Министерство образования и науки Волгоградской области.pptx
- Количество слайдов: 27



Министерство образования и науки Волгоградской области государственное бюджетное образовательное учреждение среднего профессионального образования «ВОЛГОГРАДСКИЙ КОЛЛЕДЖ УПРАВЛЕНИЯ И НОВЫХ ТЕХНОЛОГИЙ» Дипломная работа На тему: Разработка технологического процесса механической обработки детали 10. 03 «Фланец» Выполнил Замарин Илья

3 D Модель детали «Фланец»

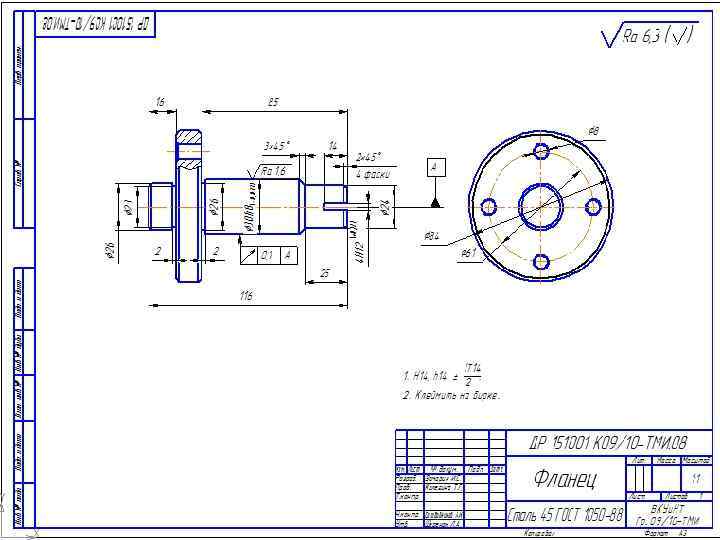
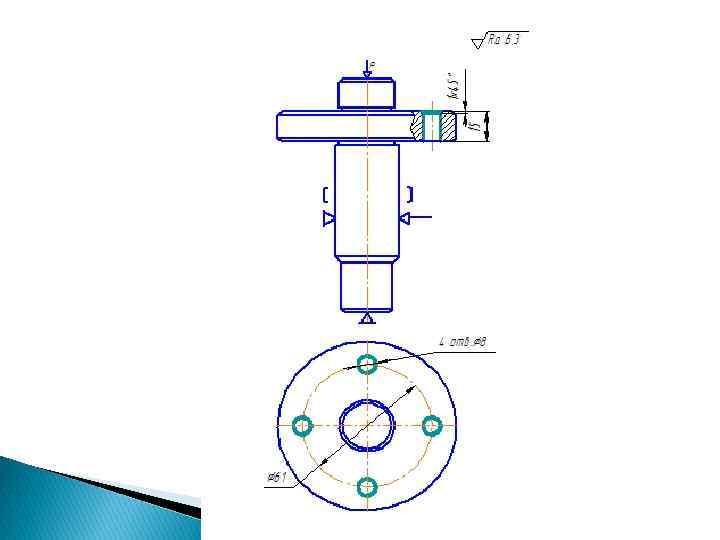
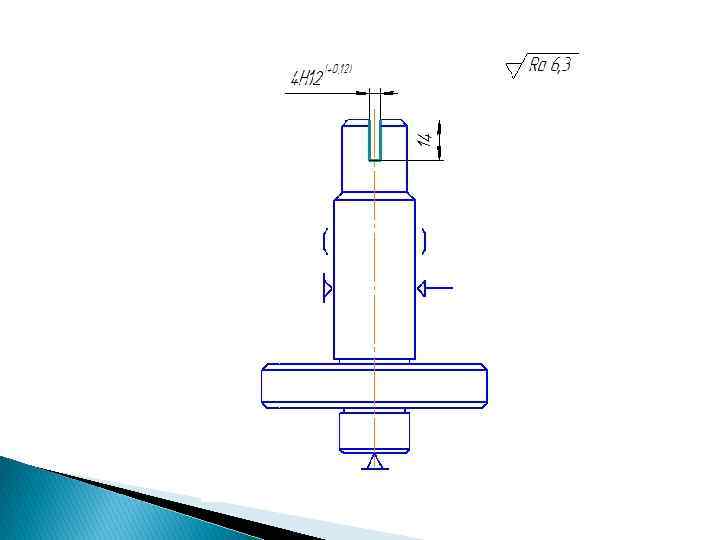
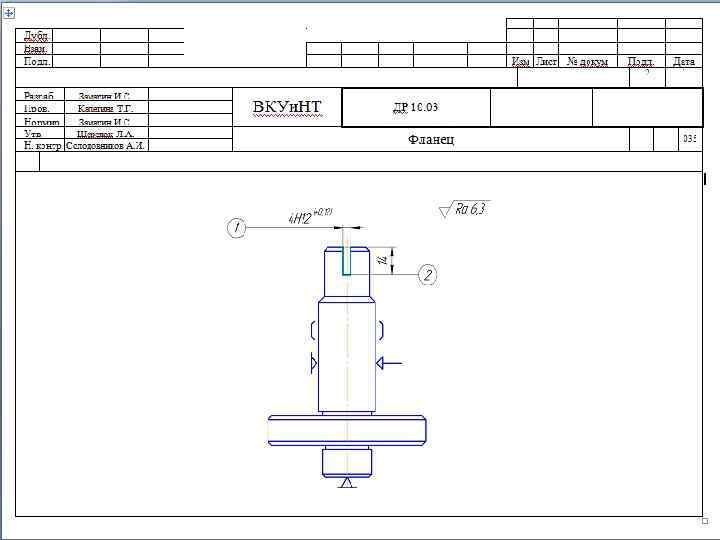
Описание конструкции детали Заданная деталь 10. 03 «Фланец» , представляет собой тело вращения. Изготавливается из Стали 45 ГОСТ 1050 - 88. Заготовкой служит поковка. На наружном ø 84 мм расположены 4 сквозные отверстия ø 8 мм ; на наружном ø 30 h 8 присутствуют: 1 фаска 3 х450, канавка для выхода шлифовального круга, а так же имеется паз 4 H 12 на торце детали. Технологические данные: Размерная характеристика наибольший наружный диаметр Dmax = 84 мм длина 116 мм минимальный параметр шероховатости Ra 1, 6 мкм Группа материалов – Сталь 45 ГОСТ 1050 -88 II- группа Вид детали по технологической классификации ◦ вид цеховой заготовки – поковка ◦ масса заготовки 1, 55 кг ◦ масса детали 1, 07 кг

