

заочн.матер.механ..ppt
- Количество слайдов: 160
 Лекция. Основы теории металлов и сплавов. Теория и технология термической обработки стали.
Лекция. Основы теории металлов и сплавов. Теория и технология термической обработки стали.

 теоретические обобщения в области металлургии П. П.") Ломоносов М. В. (1711 1765 г. ) теоретические обобщения в области металлургии П. П. Аносов (1797 1851 г. ) впервые применили микроскоп для исследования и установил зависимость свойств сплавов от структуры О. К. Чернов (1833 1921 г. ) установил критические точки стали и признан всеми металлургами «отцом металлографии»
Ломоносов М. В. (1711 1765 г. ) теоретические обобщения в области металлургии П. П. Аносов (1797 1851 г. ) впервые применили микроскоп для исследования и установил зависимость свойств сплавов от структуры О. К. Чернов (1833 1921 г. ) установил критические точки стали и признан всеми металлургами «отцом металлографии»
 Любой материал характеризуется химическим составом, структурой и свойствами. Материаловедение – это наука, изучающая связь между химическим составом, структурой и свойствами материалов и закономерности изменения этих свойств под влиянием внешних воздействий (механических, термических, химических и др. ), реализуемых в процессе производства, обработки и эксплуатации изделий из этих материалов Структурная схема дисциплины «Материаловедение» материал химический состав строение (структура) внешние воздействия свойства
Любой материал характеризуется химическим составом, структурой и свойствами. Материаловедение – это наука, изучающая связь между химическим составом, структурой и свойствами материалов и закономерности изменения этих свойств под влиянием внешних воздействий (механических, термических, химических и др. ), реализуемых в процессе производства, обработки и эксплуатации изделий из этих материалов Структурная схема дисциплины «Материаловедение» материал химический состав строение (структура) внешние воздействия свойства
 Структурная схема основных связей в материаловедении Условия получения и способы обработки материала Химический состав и строение материала Технологические свойства (отношение к способам обработки) Эксплуатационные свойства (поведение в условиях службы) Техническое применение материала Экономические показатели (стоимость, дефицитность)
Структурная схема основных связей в материаловедении Условия получения и способы обработки материала Химический состав и строение материала Технологические свойства (отношение к способам обработки) Эксплуатационные свойства (поведение в условиях службы) Техническое применение материала Экономические показатели (стоимость, дефицитность)
 Агрегатные состояния вещества кристалл жидкость газы не имеют постоянных объема и формы при постоянной температуре; жидкости имеют постоянный объем, но форма зависит от сосуда; твердые вещества имеют постоянную форму и объем.
Агрегатные состояния вещества кристалл жидкость газы не имеют постоянных объема и формы при постоянной температуре; жидкости имеют постоянный объем, но форма зависит от сосуда; твердые вещества имеют постоянную форму и объем.
 ВИДЫ И СТРОЕНИЯ ТВЕРДЫХ ТЕЛ
ВИДЫ И СТРОЕНИЯ ТВЕРДЫХ ТЕЛ
 Электроны слабо связаны с атомом ядра, поэтому становятся общими и при деформации беспечивают о высокую пластичность
Электроны слабо связаны с атомом ядра, поэтому становятся общими и при деформации беспечивают о высокую пластичность
 Осуществляется обобществлением валенных электронов соседних атомов. Электронное облако стягивает ядра, стремясь максимально приблизить их друг к другу. Пример – алмаз Эти кристаллы полупроводники или диэлектрики. К ковалентным кристаллам относятся сложные вещества: карбид Si , нитрид Аl и т. д.
Осуществляется обобществлением валенных электронов соседних атомов. Электронное облако стягивает ядра, стремясь максимально приблизить их друг к другу. Пример – алмаз Эти кристаллы полупроводники или диэлектрики. К ковалентным кристаллам относятся сложные вещества: карбид Si , нитрид Аl и т. д.
 Атом Na имеет один «лишний» валентный электрон. Атому Cl, имеющему 7 валентных электронов для образования устойчивой оболочки не хватает одного. Атом Na отдает свой электрон Cl, в результате образуется положительный ион Na+ и отрицательный Cl , которые притягиваются создают ионную связь. Энергия связи велика высокие t пл. и t исп. , высокие модуль упругости и низкие коэффициенты сжимаемости и линейного расширения. Диэлектрики (соли, окислы) или полупроводники.
Атом Na имеет один «лишний» валентный электрон. Атому Cl, имеющему 7 валентных электронов для образования устойчивой оболочки не хватает одного. Атом Na отдает свой электрон Cl, в результате образуется положительный ион Na+ и отрицательный Cl , которые притягиваются создают ионную связь. Энергия связи велика высокие t пл. и t исп. , высокие модуль упругости и низкие коэффициенты сжимаемости и линейного расширения. Диэлектрики (соли, окислы) или полупроводники.
 Энергия связи В д В не велика, поэтому молекулярные кристаллы имеют низкую t плавления и t испарения. Такие кристаллы диэлектрики.
Энергия связи В д В не велика, поэтому молекулярные кристаллы имеют низкую t плавления и t испарения. Такие кристаллы диэлектрики.
