НЕКОТОРЫЙ УГОЛ; ВОЛОКНА РАСПОЛОГАЮТСЯ ПО ВИНТОВОЙ ЛИНИИ, РАСТЯГИВАЮТСЯ И ДАВЯТ ДРУГ НА ДРУГА, СИЛЫ ТРЕНИЯ МЕЖДУ ВОЛОКНАМИ ВОЗРАСТАЮТ И ПРОЧНОСТЬ ПРОДУКТА ПОВЫШАЕТСЯ.
 НАПРАВЛЕНИЕ КРУТКИ: Z – ПРАВАЯ; S – ЛЕВАЯ.
НАПРАВЛЕНИЕ КРУТКИ: Z – ПРАВАЯ; S – ЛЕВАЯ.
 – ЭТО ЧИСЛО КРУЧЕНИЙ НА ЕДИНИЦУ ДЛИНЫ") ИНТЕНСИВНОСТЬ КРУЧЕНИЯ 1. АБСОЛЮТНАЯ МЕРА: КРУТКА (К) – ЭТО ЧИСЛО КРУЧЕНИЙ НА ЕДИНИЦУ ДЛИНЫ ПРОДУКТА (КР/М); 2. ОТНОСИТЕЛЬНАЯ МЕРА: КОЭФФИЦИЕНТ КРУТКИ (α) – ХАРАКТЕРИЗУЕТ СТЕПЕНЬ УПРОЧНЕНИЯ СКРУЧИВАЕМОГО ПРОДУКТА. α ~ tg β ГДЕ: β – УГОЛ КРУЧЕНИЯ. ДЛЯ ПРОДУКТОВ РАЗНОЙ ЛИНЕЙНОЙ ПЛОТНОСТИ ПРИ ОДИНАКОВОМ ЧИСЛЕ КРУЧЕНИЙ УГОЛ КРУЧЕНИЯ БУДЕТ РАЗНЫМ И СТЕПЕНЬ УПРОЧНЕНИЯ ПРОДУКТОВ БУДЕТ РАЗНОЙ.
ИНТЕНСИВНОСТЬ КРУЧЕНИЯ 1. АБСОЛЮТНАЯ МЕРА: КРУТКА (К) – ЭТО ЧИСЛО КРУЧЕНИЙ НА ЕДИНИЦУ ДЛИНЫ ПРОДУКТА (КР/М); 2. ОТНОСИТЕЛЬНАЯ МЕРА: КОЭФФИЦИЕНТ КРУТКИ (α) – ХАРАКТЕРИЗУЕТ СТЕПЕНЬ УПРОЧНЕНИЯ СКРУЧИВАЕМОГО ПРОДУКТА. α ~ tg β ГДЕ: β – УГОЛ КРУЧЕНИЯ. ДЛЯ ПРОДУКТОВ РАЗНОЙ ЛИНЕЙНОЙ ПЛОТНОСТИ ПРИ ОДИНАКОВОМ ЧИСЛЕ КРУЧЕНИЙ УГОЛ КРУЧЕНИЯ БУДЕТ РАЗНЫМ И СТЕПЕНЬ УПРОЧНЕНИЯ ПРОДУКТОВ БУДЕТ РАЗНОЙ.
 d 1 < d 2, Т 1 < Т 2, К 1 = К 2 = 1 β 1 < β 2, α 1 < α 2, Р 1 < Р 2 ЧЕМ МЕНЬШЕ ДИАМЕТР ПРОДУКТА, ТЕМ БОЛЬШУЮ КРУТКУ НЕОБХОДИМО ЕМУ СООБЩАТЬ, ЧТОБЫ ПОЛУЧИТЬ ОДИНАКОВУЮ СТЕПЕНЬ УПРОЧНЕНИЯ.
d 1 < d 2, Т 1 < Т 2, К 1 = К 2 = 1 β 1 < β 2, α 1 < α 2, Р 1 < Р 2 ЧЕМ МЕНЬШЕ ДИАМЕТР ПРОДУКТА, ТЕМ БОЛЬШУЮ КРУТКУ НЕОБХОДИМО ЕМУ СООБЩАТЬ, ЧТОБЫ ПОЛУЧИТЬ ОДИНАКОВУЮ СТЕПЕНЬ УПРОЧНЕНИЯ.
 ТЕХНОЛОГИЧЕСКАЯ ФОРМУЛА: ГДЕ: К – КРУТКА, КР/М; Т – ЛИНЕЙНАЯ ПЛОТНОСТЬ ПРОДУКТА, ТЕКС; αт – ТАБЛИЧНЫЙ КОЭФФИЦИЕНТ КРУТКИ α =100 • αт КОЭФФИЦИЕНТ КРУТКИ αТ ЗАВИСИТ ОТ: - ДЛИНЫ ВОЛОКОН, - ЛИНЕЙНОЙ ПЛОТНОСТИ ПРОДУКТА, - СИСТЕМЫ И СПОСОБА ПРЯДЕНИЯ. ЧЕМ МЕНЬШЕ ДЛИНА ВОЛОКОН И ЛИНЕЙНАЯ ПЛОТНОСТЬ ПРОДУКТА, ТЕМ КОЭФФИЦИЕНТ КРУТКИ БОЛЬШЕ.
ТЕХНОЛОГИЧЕСКАЯ ФОРМУЛА: ГДЕ: К – КРУТКА, КР/М; Т – ЛИНЕЙНАЯ ПЛОТНОСТЬ ПРОДУКТА, ТЕКС; αт – ТАБЛИЧНЫЙ КОЭФФИЦИЕНТ КРУТКИ α =100 • αт КОЭФФИЦИЕНТ КРУТКИ αТ ЗАВИСИТ ОТ: - ДЛИНЫ ВОЛОКОН, - ЛИНЕЙНОЙ ПЛОТНОСТИ ПРОДУКТА, - СИСТЕМЫ И СПОСОБА ПРЯДЕНИЯ. ЧЕМ МЕНЬШЕ ДЛИНА ВОЛОКОН И ЛИНЕЙНАЯ ПЛОТНОСТЬ ПРОДУКТА, ТЕМ КОЭФФИЦИЕНТ КРУТКИ БОЛЬШЕ.
 КРУЧЕНИЕ РОВНИЦЫ НА РОВНИЧНОЙ МАШИНЕ ПРИМЕНЯЕТСЯ ОДНОЗОННЫЙ СПОСОБ КРУЧЕНИЯ, СОВМЕЩЕННЫЙ С НАМАТЫВАНИЕМ КРУТИЛЬНО- НАМАТЫВАЮЩИЕ ОРГАНЫ: ВЕРЕТЕНО С РОГУЛЬКОЙ
КРУЧЕНИЕ РОВНИЦЫ НА РОВНИЧНОЙ МАШИНЕ ПРИМЕНЯЕТСЯ ОДНОЗОННЫЙ СПОСОБ КРУЧЕНИЯ, СОВМЕЩЕННЫЙ С НАМАТЫВАНИЕМ КРУТИЛЬНО- НАМАТЫВАЮЩИЕ ОРГАНЫ: ВЕРЕТЕНО С РОГУЛЬКОЙ
 ЗАПРАВКА РОВНИЦЫ В РОГУЛЬКИ
ЗАПРАВКА РОВНИЦЫ В РОГУЛЬКИ
 СУЩНОСТЬ КРУЧЕНИЯ РОВНИЦЫ: ЗА ОДИН ОБОРОТ ВЕРЕТЕНА С РОГУЛЬКОЙ РОВНИЦА ПОЛУЧАЕТ ОДНО КРУЧЕНИЕ КРУТКА НА МАШИНЕ: К = nв / Vв где: К – крутка ровницы, кр/м; nв – частота вращения веретена, мин ; ¹־ Vв – скорость выпуска ровницы, м/мин. КРУТКА РОВНИЦЫ СОСТАВЛЯЕТ К = 50÷ 80 КР/М
СУЩНОСТЬ КРУЧЕНИЯ РОВНИЦЫ: ЗА ОДИН ОБОРОТ ВЕРЕТЕНА С РОГУЛЬКОЙ РОВНИЦА ПОЛУЧАЕТ ОДНО КРУЧЕНИЕ КРУТКА НА МАШИНЕ: К = nв / Vв где: К – крутка ровницы, кр/м; nв – частота вращения веретена, мин ; ¹־ Vв – скорость выпуска ровницы, м/мин. КРУТКА РОВНИЦЫ СОСТАВЛЯЕТ К = 50÷ 80 КР/М
 ПРОЦЕСС НАМАТЫВАНИЯ ЦЕЛЬ НАМАТЫВАНИЯ – ПОЛУЧЕНИЕ ПЛОТНОЙ, КОМПАКТНОЙ ПАКОВКИ БОЛЬШОЙ ЕМКОСТИ, УДОБНОЙ ДЛЯ ТРАНСПОРТИРОВКИ, ХРАНЕНИЯ, ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ И СМАТЫВАНИЯ ПРОДУКТА БЕЗ УХУДШЕНИЯ ЕГО КАЧЕСТВА. СУЩНОСТЬ НАМАТЫВАНИЯ – ЗАКЛЮЧАЕТСЯ В УКЛАДКЕ ПРОДУКТА НА ПОВЕРХНОСТЬ ВРАЩЕНИЯ ПО ОПРЕДЕЛЕННОЙ ЗАКОНОМЕРНОСТИ.