Выбор заготовки и способ её получения Выбор заготовки является важным вопросом при проектировании технологического процесса. При выборе заготовки для заданной детали необходимо проанализировать заводской метод получения заготовки, сравнить его с предполагаемым, определить размеры заготовки, допуски , припуски на механическую обработку. Требования предъявляемые к заготовкам: 1. Конфигурация заготовки максимальна приближена к конфигурации детали; 2. Припуски на обработку должныъ быть минимальны; 3. Допуски на размеры заготовки должны быть жесткими; 4. Трудоемкость изготовления заготовки оптимальна. 5. Заготовка должна иметь конфигурацию, позволяющую вести обработку с минимальным количеством инструментов и переходов.

Разработка технологического процесса детали 000 Заготовительная. Выбираем в качестве заготовки поковку марки стали 45 ГОСТ 1080 -88, которая обеспечивает оптимальные припуски на механическую обработку данной детали и удовлетворяет условиям серийного производства.

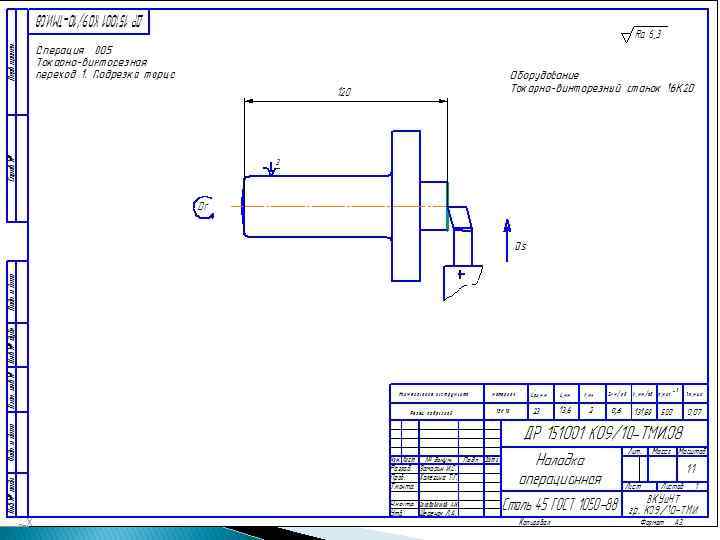
005 Токарно-винторезная. Оборудование: токарно-винторезный станок 16 В 20. Содержание операции: подрезать торец, выдержав размер 118 мм; точить начерно 27, 2 мм на длину 16 мм с подрезкой торца; точить начерно 84 мм на проход. Базирование детали производится по наружной цилиндрической поверхности.