 ВИДЫ И СТРОЕНИЯ ТВЕРДЫХ ТЕЛ
ВИДЫ И СТРОЕНИЯ ТВЕРДЫХ ТЕЛ
 Пространственно кристаллическая решетка Z Z c У a Х b х, у, z – пространственные оси a, b, c – кратчайшие трансляции Х У элементарная кристаллическая ячейка Основные характеристики кристаллической решетки c ά β γ b -углы между осями: ά, β, γ; -периоды решетки: a, b, c; -число атомов, приходящиеся на ячейку n; -координационное число Z, равное числу ближайших равноудаленных атомов; -коэффициент компактности К, равный доле объема ячейки, занятой атомами: a яч
Пространственно кристаллическая решетка Z Z c У a Х b х, у, z – пространственные оси a, b, c – кратчайшие трансляции Х У элементарная кристаллическая ячейка Основные характеристики кристаллической решетки c ά β γ b -углы между осями: ά, β, γ; -периоды решетки: a, b, c; -число атомов, приходящиеся на ячейку n; -координационное число Z, равное числу ближайших равноудаленных атомов; -коэффициент компактности К, равный доле объема ячейки, занятой атомами: a яч
 Mo, ά W, V, Cr, Zr, Nb, Ta, ά Fe,") Решетка объемноцентрированная кубическая (ОЦК) Mo, ά W, V, Cr, Zr, Nb, Ta, ά Fe, β Ti, β Hf
Решетка объемноцентрированная кубическая (ОЦК) Mo, ά W, V, Cr, Zr, Nb, Ta, ά Fe, β Ti, β Hf
 Al, Cu, Ag, Pt, γ Fe") Решетка гранецентрированная кубическая (ГЦК) Al, Cu, Ag, Pt, γ Fe
Решетка гранецентрированная кубическая (ГЦК) Al, Cu, Ag, Pt, γ Fe
 Mg, Zn, Be, ά Zr, ά Hf, Re, ά Ti,") Решетка гексагональная плотноупакованная (ГП) Mg, Zn, Be, ά Zr, ά Hf, Re, ά Ti, ά Co
Решетка гексагональная плотноупакованная (ГП) Mg, Zn, Be, ά Zr, ά Hf, Re, ά Ti, ά Co
 Полиморфизм Способность одного вещества существовать в кристаллических формах называется полиморфизмом. нескольких Различные кристаллические формы одного и того же вещества называются полиморфными модификациями. Кривая охлаждения железа Температура металла, °С t. ПЛ 1539 δ-Fe ОЦК 1392 γ-Fe ГЦК 911 770 β-Fe ОЦК α-Fe ОЦК Время
Полиморфизм Способность одного вещества существовать в кристаллических формах называется полиморфизмом. нескольких Различные кристаллические формы одного и того же вещества называются полиморфными модификациями. Кривая охлаждения железа Температура металла, °С t. ПЛ 1539 δ-Fe ОЦК 1392 γ-Fe ГЦК 911 770 β-Fe ОЦК α-Fe ОЦК Время
 Диффузия в металлах Под диффузией понимают перемещение атомов в кристаллическом теле на расстояния, превышающие средние межатомные для данного вещества Механизмы диффузии в кристаллах: а – прямой обменный; б – циклический обменный; в – вакансионный; г – простой межузельный; д – межузельный механизм вытеснения; е – аудионный. г в д б а е
Диффузия в металлах Под диффузией понимают перемещение атомов в кристаллическом теле на расстояния, превышающие средние межатомные для данного вещества Механизмы диффузии в кристаллах: а – прямой обменный; б – циклический обменный; в – вакансионный; г – простой межузельный; д – межузельный механизм вытеснения; е – аудионный. г в д б а е
 Кристаллизация металлов из расплавленного состояния Термодинамический потенциал системы атомов Запас свободной энергии системы атомов где: U – полная энергия системы; T – абсолютная температура; S – энтропия; P – давление; V – объем. Запас свободной энергии Изменение свободной энергии атомов металла в процессе охлаждения жидкое состояние твердое состояние t. T Температура
Кристаллизация металлов из расплавленного состояния Термодинамический потенциал системы атомов Запас свободной энергии системы атомов где: U – полная энергия системы; T – абсолютная температура; S – энтропия; P – давление; V – объем. Запас свободной энергии Изменение свободной энергии атомов металла в процессе охлаждения жидкое состояние твердое состояние t. T Температура
 Схема формирования структуры сплава при кристаллизации t. T t. Д Δtохл Время Изменение свободной энергии атомов металла в процессе охлаждения Запас свободной энергии Температура металла Вид кривых охлаждения чистых металлов жидкое состояние б ΔF в а твердо состояние Δtохл t. Д t. T Температура Δtолх – степень переохлаждения Δtолх = t. Т – t. Д – действительные температуры кристаллизации (критические точки) ΔF – величина выделившейся свободной энергии в пересчёте на единицу массы металла является скрытой теплотой плавления
Схема формирования структуры сплава при кристаллизации t. T t. Д Δtохл Время Изменение свободной энергии атомов металла в процессе охлаждения Запас свободной энергии Температура металла Вид кривых охлаждения чистых металлов жидкое состояние б ΔF в а твердо состояние Δtохл t. Д t. T Температура Δtолх – степень переохлаждения Δtолх = t. Т – t. Д – действительные температуры кристаллизации (критические точки) ΔF – величина выделившейся свободной энергии в пересчёте на единицу массы металла является скрытой теплотой плавления
 Схема дендритного роста кристалла Развитие зародыша кристаллической решётки происходит в плоскостях наибольшей плотности атомов и минимального расстояния между ними. В этих направлениях образуются ветви будущего кристалла: 1 – оси первого порядка; 2 — оси второго порядка; 3 — оси третьего порядка и т. д. Анизотропией называется различие свойств материалов по различным направлениям, в противоположность этому одинаковость свойств называют изотропией. Близкая ориентация решеток зерен поликристаллического металла называется текстурой, а технологические процессы, направленные на её образование – текстурованием.
