

Презентация Рис к лекц по ТП в маш .ppt
- Количество слайдов: 174
 Литература: 1. Кушнер В. С. Технологические процессы в машиностроении: учебник для студ. высш. учеб. заведений/ В. С. Кушнер, А. С. Верещака, А. Г. Схиртладзе. М. : Издательский центр «Академия» , 2011. -416 с. 2. Кушнер В. С. Технологические процессы в машиностроении. Часть1: Металлургия, литейное производство и обработка резанием: Учеб для машиностроительных направлений и специальностей технических университетов /В. С. Кушнер, А. С. Верещака, А. Г. Схиртладзе, Д. А. Негров, Омск, Изд-во Ом. ГТУ, 2005. - 200 с. 3. Кушнер В. С. Технологические процессы в машиностроении. Часть2: Обработка давлением и сварочное производство Учеб для машиностроительных направлений и специальностей технических университетов /В. С. Кушнер, А. С. Верещака, А. Г. Схиртладзе, Д. А. Негров, Омск, Изд-во Ом. ГТУ, 2005. -200 с. 4. Кушнер В. С. Технологические процессы в машиностроении. Часть3: Тесты для контроля остаточных знаний и текущего контроля знаний: Учеб. для вузов /В. С. Кушнер, А. С. Верещака, А. Г. Схиртладзе, Д. А. Негров, -Омск, Изд-во Ом. ГТУ, 2006. -172 с. 4. Способы обработки конструкционных материалов: -обработка резанием: Кушнер В. С. и др. Метод. указ. к лабор. работам- Омск, Изд-во Ом. ГТУ, 2011 5. Способы обработки конструкционных материалов: -обработка литьем Кушнер В. С. и др. Метод. указ. к лабор. работам- Омск, Изд-во Ом. ГТУ, . Способы обработки конструкционных материалов: -обработка давлением Кушнер В. С. и др. Метод. указ. к лабор. работам- Омск, Изд-во Ом. ГТУ,
Литература: 1. Кушнер В. С. Технологические процессы в машиностроении: учебник для студ. высш. учеб. заведений/ В. С. Кушнер, А. С. Верещака, А. Г. Схиртладзе. М. : Издательский центр «Академия» , 2011. -416 с. 2. Кушнер В. С. Технологические процессы в машиностроении. Часть1: Металлургия, литейное производство и обработка резанием: Учеб для машиностроительных направлений и специальностей технических университетов /В. С. Кушнер, А. С. Верещака, А. Г. Схиртладзе, Д. А. Негров, Омск, Изд-во Ом. ГТУ, 2005. - 200 с. 3. Кушнер В. С. Технологические процессы в машиностроении. Часть2: Обработка давлением и сварочное производство Учеб для машиностроительных направлений и специальностей технических университетов /В. С. Кушнер, А. С. Верещака, А. Г. Схиртладзе, Д. А. Негров, Омск, Изд-во Ом. ГТУ, 2005. -200 с. 4. Кушнер В. С. Технологические процессы в машиностроении. Часть3: Тесты для контроля остаточных знаний и текущего контроля знаний: Учеб. для вузов /В. С. Кушнер, А. С. Верещака, А. Г. Схиртладзе, Д. А. Негров, -Омск, Изд-во Ом. ГТУ, 2006. -172 с. 4. Способы обработки конструкционных материалов: -обработка резанием: Кушнер В. С. и др. Метод. указ. к лабор. работам- Омск, Изд-во Ом. ГТУ, 2011 5. Способы обработки конструкционных материалов: -обработка литьем Кушнер В. С. и др. Метод. указ. к лабор. работам- Омск, Изд-во Ом. ГТУ, . Способы обработки конструкционных материалов: -обработка давлением Кушнер В. С. и др. Метод. указ. к лабор. работам- Омск, Изд-во Ом. ГТУ,
 2011/2012 г: Лекции: 51 час 34 17 Лаб. Раб 34 час 17 17 РГР 34 час 17 17 ПЛ Итого 2 сем Рейтинг-план Баллы: Оценки: по дисциплине 90 - 100 отлично Технологические процессы 76 -89 хорошо в машиностроении (ТКМ) 60 -75 удовл. 34 17 Для групп ТМС, ТМП, С, 102 68 ТМЛ, ТМД - 319 51 час 170 1 сем Лекции Посещени е > 28 зачет в 1 сем. Лаборат. Проработк а Тесты РГР Всего Зачет Экзамен Итого работы 60 -100 20 -40 60 -100 1 семестр: 8 12 30 4+6 60 2 семестр: 4 4 28 4+6 14 60 20 -40 Примечание: Зачет в первом семестре выставляется при полностью выполненных лабораторных работах, первой РГР и набранных 40 (или более) баллах. Дополнительные "бонусные" баллы (не более 15) могут быть начислены за участие в олимпиадах, конференциях, за выполнение НИРС, написание и публикацию статьи, за оформление работы на конкурс.
2011/2012 г: Лекции: 51 час 34 17 Лаб. Раб 34 час 17 17 РГР 34 час 17 17 ПЛ Итого 2 сем Рейтинг-план Баллы: Оценки: по дисциплине 90 - 100 отлично Технологические процессы 76 -89 хорошо в машиностроении (ТКМ) 60 -75 удовл. 34 17 Для групп ТМС, ТМП, С, 102 68 ТМЛ, ТМД - 319 51 час 170 1 сем Лекции Посещени е > 28 зачет в 1 сем. Лаборат. Проработк а Тесты РГР Всего Зачет Экзамен Итого работы 60 -100 20 -40 60 -100 1 семестр: 8 12 30 4+6 60 2 семестр: 4 4 28 4+6 14 60 20 -40 Примечание: Зачет в первом семестре выставляется при полностью выполненных лабораторных работах, первой РГР и набранных 40 (или более) баллах. Дополнительные "бонусные" баллы (не более 15) могут быть начислены за участие в олимпиадах, конференциях, за выполнение НИРС, написание и публикацию статьи, за оформление работы на конкурс.
 1. МЕТАЛЛУРГИЯ И ЛИТЕЙНОЕ ПРОИЗВОДСТВО 1. 1 ЭЛЕМЕНТЫ ТЕПЛОФИЗИКИ МЕТАЛЛУРГИЧЕСКИХ И ЛИТЕЙНЫХ ПРОЦЕССОВ 1. 1. 1. Теплофизические характеристики материалов. Основной закон еплопроводности. Ф=d. Q/d ,
1. МЕТАЛЛУРГИЯ И ЛИТЕЙНОЕ ПРОИЗВОДСТВО 1. 1 ЭЛЕМЕНТЫ ТЕПЛОФИЗИКИ МЕТАЛЛУРГИЧЕСКИХ И ЛИТЕЙНЫХ ПРОЦЕССОВ 1. 1. 1. Теплофизические характеристики материалов. Основной закон еплопроводности. Ф=d. Q/d ,
 1. 1. 2. Определение затрат энергии на нагрев и плавление металлов Пример 1. Требуется определить затраты электроэнергии, необходимые для плавки 100 тн стали в дуговой электропечи. К. п. д. дуговой электропечи =0, 7. Удельная объемная теплоемкость стали CV=5 МДж/(м 3 К). Удельная теплота плавления стали L=270 к. Дж/кг. температура заливки з= 1600 С. Для нагрева 1 кг стали до температуры заливки Итого 1, 86 МДж, или (1, 86/3, 6 0, 5 квт. час). При стоимости 2 руб за 1 квт. час затраты на нагрев и плавление 1 кг стального литья составят около 1 руб. /кг. , то есть примерно около 10 % стоимости самого металла. В частности, для плавки 100 тн стали потребуется около 50 000 квт. час электроэнергии, а ее стоимость составит около 100 000 руб.
1. 1. 2. Определение затрат энергии на нагрев и плавление металлов Пример 1. Требуется определить затраты электроэнергии, необходимые для плавки 100 тн стали в дуговой электропечи. К. п. д. дуговой электропечи =0, 7. Удельная объемная теплоемкость стали CV=5 МДж/(м 3 К). Удельная теплота плавления стали L=270 к. Дж/кг. температура заливки з= 1600 С. Для нагрева 1 кг стали до температуры заливки Итого 1, 86 МДж, или (1, 86/3, 6 0, 5 квт. час). При стоимости 2 руб за 1 квт. час затраты на нагрев и плавление 1 кг стального литья составят около 1 руб. /кг. , то есть примерно около 10 % стоимости самого металла. В частности, для плавки 100 тн стали потребуется около 50 000 квт. час электроэнергии, а ее стоимость составит около 100 000 руб.
 выплавляется 11 000 тонн чугуна. Теплота сгорания кокса L=29 МДж/кг. Удельная объемная теплоемкость чугуна CV= 3, 5 МДж/м 3 K, плотность 7, 1 103 кг/м 3. Удельная теплота плавления Lпл= 0, 27 МДж/кг. Максимальная температура нагрева расплава чугуна - 2000 С. Определить количество образующегося при сжигании топлива тепла, а также количество тепла, расходуемого на нагрев и плавление чугуна. Количество тепла, выделяемого в сутки от сжигания 6600 тонн кокса: Q=A*L=6, 6*106 (кг) *29 (МДж/кг) 190*106 (МДж). (1. 8) Для нагрева до максимальной температуры 2000 С и плавления 1 кг чугуна при теплоемкости CV= 3, 5 МДж/м 3 K и удельной теплоте плавления Lпл= 0, 27 МДж/кг требуется: а на программу выпуска 11 000 т чугуна в сутки: Qч= 1, 26 Мдж/кг*11*106 кг 14*106 МДж, т. е. непосредственно на нагрев и плавление чугуна расходуется только около 7, 4 % от теплоты, выделившейся при сжигании топлива.
выплавляется 11 000 тонн чугуна. Теплота сгорания кокса L=29 МДж/кг. Удельная объемная теплоемкость чугуна CV= 3, 5 МДж/м 3 K, плотность 7, 1 103 кг/м 3. Удельная теплота плавления Lпл= 0, 27 МДж/кг. Максимальная температура нагрева расплава чугуна - 2000 С. Определить количество образующегося при сжигании топлива тепла, а также количество тепла, расходуемого на нагрев и плавление чугуна. Количество тепла, выделяемого в сутки от сжигания 6600 тонн кокса: Q=A*L=6, 6*106 (кг) *29 (МДж/кг) 190*106 (МДж). (1. 8) Для нагрева до максимальной температуры 2000 С и плавления 1 кг чугуна при теплоемкости CV= 3, 5 МДж/м 3 K и удельной теплоте плавления Lпл= 0, 27 МДж/кг требуется: а на программу выпуска 11 000 т чугуна в сутки: Qч= 1, 26 Мдж/кг*11*106 кг 14*106 МДж, т. е. непосредственно на нагрев и плавление чугуна расходуется только около 7, 4 % от теплоты, выделившейся при сжигании топлива.
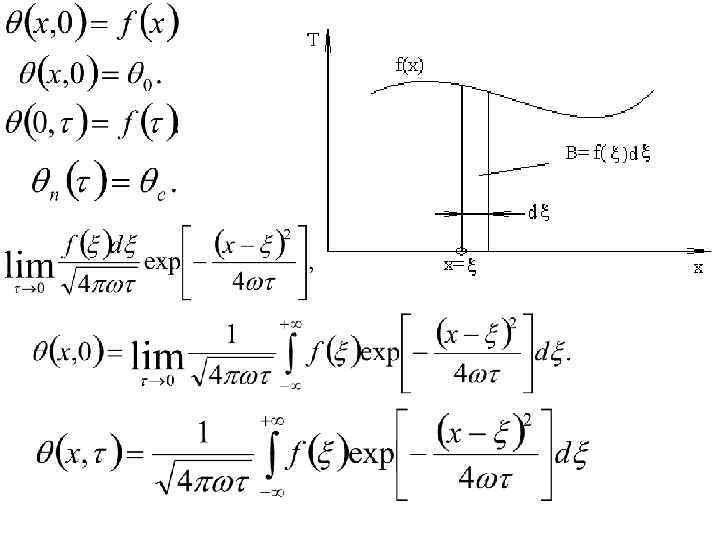
 1. 1. 3. Уравнение теплопроводности.
1. 1. 3. Уравнение теплопроводности.