010 Токарно-винторезная. Оборудование: токарно-винторезный станок 16 В 20. Содержание операции: подрезать торец, выдерживая размер мм 116; точить начерно 32, 2 мм на длину 85 мм с подрезкой торца; точить начерно 24 мм на длину 25 мм. Базирование детали производится по наружной цилиндрической поверхности с упором в торец.

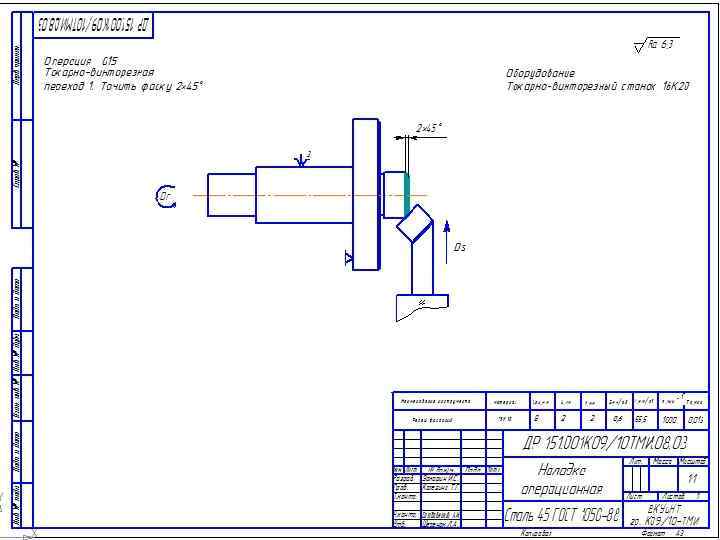
015 Токарно-винторезная. Оборудование: токарно-винторезный станок 16 В 20. Содержание операции: точить 26 мм на длину 16 мм; точить канавку 23 мм выдерживая размер 2 мм; точить 2 фаски 2× 45 мм. Базирование детали производится по наружной цилиндрической поверхности с упором в торец.

020 Токарно-винторезная. Оборудование: токарно-винторезный станок 16 В 20. Содержание операции: точить начисто 30, 6 мм на длину 85 мм; точить 24 мм на длину 25 мм; точить канавку 26 мм выдерживая размер 2 мм, точить 2 фаски 2× мм; точить фаску 3× мм.

025 Разметочная. Оборудование: стол разметочный. Содержание операции: разметить 4 отверстия 8 мм.

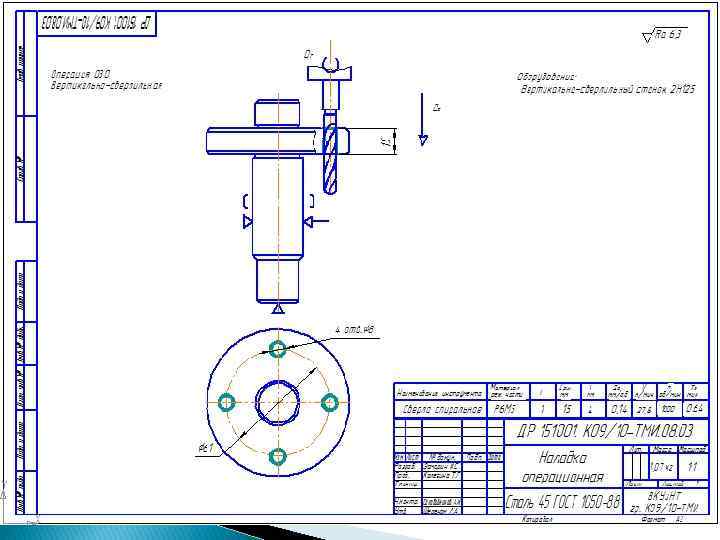
030 Вертикально-сверлильная. Оборудование; вертикально-сверлильный станок 2 Н 125. Содержание операции: сверлить 4 отверстия 8 мм, выдержав размер 61 мм; зенковать 4 фаски 1× мм. Базирование детали производится по наружной цилиндрической поверхности с упором в торец.