ПРОЦЕСС НАМАТЫВАНИЯ ЦЕЛЬ НАМАТЫВАНИЯ – ПОЛУЧЕНИЕ ПЛОТНОЙ, КОМПАКТНОЙ ПАКОВКИ БОЛЬШОЙ ЕМКОСТИ, УДОБНОЙ ДЛЯ ТРАНСПОРТИРОВКИ, ХРАНЕНИЯ, ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ И СМАТЫВАНИЯ ПРОДУКТА БЕЗ УХУДШЕНИЯ ЕГО КАЧЕСТВА. СУЩНОСТЬ НАМАТЫВАНИЯ – ЗАКЛЮЧАЕТСЯ В УКЛАДКЕ ПРОДУКТА НА ПОВЕРХНОСТЬ ВРАЩЕНИЯ ПО ОПРЕДЕЛЕННОЙ ЗАКОНОМЕРНОСТИ.
 КАТУШКА C РОВНИЦЕЙ
КАТУШКА C РОВНИЦЕЙ
 НАМАТЫВАНИЕ НА РОВНИЧНОЙ МАШИНЕ
НАМАТЫВАНИЕ НА РОВНИЧНОЙ МАШИНЕ
 СУЩНОСТЬ НАМАТЫВАНИЯ РОВНИЦЫ: НАМАТЫВАНИЕ РОВНИЦЫ НА КАТУШКУ ПРОИСХОДИТ ВСЛЕДСТВИЕ РАЗЛИЧИЯ ЧАСТОТ ВРАЩЕНИЯ КАТУШКИ И ВЕРЕТЕНА nк > n в КОЛИЧЕСТВО ВИТКОВ РОВНИЦЫ, НАМАТЫВАЕМОЙ ЗА ЕДИНИЦУ ВРЕМЕНИ (ЗА 1 МИН. ): nн = nк – nв РАСКЛАДЫВАНИЕ ВИТКОВ РОВНИЦЫ ПО ВЫСОТЕ КАТУШКИ ПРОИСХОДИТ В РЕЗУЛЬТАТЕ ДВИЖЕНИЯ КАТУШЕК ВВЕРХ И ВНИЗ ВМЕСТЕ С ПОДВИЖНОЙ ВЕРХНЕЙ КАРЕТКОЙ.
СУЩНОСТЬ НАМАТЫВАНИЯ РОВНИЦЫ: НАМАТЫВАНИЕ РОВНИЦЫ НА КАТУШКУ ПРОИСХОДИТ ВСЛЕДСТВИЕ РАЗЛИЧИЯ ЧАСТОТ ВРАЩЕНИЯ КАТУШКИ И ВЕРЕТЕНА nк > n в КОЛИЧЕСТВО ВИТКОВ РОВНИЦЫ, НАМАТЫВАЕМОЙ ЗА ЕДИНИЦУ ВРЕМЕНИ (ЗА 1 МИН. ): nн = nк – nв РАСКЛАДЫВАНИЕ ВИТКОВ РОВНИЦЫ ПО ВЫСОТЕ КАТУШКИ ПРОИСХОДИТ В РЕЗУЛЬТАТЕ ДВИЖЕНИЯ КАТУШЕК ВВЕРХ И ВНИЗ ВМЕСТЕ С ПОДВИЖНОЙ ВЕРХНЕЙ КАРЕТКОЙ.
 СТРОЕНИЕ РОВНИЧНОЙ КАТУШКИ dо, dк – ДИАМЕТР ПУСТОЙ И Но, Нк h δ ПОЛНОЙ КАТУШКИ; – ВЫСОТА СЛОЯ НАМОТКИ В НАЧАЛЕ И В КОНЦЕ ФОРМИРОВАНИЯ ПАКОВКИ; – ШАГ НАМОТКИ; – ТОЛЩИНА НАМАТЫВАЕМОГО СЛОЯ.
СТРОЕНИЕ РОВНИЧНОЙ КАТУШКИ dо, dк – ДИАМЕТР ПУСТОЙ И Но, Нк h δ ПОЛНОЙ КАТУШКИ; – ВЫСОТА СЛОЯ НАМОТКИ В НАЧАЛЕ И В КОНЦЕ ФОРМИРОВАНИЯ ПАКОВКИ; – ШАГ НАМОТКИ; – ТОЛЩИНА НАМАТЫВАЕМОГО СЛОЯ.
 УСЛОВИЯ НАМАТЫВАНИЯ РОВНИЦЫ 1. ИЗМЕНЕНИЕ ЧАСТОТЫ ВРАЩЕНИЯ КАТУШКИ ДЛИНА РОВНИЦЫ, НАМАТЫВАЕМАЯ НА КАТУШКУ ЗА ЕДИНИЦУ ВРЕМЕНИ РАВНА ДЛИНЕ МЫЧКИ, ВЫХОДЯЩЕЙ ИЗ ВЫТЯЖНОГО ПРИБОРА ЗА ТО ЖЕ ВРЕМЯ: Lр = Lм
УСЛОВИЯ НАМАТЫВАНИЯ РОВНИЦЫ 1. ИЗМЕНЕНИЕ ЧАСТОТЫ ВРАЩЕНИЯ КАТУШКИ ДЛИНА РОВНИЦЫ, НАМАТЫВАЕМАЯ НА КАТУШКУ ЗА ЕДИНИЦУ ВРЕМЕНИ РАВНА ДЛИНЕ МЫЧКИ, ВЫХОДЯЩЕЙ ИЗ ВЫТЯЖНОГО ПРИБОРА ЗА ТО ЖЕ ВРЕМЯ: Lр = Lм
 ГРАФИК ЧАСТОТЫ ВРАЩЕНИЯ КАТУШЕК ПРИ УВЕЛИЧЕНИИ ДИАМЕТРА НАМОТКИ dн ЧАСТОТА ВРАЩЕНИЯ КАТУШКИ nк ДОЛЖНА УМЕНЬШАТЬСЯ ПО ГИПЕРБОЛИЧЕСКОМУ ЗАКОНУ, ПРИБЛИЖАЯСЬ К ЧАСТОТЕ ВРАЩЕНИЯ ВЕРЕТЕНА nв.
ГРАФИК ЧАСТОТЫ ВРАЩЕНИЯ КАТУШЕК ПРИ УВЕЛИЧЕНИИ ДИАМЕТРА НАМОТКИ dн ЧАСТОТА ВРАЩЕНИЯ КАТУШКИ nк ДОЛЖНА УМЕНЬШАТЬСЯ ПО ГИПЕРБОЛИЧЕСКОМУ ЗАКОНУ, ПРИБЛИЖАЯСЬ К ЧАСТОТЕ ВРАЩЕНИЯ ВЕРЕТЕНА nв.
 2. ИЗМЕНЕНИЕ СКОРОСТИ ДВИЖЕНИЯ ВЕРХНЕЙ КАРЕТКИ ГРАФИК СКОРОСТИ ВЕРХНЕЙ КАРЕТКИ ПРИ УВЕЛИЧЕНИИ ДИАМЕТРА НАМОТКИ dн СКОРОСТЬ ВЕРХНЕЙ КАРЕТКИ Vкар ДОЛЖНА УМЕНЬШАТЬСЯ ПО ГИПЕРБОЛИЧЕСКОМУ ЗАКОНУ.
2. ИЗМЕНЕНИЕ СКОРОСТИ ДВИЖЕНИЯ ВЕРХНЕЙ КАРЕТКИ ГРАФИК СКОРОСТИ ВЕРХНЕЙ КАРЕТКИ ПРИ УВЕЛИЧЕНИИ ДИАМЕТРА НАМОТКИ dн СКОРОСТЬ ВЕРХНЕЙ КАРЕТКИ Vкар ДОЛЖНА УМЕНЬШАТЬСЯ ПО ГИПЕРБОЛИЧЕСКОМУ ЗАКОНУ.
 3. ВЕРХНЯЯ КАРЕТКА ДОЛЖНА ИМЕТЬ ВОЗВРАТНОПОСТУПАТЕЛЬНОЕ ДВИЖЕНИЕ 4. РАЗМАХ ВЕРХНЕЙ КАРЕТКИ ДОЛЖЕН УМЕНЬШАТЬСЯ ПРИ НАМАТЫВАНИИ КАЖДОГО НОВОГО СЛОЯ ГРАФИК СКОРОСТИ ВЕРХНЕЙ КАРЕТКИ
3. ВЕРХНЯЯ КАРЕТКА ДОЛЖНА ИМЕТЬ ВОЗВРАТНОПОСТУПАТЕЛЬНОЕ ДВИЖЕНИЕ 4. РАЗМАХ ВЕРХНЕЙ КАРЕТКИ ДОЛЖЕН УМЕНЬШАТЬСЯ ПРИ НАМАТЫВАНИИ КАЖДОГО НОВОГО СЛОЯ ГРАФИК СКОРОСТИ ВЕРХНЕЙ КАРЕТКИ
 ПРОИЗВОДИТЕЛЬНОСТЬ РОВНИЧНОЙ МАШИНЫ, КГ/Ч ГДЕ: Р - ФАКТИЧЕСКАЯ ПРОИЗВОДИТЕЛЬНОСТЬ, КГ/Ч; Vв - СКОРОСТЬ ВЫПУСКА, М / МИН; Tр - ЛИНЕЙНАЯ ПЛОТНОСТЬ РОВНИЦЫ, ТЕКС; N - КОЛИЧЕСТВО ВЫПУСКОВ НА МАШИНЕ; nв - ЧАСТОТА ВРАЩЕНИЯ ВЕРЕТЕН, МИН ; ¹־ К – КРУТКА РОВНИЦЫ, КР/М; Кпв – КОЭФФИЦИЕНТ ПОЛЕЗНОГО ВРЕМЕНИ.
ПРОИЗВОДИТЕЛЬНОСТЬ РОВНИЧНОЙ МАШИНЫ, КГ/Ч ГДЕ: Р - ФАКТИЧЕСКАЯ ПРОИЗВОДИТЕЛЬНОСТЬ, КГ/Ч; Vв - СКОРОСТЬ ВЫПУСКА, М / МИН; Tр - ЛИНЕЙНАЯ ПЛОТНОСТЬ РОВНИЦЫ, ТЕКС; N - КОЛИЧЕСТВО ВЫПУСКОВ НА МАШИНЕ; nв - ЧАСТОТА ВРАЩЕНИЯ ВЕРЕТЕН, МИН ; ¹־ К – КРУТКА РОВНИЦЫ, КР/М; Кпв – КОЭФФИЦИЕНТ ПОЛЕЗНОГО ВРЕМЕНИ.
 ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА РОВНИЧНЫХ МАШИН Элементы характеристики Р-168 -3 Р-192 -5 Р-260 -5 Р-192 -3 Линейная плотность ровницы, текс 100 -1430 182 -1430 250 -1430 Длина перерабатываемого волокна, мм 28/29 -41/42 27/28 -40/42 168 192 260 192 78 -156 48 -132 40 -92 48 -132 600 -1100 700 -1300 700 -1200 600 -1000 Крутка, кр/м 18 -120 20 -70 Диаметр веретена, мм 16, 19 19, 25 Диаметр пустой катушки, мм 41 41 Диаметр полной катушки, мм 105, 115, 130, 140, 160 140, 122 Подъем каретки, мм 200, 225, 250, 300 250 Тип вытяжного прибора четырехцилин дровый четырехцилиндров ый или трехцилиндровый двухремешковый четырехцилиндро вый или трехцилиндровый двухремешковый Разводка между цилиндрами (по ходу продукта), мм: четырехцилиндровый трехцилиндровый двухремешковый 35 -55, 32 -50 - 35 -55, 50, 32 -50 47 -50, 50 Нагрузка на нажимные валики (по ходу продукта), мм: четырехцилиндровый трехцилиндровый двухремешковый 90, 100, 110 - 100, 100, 110 140, 120, 165 100, 110 140, 120, 165 500 350 -400 500 400 -500 500 -600 400 -500 254 -305 350 -400 Расстояние между веретенами, мм Число веретен на машине Частота вращения веретен, мин-1 Диаметр тазов, мм: для кардных сортировок
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА РОВНИЧНЫХ МАШИН Элементы характеристики Р-168 -3 Р-192 -5 Р-260 -5 Р-192 -3 Линейная плотность ровницы, текс 100 -1430 182 -1430 250 -1430 Длина перерабатываемого волокна, мм 28/29 -41/42 27/28 -40/42 168 192 260 192 78 -156 48 -132 40 -92 48 -132 600 -1100 700 -1300 700 -1200 600 -1000 Крутка, кр/м 18 -120 20 -70 Диаметр веретена, мм 16, 19 19, 25 Диаметр пустой катушки, мм 41 41 Диаметр полной катушки, мм 105, 115, 130, 140, 160 140, 122 Подъем каретки, мм 200, 225, 250, 300 250 Тип вытяжного прибора четырехцилин дровый четырехцилиндров ый или трехцилиндровый двухремешковый четырехцилиндро вый или трехцилиндровый двухремешковый Разводка между цилиндрами (по ходу продукта), мм: четырехцилиндровый трехцилиндровый двухремешковый 35 -55, 32 -50 - 35 -55, 50, 32 -50 47 -50, 50 Нагрузка на нажимные валики (по ходу продукта), мм: четырехцилиндровый трехцилиндровый двухремешковый 90, 100, 110 - 100, 100, 110 140, 120, 165 100, 110 140, 120, 165 500 350 -400 500 400 -500 500 -600 400 -500 254 -305 350 -400 Расстояние между веретенами, мм Число веретен на машине Частота вращения веретен, мин-1 Диаметр тазов, мм: для кардных сортировок
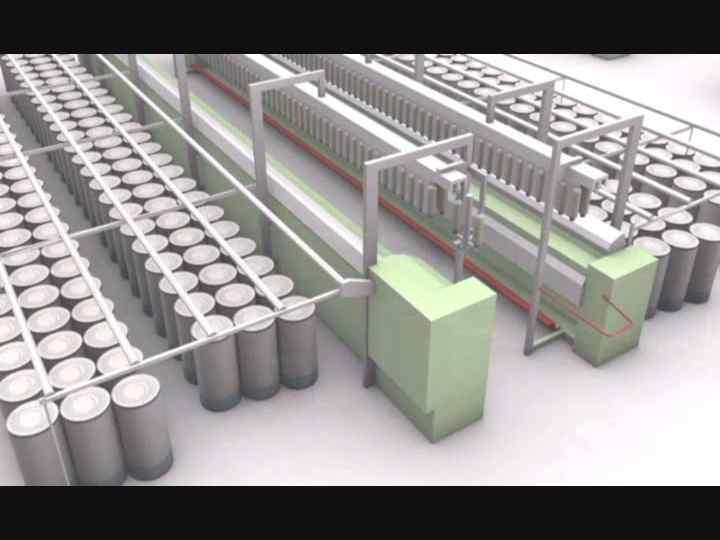
 РАБОТА РОВНИЧНОЙ МАШИНЫ
РАБОТА РОВНИЧНОЙ МАШИНЫ
 ТЕХНОЛОГИЧЕСКАЯ СХЕМА РОВНИЧНОЙ МАШИНЫ С ПОДВЕСНЫМИ РОГУЛЬКАМИ 3 4 1 2 8 5 n. Р n. К VКАР 6 7
ТЕХНОЛОГИЧЕСКАЯ СХЕМА РОВНИЧНОЙ МАШИНЫ С ПОДВЕСНЫМИ РОГУЛЬКАМИ 3 4 1 2 8 5 n. Р n. К VКАР 6 7
 РОВНИЧНАЯ МАШИНА С ПОДВЕСНЫМИ РОГУЛЬКАМИ
РОВНИЧНАЯ МАШИНА С ПОДВЕСНЫМИ РОГУЛЬКАМИ
 ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ЗАРУБЕЖНЫХ РОВНИЧНЫХ МАШИН Фирма Марка машины Zinser 688 Marzoli RO-WE-MAT 670 Используемое сырье 48, 60, 72. 84, 96, 108, 120, 144 60 от 36 до 120 через 12 и больше под заказ 1500 1800 1500 200 - 2222 170 – 1450 10 - 100 17 – 96 3 -цилиндровый 2 -ремешковый (стандарт) или 4 -цилиндровый 2 -ремешковый 3 -цилиндровый 2 ремешковый Крутка ровницы, кр. /м Вытяжка в вытяжном приборе (в зависимости от исполнения) 3, 0… 15, 8 1918+130 m* ширина высота Автоматическая смена катушек * m – число веретен на машине ** с автосъемником от 36 до 144 через 12 400 х 150 мм (16”х6”) или 400 х 175 мм (16”х7”) Линейная плотность ровницы, текс Габаритные размеры, мм: длина F 33 260 Размер катушки Тип вытяжного прибора F 11 63 Расстояние между выпусками каждого ряда, мм Максимальная частота -1 вращения рогулек, мин FT 1 -D Хлопковое, химические волокна и смеси Максимальная длина волокна, мм Количество веретен FT 1 Rieter 4, 0… 20 2535+130 m* нет есть 2705+130 m* 2060+130 m * 4185+130 m* 1410 2450 1400 2550 2160+130 m * 1833** 3590** 1180 2450 1193 3590 нет есть