 Песок 1, 35 Сталь 5 , Вт/(м*") Матер СV, иал МДж/( м 3 К) Песок 1, 35 Сталь 5 , Вт/(м* К) 1 106 , м 2/*с 40 8 0, 8
Матер СV, иал МДж/( м 3 К) Песок 1, 35 Сталь 5 , Вт/(м* К) 1 106 , м 2/*с 40 8 0, 8
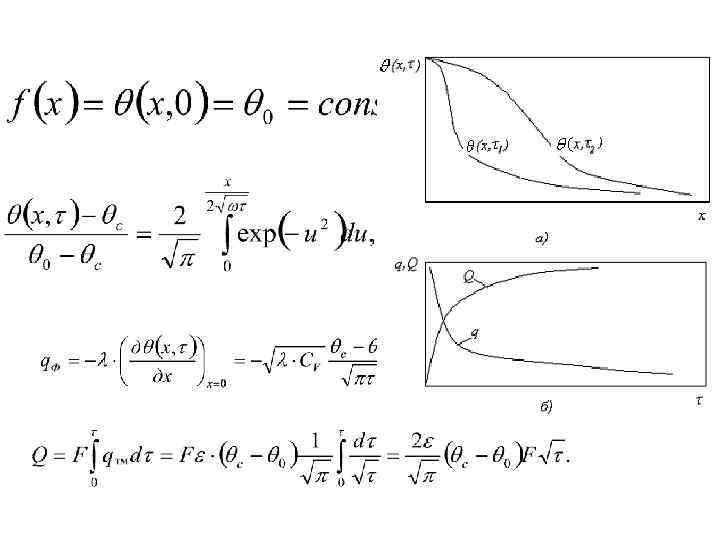
 от времени при толщине стенки отливки") Рис. 1. 6. Зависимость средней температуры расплава (отливки) от времени при толщине стенки отливки 10 мм , Формовочная смесь – сырая с добавлением опилок: , литейный сплав – сталь:
Рис. 1. 6. Зависимость средней температуры расплава (отливки) от времени при толщине стенки отливки 10 мм , Формовочная смесь – сырая с добавлением опилок: , литейный сплав – сталь:
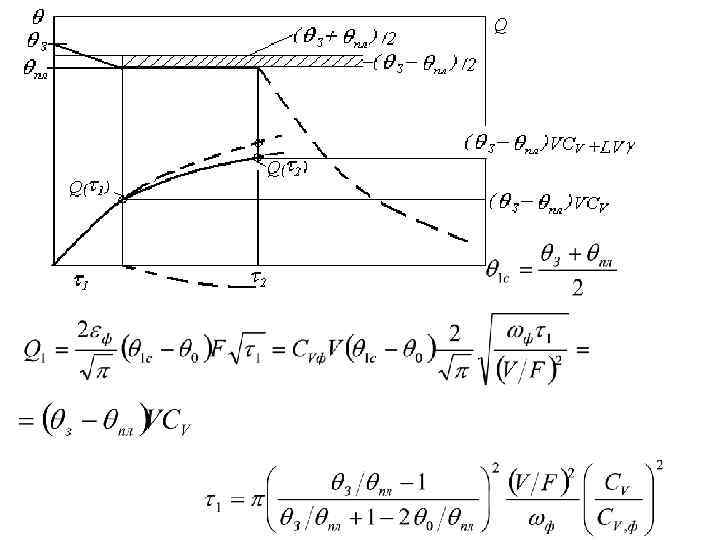
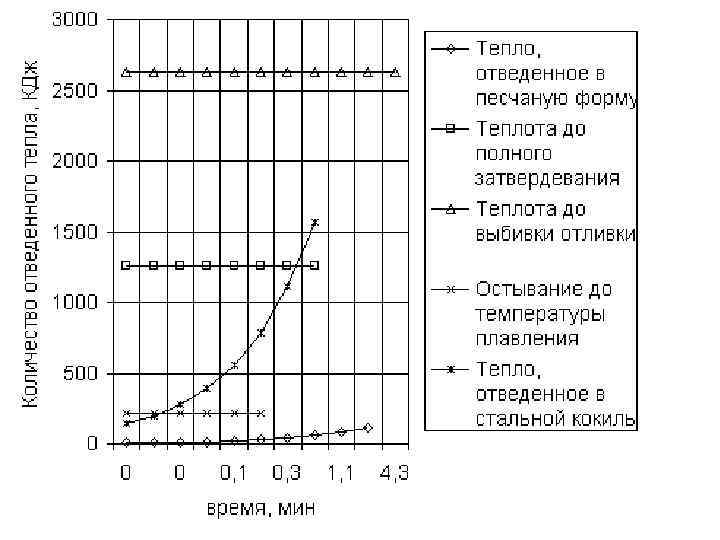
 Рис. 1. 7. Закономерности отвода теплоты от заливки расплава до начала остывания отливки после кристаллизации расплава. Условия те же, что на рис. 1. 6, логарифмическая шкала времени,
Рис. 1. 7. Закономерности отвода теплоты от заливки расплава до начала остывания отливки после кристаллизации расплава. Условия те же, что на рис. 1. 6, логарифмическая шкала времени,
 Рис. 1. 7 б. Закономерности отвода теплоты от заливки расплава до начала остывания отливки после кристаллизации расплава. Условия те же, что на рис. 1. 6, – равномерная шкала времени.
Рис. 1. 7 б. Закономерности отвода теплоты от заливки расплава до начала остывания отливки после кристаллизации расплава. Условия те же, что на рис. 1. 6, – равномерная шкала времени.
 1. 2. 1. Закономерности кристаллизации и затвердевания отливки в литейной форме Рис. Схема распределения температуры в расплавленном металле и в литейной форме
1. 2. 1. Закономерности кристаллизации и затвердевания отливки в литейной форме Рис. Схема распределения температуры в расплавленном металле и в литейной форме
 Рис. 1. 18 Изменение плотности теплового потока и толщины затвердевшего слоя отливки с течением времени (а) и распределение скорости кристаллизации по толщине стенки отливки (б).
Рис. 1. 18 Изменение плотности теплового потока и толщины затвердевшего слоя отливки с течением времени (а) и распределение скорости кристаллизации по толщине стенки отливки (б).
 называют доменным") Производство чугуна Выплавку чугуна из железосодержащих материалов в специальных шахтных печах (домнах) называют доменным процессом. Чугун – сплав железа с углеродом. Содержание углерода более 2, 14%, обычно 3 -4, 5 %, с некоторым количеством марганца (от 025 до 1, 5 %), кремния (от 0, 6 до 4, 5%), серы (от 0, 03 до 0, 08 %) фосфора (от 0, 15 до 1, 8%), а иногда и других элементов. Для выплавки чугуна используют железную руду, а также марганцовые, хромовые и комплексные руды, топливо и флюсы. Составленные в необходимой пропорции и форме они образуют шихту.
Производство чугуна Выплавку чугуна из железосодержащих материалов в специальных шахтных печах (домнах) называют доменным процессом. Чугун – сплав железа с углеродом. Содержание углерода более 2, 14%, обычно 3 -4, 5 %, с некоторым количеством марганца (от 025 до 1, 5 %), кремния (от 0, 6 до 4, 5%), серы (от 0, 03 до 0, 08 %) фосфора (от 0, 15 до 1, 8%), а иногда и других элементов. Для выплавки чугуна используют железную руду, а также марганцовые, хромовые и комплексные руды, топливо и флюсы. Составленные в необходимой пропорции и форме они образуют шихту.
 Рис. 1. 8. Схема устройства доменной печи
Рис. 1. 8. Схема устройства доменной печи
, например, Fe 2 O 3 (красный") Железные руды содержат железо в виде оксидов (окислов), например, Fe 2 O 3 (красный железняк), Fe 3 O 4 (магнитный железняк). В 2002 г в России добыто около 84, 2 млн. т железных руд. шихту, состоящую из железной руды и флюса, спекают на агломерационных машинах при температуре 1300 – 1500 С, подвергают окатыванию и обжигу при температуре 1200 – 1350 С, получая прочные, пористые окатыши диаметром до 30 мм. Флюсы – это материалы минерального происхождения, вводимые в шихту для образования шлака и для регулирования его состава, а также уменьшения процентного содержания вредных примесей. По химическому составу флюсы делятся на основные (известняк Са. СО 3), кислые (кремнезем) и нейтральные (глинозем).
Железные руды содержат железо в виде оксидов (окислов), например, Fe 2 O 3 (красный железняк), Fe 3 O 4 (магнитный железняк). В 2002 г в России добыто около 84, 2 млн. т железных руд. шихту, состоящую из железной руды и флюса, спекают на агломерационных машинах при температуре 1300 – 1500 С, подвергают окатыванию и обжигу при температуре 1200 – 1350 С, получая прочные, пористые окатыши диаметром до 30 мм. Флюсы – это материалы минерального происхождения, вводимые в шихту для образования шлака и для регулирования его состава, а также уменьшения процентного содержания вредных примесей. По химическому составу флюсы делятся на основные (известняк Са. СО 3), кислые (кремнезем) и нейтральные (глинозем).
 Шлаком называют расплав, покрывающий поверхность жидкого металла, после затвердевания - камневидное или стекловидное вещество. Кокс - твердый углеродистый остаток, образующийся при нагревании каменного угля до температуры 950 – 1050 С без доступа воздуха. Содержание углерода в коксе – 96 – 98%. Низшая теплота сгорания – 29 МДж/кг. Доменная печь (рис. 1. 8. ) [12] – шахтная печь для выплавки чугуна из железной руды. Она устанавливается на бетонном фундаменте, имеет стальной кожух, выложенный внутри огнеупорным кирпичом.
Шлаком называют расплав, покрывающий поверхность жидкого металла, после затвердевания - камневидное или стекловидное вещество. Кокс - твердый углеродистый остаток, образующийся при нагревании каменного угля до температуры 950 – 1050 С без доступа воздуха. Содержание углерода в коксе – 96 – 98%. Низшая теплота сгорания – 29 МДж/кг. Доменная печь (рис. 1. 8. ) [12] – шахтная печь для выплавки чугуна из железной руды. Она устанавливается на бетонном фундаменте, имеет стальной кожух, выложенный внутри огнеупорным кирпичом.
 При температуре 1000 – 1100 С восстановленное железо взаимодействует с углеродом кокса и с оксидом углерода. железо, взаимодействуя с коксом, науглероживается, образуя чугун. Он имеет более низкую температуру плавления ( от 1147 до 1500 С), на уровне распара и заплечиков он расплавляется. Mn. O, взаимодействуя с углеродом кокса, образует карбид Mn 3 C или входит в состав шлака. Карбид Mn 3 C растворяется в железе, повышая содержание марганца и углерода в чугуне. Si. O 2, частично переходит в шлак, а частично восстанавливается углеродом и растворяется в железе, повышая содержание кремния в чугуне. Фосфор, восстанавливающийся при температуре 1300 С, а также фосфид железа Fe 3 P растворяются в железе, увеличивая содержание этой вредной примеси.
При температуре 1000 – 1100 С восстановленное железо взаимодействует с углеродом кокса и с оксидом углерода. железо, взаимодействуя с коксом, науглероживается, образуя чугун. Он имеет более низкую температуру плавления ( от 1147 до 1500 С), на уровне распара и заплечиков он расплавляется. Mn. O, взаимодействуя с углеродом кокса, образует карбид Mn 3 C или входит в состав шлака. Карбид Mn 3 C растворяется в железе, повышая содержание марганца и углерода в чугуне. Si. O 2, частично переходит в шлак, а частично восстанавливается углеродом и растворяется в железе, повышая содержание кремния в чугуне. Фосфор, восстанавливающийся при температуре 1300 С, а также фосфид железа Fe 3 P растворяются в железе, увеличивая содержание этой вредной примеси.
 Аналогично растворяется в чугуне Fe. S. Часть серы в виде Ca. S удаляется в шлак: Объем от лещади до нижней кромки засыпного аппарата называется полезным объемом. полезный объем крупной доменной печи: V= 5000 м 3. Производительность такой печи – P= 11 000 т. /сутки. Отношение полезного объема к суточной производительности называют коэффициентом использования полезного объема (к. и. п. о. ). удельный расход кокса К, равен отношению расхода кокса А к количеству выплавленного за то же время чугуна. Для доменных печей удельный расход кокса К равен 0, 5 -0, 7. Так, при К=0, 6 P= 11 000 т/сутки потребуется: А=К*P= 6 600 тонн кокса в сутки.
Аналогично растворяется в чугуне Fe. S. Часть серы в виде Ca. S удаляется в шлак: Объем от лещади до нижней кромки засыпного аппарата называется полезным объемом. полезный объем крупной доменной печи: V= 5000 м 3. Производительность такой печи – P= 11 000 т. /сутки. Отношение полезного объема к суточной производительности называют коэффициентом использования полезного объема (к. и. п. о. ). удельный расход кокса К, равен отношению расхода кокса А к количеству выплавленного за то же время чугуна. Для доменных печей удельный расход кокса К равен 0, 5 -0, 7. Так, при К=0, 6 P= 11 000 т/сутки потребуется: А=К*P= 6 600 тонн кокса в сутки.
 1. 2. 3. Оценка потерь тепла через стены шахтной печи при стационарном теплообмене с окружающей средой Высота рабочей зоны домны равна h 1=35 м, полезный объем V= 5000 м 3. Температура внешней поверхности домны 0 0. Толщина стен домны равна: x = 0, 5 м (рис. 1. 9). Температура изменяется от 2000 С на лещади до 500 С на высоте колошников по линейному закону:
1. 2. 3. Оценка потерь тепла через стены шахтной печи при стационарном теплообмене с окружающей средой Высота рабочей зоны домны равна h 1=35 м, полезный объем V= 5000 м 3. Температура внешней поверхности домны 0 0. Толщина стен домны равна: x = 0, 5 м (рис. 1. 9). Температура изменяется от 2000 С на лещади до 500 С на высоте колошников по линейному закону:
 Коэффициент теплопроводности кладки равен 2 Вт/м*К. При теплоте сгорания кокса L=29 МДж/кг эта теплота соответствует 24 тоннам кокса в сутки, а по стоимости – 3 600 $. При этом за год теряется 255*106 МДж, стоимость этой энергии составляет около 1 314 000 $.
Коэффициент теплопроводности кладки равен 2 Вт/м*К. При теплоте сгорания кокса L=29 МДж/кг эта теплота соответствует 24 тоннам кокса в сутки, а по стоимости – 3 600 $. При этом за год теряется 255*106 МДж, стоимость этой энергии составляет около 1 314 000 $.
 1. 3. 1. Сущность процесса выплавки стали Таблица 1. 2. Сопоставление содержания углерода и примесей в передельном чугуне и низкоуглеродистой стали, %, [10] Матер иал С Si Mn P S Перед 4 - 0, 76 до 0, 15 0, 03 ель4, 4 1, 75 ный 1, 26 0, 3 0, 07 чугун , (1. 35) Сталь 0, 14 0, 12 0, 4 - 0, 05 низко- - 0, 2 – 0, 65 5 углеро 0, 3 дистая
1. 3. 1. Сущность процесса выплавки стали Таблица 1. 2. Сопоставление содержания углерода и примесей в передельном чугуне и низкоуглеродистой стали, %, [10] Матер иал С Si Mn P S Перед 4 - 0, 76 до 0, 15 0, 03 ель4, 4 1, 75 ный 1, 26 0, 3 0, 07 чугун , (1. 35) Сталь 0, 14 0, 12 0, 4 - 0, 05 низко- - 0, 2 – 0, 65 5 углеро 0, 3 дистая
 Основной задачей первого этапа является удаление фосфора: 2 P +5 Fe. O +4 Ca. O (4 Ca. O P 2 O 5)+5 Fe. Задачами второго этапа являются уменьшение содержания в металле углерода и серы [10]. Задачей третьего этапа является восстановление железа из оксида железа, т. е. – раскисление стали [10]. оксиды Mn. O, Si. O 2, Al 2 O 3.
Основной задачей первого этапа является удаление фосфора: 2 P +5 Fe. O +4 Ca. O (4 Ca. O P 2 O 5)+5 Fe. Задачами второго этапа являются уменьшение содержания в металле углерода и серы [10]. Задачей третьего этапа является восстановление железа из оксида железа, т. е. – раскисление стали [10]. оксиды Mn. O, Si. O 2, Al 2 O 3.
 Рис. Схема устройства мартеновской печи: 1 - регенераторы, 2 - головки, 3 – фурма (труба) для подачи кислорода, 4 – загрузочные окна, 5 -шихта, 6 -факел, 7 - дымовая труба, 8 –свод, 9 – подина.
Рис. Схема устройства мартеновской печи: 1 - регенераторы, 2 - головки, 3 – фурма (труба) для подачи кислорода, 4 – загрузочные окна, 5 -шихта, 6 -факел, 7 - дымовая труба, 8 –свод, 9 – подина.
 Рис. . Схема устройства кислородного конвертера
Рис. . Схема устройства кислородного конвертера
 Рис. . Схема дуговой электрической плавильной печи
Рис. . Схема дуговой электрической плавильной печи
 Рис. Схема индукционной тигельной электрической плавильной печи
Рис. Схема индукционной тигельной электрической плавильной печи
 ЛИТЬЕ В ПЕСЧАНЫЕ ФОРМЫ Рис. . Изготовление формы в двух опоках по разъемной модели: 1 - вентиляционные наколы, 2 – нижняя опока, 3 – нижняя часть литейной формы, 4 – модельная плита, 5 – модель стояк 6 – модель выпора, 7 - верхняя половина модели, 8 – верхняя опока, 9 – литейный стержень
ЛИТЬЕ В ПЕСЧАНЫЕ ФОРМЫ Рис. . Изготовление формы в двух опоках по разъемной модели: 1 - вентиляционные наколы, 2 – нижняя опока, 3 – нижняя часть литейной формы, 4 – модельная плита, 5 – модель стояк 6 – модель выпора, 7 - верхняя половина модели, 8 – верхняя опока, 9 – литейный стержень
 Литье заключается в заливке расплавов в специально приготовленные литейные формы. Литейная форма –форма для получения отливок. состоит из собственно формы для воспроизведения наружных контуров отливок и литейных стержней для образования внутренних полостей и отверстий Литье в песчаные формы - это способ получения отливок в литейных формах, изготовленных из песчано-глинистых формовочных материалов и используемых для получения одной отливки. Литейный стержень – это отъемная часть литейной формы, оформляющая внутренние полости отливки. специальные опорные поверхности литейной формы называют знаками
Литье заключается в заливке расплавов в специально приготовленные литейные формы. Литейная форма –форма для получения отливок. состоит из собственно формы для воспроизведения наружных контуров отливок и литейных стержней для образования внутренних полостей и отверстий Литье в песчаные формы - это способ получения отливок в литейных формах, изготовленных из песчано-глинистых формовочных материалов и используемых для получения одной отливки. Литейный стержень – это отъемная часть литейной формы, оформляющая внутренние полости отливки. специальные опорные поверхности литейной формы называют знаками
, служащих для заполнения рабочей полости литейной формы расплавленным металлом, питания отливки") Совокупность каналов (элементов), служащих для заполнения рабочей полости литейной формы расплавленным металлом, питания отливки при затвердевании и улавливания первых порций металла, шлака и загрязнений называется литниковой системой. Выпор - вертикальный канал, соединенный с литниковой системой. Расположен в верхней части литейной формы и предназначен для выхода газов при заполнении формы жидким металлом, контроля заполнения формы, а иногда питания отливки металлом во время ее остывания. Модельный комплект : литейная модель, стержневые ящики, модели литниковой системы, шаблоны для конкретной отливки, модельные плиты и др.
Совокупность каналов (элементов), служащих для заполнения рабочей полости литейной формы расплавленным металлом, питания отливки при затвердевании и улавливания первых порций металла, шлака и загрязнений называется литниковой системой. Выпор - вертикальный канал, соединенный с литниковой системой. Расположен в верхней части литейной формы и предназначен для выхода газов при заполнении формы жидким металлом, контроля заполнения формы, а иногда питания отливки металлом во время ее остывания. Модельный комплект : литейная модель, стержневые ящики, модели литниковой системы, шаблоны для конкретной отливки, модельные плиты и др.
 Литейная модель – это часть модельного комплекта, служащая для образования в литейной форме отпечатка, соответствующего конфигурации и размерам отливки Модельная плита – это плита, оформляющая разъем литейной формы и несущая на себе различные части модели Стержневой ящик – приспособление, служащие для изготовления стержней. Литейная модель (а), модельная плита (б), стержневой ящик (в)
Литейная модель – это часть модельного комплекта, служащая для образования в литейной форме отпечатка, соответствующего конфигурации и размерам отливки Модельная плита – это плита, оформляющая разъем литейной формы и несущая на себе различные части модели Стержневой ящик – приспособление, служащие для изготовления стержней. Литейная модель (а), модельная плита (б), стержневой ящик (в)
 В формовочный комплект входят: опоки, штыри, скобы, и другие приспособления, необходимые для получения разовой песчаной формы. Опокой называют приспособление в виде жесткой рамы , служащее для удержания в нем формовочной смеси при изготовлении разовых песчаных форм, транспортирования и заливки металлом. Формовочные материалы используются для приготовления формовочных смесей и стержневых смесей. Формовочные и стержневые смеси служат для изготовления песчаных литейных форм и стержней.
В формовочный комплект входят: опоки, штыри, скобы, и другие приспособления, необходимые для получения разовой песчаной формы. Опокой называют приспособление в виде жесткой рамы , служащее для удержания в нем формовочной смеси при изготовлении разовых песчаных форм, транспортирования и заливки металлом. Формовочные материалы используются для приготовления формовочных смесей и стержневых смесей. Формовочные и стержневые смеси служат для изготовления песчаных литейных форм и стержней.
 Пример. Пусть вес G стальной отливки равен 10 кг, температура заливки 1560 С, температура выбивки – =400 С, средняя температура формовочной смеси 200 С.
Пример. Пусть вес G стальной отливки равен 10 кг, температура заливки 1560 С, температура выбивки – =400 С, средняя температура формовочной смеси 200 С.
 СПЕЦИАЛЬНЫЕ СПОСОБЫ ЛИТЬЯ Литье в оболочковые формы — это способ получения отливок свободной заливкой расплава в оболочковых формах. 1 – металлическая модельная плита, 2 – опрокидывающийся бункер, 3 – формовочная смесь, 4 – песчано-смоляная оболочка, 5 – толкатели, 6 – литейная оболочковая форм 7 – опоки- контейнеры, 8 – кварцевый песок или металлическая дробь.
СПЕЦИАЛЬНЫЕ СПОСОБЫ ЛИТЬЯ Литье в оболочковые формы — это способ получения отливок свободной заливкой расплава в оболочковых формах. 1 – металлическая модельная плита, 2 – опрокидывающийся бункер, 3 – формовочная смесь, 4 – песчано-смоляная оболочка, 5 – толкатели, 6 – литейная оболочковая форм 7 – опоки- контейнеры, 8 – кварцевый песок или металлическая дробь.
 форма – разовая литейная форма, изготовленная из двух скрепленных полуформ с толщиной") Оболочковая (корковая) форма – разовая литейная форма, изготовленная из двух скрепленных полуформ с толщиной стенок 6 -10 мм. изготавливают из смеси мелкого кварцевого песка и феноло-формальдегидной порошкообразной термореактивной смолы на автоматических или полуавтоматических машинах. получают 5 – 7 классов точности с шероховатостью поверхности, соответствующей 4 – 6 классам отливки массой от 0, 25 до 100 кг из любых литейных сплавов. ребристые мотоциклетные цилиндры, коленчатые валы автомобильных двигателей. высокая стоимость материалов, оснастки и оборудования крупносерийное и массовое производства
Оболочковая (корковая) форма – разовая литейная форма, изготовленная из двух скрепленных полуформ с толщиной стенок 6 -10 мм. изготавливают из смеси мелкого кварцевого песка и феноло-формальдегидной порошкообразной термореактивной смолы на автоматических или полуавтоматических машинах. получают 5 – 7 классов точности с шероховатостью поверхности, соответствующей 4 – 6 классам отливки массой от 0, 25 до 100 кг из любых литейных сплавов. ребристые мотоциклетные цилиндры, коленчатые валы автомобильных двигателей. высокая стоимость материалов, оснастки и оборудования крупносерийное и массовое производства
 Литье по выплавляемым моделям
Литье по выплавляемым моделям
 способ получения фасонных отливок из металлических сплавов в неразъемной оболочковой форме, рабочая полость которой образована удалением литейной модели выжиганием, растворением или выплавлением керамическая оболочка состоит из 3— 8 последовательно наносимых слоев , обеспечивающих толщину стенок формы от 2 до 5 мм. Перед заливкой расплавленным металлом оболочку засыпают в опоке опорным наполнителем форма помещается в печь для прокаливания при температуре 800— 1100°С Температура формы при заливке стали она составляет 800 - 900 °С, сплавов на основе никеля - 900 - 100°С, меди – 600 -700°С, алюминия и магния - 200 – 250 °С. используется направленная кристаллизация отливок
способ получения фасонных отливок из металлических сплавов в неразъемной оболочковой форме, рабочая полость которой образована удалением литейной модели выжиганием, растворением или выплавлением керамическая оболочка состоит из 3— 8 последовательно наносимых слоев , обеспечивающих толщину стенок формы от 2 до 5 мм. Перед заливкой расплавленным металлом оболочку засыпают в опоке опорным наполнителем форма помещается в печь для прокаливания при температуре 800— 1100°С Температура формы при заливке стали она составляет 800 - 900 °С, сплавов на основе никеля - 900 - 100°С, меди – 600 -700°С, алюминия и магния - 200 – 250 °С. используется направленная кристаллизация отливок
 Литье в кокиль способ получения фасонных отливок в металлических формах – кокилях Кокиль – металлическая литейная многократно используемая форма, состоящая из двух или более частей 1 – корпус кокиля, 2 – цапфы для поворота кокиля при выбивке отливки, 3 – вентиляционные отверстия, 4 – стержневая вставка , 5 – стержень , 6 – стояк, 7 – литниковая воронка, 8 – выпоры. Конструкция вытряхного кокиля для алюминиевой отливки
Литье в кокиль способ получения фасонных отливок в металлических формах – кокилях Кокиль – металлическая литейная многократно используемая форма, состоящая из двух или более частей 1 – корпус кокиля, 2 – цапфы для поворота кокиля при выбивке отливки, 3 – вентиляционные отверстия, 4 – стержневая вставка , 5 – стержень , 6 – стояк, 7 – литниковая воронка, 8 – выпоры. Конструкция вытряхного кокиля для алюминиевой отливки