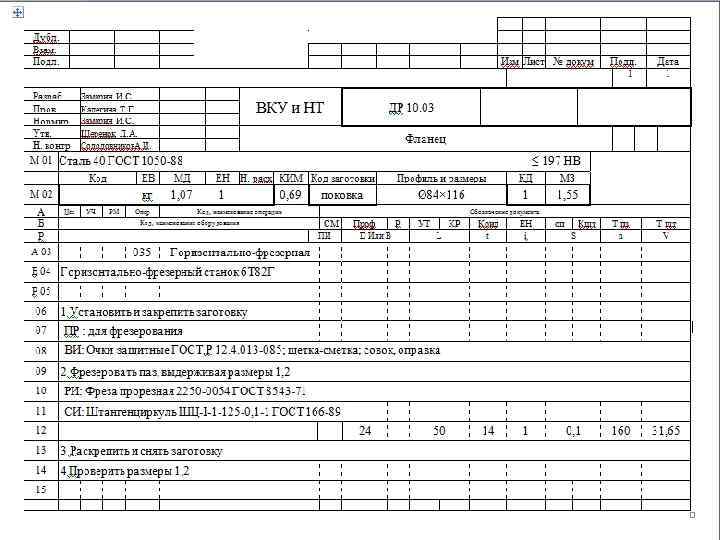
035 Горизонтально-фрезерная. Оборудование: горизонтально-фрезерный станок 6 Т 82 Г. Содержание операции: фрезеровать паз, выдерживая размеры: 4 Н 12 мм, 14 мм, 24 мм. Базирование детали производится по наружной цилиндрической поверхности с упором в торец.

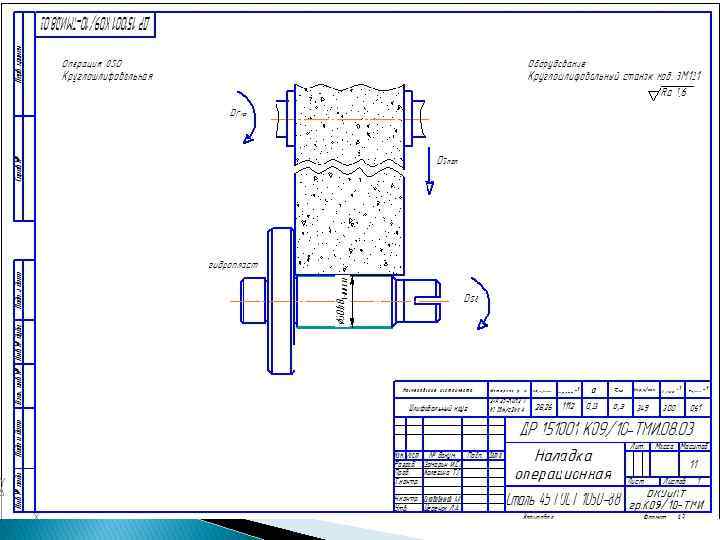
040 Круглошлифовальная. Оборудование: кругло-шлифовальный станок 3 М 131. Содержание операции: шлифовать 30 h 8 мм, выдерживая параметр Ra 1, 6. Базирование детали производится по наружной цилиндрической поверхности.

045 Слесарная. Оборудование: верстак слесарный. Содержание операции: опилить острые кромки; снять заусенцы. 050 Промывка. Оборудование: шкаф моечный. Содержание операции: промыть деталь от грязи и стружки.

055 Контроль Оборудование: стол контрольный. Содержание операции: осуществить контроль размеров.

Операционные наладки


Карты технологического процесса
Министерство образования и науки Волгоградской области.pptx