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ЗАРУБЕЖНЫХ РОВНИЧНЫХ МАШИН Фирма Марка машины Zinser 688 Marzoli RO-WE-MAT 670 Используемое сырье 48, 60, 72. 84, 96, 108, 120, 144 60 от 36 до 120 через 12 и больше под заказ 1500 1800 1500 200 - 2222 170 – 1450 10 - 100 17 – 96 3 -цилиндровый 2 -ремешковый (стандарт) или 4 -цилиндровый 2 -ремешковый 3 -цилиндровый 2 ремешковый Крутка ровницы, кр. /м Вытяжка в вытяжном приборе (в зависимости от исполнения) 3, 0… 15, 8 1918+130 m* ширина высота Автоматическая смена катушек * m – число веретен на машине ** с автосъемником от 36 до 144 через 12 400 х 150 мм (16”х6”) или 400 х 175 мм (16”х7”) Линейная плотность ровницы, текс Габаритные размеры, мм: длина F 33 260 Размер катушки Тип вытяжного прибора F 11 63 Расстояние между выпусками каждого ряда, мм Максимальная частота -1 вращения рогулек, мин FT 1 -D Хлопковое, химические волокна и смеси Максимальная длина волокна, мм Количество веретен FT 1 Rieter 4, 0… 20 2535+130 m* нет есть 2705+130 m* 2060+130 m * 4185+130 m* 1410 2450 1400 2550 2160+130 m * 1833** 3590** 1180 2450 1193 3590 нет есть
 НАПРАВЛЕНИЯ РАЗВИТИЯ РОВНИЧНЫХ МАШИН - ПОВЫШЕНИЕ КАЧЕСТВЕННЫХ ПОКАЗАТЕЛЕЙ ЗА СЧЕТ СОВЕРШЕНСТВОВАНИЯ КОНСТРУКЦИИ ВЫТЯЖНЫХ ПРИБОРОВ, КРУТИЛЬНО-МОТАЛЬНОГО МЕХАНИЗМА, А ТАКЖЕ СИСТЕМ КОНТРОЛЯ ЗА ХОДОМ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА И ОБЕСПЕЧЕНИЯ СТАБИЛЬНОСТИ НАТЯЖЕНИЯ РОВНИЦЫ ПРИ НАРАБОТКЕ ПАКОВОК; - ПОВЫШЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ МАШИН ПУТЕМ РЕГУЛИРОВАНИЯ СКОРОСТИ В ТЕЧЕНИЕ НАРАБОТКИ ПАКОВОК, В РЕЗУЛЬТАТЕ ЧЕГО ПОВЫШАЕТСЯ СРЕДНЯЯ СКОРОСТЬ ВЫПУСКА ЗА ОДИН СЪЕМ; - УВЕЛИЧЕНИЕ РАЗМЕРА ПИТАЮЩИХ И ВЫПУСКНЫХ ПАКОВОК; - СОЗДАНИЕ МАШИН НОВОГО ПОКОЛЕНИЯ С ИНДИВИДУАЛЬНЫМ РЕГУЛИРУЮЩИМ ПРИВОДОМ ВЫТЯЖНОГО ПРИБОРА, РОГУЛЕК, КАТУШЕК И КАРЕТКИ, УПРАВЛЯЕМЫМИ ЭВМ (ЭТИ МАШИНЫ ТАКЖЕ ДОЛЖНЫ ИМЕТЬ СИСТЕМУ СБОРА И ВЫДАЧИ НА ДИСПЛЕЙ ИНФОРМАЦИИ О ПРОИЗВОДИТЕЛЬНОСТИ, ОБРЫВНОСТИ, КРУТКЕ И ДРУГИХ ПОКАЗАТЕЛЯХ); - УМЕНЬШЕНИЕ ЗАТРАТ РУЧНОГО ТРУДА ЗА СЧЕТ АВТОМАТИЗАЦИИ СЪЕМА ГОТОВЫХ ПАКОВОК И ДРУГИХ ОПЕРАЦИЙ ПО УХОДУ ЗА МАШИНАМИ; - АГРЕГИРОВАНИЕ РОВНИЧНЫХ МАШИН С ЛЕНТОЧНЫМИ И КОЛЬЦЕВЫМИ ПРЯДИЛЬНЫМИ МАШИНАМИ ПРИ ОБЯЗАТЕЛЬНОМ ИСПОЛЬЗОВАНИИ РОБОТИЗИРОВАННЫХ КОМПЛЕКСОВ, УПРАВЛЯЕМЫХ ВСТРОЕННЫМИ МИКРОПРОЦЕССОРАМИ И ЭВМ.
НАПРАВЛЕНИЯ РАЗВИТИЯ РОВНИЧНЫХ МАШИН - ПОВЫШЕНИЕ КАЧЕСТВЕННЫХ ПОКАЗАТЕЛЕЙ ЗА СЧЕТ СОВЕРШЕНСТВОВАНИЯ КОНСТРУКЦИИ ВЫТЯЖНЫХ ПРИБОРОВ, КРУТИЛЬНО-МОТАЛЬНОГО МЕХАНИЗМА, А ТАКЖЕ СИСТЕМ КОНТРОЛЯ ЗА ХОДОМ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА И ОБЕСПЕЧЕНИЯ СТАБИЛЬНОСТИ НАТЯЖЕНИЯ РОВНИЦЫ ПРИ НАРАБОТКЕ ПАКОВОК; - ПОВЫШЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ МАШИН ПУТЕМ РЕГУЛИРОВАНИЯ СКОРОСТИ В ТЕЧЕНИЕ НАРАБОТКИ ПАКОВОК, В РЕЗУЛЬТАТЕ ЧЕГО ПОВЫШАЕТСЯ СРЕДНЯЯ СКОРОСТЬ ВЫПУСКА ЗА ОДИН СЪЕМ; - УВЕЛИЧЕНИЕ РАЗМЕРА ПИТАЮЩИХ И ВЫПУСКНЫХ ПАКОВОК; - СОЗДАНИЕ МАШИН НОВОГО ПОКОЛЕНИЯ С ИНДИВИДУАЛЬНЫМ РЕГУЛИРУЮЩИМ ПРИВОДОМ ВЫТЯЖНОГО ПРИБОРА, РОГУЛЕК, КАТУШЕК И КАРЕТКИ, УПРАВЛЯЕМЫМИ ЭВМ (ЭТИ МАШИНЫ ТАКЖЕ ДОЛЖНЫ ИМЕТЬ СИСТЕМУ СБОРА И ВЫДАЧИ НА ДИСПЛЕЙ ИНФОРМАЦИИ О ПРОИЗВОДИТЕЛЬНОСТИ, ОБРЫВНОСТИ, КРУТКЕ И ДРУГИХ ПОКАЗАТЕЛЯХ); - УМЕНЬШЕНИЕ ЗАТРАТ РУЧНОГО ТРУДА ЗА СЧЕТ АВТОМАТИЗАЦИИ СЪЕМА ГОТОВЫХ ПАКОВОК И ДРУГИХ ОПЕРАЦИЙ ПО УХОДУ ЗА МАШИНАМИ; - АГРЕГИРОВАНИЕ РОВНИЧНЫХ МАШИН С ЛЕНТОЧНЫМИ И КОЛЬЦЕВЫМИ ПРЯДИЛЬНЫМИ МАШИНАМИ ПРИ ОБЯЗАТЕЛЬНОМ ИСПОЛЬЗОВАНИИ РОБОТИЗИРОВАННЫХ КОМПЛЕКСОВ, УПРАВЛЯЕМЫХ ВСТРОЕННЫМИ МИКРОПРОЦЕССОРАМИ И ЭВМ.