 б) Конструкции кокилей: а) – разъемного со стержнями: 1 – плита основания кокиля.") а) б) Конструкции кокилей: а) – разъемного со стержнями: 1 – плита основания кокиля. 2 –левая полуформа, 3 – металлические стержни, 4 – отливка, 5 – правая полуформа; б) – с водяным охлаждением левой полуформы: 1 - полость в левой полуформе для подачи в нее воды, 2 – левая полуформа, 3 – правая полуформа
а) б) Конструкции кокилей: а) – разъемного со стержнями: 1 – плита основания кокиля. 2 –левая полуформа, 3 – металлические стержни, 4 – отливка, 5 – правая полуформа; б) – с водяным охлаждением левой полуформы: 1 - полость в левой полуформе для подачи в нее воды, 2 – левая полуформа, 3 – правая полуформа
 операции: 1 - очистка ; 2 - нанесение теплоизоляции и противопригарных красок; 3 - нагрев или охлаждение кокиля до оптимальной температуры 115— 475 ° С; 4 - сборка формы; 5 - заливка расплава в форму; 6 - охлаждение отливок до температуры выбивки; 7 - разборка кокиля с извлечением отливки. Температуропроводность стальной формы примерно в 40 раз больше, чем формы из сухой песчаной смеси время остывания при переходе от песчаной формы к кокилю сокращается более, чем в 600 раз
операции: 1 - очистка ; 2 - нанесение теплоизоляции и противопригарных красок; 3 - нагрев или охлаждение кокиля до оптимальной температуры 115— 475 ° С; 4 - сборка формы; 5 - заливка расплава в форму; 6 - охлаждение отливок до температуры выбивки; 7 - разборка кокиля с извлечением отливки. Температуропроводность стальной формы примерно в 40 раз больше, чем формы из сухой песчаной смеси время остывания при переходе от песчаной формы к кокилю сокращается более, чем в 600 раз
 итье алюминиевого кубика размерами 100 мм*100 мм
итье алюминиевого кубика размерами 100 мм*100 мм
 Рациональные температуры заливки различных сплавов Цинков Сплавы: Темп. 420 -480 заливки, С: Алюм. е 660 -770 Магниевые Медные 680 -780 1000 - 1180 Чугун Сталь 1280 - 1400 1420 - 1560
Рациональные температуры заливки различных сплавов Цинков Сплавы: Темп. 420 -480 заливки, С: Алюм. е 660 -770 Магниевые Медные 680 -780 1000 - 1180 Чугун Сталь 1280 - 1400 1420 - 1560
 Проблемы: поверхности чугунных отливок отбеливаются поверхности стальных легированных отливок - закаливаются, жидкотекучести недостаточно для заполнения узких полостей литейной формы, увеличиваются усадочные раковины, возникают трещины в отливках и т. д. кокиль предварительно нагревают. Однако это уменьшает теплоемкость кокиля. Охлаждение отливок и формы осуществляют до температуры выбивки: 0, 6 -0, 8 температуры плавления сплава. точность размеров отливок 5 -8 класса и шероховатость поверхности 4 -6 класса, ( близко к выплавляемым моделям и под давлением). Литьем в кокиль получают отливки из чугун стали, алюминиевых, магниевых и других сплавов в серийном и массовом производствах. с толщиной стенок от3 до 100 мм, массой от нескольких граммов до нескольких сотен килограммов
Проблемы: поверхности чугунных отливок отбеливаются поверхности стальных легированных отливок - закаливаются, жидкотекучести недостаточно для заполнения узких полостей литейной формы, увеличиваются усадочные раковины, возникают трещины в отливках и т. д. кокиль предварительно нагревают. Однако это уменьшает теплоемкость кокиля. Охлаждение отливок и формы осуществляют до температуры выбивки: 0, 6 -0, 8 температуры плавления сплава. точность размеров отливок 5 -8 класса и шероховатость поверхности 4 -6 класса, ( близко к выплавляемым моделям и под давлением). Литьем в кокиль получают отливки из чугун стали, алюминиевых, магниевых и других сплавов в серийном и массовом производствах. с толщиной стенок от3 до 100 мм, массой от нескольких граммов до нескольких сотен килограммов
 Литье под давлением способ получения отливок из сплавов цветных металлов и сталей, максимально приближающий размеры и форму отливки к размерам и форме готовой детали Схема процесса изготовления отливок на машинах с горизонтальной холодной камерой прессования
Литье под давлением способ получения отливок из сплавов цветных металлов и сталей, максимально приближающий размеры и форму отливки к размерам и форме готовой детали Схема процесса изготовления отливок на машинах с горизонтальной холодной камерой прессования
 отливки из алюминиевого сплава размерами 0, 1 мм*0, 1 мм*0, 01 мм под давлением
отливки из алюминиевого сплава размерами 0, 1 мм*0, 1 мм*0, 01 мм под давлением
– для отливок массой от 50") под давлением до 300 МПа малые машины (авт. )– для отливок массой от 50 до 300 г, Средние (п/авт) – для отливок от 0, 3 до 3 кг и крупные, до 15 кг. Автоматические машины осуществляют до 1000 – 1200 операций в час. можно получить производительность до 10 000 отливок в час. Производительность средних машин обычно до 250 операций в час, крупных - до 100 операций в час Расплавленный сплав заполняет пресс-форму за доли секунды (0, 001 – 0, 6 с) при скорости до 120 м/с. Вследствие гидравлического удара поверхностный слой (0, 02 – 0, 2 мм) отливок получается плотным, а внутренние части отливки имеют пористость.
под давлением до 300 МПа малые машины (авт. )– для отливок массой от 50 до 300 г, Средние (п/авт) – для отливок от 0, 3 до 3 кг и крупные, до 15 кг. Автоматические машины осуществляют до 1000 – 1200 операций в час. можно получить производительность до 10 000 отливок в час. Производительность средних машин обычно до 250 операций в час, крупных - до 100 операций в час Расплавленный сплав заполняет пресс-форму за доли секунды (0, 001 – 0, 6 с) при скорости до 120 м/с. Вследствие гидравлического удара поверхностный слой (0, 02 – 0, 2 мм) отливок получается плотным, а внутренние части отливки имеют пористость.
 Схема процесса изготовления отливок на машинах с горячей камерой прессования используют при изготовлении отливок малых размеров и массы для литья легкоплавких сплавов в массовом и крупносерийном производстве детали приборов, электрических машин, карбюраторов и др.
Схема процесса изготовления отливок на машинах с горячей камерой прессования используют при изготовлении отливок малых размеров и массы для литья легкоплавких сплавов в массовом и крупносерийном производстве детали приборов, электрических машин, карбюраторов и др.
 Центробежное литье способ получения отливок, как правило, в металлических формах , при котором расплавленный металл, под действием центробежных сил отбрасывается к стенкам формы и затвердевает, образуя отливку
Центробежное литье способ получения отливок, как правило, в металлических формах , при котором расплавленный металл, под действием центробежных сил отбрасывается к стенкам формы и затвердевает, образуя отливку
 Расплав заполняет полость литейной формы и затвердевает под воздействием центробежной силы Fц, значительно превышающей силу тяжести Fт. При оптимальной частоте вращения хорошо заполняются формы жидким металлом. Неметаллические включения, шлаки и газовая пористость оттесняются к внутренней поверхности отливок. При повышенных частотах вращения возрастает ликвация в отливке, трещины из-за роста давления. При невысоких частотах вращения отливка плохо очищается от шлаков и газов формы предварительно нагревают или охлаждают до 300 0 С на рабочую поверхность наносят огнеупорное покрытие в виде красок, облицовок из сыпучих материалов. для получения пустотелых отливок типа тел вращения водонапорные и канализационные трубы, гильзы внутреннего
Расплав заполняет полость литейной формы и затвердевает под воздействием центробежной силы Fц, значительно превышающей силу тяжести Fт. При оптимальной частоте вращения хорошо заполняются формы жидким металлом. Неметаллические включения, шлаки и газовая пористость оттесняются к внутренней поверхности отливок. При повышенных частотах вращения возрастает ликвация в отливке, трещины из-за роста давления. При невысоких частотах вращения отливка плохо очищается от шлаков и газов формы предварительно нагревают или охлаждают до 300 0 С на рабочую поверхность наносят огнеупорное покрытие в виде красок, облицовок из сыпучих материалов. для получения пустотелых отливок типа тел вращения водонапорные и канализационные трубы, гильзы внутреннего
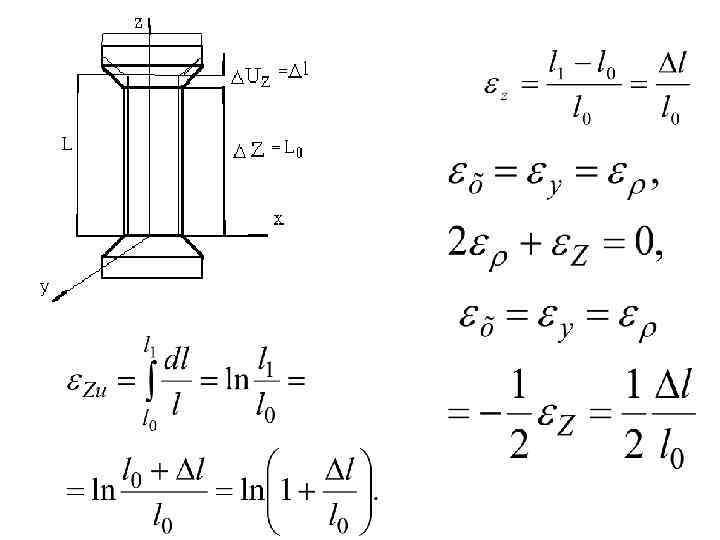
 ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ ТЕРМОМЕХАНИЧЕСКИЕ ОСНОВЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ Деформации. Характеристики деформации . =0 I 2 =
ОБРАБОТКА МАТЕРИАЛОВ РЕЗАНИЕМ ТЕРМОМЕХАНИЧЕСКИЕ ОСНОВЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ Деформации. Характеристики деформации . =0 I 2 =
.") (i = 1, 2, 3; j = 1, 2, 3).
(i = 1, 2, 3; j = 1, 2, 3).
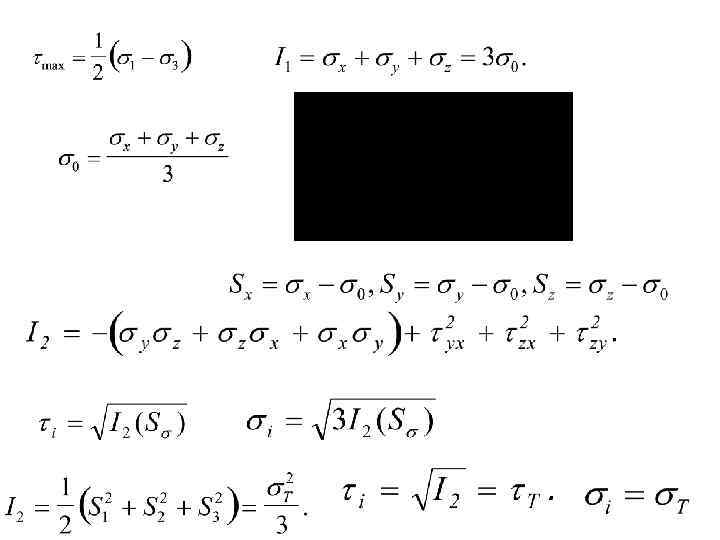
.") Напряжения. Характеристики напряженного состояния (i = 1, 2, 3; j = 1, 2, 3).
Напряжения. Характеристики напряженного состояния (i = 1, 2, 3; j = 1, 2, 3).
 Способы обработки резанием Движение резания Движение подачи
Способы обработки резанием Движение резания Движение подачи
 движением") Под точением обычно имеют в виду обработку резцом с замкнутым (чаще всего круговым) движением резания и любым движением подачи в плоскости, перпендикулярной направлению движения резания.
Под точением обычно имеют в виду обработку резцом с замкнутым (чаще всего круговым) движением резания и любым движением подачи в плоскости, перпендикулярной направлению движения резания.
 в плоскости стружкообразования, б) в основной плоскости, в) в плоскости резания") Схема строгания: а) в плоскости стружкообразования, б) в основной плоскости, в) в плоскости резания . Строгание – способ лезвийной обработки прямолинейном возвратно-поступательном движении резания и дискретном прямолинейном движении подачи, осуществляемом в направлении, перпендикулярном движению резания
Схема строгания: а) в плоскости стружкообразования, б) в основной плоскости, в) в плоскости резания . Строгание – способ лезвийной обработки прямолинейном возвратно-поступательном движении резания и дискретном прямолинейном движении подачи, осуществляемом в направлении, перпендикулярном движению резания
 обработка отверстия протяжкой, б) – обработка отверстия прошивкой.") а) обработка отверстия протяжкой, б) – обработка отверстия прошивкой.
а) обработка отверстия протяжкой, б) – обработка отверстия прошивкой.
 Сверление – это обработка отверстия, как правило, в сплошном материале с замкнутым кругообразным движен резания при движении подачи инструмента в направлении оси вращения.
Сверление – это обработка отверстия, как правило, в сплошном материале с замкнутым кругообразным движен резания при движении подачи инструмента в направлении оси вращения.
 – цилиндрической фрезой, б) – дисковой трехсторонней фрезой, в) торцевой фрезой,") Способы фрезерования: а) – цилиндрической фрезой, б) – дисковой трехсторонней фрезой, в) торцевой фрезой, г), д) - концевой фрезой, е)_ - угловыми фрезами, ж) – фасонной фрезой
Способы фрезерования: а) – цилиндрической фрезой, б) – дисковой трехсторонней фрезой, в) торцевой фрезой, г), д) - концевой фрезой, е)_ - угловыми фрезами, ж) – фасонной фрезой
 – в основной плоскости: 1– фреза, 2 – деталь, 3") Схема торцового фрезерования: а) – в основной плоскости: 1– фреза, 2 – деталь, 3 – стружка в основной плоскости; б) – в рабочей плоскости
Схема торцового фрезерования: а) – в основной плоскости: 1– фреза, 2 – деталь, 3 – стружка в основной плоскости; б) – в рабочей плоскости
 и пальцевыми (б) фрезами") Фрезерование зубчатых колес методом копирования дисковыми (а) и пальцевыми (б) фрезами
Фрезерование зубчатых колес методом копирования дисковыми (а) и пальцевыми (б) фрезами
 Схема зубонарезания червячной фрезой по методу обкатки зубчатого колеса с рейкой.