Схема дендритного роста кристалла Развитие зародыша кристаллической решётки происходит в плоскостях наибольшей плотности атомов и минимального расстояния между ними. В этих направлениях образуются ветви будущего кристалла: 1 – оси первого порядка; 2 — оси второго порядка; 3 — оси третьего порядка и т. д. Анизотропией называется различие свойств материалов по различным направлениям, в противоположность этому одинаковость свойств называют изотропией. Близкая ориентация решеток зерен поликристаллического металла называется текстурой, а технологические процессы, направленные на её образование – текстурованием.
 Зависимость Таммана Скорость роста зерен Чстота зрождения зерен Металлы, состоящие из множества кристаллитов, называются поликристаллическими, или поликристаллами Зависимость частоты зарождения зерен, скорости роста зерен и их величины от степени переохлаждения металла ЧЗ СР Δt 1 Δt 2 Степень переохлаждения
Зависимость Таммана Скорость роста зерен Чстота зрождения зерен Металлы, состоящие из множества кристаллитов, называются поликристаллическими, или поликристаллами Зависимость частоты зарождения зерен, скорости роста зерен и их величины от степени переохлаждения металла ЧЗ СР Δt 1 Δt 2 Степень переохлаждения
 Строение металлического слитка Расположение дендритов в наружных частях слитка Строение слитка 1 стенки изложницы; 2 - мелкие равноосные кристаллы; 3 – древовидные кристаллы; 4 — равноосные неориентированные кристаллы больших размеров; 5 — усадочная рыхлость; 6 – усадочная раковина
Строение металлического слитка Расположение дендритов в наружных частях слитка Строение слитка 1 стенки изложницы; 2 - мелкие равноосные кристаллы; 3 – древовидные кристаллы; 4 — равноосные неориентированные кристаллы больших размеров; 5 — усадочная рыхлость; 6 – усадочная раковина
 зерен Наличие") Реальное строение металлов Различная ориентация решёток зёрен в поликристаллических телах Фрагментация (полигонизация) зерен Наличие границ зерен в поликристаллических телах Блочность (мозаичность) зерен
Реальное строение металлов Различная ориентация решёток зёрен в поликристаллических телах Фрагментация (полигонизация) зерен Наличие границ зерен в поликристаллических телах Блочность (мозаичность) зерен
 Дефекты кристаллического строения металлов Точечные дефекты Вакансия – это узел кристаллической решетки не занятый атомами или ионами Межузельный атом – атом, расположенный в межатомном пространстве кристаллической решетки Вакансия и межузельный атом - ло- кально искажают кристаллическую решетку Линейные дефекты Краевая дислокация
Дефекты кристаллического строения металлов Точечные дефекты Вакансия – это узел кристаллической решетки не занятый атомами или ионами Межузельный атом – атом, расположенный в межатомном пространстве кристаллической решетки Вакансия и межузельный атом - ло- кально искажают кристаллическую решетку Линейные дефекты Краевая дислокация
 Дефекты кристаллического строения металлов Границы зерен и субзерен Поверхностные дефекты – границы зерен, фрагментов и блоков Объемные дефекты – трещины и поры
Дефекты кристаллического строения металлов Границы зерен и субзерен Поверхностные дефекты – границы зерен, фрагментов и блоков Объемные дефекты – трещины и поры
 Строение металлических сплавов Основные понятия и определения. Правило фаз Металлическим сплавом называют макроскопически однородное вещество, состоящее из двух и более элементов и обладающее металлическими свойствами. Фаза однородная по составу и строению часть системы, отделенная от других частей поверхность раздела, при переходе через которую скачком изменяются свойства. Компоненты - химические элементы, из которых состоят сплавы. Часто компонентами называют вещества, образующие систему. Компонентами могут быть металлические, неметаллические и газообразные элементы. Система - совокупность фаз, находящихся в равновесии. Система находится в равновесии, если при заданных условиях, характеризующихся температурой и давлением, в ней не происходят процессы, приводящие к изменению фазового состава. Равновесное состояние системы соответствует минимальному значению свободной энергии. В этом состоянии все процессы превращений закончились полностью, она характеризуется определенным числом фаз и концентраций элементов в фазах.
Строение металлических сплавов Основные понятия и определения. Правило фаз Металлическим сплавом называют макроскопически однородное вещество, состоящее из двух и более элементов и обладающее металлическими свойствами. Фаза однородная по составу и строению часть системы, отделенная от других частей поверхность раздела, при переходе через которую скачком изменяются свойства. Компоненты - химические элементы, из которых состоят сплавы. Часто компонентами называют вещества, образующие систему. Компонентами могут быть металлические, неметаллические и газообразные элементы. Система - совокупность фаз, находящихся в равновесии. Система находится в равновесии, если при заданных условиях, характеризующихся температурой и давлением, в ней не происходят процессы, приводящие к изменению фазового состава. Равновесное состояние системы соответствует минимальному значению свободной энергии. В этом состоянии все процессы превращений закончились полностью, она характеризуется определенным числом фаз и концентраций элементов в фазах.
 Число степеней свободы системы - это число независимых переменных внутренних и внешних факторов (концентрация, температура, давление), которое можно изменять без изменения числа фаз к системе. Для систем, находящихся в равновесии, выполняется закон Гиббса правило фаз, которое представляет собой математическое выражение условия равновесия системы. Независимыми переменными являются концентрация, температура и давление. Для превращений в металлах, протекающих при постоянном давлении, правило фаз имеет вид: с=k-ф+1 При кристаллизации чистых металлов, когда одновременно присутствуют жидкая и твердая фазы, число степеней свободы равно нулю, поскольку k = 1. Это значит, что две фазы находятся в равновесии при неизменной Т и эта Т кристаллизации не может быть изменена до тех пор, пока не исчезнет одна из фаз. Если металл находится в жидком, однофазном состоянии, то число степеней свободы системы равно 1. Это значит, что в определенных пределах Т может быть изменена без изменения жидкофазного состояния системы, например, в интервале выше Т плавления и ниже Т кипения жидкого металла.
Число степеней свободы системы - это число независимых переменных внутренних и внешних факторов (концентрация, температура, давление), которое можно изменять без изменения числа фаз к системе. Для систем, находящихся в равновесии, выполняется закон Гиббса правило фаз, которое представляет собой математическое выражение условия равновесия системы. Независимыми переменными являются концентрация, температура и давление. Для превращений в металлах, протекающих при постоянном давлении, правило фаз имеет вид: с=k-ф+1 При кристаллизации чистых металлов, когда одновременно присутствуют жидкая и твердая фазы, число степеней свободы равно нулю, поскольку k = 1. Это значит, что две фазы находятся в равновесии при неизменной Т и эта Т кристаллизации не может быть изменена до тех пор, пока не исчезнет одна из фаз. Если металл находится в жидком, однофазном состоянии, то число степеней свободы системы равно 1. Это значит, что в определенных пределах Т может быть изменена без изменения жидкофазного состояния системы, например, в интервале выше Т плавления и ниже Т кипения жидкого металла.
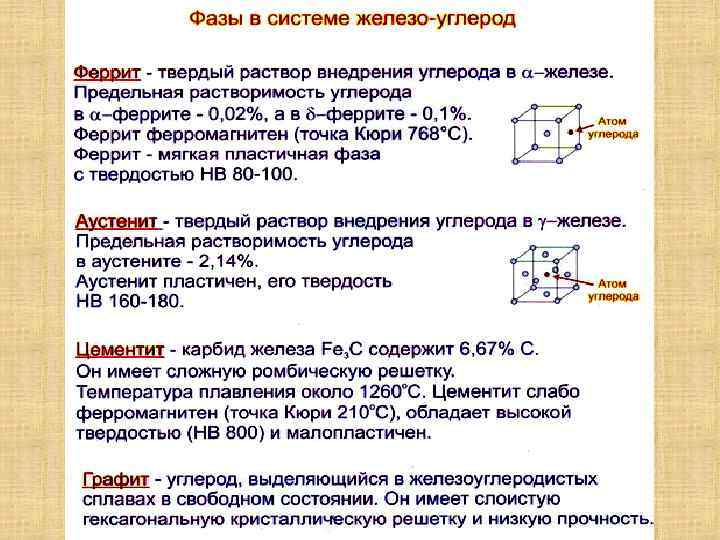
 М. В. Ломоносов дал научное определение металлам: «Металлы суть светлые тела, которые ковать можно» . При кристаллизации сплавов могут образовываться твердые фазы в виде: • чистых металлов; • твердых растворов; • промежуточных фаз. Все перечисленные фазы между собой могут образовывать фазовые смеси. «Твердые растворы есть твердые фазы, в которых соотношения между составляющими ( компонентами) могут изменяться в достаточно широких пределах без нарушения однородности» (Н. С. Курнаков). • • Различают твердые растворы: замещения и внедрения; ограниченной и неограниченной растворимости.
М. В. Ломоносов дал научное определение металлам: «Металлы суть светлые тела, которые ковать можно» . При кристаллизации сплавов могут образовываться твердые фазы в виде: • чистых металлов; • твердых растворов; • промежуточных фаз. Все перечисленные фазы между собой могут образовывать фазовые смеси. «Твердые растворы есть твердые фазы, в которых соотношения между составляющими ( компонентами) могут изменяться в достаточно широких пределах без нарушения однородности» (Н. С. Курнаков). • • Различают твердые растворы: замещения и внедрения; ограниченной и неограниченной растворимости.
 Твердый раствор") Твердые растворы замещения образуются при замене атомов растворителя атомами растворенного вещества. 1) Твердый раствор замещения неограниченной растворимости никеля и меди (Ni ⇄ Cu)тв. Образуются при условии (условия образования): а) атомные диаметры компонентов мало отличаются друг от друга (не более чем на 15%) Ni – Cu, Ni – Co, Ni – Fe. б) кристаллические решетки компонентов одинаковы; в) элементы находятся близко друг от друга в периодической системе элементов Менделеева. 2) Твердый раствор замещения неограниченной растворимости меди в алюминии Al (Cu). При комнатной температуре может раствориться 0, 3 % меди в алюминии, т. е. на – 300 атомов Al приходится 1 атом Cu. Атом растворителя Атом растворенного вещества
Твердые растворы замещения образуются при замене атомов растворителя атомами растворенного вещества. 1) Твердый раствор замещения неограниченной растворимости никеля и меди (Ni ⇄ Cu)тв. Образуются при условии (условия образования): а) атомные диаметры компонентов мало отличаются друг от друга (не более чем на 15%) Ni – Cu, Ni – Co, Ni – Fe. б) кристаллические решетки компонентов одинаковы; в) элементы находятся близко друг от друга в периодической системе элементов Менделеева. 2) Твердый раствор замещения неограниченной растворимости меди в алюминии Al (Cu). При комнатной температуре может раствориться 0, 3 % меди в алюминии, т. е. на – 300 атомов Al приходится 1 атом Cu. Атом растворителя Атом растворенного вещества
 образуются путем внедрения атомов растворенного вещества в промежутки") Твердые растворы внедрения (всегда ограниченной растворимости) образуются путем внедрения атомов растворенного вещества в промежутки между атомами растворителя, например, твердый раствор углерода в железе Fe 2(C). С металлами могут образовывать твердые растворы внедрения элементы с небольшими атомными диаметрами (Н, N, В, С). Основное условие образования твердого раствора внедрения: d 1/d 2 0, 59, где d 1 – диаметр внедренного атома, d 2 – диаметр растворителя.
Твердые растворы внедрения (всегда ограниченной растворимости) образуются путем внедрения атомов растворенного вещества в промежутки между атомами растворителя, например, твердый раствор углерода в железе Fe 2(C). С металлами могут образовывать твердые растворы внедрения элементы с небольшими атомными диаметрами (Н, N, В, С). Основное условие образования твердого раствора внедрения: d 1/d 2 0, 59, где d 1 – диаметр внедренного атома, d 2 – диаметр растворителя.
 Механическая смесь двух компонентов образуется, тогда когда они не способны к взаимному растворению в твердом состоянии и не вступают в химическую реакцию с образованием соединения. Фазовые смеси могут образовывать: чистые металлы – (Pb –Sb); твердые растворы – Ni(Cr) – Cr(Ni); твердые растворы и промежуточные фазы – (Al(Cu) + Cu. Al 2).
Механическая смесь двух компонентов образуется, тогда когда они не способны к взаимному растворению в твердом состоянии и не вступают в химическую реакцию с образованием соединения. Фазовые смеси могут образовывать: чистые металлы – (Pb –Sb); твердые растворы – Ni(Cr) – Cr(Ni); твердые растворы и промежуточные фазы – (Al(Cu) + Cu. Al 2).
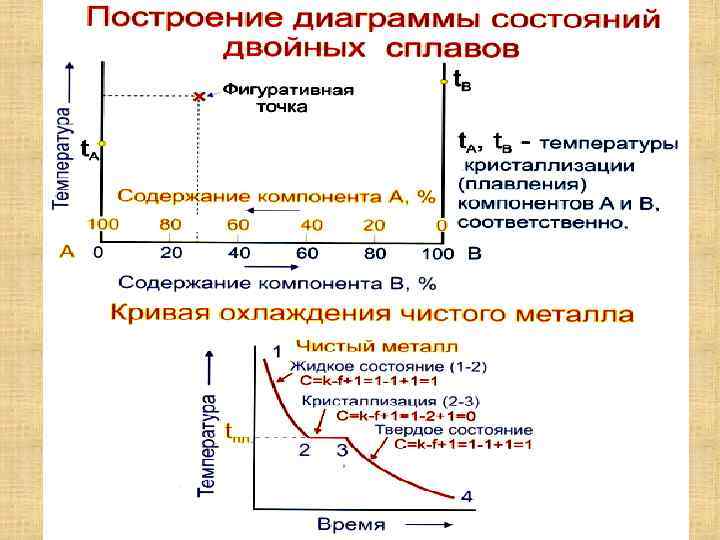
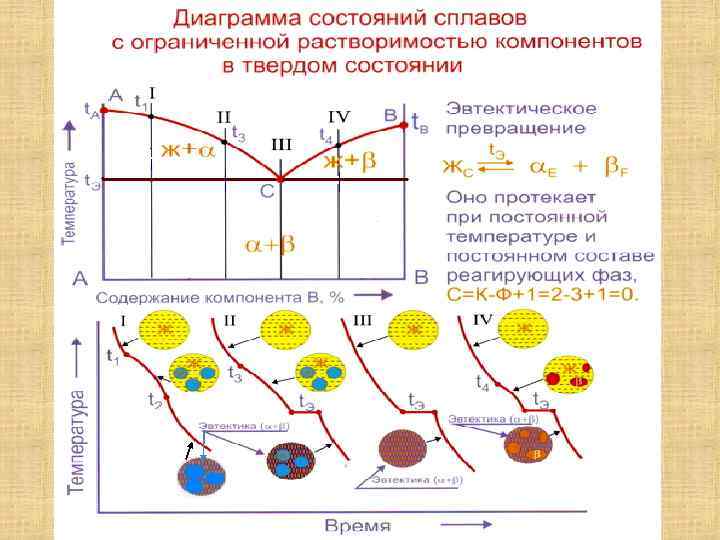
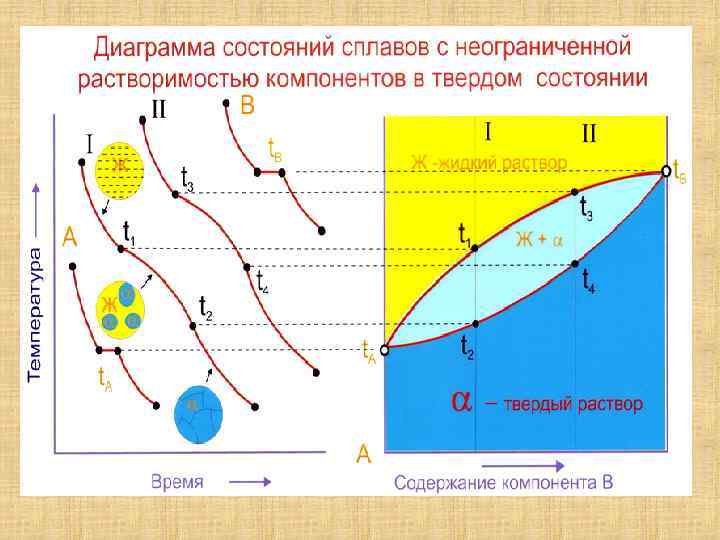

 Диаграмма ограниченной растворимости компонентов 0, 2% Cu 14% Cu 33, 8% Cu 40% Cu
Диаграмма ограниченной растворимости компонентов 0, 2% Cu 14% Cu 33, 8% Cu 40% Cu
 Диаграммы «состав – свойства» Н. С. Курнакова Зависимость между строением и свойствами сплавов Диаграмма состояния I типа (механические смеси) Диаграмма состояния II типа (неограниченные твердые растворы) Диаграмма состояния III типа (ограниченная растворимость) Диаграммы «состав – свойства» Диаграмма состояния IV типа (химические соединения)
Диаграммы «состав – свойства» Н. С. Курнакова Зависимость между строением и свойствами сплавов Диаграмма состояния I типа (механические смеси) Диаграмма состояния II типа (неограниченные твердые растворы) Диаграмма состояния III типа (ограниченная растворимость) Диаграммы «состав – свойства» Диаграмма состояния IV типа (химические соединения)

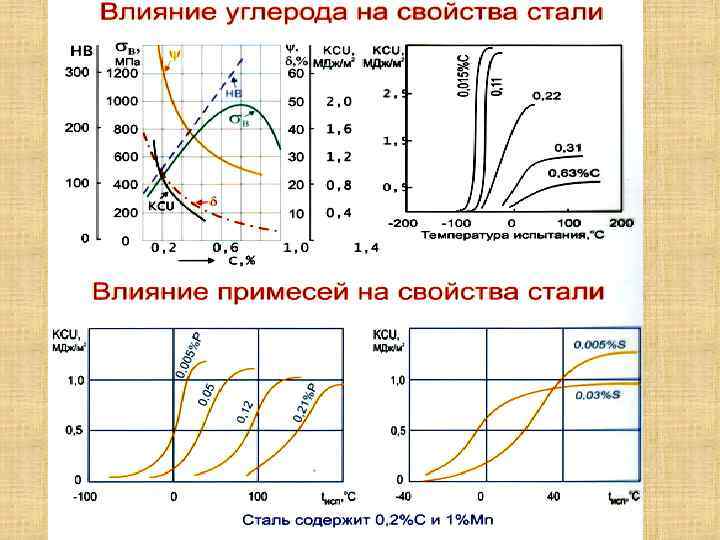
 Стали обыкновенного качества содержат до 0, 06 % S и 0, 07 % Р, качественные – до 0, 035% S и 0, 035 % Р; высококачественные – не более 0, 025 % S и 0, 025 %Р, а особо высококачественные – не более 0, 015 %S и 0, 025% Р Марки углеродистой стали обыкновенного качества обозначаются буквами и цифрами, например Ст 0, …, Ст 6. Буквы Ст обозначают сталь, цифры от 0 до 6 – условный номер марки в зависимости от химического состава и механических свойств. В зависимости от гарантируемых химического состава и свойств углеродистые стали обыкновенного качества делят на три группы А, Б, В (группа А в марке стали не указывается). Сталь группы А имеет гарантированные механические свойства и не подвергается горячей обработке. Для стали группы Б гарантируется химический состав; сталь подвергается обработке давлением; для стали группы В – химический состав и механические свойства; используется для сварных конструкций.
Стали обыкновенного качества содержат до 0, 06 % S и 0, 07 % Р, качественные – до 0, 035% S и 0, 035 % Р; высококачественные – не более 0, 025 % S и 0, 025 %Р, а особо высококачественные – не более 0, 015 %S и 0, 025% Р Марки углеродистой стали обыкновенного качества обозначаются буквами и цифрами, например Ст 0, …, Ст 6. Буквы Ст обозначают сталь, цифры от 0 до 6 – условный номер марки в зависимости от химического состава и механических свойств. В зависимости от гарантируемых химического состава и свойств углеродистые стали обыкновенного качества делят на три группы А, Б, В (группа А в марке стали не указывается). Сталь группы А имеет гарантированные механические свойства и не подвергается горячей обработке. Для стали группы Б гарантируется химический состав; сталь подвергается обработке давлением; для стали группы В – химический состав и механические свойства; используется для сварных конструкций.
 Углеродистые инструментальные стали маркируют следующим образом: впереди ставят букву У, затем цифру, указывающую среднее содержание углерода в десятых долях процента, например сталь марки У 12 содержит в среднем 1, 2% С. Для обозначения высококачественных сталей в конце марки ставится буква А, а особо высококачественных сталей (выплавленных, например, методом электрошлакового переплава с вакуумированием) – буква Ш. В марках некоторых специальных сталей буква впереди обозначения указывает на назначение: А – автоматная сталь (А 30), Р – быстрорежущая сталь (Р 12), Ш шарикоподшипниковая (ШХ 15), Э электротехническая и т. д.
Углеродистые инструментальные стали маркируют следующим образом: впереди ставят букву У, затем цифру, указывающую среднее содержание углерода в десятых долях процента, например сталь марки У 12 содержит в среднем 1, 2% С. Для обозначения высококачественных сталей в конце марки ставится буква А, а особо высококачественных сталей (выплавленных, например, методом электрошлакового переплава с вакуумированием) – буква Ш. В марках некоторых специальных сталей буква впереди обозначения указывает на назначение: А – автоматная сталь (А 30), Р – быстрорежущая сталь (Р 12), Ш шарикоподшипниковая (ШХ 15), Э электротехническая и т. д.
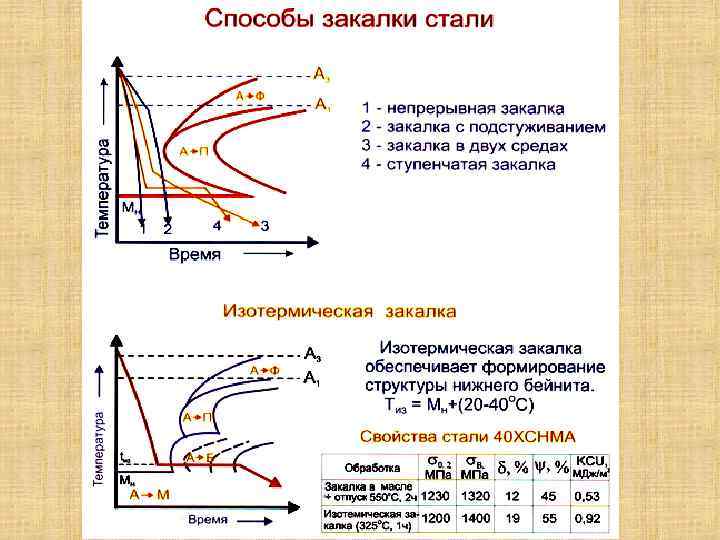
 Термическая обработка стали Цель ТО – улучшить технологические свойства при ковке, штамповке, прокатке и т. д. , а также для придания материалу необходимых свойств. Нормали зация
Термическая обработка стали Цель ТО – улучшить технологические свойства при ковке, штамповке, прокатке и т. д. , а также для придания материалу необходимых свойств. Нормали зация
 Критические точки стали при ТО t, 0 C 1147 910 АС 3 АС 2 АС 1 0, 006 0, 025 Аr 3 АСm Аr 2 АС 1 (r 1) Аr 1 0, 8 2, 06 723 Температуры, соответствующие фазовым превращениям при нагревании и охлаждении стали, называют критическими точками. C, % При нагреве: точка Ac 1 соответствует превращению перлита в аустенит; Ас2 - соответствует превращению магнитного α феррита в немагнитный β феррит; Ас3 соответствует завершению превращения феррита в аустенит; Аст относится к заэвтектоидным сталям и соответствует завершению процесса растворения вторичного цементита в аустените При охлаждении: точка Аr 3 соответствует началу процесса превращения аустенита в феррит; точка Аr 2 соответствует превращению немагнитного β феррита в магнитный α феррит; точка Аr 1 соответствует превращению аустенита в перлит.
Критические точки стали при ТО t, 0 C 1147 910 АС 3 АС 2 АС 1 0, 006 0, 025 Аr 3 АСm Аr 2 АС 1 (r 1) Аr 1 0, 8 2, 06 723 Температуры, соответствующие фазовым превращениям при нагревании и охлаждении стали, называют критическими точками. C, % При нагреве: точка Ac 1 соответствует превращению перлита в аустенит; Ас2 - соответствует превращению магнитного α феррита в немагнитный β феррит; Ас3 соответствует завершению превращения феррита в аустенит; Аст относится к заэвтектоидным сталям и соответствует завершению процесса растворения вторичного цементита в аустените При охлаждении: точка Аr 3 соответствует началу процесса превращения аустенита в феррит; точка Аr 2 соответствует превращению немагнитного β феррита в магнитный α феррит; точка Аr 1 соответствует превращению аустенита в перлит.
 Предварительные виды ТО
Предварительные виды ТО
 Отжиг стали первого рода Отжигом первого рода называется вид термической обработки, включающей нагрев до определенной температуры, выдержку и последующее, как правило, медленное охлаждение Диффузионный отжиг (гомогенизация) предназначен для уменьшения дендритной ликвации в слитках и отливках легированных сталей. (tдо=1100÷ 1200°С; время 80÷ 100 часов) Рекристаллизационный отжиг заключается в нагреве холоднодеформированной стали выше температуры рекристаллизации, выдержке при этой температуре и последующем охлаждении. (tро=680÷ 700°С) Отжиг для снятия остаточных напряжений позволяет полностью снять или уменьшить остаточные напряжения, которые возникают в процессе изготовления изделий. (tон=550÷ 650°С; в течении 1, 5÷ 2, 0 часов) «Стальной» участок диаграммы состояния «железо-углерод» t, °С 1130 Аcm 910 А 3 723 А 1 рекристаллиза 600 ционный отжиг х ия остаточны отжиг для снят напряжений 0, 8 С, % 2, 0
Отжиг стали первого рода Отжигом первого рода называется вид термической обработки, включающей нагрев до определенной температуры, выдержку и последующее, как правило, медленное охлаждение Диффузионный отжиг (гомогенизация) предназначен для уменьшения дендритной ликвации в слитках и отливках легированных сталей. (tдо=1100÷ 1200°С; время 80÷ 100 часов) Рекристаллизационный отжиг заключается в нагреве холоднодеформированной стали выше температуры рекристаллизации, выдержке при этой температуре и последующем охлаждении. (tро=680÷ 700°С) Отжиг для снятия остаточных напряжений позволяет полностью снять или уменьшить остаточные напряжения, которые возникают в процессе изготовления изделий. (tон=550÷ 650°С; в течении 1, 5÷ 2, 0 часов) «Стальной» участок диаграммы состояния «железо-углерод» t, °С 1130 Аcm 910 А 3 723 А 1 рекристаллиза 600 ционный отжиг х ия остаточны отжиг для снят напряжений 0, 8 С, % 2, 0
 Отжиг стали второго рода Отжигом второго рода называется вид термической обработки, состоящей в нагреве стали выше критических точек А 3 или A 1, выдержке при этих температурах и последующем медленном охлаждении. • • Отжигом второго рода решаются следующие задачи: получение мелкозернистой равновесной структуры; понижение твердости для облегчения обработки резанием; снятие (снижение) остаточных напряжений; подготовка структуры стали для последующей закалки. Полный отжиг – сталь нагревается выше критических точек А 3 или Аст на 30— 50°. Неполный отжиг доэвтектоидных сталей – нагрев до температур между критическими точками А 3 и А 1. Неполный отжиг заэвтектоидных сталей – нагрев до температур между критическими точками АСТ и А 1. Неполный отжиг для доэвтектоидных сталей не применяется t, °С 1130 Аcm 910 А 3 723 отжиг второго рода А 1 600 0, 8 С, % 2, 0
Отжиг стали второго рода Отжигом второго рода называется вид термической обработки, состоящей в нагреве стали выше критических точек А 3 или A 1, выдержке при этих температурах и последующем медленном охлаждении. • • Отжигом второго рода решаются следующие задачи: получение мелкозернистой равновесной структуры; понижение твердости для облегчения обработки резанием; снятие (снижение) остаточных напряжений; подготовка структуры стали для последующей закалки. Полный отжиг – сталь нагревается выше критических точек А 3 или Аст на 30— 50°. Неполный отжиг доэвтектоидных сталей – нагрев до температур между критическими точками А 3 и А 1. Неполный отжиг заэвтектоидных сталей – нагрев до температур между критическими точками АСТ и А 1. Неполный отжиг для доэвтектоидных сталей не применяется t, °С 1130 Аcm 910 А 3 723 отжиг второго рода А 1 600 0, 8 С, % 2, 0
 Нормализация стали Нормализацией стали называется вид термической обработки, включающей нагрев доэвтектоидной стали выше точки А 3, и заэвтектоидной выше точки Аст на 50— 60°, выдержку для завершения фазовых превращений и последующее охлаждение на воздухе. «Стальной» участок диаграммы состояния «железо-углерод» ал из ац ия 1130 910 Аcm рм Для среднеуглеродистых сталей нормализация заменяет закалку с высоким отпуском. t, °С но Для низкоуглеродистых сталей нормализация очень часто применяется вместо отжига. А 3 Нормализовання сталь отличается большей прочностью, чем отожженная сталь того же состава. Высокая ударная вязкость. Нормализация по сравнению с отжигом более экономична, не требует охлаждения стали вместе с печью 723 отжиг второго рода А 1 рекристаллиза 600 ционный отжиг х ия остаточны отжиг для снят напряжений 0, 8 С, % 2, 0
Нормализация стали Нормализацией стали называется вид термической обработки, включающей нагрев доэвтектоидной стали выше точки А 3, и заэвтектоидной выше точки Аст на 50— 60°, выдержку для завершения фазовых превращений и последующее охлаждение на воздухе. «Стальной» участок диаграммы состояния «железо-углерод» ал из ац ия 1130 910 Аcm рм Для среднеуглеродистых сталей нормализация заменяет закалку с высоким отпуском. t, °С но Для низкоуглеродистых сталей нормализация очень часто применяется вместо отжига. А 3 Нормализовання сталь отличается большей прочностью, чем отожженная сталь того же состава. Высокая ударная вязкость. Нормализация по сравнению с отжигом более экономична, не требует охлаждения стали вместе с печью 723 отжиг второго рода А 1 рекристаллиза 600 ционный отжиг х ия остаточны отжиг для снят напряжений 0, 8 С, % 2, 0
 Закалка стали Закалкой стали называется вид термической обработки, состоящей в нагреве стали выше критических точек А 3 или А 1, выдержке для завершения фазовых превращений и охлаждении со скоростью выше критической. Целью закалки является получение неравновесной структуры, которой является мартенсит, обладающий большой твердостью (НВ = 6000÷ 6500 МН/м 2). Неполная закалка эвтектоидной и заэвтектоидной стали – нагрев выше критических точек А 1 на 30— 50°С. Не является дефектом термообработки. Большая твердость и износоустойчивость. Полная закалка заэвтектоидной стали – нагрев выше критических точек Аст на 30— 50°С. (дефект термической обработки) ал из ац ия 1130 910 Аcm рм Неполная закалка доэвтектоидной стали – нагрев до температур между критическими точками А 3 и А 1. (дефект термической обработки) t, °С но Полная закалка доэвтектоидной стали – нагрев выше критических точек А 3 на 30— 50°С. А 3 723 закалка А 1 ционный отжиг рекристаллиза 600 х ия остаточны отжиг для снят напряжений 0, 8 С, % 2, 0
Закалка стали Закалкой стали называется вид термической обработки, состоящей в нагреве стали выше критических точек А 3 или А 1, выдержке для завершения фазовых превращений и охлаждении со скоростью выше критической. Целью закалки является получение неравновесной структуры, которой является мартенсит, обладающий большой твердостью (НВ = 6000÷ 6500 МН/м 2). Неполная закалка эвтектоидной и заэвтектоидной стали – нагрев выше критических точек А 1 на 30— 50°С. Не является дефектом термообработки. