

Литьё.ppt
- Количество слайдов: 17
 Литейное производство Сущность технологического процесса получения заготовок методом литья заключается в том, что расплавленный металл заливается в заранее приготовленную литейную форму, полость которой по своим размерам и конфигурации соответствует форме и размерам требуемой заготовки. После остывания заготовки (отливки) она извлекается из формы.
Литейное производство Сущность технологического процесса получения заготовок методом литья заключается в том, что расплавленный металл заливается в заранее приготовленную литейную форму, полость которой по своим размерам и конфигурации соответствует форме и размерам требуемой заготовки. После остывания заготовки (отливки) она извлекается из формы.
 Технологические процессы получения заготовок литьем • • • Литье в песчано-глинистые формы Литье в кокиль Центробежное литье Литье под давлением Литье по выплавляемым моделям Литье в оболочковые формы
Технологические процессы получения заготовок литьем • • • Литье в песчано-глинистые формы Литье в кокиль Центробежное литье Литье под давлением Литье по выплавляемым моделям Литье в оболочковые формы
 Литье в песчано-глинистые формы • • • Технологический процесс состоит из следующих операций: Изготовление модельной оснастки; Изготовление формовочных и стержневых смесей; Изготовление стержней и формовок по модели; Сушка стержней и полуформ; Сборка форм; Заливка металла в форму; Остывание отливки и выбивка ее из формы; Обрубка литников и выпоров; Очистка отливки. Литьем в песчано-глинистые формы получают отливки больших размеров.
Литье в песчано-глинистые формы • • • Технологический процесс состоит из следующих операций: Изготовление модельной оснастки; Изготовление формовочных и стержневых смесей; Изготовление стержней и формовок по модели; Сушка стержней и полуформ; Сборка форм; Заливка металла в форму; Остывание отливки и выбивка ее из формы; Обрубка литников и выпоров; Очистка отливки. Литьем в песчано-глинистые формы получают отливки больших размеров.

 • • • Технологический процесс состоит из следующих") Литье в кокиль (формы многократного использования) • • • Технологический процесс состоит из следующих операций: Очистка кокиля; Нанесение на внутреннюю полость кокиля огнеупорной обмазки; Нагрев кокиля до 200 -300 градусов; Сборка полуформ; Заливка металла; Остывание отливки и извлечение ее из формы.
Литье в кокиль (формы многократного использования) • • • Технологический процесс состоит из следующих операций: Очистка кокиля; Нанесение на внутреннюю полость кокиля огнеупорной обмазки; Нагрев кокиля до 200 -300 градусов; Сборка полуформ; Заливка металла; Остывание отливки и извлечение ее из формы.
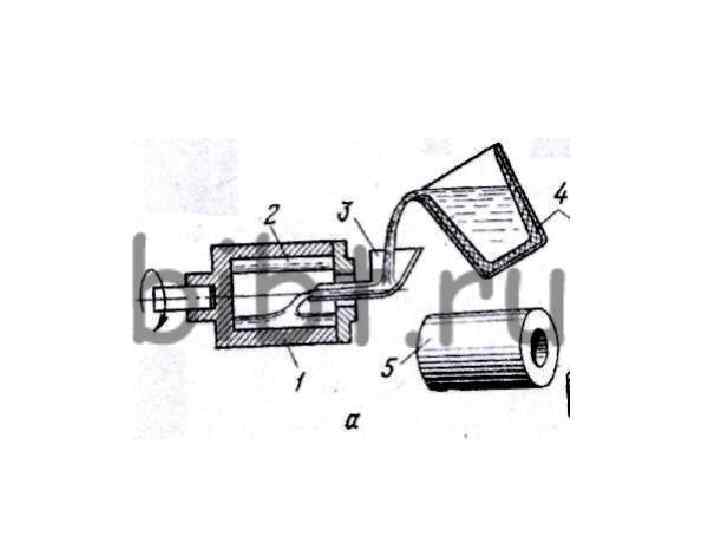
 Центробежное литье Данный способ используется при изготовлении отливок тел вращения с центральным отверстием – труб, втулок. Расплавленный металл заливается во вращающуюся форму. Под действием центробежных сил он отбрасывается к стенкам формы и затвердевает.
Центробежное литье Данный способ используется при изготовлении отливок тел вращения с центральным отверстием – труб, втулок. Расплавленный металл заливается во вращающуюся форму. Под действием центробежных сил он отбрасывается к стенкам формы и затвердевает.

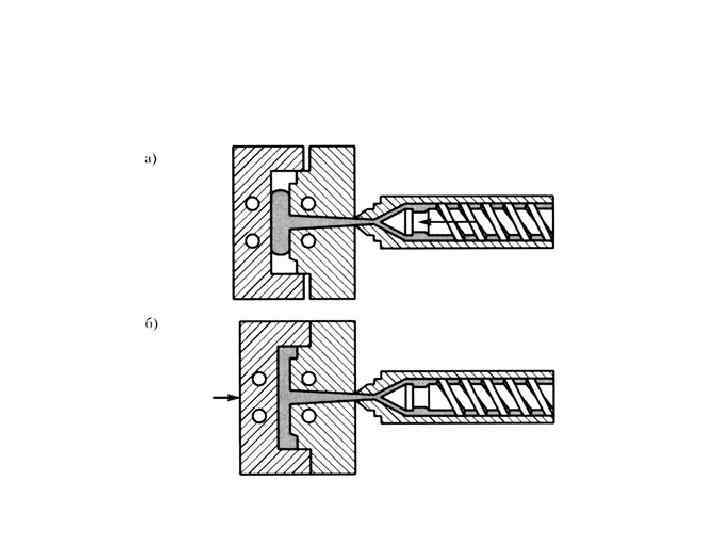
 Литье под давлением Данный способ применяется для получения отливок небольших размеров из сплавов цветных металлов или пластмассы. Технологический процесс литья под давлением заключается в том, что расплавленный металл заполняет пресс-форму (из углеродистой стали) под давлением поршня. После затвердевания отливки форма раскрывается и отливка извлекается.
Литье под давлением Данный способ применяется для получения отливок небольших размеров из сплавов цветных металлов или пластмассы. Технологический процесс литья под давлением заключается в том, что расплавленный металл заполняет пресс-форму (из углеродистой стали) под давлением поршня. После затвердевания отливки форма раскрывается и отливка извлекается.

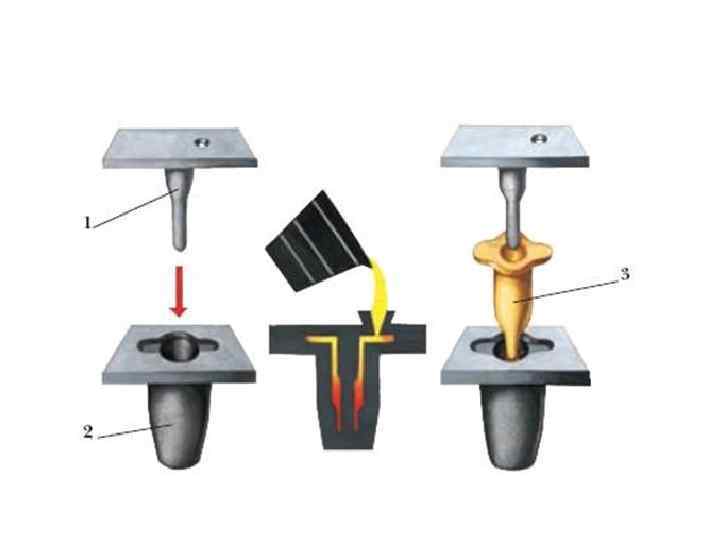
 Литье по выплавляемым моделям • • Технологический процесс состоит из следующих операций: Изготовление модели-эталона отливки из легкообрабатываемого материала; Изготовление по эталону пресс-формы; Изготовление модели из легкоплавкого материала (парафина, полистирола) прессованием в пресс-форме; Изготовление оболочки путем многократного нанесения на модель огнеупорного состава – керамической суспензии с кварцевым песком; Просушивание при температуре 150 -200 градусов, при этом расплавленный материал вытекает; Прокаливание формы в печи при температуре 800 градусов; Заливка формы; Остывание и извлечение отливки. Данный способ применяется для изготовления отливок сложной конфигурации и точных размеров.
Литье по выплавляемым моделям • • Технологический процесс состоит из следующих операций: Изготовление модели-эталона отливки из легкообрабатываемого материала; Изготовление по эталону пресс-формы; Изготовление модели из легкоплавкого материала (парафина, полистирола) прессованием в пресс-форме; Изготовление оболочки путем многократного нанесения на модель огнеупорного состава – керамической суспензии с кварцевым песком; Просушивание при температуре 150 -200 градусов, при этом расплавленный материал вытекает; Прокаливание формы в печи при температуре 800 градусов; Заливка формы; Остывание и извлечение отливки. Данный способ применяется для изготовления отливок сложной конфигурации и точных размеров.
 Выплавляемая модель
Выплавляемая модель
 Литье в оболочковые формы • • • Технологический процесс состоит из следующих операций: Изготовление металлической модели; Установка модели на подмодельную плиту и нагрев их до 200 -250 градусов; Нанесение на модель и подмодельную плиту формовочной смеси (кварцевый песок с термореактивной смолой, которая при температуре 100 -200 градусов расплавляется, а при дальнейшем нагреве до 200 -250 градусов необратимо застывает); Снятие оболочки с модели и сбор оболочек; Заливка оболочек металлом; Остывание и извлечение отливок.
Литье в оболочковые формы • • • Технологический процесс состоит из следующих операций: Изготовление металлической модели; Установка модели на подмодельную плиту и нагрев их до 200 -250 градусов; Нанесение на модель и подмодельную плиту формовочной смеси (кварцевый песок с термореактивной смолой, которая при температуре 100 -200 градусов расплавляется, а при дальнейшем нагреве до 200 -250 градусов необратимо застывает); Снятие оболочки с модели и сбор оболочек; Заливка оболочек металлом; Остывание и извлечение отливок.

 • Недостатком литья является относительно большой процент брака. Наиболее характерными дефектами литья являются: трещины, раковины (воздушные, шлаковые), неоднородность химического состава отливок.
• Недостатком литья является относительно большой процент брака. Наиболее характерными дефектами литья являются: трещины, раковины (воздушные, шлаковые), неоднородность химического состава отливок.