Схема зубонарезания червячной фрезой по методу обкатки зубчатого колеса с рейкой.
 Параметры наружного круглого шлифования: а – врезного, б – продольного
Параметры наружного круглого шлифования: а – врезного, б – продольного
, а-") Металлорежущие станки Устройство для распиливания камня (около 4000 лет до н. э. ), а- движение подачи, б) – движение резания.
Металлорежущие станки Устройство для распиливания камня (около 4000 лет до н. э. ), а- движение подачи, б) – движение резания.
 станок: 1 - зубчатая передача в шпиндельной коробке, передняя бабка с") Универсальный токарный (токарно-винторезный) станок: 1 - зубчатая передача в шпиндельной коробке, передняя бабка с рабочим шпинделем, 3 – резцедержатель, 4 – двигатель привода, 5 – исполнительные механизмы приводов подач (ходовой винт и ходовой вал), 6 - ременная передача в цепи подач, 7 - коробка подач, 8 – приводы продольных и поперечных салазок
Универсальный токарный (токарно-винторезный) станок: 1 - зубчатая передача в шпиндельной коробке, передняя бабка с рабочим шпинделем, 3 – резцедержатель, 4 – двигатель привода, 5 – исполнительные механизмы приводов подач (ходовой винт и ходовой вал), 6 - ременная передача в цепи подач, 7 - коробка подач, 8 – приводы продольных и поперечных салазок
 – настольный, б) – вертикально-сверлильный с колонной, в) –") Некоторые типы сверлильных станков: а) – настольный, б) – вертикально-сверлильный с колонной, в) – вертикально-сверлильный со стойкой.
Некоторые типы сверлильных станков: а) – настольный, б) – вертикально-сверлильный с колонной, в) – вертикально-сверлильный со стойкой.
 – горизонтально-фрезерный, б)- вертикально-фрезерный.") Консольные фрезерные станки: а) – горизонтально-фрезерный, б)- вертикально-фрезерный.
Консольные фрезерные станки: а) – горизонтально-фрезерный, б)- вертикально-фрезерный.
 – угол в") Режущие инструменты, действительные углы режущего лезвия Задние углы спирального сверла: а) – угол в плане главной режущей кромки, задний угол (в цилиндрическом сечении) и передний угол в плоскости стружкообразования (в главной секущей плоскости); б) – задний угол в торцовом сечении; в) - статический и действительный задние углы в рабочей плоскости
Режущие инструменты, действительные углы режущего лезвия Задние углы спирального сверла: а) – угол в плане главной режущей кромки, задний угол (в цилиндрическом сечении) и передний угол в плоскости стружкообразования (в главной секущей плоскости); б) – задний угол в торцовом сечении; в) - статический и действительный задние углы в рабочей плоскости
 Схема развертывания отверстия Обработка зенкером отверстия
Схема развертывания отверстия Обработка зенкером отверстия
 Метчики – инструменты для нарезания резьбы в отверстиях плашки - - для нарезания наружных резьб. Фрезы – многозубые режущие инструменты, с вращательным относительно оси инструмента движением резания и любым движением подачи в плоскости, перпендикулярной оси вращения
Метчики – инструменты для нарезания резьбы в отверстиях плашки - - для нарезания наружных резьб. Фрезы – многозубые режущие инструменты, с вращательным относительно оси инструмента движением резания и любым движением подачи в плоскости, перпендикулярной оси вращения
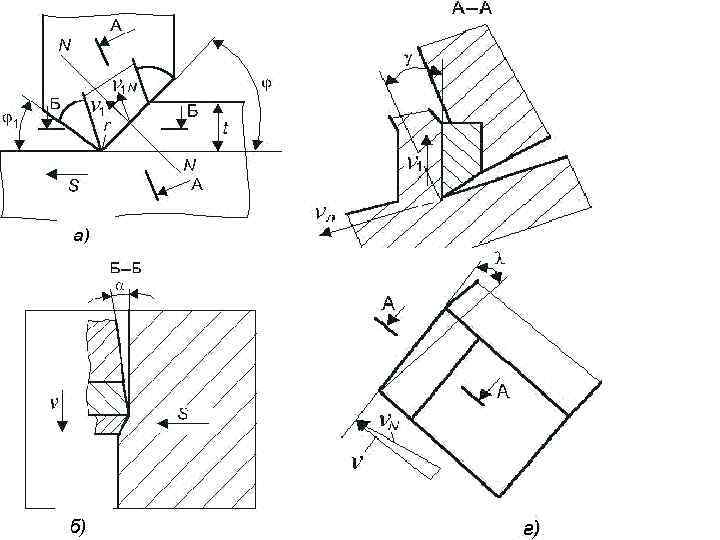
 Схема фрезерования цилиндрической фрезой с винтовым зубом
Схема фрезерования цилиндрической фрезой с винтовым зубом
 Характеристики режима резания и сечения срезаемого слоя глубина резания t и глубина врезания е , подачи на оборот S 0 , на зуб SZ, минутная подача Sм, скорость резания v. Для точения :
Характеристики режима резания и сечения срезаемого слоя глубина резания t и глубина врезания е , подачи на оборот S 0 , на зуб SZ, минутная подача Sм, скорость резания v. Для точения :
 Усадка стружки и относительный сдвиг Плоскость стружкообразования Схема зоны деформации: A – зона стружкообразования с параллельными границами; Б – застойная зона адиабатическ деформаций, поперечное сечение «уса» ; В и Г – зоны контактных деформаций на передней и задней поверхностях.
Усадка стружки и относительный сдвиг Плоскость стружкообразования Схема зоны деформации: A – зона стружкообразования с параллельными границами; Б – застойная зона адиабатическ деформаций, поперечное сечение «уса» ; В и Г – зоны контактных деформаций на передней и задней поверхностях.
 несжимаемой деформируемой среды при образовании сливной стружки:") Условие непрерывности (сплошности) несжимаемой деформируемой среды при образовании сливной стружки:
Условие непрерывности (сплошности) несжимаемой деформируемой среды при образовании сливной стружки:
 Условие контакта инструмента со стружкой:
Условие контакта инструмента со стружкой:
 Скорости деформаций и истинные деформации
Скорости деформаций и истинные деформации
. Для : = 2,") (i = 1, 2, 3; j = 1, 2, 3). Для : = 2, 5, v = 1 м/с, у=30 о, n = 5, H = (0, 2– 0, 5)a, a=0, 2 мм, , c– 1 0, 0001 – 0, 001 1/с - Резание - Растяжение
(i = 1, 2, 3; j = 1, 2, 3). Для : = 2, 5, v = 1 м/с, у=30 о, n = 5, H = (0, 2– 0, 5)a, a=0, 2 мм, , c– 1 0, 0001 – 0, 001 1/с - Резание - Растяжение
 СИЛЫ РЕЗАНИЯ Технологические и физические составляющие силы резани Схема технологических осей x, y, z и технологических составляющих PX, PY, PZ силы резания при продольном (а) и торцовом (б) точении
СИЛЫ РЕЗАНИЯ Технологические и физические составляющие силы резани Схема технологических осей x, y, z и технологических составляющих PX, PY, PZ силы резания при продольном (а) и торцовом (б) точении
 Физические составляющие силы резания
Физические составляющие силы резания
 б схема сил при свободном прямоугольном точении: а – силы в основной плоскости; б – силы в плоскости стружкообразования; в – силы в плоскости резания; а в
б схема сил при свободном прямоугольном точении: а – силы в основной плоскости; б – силы в плоскости стружкообразования; в – силы в плоскости резания; а в
 Расчет сил при свободном прямоугольном точении
Расчет сил при свободном прямоугольном точении
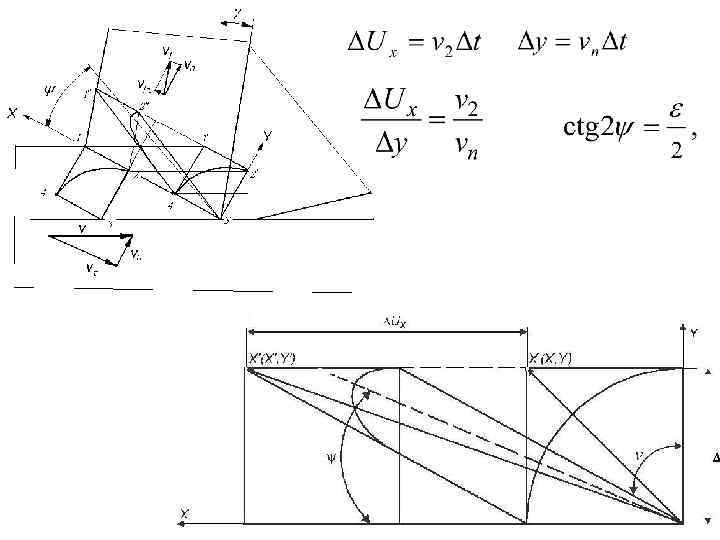
 Схема сил при свободном косоугольном продольном точении
Схема сил при свободном косоугольном продольном точении
 Расчет сил при свободном косоугольном точении
Расчет сил при свободном косоугольном точении
 Схема сил при Несвободном прямоугольном фрезеровании торцово‑коническо й фрезой: а – в основной плоскости; б – в рабочей плоскости; в – в плоскости стружкообразования; г – развертка поверхности резания
Схема сил при Несвободном прямоугольном фрезеровании торцово‑коническо й фрезой: а – в основной плоскости; б – в рабочей плоскости; в – в плоскости стружкообразования; г – развертка поверхности резания
 Силы при фрезеровании цилиндрическими фрезами с винтовыми зубъями
Силы при фрезеровании цилиндрическими фрезами с винтовыми зубъями
 Удельные силы
Удельные силы
 ТЕМПЕРАТУРА ПРИ ОБРАБОТКЕ РЕЗАНИЕМ Термомеханическое определяющее уравнение для адиабатических условий деформации
ТЕМПЕРАТУРА ПРИ ОБРАБОТКЕ РЕЗАНИЕМ Термомеханическое определяющее уравнение для адиабатических условий деформации
 температура деформации
температура деформации
 Температура в полуплоскости от равномерно распределенного быстродвижущегося источника теплоты
Температура в полуплоскости от равномерно распределенного быстродвижущегося источника теплоты
 Температура передней поверхности инструмента
Температура передней поверхности инструмента
 Температура задних поверхностей инструмента
Температура задних поверхностей инструмента
 Изнашивание режущих инструментов
Изнашивание режущих инструментов
 Схемы износа передней поверхности инструмента в виде: a – образования лунки, б – опускания режущей кромки
Схемы износа передней поверхности инструмента в виде: a – образования лунки, б – опускания режущей кромки
 При 0, 1< S/R< 0, 67 Кн=4 S/R+0, 6. Влияние отношения S/R и угла переходной режущей кромки на неравномерность износа при точении резцами ВОК 60 стали 25 ХГТ, HRC 35 и резцами Т 15 К 6 стали 45, R=0, 25; 1, 0 и 4, 0 мм, S= 0, 1– 0, 4 мм/об
При 0, 1< S/R< 0, 67 Кн=4 S/R+0, 6. Влияние отношения S/R и угла переходной режущей кромки на неравномерность износа при точении резцами ВОК 60 стали 25 ХГТ, HRC 35 и резцами Т 15 К 6 стали 45, R=0, 25; 1, 0 и 4, 0 мм, S= 0, 1– 0, 4 мм/об
 интенсивности изнашивания поверхностей инструмента Различные зависимости характеристик износа инструмента от пути резания.
интенсивности изнашивания поверхностей инструмента Различные зависимости характеристик износа инструмента от пути резания.
 О природе явлений, приводящих к изнашиванию и Пластические деформации инструментального материала при высоких температурах Адгезионное взаимодействие между инструментальным и обрабатываемым материалами (схватывание) диффузионное растворение инструментального материала в обрабатываемом
О природе явлений, приводящих к изнашиванию и Пластические деформации инструментального материала при высоких температурах Адгезионное взаимодействие между инструментальным и обрабатываемым материалами (схватывание) диффузионное растворение инструментального материала в обрабатываемом
. F* = L*S скорости") Обрабатываемость материалов. L* = v. T = max при T=T(v). F* = L*S скорости v , соответствующие постоянной температуре
Обрабатываемость материалов. L* = v. T = max при T=T(v). F* = L*S скорости v , соответствующие постоянной температуре
 при растяжении и резании и характеристик генерирования температуры") Сопоставление пределов текучести на сдвиг (а) при растяжении и резании и характеристик генерирования температуры в адиабатических условиях деформации различных обрабатываемых материалов
Сопоставление пределов текучести на сдвиг (а) при растяжении и резании и характеристик генерирования температуры в адиабатических условиях деформации различных обрабатываемых материалов
 Выбор инструментального материала. При черновой обработке сталей на ферритной основе – титано-вольфрамокобальтовые твердые сплавы: Т 5 К 10 (Р 30 - Р 40), Т 14 К 8 (Р 20) , титано-тантало-вольфрамовые: ТТ 7 К 12 (Р 50) ТТ 20 К 9 (Р 25). При спокойных условиях работы (получистовая и чистовая обработка - Т 15 К 6 (Р 10), Т 30 К 4 (Р 01) При обработке никелевых, титановых сплавов, аустенитных сталей применяют вольфрамокобальтовые твердые сплавы ВК 8 или ВК 8 М (К 30) и более износостойкие особомелкозернистые вольфрамокобальтовые твердые сплавы (ВК 10 -ОМ, ВК 10 -ХОМ). Широко применяются также инструменты со специальными износостойкими покрытиями
Выбор инструментального материала. При черновой обработке сталей на ферритной основе – титано-вольфрамокобальтовые твердые сплавы: Т 5 К 10 (Р 30 - Р 40), Т 14 К 8 (Р 20) , титано-тантало-вольфрамовые: ТТ 7 К 12 (Р 50) ТТ 20 К 9 (Р 25). При спокойных условиях работы (получистовая и чистовая обработка - Т 15 К 6 (Р 10), Т 30 К 4 (Р 01) При обработке никелевых, титановых сплавов, аустенитных сталей применяют вольфрамокобальтовые твердые сплавы ВК 8 или ВК 8 М (К 30) и более износостойкие особомелкозернистые вольфрамокобальтовые твердые сплавы (ВК 10 -ОМ, ВК 10 -ХОМ). Широко применяются также инструменты со специальными износостойкими покрытиями
 Определение глубины резания: При черновой обработке минимальная глубина резания определяется глубиной дефектного слоя и погрешностями, характерными для метода получения заготовки. Максимальная глубина резания зависит от допуска на обрабатываемую поверхность, напусков, штамповочных или литейных уклонов, от последовательности обработки, выбранных баз, способов настройки на размер и др. Глубина резания при чистовой обработке назначается минимально возможной, но не менее суммы погрешностей, определяемых глубиной дефектного слоя, высотой микронеровностей (шероховатостей поверхности), погрешностей установки, колебаний обрабатываемой поверхности и др.
Определение глубины резания: При черновой обработке минимальная глубина резания определяется глубиной дефектного слоя и погрешностями, характерными для метода получения заготовки. Максимальная глубина резания зависит от допуска на обрабатываемую поверхность, напусков, штамповочных или литейных уклонов, от последовательности обработки, выбранных баз, способов настройки на размер и др. Глубина резания при чистовой обработке назначается минимально возможной, но не менее суммы погрешностей, определяемых глубиной дефектного слоя, высотой микронеровностей (шероховатостей поверхности), погрешностей установки, колебаний обрабатываемой поверхности и др.
 Назначение подачи На выбор подачи оказывают влияние: ограничения по шероховатости : Условия обеспечения равномерности износа при вершине: На выбор подачи оказывают влияние также другие факторы: допускаемые силы, мощность, крутящий момент, соотноршения между темпеатурами передней и задней поверхностей и др.
Назначение подачи На выбор подачи оказывают влияние: ограничения по шероховатости : Условия обеспечения равномерности износа при вершине: На выбор подачи оказывают влияние также другие факторы: допускаемые силы, мощность, крутящий момент, соотноршения между темпеатурами передней и задней поверхностей и др.
 Выбор форм и геометрических параметров режущих лезвий рма режущего лезвия резца для черновой обработки сталей
Выбор форм и геометрических параметров режущих лезвий рма режущего лезвия резца для черновой обработки сталей
, либо прямолинейной , .") Длина зачищающей кромки : ls s - криволинейной (радиусом ), либо прямолинейной , . Длина переходной кромки lп = ls, угол в плане п : . Для чистовой обработки переходную и главную режущие кромки целесообразно наклонить под углом 15
Длина зачищающей кромки : ls s - криволинейной (радиусом ), либо прямолинейной , . Длина переходной кромки lп = ls, угол в плане п : . Для чистовой обработки переходную и главную режущие кромки целесообразно наклонить под углом 15
 Влияние нароста и застойной зоны на качество обработанно поверхности - уменьшение толщины срезаемого слоя и увеличение температур п передней поверхности и 3(0) задней поверхности вблизи режущей кромки Назначение рациональной скорости резания "Сандвик Коромант" Номинальные значения скоростей резания v 15 для точения резцами с твердосплавными пластинами S 6 (Р 40, Т 5 К 10) Сталь HB, МПа S, мм/об 0. 3 0, 6 1, 2 Лег. 1800 100 70 50 Зак. с отп 2750 70 50 35 Таблица 2. 2. Значения поправочного коэффициента КТ на скорость рез Т, мин 10 15 20 25 30 45 60 Коэффициент КТ 1, 1 1, 0 0, 95 0, 90 0, 87 0, 80 0, 75
Влияние нароста и застойной зоны на качество обработанно поверхности - уменьшение толщины срезаемого слоя и увеличение температур п передней поверхности и 3(0) задней поверхности вблизи режущей кромки Назначение рациональной скорости резания "Сандвик Коромант" Номинальные значения скоростей резания v 15 для точения резцами с твердосплавными пластинами S 6 (Р 40, Т 5 К 10) Сталь HB, МПа S, мм/об 0. 3 0, 6 1, 2 Лег. 1800 100 70 50 Зак. с отп 2750 70 50 35 Таблица 2. 2. Значения поправочного коэффициента КТ на скорость рез Т, мин 10 15 20 25 30 45 60 Коэффициент КТ 1, 1 1, 0 0, 95 0, 90 0, 87 0, 80 0, 75
 При стойкости не 15 мин, а 60 мин KT=0, 75. 800 -820 С. резец Р 30 (Т 5 К 10), =60 , r=1, 2 мм, =10 , =2, при подаче s= 0, 6 мм/об, глубине резания t=5 мм. , hз=1 мм.
При стойкости не 15 мин, а 60 мин KT=0, 75. 800 -820 С. резец Р 30 (Т 5 К 10), =60 , r=1, 2 мм, =10 , =2, при подаче s= 0, 6 мм/об, глубине резания t=5 мм. , hз=1 мм.
") Оптимизация технологической операции П = vst = max (или П = vs = max) При ограничениях: …. параметры: прочностные и теплофизические характеристики, жесткость ТС, прочность элементов, размеры обрабатываемых поверхностей , шероховатость, характеристики оборудования, размеры режущих пластин, заданная износостойкость. Факторы - геометрические параметры режущего лезвия (передний угол , углы в плане п 1 главной, переходной и зачищающей кромок и радиус закругления вершины R, размеры упрочняющей и стабилизирующей фасок f 1, f 2 на передней поверхности, задние углы и 1, углы наклона 1 главной и зачищающей режущих кромок, а также марки инструментального материала, износостойких покрытий и смазочно-охлаждающих жидкостей глубина резания t, подача s и скорость резания v.
Оптимизация технологической операции П = vst = max (или П = vs = max) При ограничениях: …. параметры: прочностные и теплофизические характеристики, жесткость ТС, прочность элементов, размеры обрабатываемых поверхностей , шероховатость, характеристики оборудования, размеры режущих пластин, заданная износостойкость. Факторы - геометрические параметры режущего лезвия (передний угол , углы в плане п 1 главной, переходной и зачищающей кромок и радиус закругления вершины R, размеры упрочняющей и стабилизирующей фасок f 1, f 2 на передней поверхности, задние углы и 1, углы наклона 1 главной и зачищающей режущих кромок, а также марки инструментального материала, износостойких покрытий и смазочно-охлаждающих жидкостей глубина резания t, подача s и скорость резания v.
 В первую очередь выбираются инструментальный материал и форма режущего лезвия, затем определяется глубина резания, после нее - подача и угол в плане, в последнюю очередь - скорость резания. Оптимизация режима резания и геометрических параметров режущих инструментов сводится к выявлению области допускаемых ограничениями значений этих факторов.
В первую очередь выбираются инструментальный материал и форма режущего лезвия, затем определяется глубина резания, после нее - подача и угол в плане, в последнюю очередь - скорость резания. Оптимизация режима резания и геометрических параметров режущих инструментов сводится к выявлению области допускаемых ограничениями значений этих факторов.
 ПРОЕКТИРОВАНИЕ ЗАГОТОВОК С УЧЕТОМ ТЕХНОЛОГИИ ИХ МЕХАНИЧЕСКОЙ ОБРАБОТКИ Технологическая операция является частью технологического процесса, выполняемой на одном рабочем месте : включает установки, переходы и проходы. тановкой называют каждое изменение положения детали на станке, реходом – получение новой поверхности одним режущим инструментом, роходом – часть перехода, на которой снимается один слой материала. Совокупность технологических операций над однородными или аналогичными деталями с указанием их последовательности выполнения представляет собой технологический процесс. Маршрутная технология – оформление технологических операций, при котором в упрощенной технологической карте (маршрутной карте) указываются лишь последовательность обработки детали (маршрут).
ПРОЕКТИРОВАНИЕ ЗАГОТОВОК С УЧЕТОМ ТЕХНОЛОГИИ ИХ МЕХАНИЧЕСКОЙ ОБРАБОТКИ Технологическая операция является частью технологического процесса, выполняемой на одном рабочем месте : включает установки, переходы и проходы. тановкой называют каждое изменение положения детали на станке, реходом – получение новой поверхности одним режущим инструментом, роходом – часть перехода, на которой снимается один слой материала. Совокупность технологических операций над однородными или аналогичными деталями с указанием их последовательности выполнения представляет собой технологический процесс. Маршрутная технология – оформление технологических операций, при котором в упрощенной технологической карте (маршрутной карте) указываются лишь последовательность обработки детали (маршрут).
 Чертеж детали «Коронная шестерня»
Чертеж детали «Коронная шестерня»
 Диаметральные размеры детали Di Обо значен ие раз мер а D 1 D 2 D 3 Мин имал ьный разм ер, мм 310, 9 251, 1 229, 4 Макс имал ьный Разм ер, мм Доп уск на диа мет р, мм 313 2, 1 253 1, 9 229, 45 0, 05
Диаметральные размеры детали Di Обо значен ие раз мер а D 1 D 2 D 3 Мин имал ьный разм ер, мм 310, 9 251, 1 229, 4 Макс имал ьный Разм ер, мм Доп уск на диа мет р, мм 313 2, 1 253 1, 9 229, 45 0, 05
 Эскиз заготовки «Коронная шестерня»
Эскиз заготовки «Коронная шестерня»
 Диаметральные размеры заготовки Ci C 1 6 C 2 6 C 3 6 C 5 6 C 6 6
Диаметральные размеры заготовки Ci C 1 6 C 2 6 C 3 6 C 5 6 C 6 6
 Толщину слоя материала, удаляемую с заготовки называют припуском. Припуск определяется: высотой микронеровностей, полученных на предшествующих переходах, толщиной дефектного поверхностного слоя заготовки, погрешностями установки заготовки и инструмента, станка, размерным износом инструмента, выбором конструкторских, технологических и установочных баз, простановкой размеров и др. Припуски увеличиваются за счет напусков. Напуском называют объем металла на штампованной заготовке или отливке для облегчения изготовления заготовки Напуски могут остаться в детали на необрабатываемых поверхностях в виде штамповочных уклонов, радиусов закругления поверхностей и т. п.
Толщину слоя материала, удаляемую с заготовки называют припуском. Припуск определяется: высотой микронеровностей, полученных на предшествующих переходах, толщиной дефектного поверхностного слоя заготовки, погрешностями установки заготовки и инструмента, станка, размерным износом инструмента, выбором конструкторских, технологических и установочных баз, простановкой размеров и др. Припуски увеличиваются за счет напусков. Напуском называют объем металла на штампованной заготовке или отливке для облегчения изготовления заготовки Напуски могут остаться в детали на необрабатываемых поверхностях в виде штамповочных уклонов, радиусов закругления поверхностей и т. п.
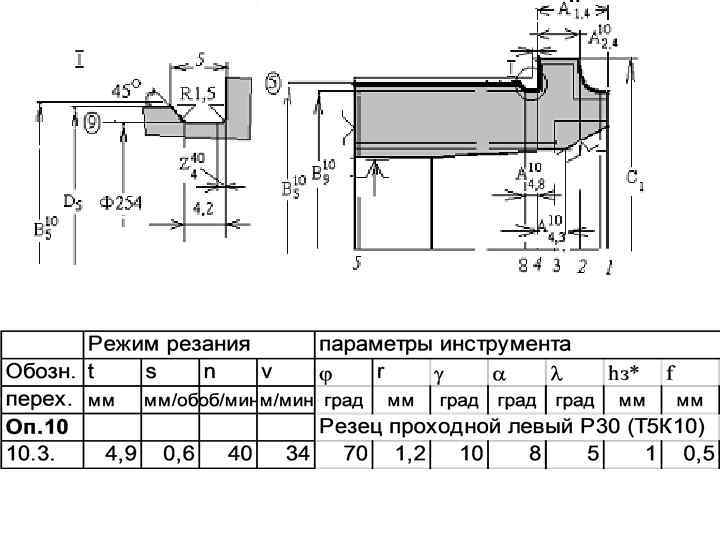
 Подрезать торец 4,") Маршрутная технология токарной обработки детали «Коронная шестерня» Операция 10. Токарная (163) Подрезать торец 4, торец 8 и проточить пов. 5.
Маршрутная технология токарной обработки детали «Коронная шестерня» Операция 10. Токарная (163) Подрезать торец 4, торец 8 и проточить пов. 5.
. Поз. 20. 1. Установить/снять заготовку/деталь Поз. 20. 2 Расточить") Операция 20. Токарная полуавтоматная (1286). Поз. 20. 1. Установить/снять заготовку/деталь Поз. 20. 2 Расточить пов. 6, пов. 3. , Проточить пов. 2.
Операция 20. Токарная полуавтоматная (1286). Поз. 20. 1. Установить/снять заготовку/деталь Поз. 20. 2 Расточить пов. 6, пов. 3. , Проточить пов. 2.
 Поз. 20. 3 Подрезать торец 1, торец 2, торец 3, торец 7
Поз. 20. 3 Подрезать торец 1, торец 2, торец 3, торец 7
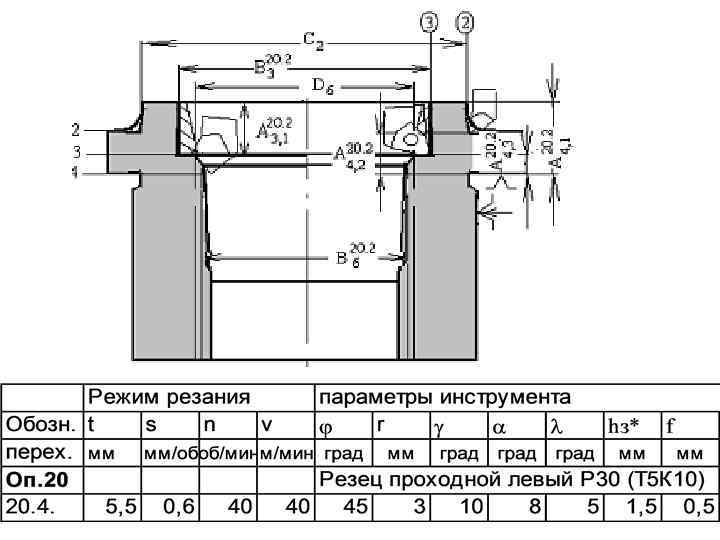
 Поз. 20. 4 Проточить пов. 1, пов. 2.
Поз. 20. 4 Проточить пов. 1, пов. 2.
 Поз. 20. 5 Подрезать торец 1, торец 2, торец 3, торец 7
Поз. 20. 5 Подрезать торец 1, торец 2, торец 3, торец 7
 Поз. 20. 6 Расточить пов. 3. , точить две фаски 2*45 (пов. 6 и 14)
Поз. 20. 6 Расточить пов. 3. , точить две фаски 2*45 (пов. 6 и 14)
 Операция 30. Токарная полуавтоматная. Поз. 30. 1. Установить/снять заготовку/деталь Поз. 30. 2. Расточить пов. 6, пов. 7. Поз. 30. 3. Подрезать торец 10, торец 11, торец 5. Поз. 30. 4. Расточить пов. 6, пов. 8. Поз. 30. 5. Подрезать торец 10, торец 11, торец 5, фаски 3*45 (пов. 12, 13) Поз. 30. 6. Расточить пов. 7, проточить пов. 5. Операция 40. Поз. 1. Токарная чистовая. Проточить пов. 5, подрезать торец 4. Операция 40. Поз. 2. Расточить пов. 7. , подрезать торец 5. Операция 50. Токарная чистовая. Расточить пов. 3,
Операция 30. Токарная полуавтоматная. Поз. 30. 1. Установить/снять заготовку/деталь Поз. 30. 2. Расточить пов. 6, пов. 7. Поз. 30. 3. Подрезать торец 10, торец 11, торец 5. Поз. 30. 4. Расточить пов. 6, пов. 8. Поз. 30. 5. Подрезать торец 10, торец 11, торец 5, фаски 3*45 (пов. 12, 13) Поз. 30. 6. Расточить пов. 7, проточить пов. 5. Операция 40. Поз. 1. Токарная чистовая. Проточить пов. 5, подрезать торец 4. Операция 40. Поз. 2. Расточить пов. 7. , подрезать торец 5. Операция 50. Токарная чистовая. Расточить пов. 3,
 Оценка допусков на диаметральные размеры обработанных цилиндрических поверхностей J=25 к. Н/мм
Оценка допусков на диаметральные размеры обработанных цилиндрических поверхностей J=25 к. Н/мм
 где
где
. Допуск равен 0, 27 мм,") = 0, 18 - 0, 5*0, 1=0, 13 (мм). Допуск равен 0, 27 мм, Погрешность установки инструмента и детали на сторону примем равной 0, 1 мм. Итого допуск на сторону после переустановки детали равен 0, 37 мм, а на диаметр, соответственно, 0, 74 мм, округленно: 0, 7 мм. . при черновой обработке стальных штамповок Sb=700 МПа лубиной резания t<6 мм, подачей s<1 мм/об и колебаниями ипуска П < 2 мм при критерии затупления h 3*< 1 мм, е в плане -60 погрешности формы обработанной линдрической поверхности равны 0, 35 - 0, 4 мм (на сторону) и 0, 7 -0, 8 мм на диаметр.
= 0, 18 - 0, 5*0, 1=0, 13 (мм). Допуск равен 0, 27 мм, Погрешность установки инструмента и детали на сторону примем равной 0, 1 мм. Итого допуск на сторону после переустановки детали равен 0, 37 мм, а на диаметр, соответственно, 0, 74 мм, округленно: 0, 7 мм. . при черновой обработке стальных штамповок Sb=700 МПа лубиной резания t<6 мм, подачей s<1 мм/об и колебаниями ипуска П < 2 мм при критерии затупления h 3*< 1 мм, е в плане -60 погрешности формы обработанной линдрической поверхности равны 0, 35 - 0, 4 мм (на сторону) и 0, 7 -0, 8 мм на диаметр.
 проходе, а также глубина дефектного") опуск на размеры обрабатываемой поверхности, остигнутый на первом (черновом) проходе, а также глубина дефектного слоя и погрешности базирования, установки и акрепления детали определяют припуск на следующий получистовой или чистовой) проход Примем минимальный припуск на втором проходе равным 0, 2 мм. Максимальный припуск с учетом допуска на диаметр 0, 7 мм равен: (0, 7 +2*0, 2)/2= 0, 55 мм.
опуск на размеры обрабатываемой поверхности, остигнутый на первом (черновом) проходе, а также глубина дефектного слоя и погрешности базирования, установки и акрепления детали определяют припуск на следующий получистовой или чистовой) проход Примем минимальный припуск на втором проходе равным 0, 2 мм. Максимальный припуск с учетом допуска на диаметр 0, 7 мм равен: (0, 7 +2*0, 2)/2= 0, 55 мм.
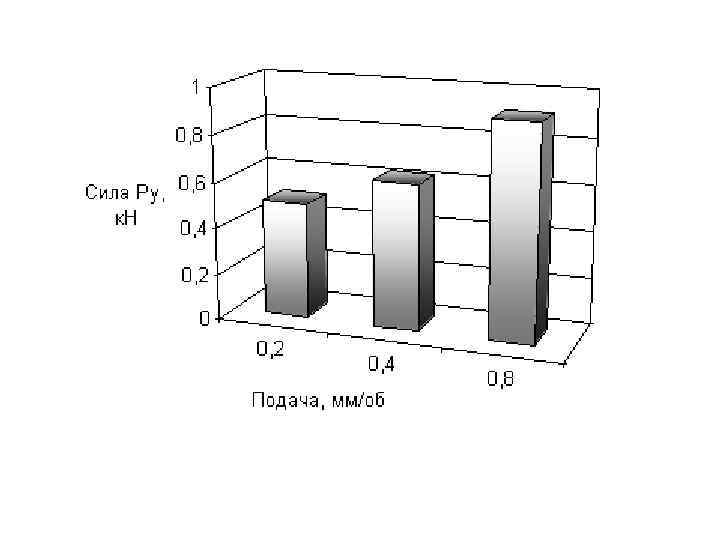
 Зависимости силы Ру и радиального биения обработанной поверхности от подачи при точении стальной заготовки «Коронная шестерня» , НВ=2290 МПа, =10 , =8 , hз=0, 6 мм, hз=0, 3 мм.
Зависимости силы Ру и радиального биения обработанной поверхности от подачи при точении стальной заготовки «Коронная шестерня» , НВ=2290 МПа, =10 , =8 , hз=0, 6 мм, hз=0, 3 мм.
 С увеличением подачи от 0, 2 до 0. 8 мм/об сила Ру увеличивается примерно вдвое: от 0, 5 до 0, 9 к. Н. Смещение на сторону при жесткости j=25 к. Н/мм будет 0, 03 мм. При поднайстройке резца через hз= 0, 3 мм отклонение на сторону вследствие размерного износа будет около 0, 04 мм. Т. о. суммарное отклонение диаметра обработанной поверхности при увеличении подачи от 0, 2 до 0, 8 мм находится в пределах от 0, 12 до 0, 16 мм. В частности, при подаче s=0, 4 мм/об погрешность обработки составит 0, 14 мм на диаметр. По аналогичной методике проверяется погрешность обработки на чистовом проходе.
С увеличением подачи от 0, 2 до 0. 8 мм/об сила Ру увеличивается примерно вдвое: от 0, 5 до 0, 9 к. Н. Смещение на сторону при жесткости j=25 к. Н/мм будет 0, 03 мм. При поднайстройке резца через hз= 0, 3 мм отклонение на сторону вследствие размерного износа будет около 0, 04 мм. Т. о. суммарное отклонение диаметра обработанной поверхности при увеличении подачи от 0, 2 до 0, 8 мм находится в пределах от 0, 12 до 0, 16 мм. В частности, при подаче s=0, 4 мм/об погрешность обработки составит 0, 14 мм на диаметр. По аналогичной методике проверяется погрешность обработки на чистовом проходе.
 Определение диаметральных размеров заготовки - радиальные биения hi - глубины дефектного слоя Граф диаметральных размеров заготовки и детали «Коронная шестерня»
Определение диаметральных размеров заготовки - радиальные биения hi - глубины дефектного слоя Граф диаметральных размеров заготовки и детали «Коронная шестерня»
 Обрабатывается пов. 5 на операции 10. При этом известны: а также допуск на диаметр пов. 5 заготовки: Расчет диаметральных размеров - в обратном порядке: Т. е. первой рассмотрим оп. 40, на которой должны быть выполнены допуск на диаметр пов. 5 детали и шероховатость обработанной поверхности Ra=2, 5 мкм (Rz=10 мкм). Минимальный припуск (больше суммы радиального биения, погрешности установки на оп. 40 и глубины дефектного слоя) принят: допуск на на диаметр пов. 5 заготовки на оп. 40 (больше суммы погрешностей, полученных на оп. 30 и радиального биения с учетом погрешности установки на операции 40) принят = 0, 16 м максимальный припуск на операции 40:
Обрабатывается пов. 5 на операции 10. При этом известны: а также допуск на диаметр пов. 5 заготовки: Расчет диаметральных размеров - в обратном порядке: Т. е. первой рассмотрим оп. 40, на которой должны быть выполнены допуск на диаметр пов. 5 детали и шероховатость обработанной поверхности Ra=2, 5 мкм (Rz=10 мкм). Минимальный припуск (больше суммы радиального биения, погрешности установки на оп. 40 и глубины дефектного слоя) принят: допуск на на диаметр пов. 5 заготовки на оп. 40 (больше суммы погрешностей, полученных на оп. 30 и радиального биения с учетом погрешности установки на операции 40) принят = 0, 16 м максимальный припуск на операции 40:
 К определению межоперационных технологических размеров поверхности 5
К определению межоперационных технологических размеров поверхности 5
 диаметральные размеры «заготовки» на этой операции: Чем больше допуск на операции 30, тем больше погрешности обработки на следующей операции – оп. 40. Однако эти погрешности не должны превышать допуска на деталь: И т. д.
диаметральные размеры «заготовки» на этой операции: Чем больше допуск на операции 30, тем больше погрешности обработки на следующей операции – оп. 40. Однако эти погрешности не должны превышать допуска на деталь: И т. д.
 Диам. размер Обозн. Содержание Припуск Z Допуск Переходов Min Max на диам. min поз. . 20. 4 Проточить пов 1 2 5, 5 7 315 322 2, 1 310, 9 313 Расточить пов 3 2 5 6 218 224 0, 6 228, 1 228, 8 0, 2 0, 55 0, 7 228, 7 0, 14 229, 06 229, 22 0, 18 0, 16 229, 04 229, 2 поз. . 20. 6 Расточить пов 3 оп. 50 Расточить пов 3 Max
Диам. размер Обозн. Содержание Припуск Z Допуск Переходов Min Max на диам. min поз. . 20. 4 Проточить пов 1 2 5, 5 7 315 322 2, 1 310, 9 313 Расточить пов 3 2 5 6 218 224 0, 6 228, 1 228, 8 0, 2 0, 55 0, 7 228, 7 0, 14 229, 06 229, 22 0, 18 0, 16 229, 04 229, 2 поз. . 20. 6 Расточить пов 3 оп. 50 Расточить пов 3 Max
 Расточи ть пов 0, 0, 229, 22 50 3 1 18 0, 16 04 9, 2 поз. 229, 9, 4 4 . 20. 2 Проточить 0, 05 пов 2 5 0 3 6 255 261 1, 9 255, 1 257 . 20. 4 Проточить пов 2 2 2, 95 1, 9 255, 1 257 1, 9 251, 1 253
Расточи ть пов 0, 0, 229, 22 50 3 1 18 0, 16 04 9, 2 поз. 229, 9, 4 4 . 20. 2 Проточить 0, 05 пов 2 5 0 3 6 255 261 1, 9 255, 1 257 . 20. 4 Проточить пов 2 2 2, 95 1, 9 255, 1 257 1, 9 251, 1 253
 . 2 0. 2 Расточ ить пов 6 2 20 7 10 192 2 20 20 7, 1, 6 5, 5 5 Расточ ить пов 6 2 20 20 7, 5, 1 1 по з. . 3 0. 2 по з. . 3 0. 4. 1 3 2 21 21 2, 0, 8 1, 1 1 Расточ 0, 1, ить пов 6 6 1 21 21 1, 0, 9 9 1
. 2 0. 2 Расточ ить пов 6 2 20 7 10 192 2 20 20 7, 1, 6 5, 5 5 Расточ ить пов 6 2 20 20 7, 5, 1 1 по з. . 3 0. 2 по з. . 3 0. 4. 1 3 2 21 21 2, 0, 8 1, 1 1 Расточ 0, 1, ить пов 6 6 1 21 21 1, 0, 9 9 1
 Линейные размеры детали Li, j и связанные с ними размеры заготовки Hi, j Минимальн Максималь Допуск, мм Обозначен ый ный ие размер, мм Размера L 1, 3 35 35, 34 0, 34 L 3, 4 L 2, 4 L 1, 5 H 1, 3 5, 8 12, 9 224, 85 6, 0 13, 5 226 0, 2 0, 6 1, 15 5 H 1, 4 5 H 1, 5 10 H 2, 4 5
Линейные размеры детали Li, j и связанные с ними размеры заготовки Hi, j Минимальн Максималь Допуск, мм Обозначен ый ный ие размер, мм Размера L 1, 3 35 35, 34 0, 34 L 3, 4 L 2, 4 L 1, 5 H 1, 3 5, 8 12, 9 224, 85 6, 0 13, 5 226 0, 2 0, 6 1, 15 5 H 1, 4 5 H 1, 5 10 H 2, 4 5
 допуск на поковки весом 25 – 40 кг размерами 260 -360 мм составляет 5 мм (+3, -2). Смещение поверхностей штампа и радиальное биение цилиндрических поверхностей для размеров нормальной точности – 1, 2 мм. Минимальный односторонний припуск поковок весом 40 – 100 кг включает шероховатость RZ = 320 мкм, глубину дефектного слоя h=350 мкм, погрешность установки и погрешность закрепления. Т. о. минимальный односторонний припуск при однократной черновой равен 2 мм При обработке с двумя установками детали припуск следует увеличить на 0, 3 мм, с тремя – еще на 0, 1 мм. Таким образом, примем:
допуск на поковки весом 25 – 40 кг размерами 260 -360 мм составляет 5 мм (+3, -2). Смещение поверхностей штампа и радиальное биение цилиндрических поверхностей для размеров нормальной точности – 1, 2 мм. Минимальный односторонний припуск поковок весом 40 – 100 кг включает шероховатость RZ = 320 мкм, глубину дефектного слоя h=350 мкм, погрешность установки и погрешность закрепления. Т. о. минимальный односторонний припуск при однократной черновой равен 2 мм При обработке с двумя установками детали припуск следует увеличить на 0, 3 мм, с тремя – еще на 0, 1 мм. Таким образом, примем:
 Граф линейных размеров заготовки и детали «Коронная шестерня»
Граф линейных размеров заготовки и детали «Коронная шестерня»
 Из графа :
Из графа :
 Следующий подходящий контур из графа:
Следующий подходящий контур из графа:
 Рассмотрим контур графа, включающий припуск
Рассмотрим контур графа, включающий припуск
 контур, включающий припуск Z 3
контур, включающий припуск Z 3
 Обозначение Размера Расчетные данные, мм 30 -35 46, 5 -51, 5 18, 5 -23, 5 237 -247 C 1 C 2 C 3 C 5 C 6 315 -322 255 -261 218 -224 260 -266 192 -202
Обозначение Размера Расчетные данные, мм 30 -35 46, 5 -51, 5 18, 5 -23, 5 237 -247 C 1 C 2 C 3 C 5 C 6 315 -322 255 -261 218 -224 260 -266 192 -202
 Дисковая пила диаметром") ПРИМЕРЫ ОПЕРАЦИЙ ОБРАБОТКИ ЗАГОТОВОК РЕЗАНИЕМ Разрезание прутков проката дисковыми пилами 1) Дисковая пила диаметром 600 мм 2) с числом зубьев Z=64 из 3) быстрорежущей стали Р 6 М 5, 4) 2) Зубья дисковой пилы из твердого 5) сплава Т 5 К 10 (Р 30).
ПРИМЕРЫ ОПЕРАЦИЙ ОБРАБОТКИ ЗАГОТОВОК РЕЗАНИЕМ Разрезание прутков проката дисковыми пилами 1) Дисковая пила диаметром 600 мм 2) с числом зубьев Z=64 из 3) быстрорежущей стали Р 6 М 5, 4) 2) Зубья дисковой пилы из твердого 5) сплава Т 5 К 10 (Р 30).
 Схема разрезания проката дисковой пилой
Схема разрезания проката дисковой пилой
 Кинематика резания дисковой пилой
Кинематика резания дисковой пилой
 Геометрические параметры зубьев дисковой пилы
Геометрические параметры зубьев дисковой пилы
.") a*=0, 1 мм. главный угол в плане чуть меньше 90 (например, 85… 87 ). t=7 мм. (
a*=0, 1 мм. главный угол в плане чуть меньше 90 (например, 85… 87 ). t=7 мм. (
 при резании стали 45 скорости резания равны 25 и 65 м/мин соответственно, а числа оборотов дисковой пилы 11 и 40 об/мин. Минутная подача Sм=S 0 n. Машинное время в первом варианте равно 7, 2 мин, во втором – 2 мин.
при резании стали 45 скорости резания равны 25 и 65 м/мин соответственно, а числа оборотов дисковой пилы 11 и 40 об/мин. Минутная подача Sм=S 0 n. Машинное время в первом варианте равно 7, 2 мин, во втором – 2 мин.
 Технологические параметры разрезания прутка дисковой пилой Геометрические параметры дисковой пилы
Технологические параметры разрезания прутка дисковой пилой Геометрические параметры дисковой пилы
 Сопоставление мощностей разрезания для быстрорежущей дисковой пилы D=600 мм, Z=32, b=7 мм и для такой же фрезы с твердосплавными зубьями.
Сопоставление мощностей разрезания для быстрорежущей дисковой пилы D=600 мм, Z=32, b=7 мм и для такой же фрезы с твердосплавными зубьями.
 Сверление и зенкерование заготовок на вертикально-сверлильных станках Схема компоновки вертикально-сверлильного станка
Сверление и зенкерование заготовок на вертикально-сверлильных станках Схема компоновки вертикально-сверлильного станка
 сверление – без остановок для удаления стружки. Выбираем s=0, 5 мм/об Схема сверления отверстия в заготовке на вертикально-сверлильном станке
сверление – без остановок для удаления стружки. Выбираем s=0, 5 мм/об Схема сверления отверстия в заготовке на вертикально-сверлильном станке
 Геометрические параметры спирального сверла
Геометрические параметры спирального сверла
 Влияние скорости резания на температуру сверления стали 4 сверлом Р 6 М 5, s= 0, 5 мм/об. скорость резания 13 м/мин, а частота вращения при диаметре сверла 40 мм – 100 об/мин
Влияние скорости резания на температуру сверления стали 4 сверлом Р 6 М 5, s= 0, 5 мм/об. скорость резания 13 м/мин, а частота вращения при диаметре сверла 40 мм – 100 об/мин
 Рациональная температура передней поверхности для твердосплавных зенкеров около 800 С Схема зенкерования отверстия в заготовке на вертикально-сверлильном станке
Рациональная температура передней поверхности для твердосплавных зенкеров около 800 С Схема зенкерования отверстия в заготовке на вертикально-сверлильном станке
 Влияние скорости резания на температуру при зенкеровании стали 45 зенкером Z=3, Т 5 К 10, S=1 мм/об
Влияние скорости резания на температуру при зенкеровании стали 45 зенкером Z=3, Т 5 К 10, S=1 мм/об
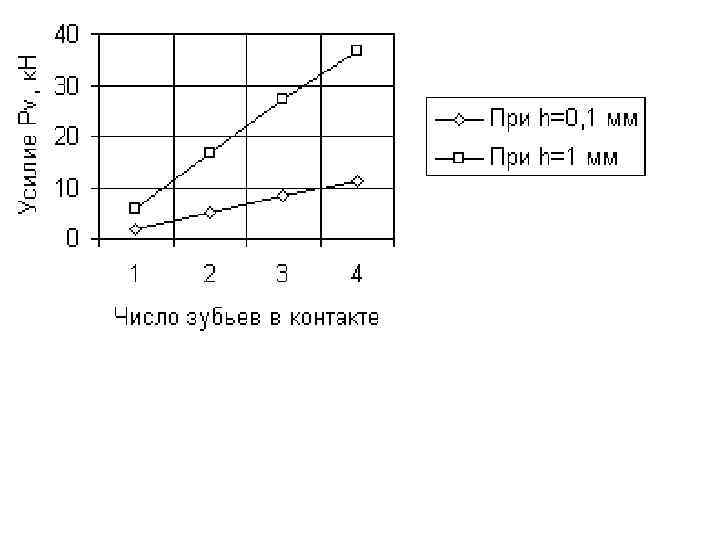
 Режимы резания и параметры режущего инструмента при сверлении и зенкеровании асчеты показывают, что cила Pz на одном зубе равна 12, 4 к. Н, мощность при скорости резания 1 м/с равно 12, 4 к. Вт. ля трех зубьев мощность станка должна быть не менее 37, 2 к. Вт. ри этом допускаемая станком осевая сила должна быть е менее 30 к. Н.
Режимы резания и параметры режущего инструмента при сверлении и зенкеровании асчеты показывают, что cила Pz на одном зубе равна 12, 4 к. Н, мощность при скорости резания 1 м/с равно 12, 4 к. Вт. ля трех зубьев мощность станка должна быть не менее 37, 2 к. Вт. ри этом допускаемая станком осевая сила должна быть е менее 30 к. Н.
 Растачивание отверстия на одной из позиций шестишпиндельного токарного вертикального полуавтомата двумя резцами Т 5 К 10, = 45
Растачивание отверстия на одной из позиций шестишпиндельного токарного вертикального полуавтомата двумя резцами Т 5 К 10, = 45
 lп в 1, 5 -2, 0 раза > длины C контакта стружки с резцом или в 6 -8 раз> толщины срезаемого слоя при lп 3 -3, 5 мм: S=0, 6 мм/об. Форма передней поверхности с упрочняющей и стабилизирующей фасками и стружкозавивающей плоскостью
lп в 1, 5 -2, 0 раза > длины C контакта стружки с резцом или в 6 -8 раз> толщины срезаемого слоя при lп 3 -3, 5 мм: S=0, 6 мм/об. Форма передней поверхности с упрочняющей и стабилизирующей фасками и стружкозавивающей плоскостью
 Силе в Py= 1 к. Н") При растачивании ( J = 10 к. Н/мм) Силе в Py= 1 к. Н соответствует погрешность около 0, 1 мм на сторону. желательно, чтобы суммарная сила Ру была минимальна по величине и направлена в сторону резца, обрабатывающего больший диаметр Не следует превышать температуру передней поверхности более 800 С, поскольку в наладке участвует 10 резцов и должна быть обеспечена высокая стойкость пластин
При растачивании ( J = 10 к. Н/мм) Силе в Py= 1 к. Н соответствует погрешность около 0, 1 мм на сторону. желательно, чтобы суммарная сила Ру была минимальна по величине и направлена в сторону резца, обрабатывающего больший диаметр Не следует превышать температуру передней поверхности более 800 С, поскольку в наладке участвует 10 резцов и должна быть обеспечена высокая стойкость пластин

 Влияние переднего угла на силы и мощность при растачивании отверстия в заготовке «Коронная шестерня» , сталь 45, s=0, 6 мм/об, hз*=0, 6 мм, резцы Т 5 К 10 = 45 , t = 5, 5 мм, и = 45 , t= 4, 5 мм.
Влияние переднего угла на силы и мощность при растачивании отверстия в заготовке «Коронная шестерня» , сталь 45, s=0, 6 мм/об, hз*=0, 6 мм, резцы Т 5 К 10 = 45 , t = 5, 5 мм, и = 45 , t= 4, 5 мм.
 Влияние скорости резания на температуру при растачивании стали 45, = 45 , hз=1 мм.
Влияние скорости резания на температуру при растачивании стали 45, = 45 , hз=1 мм.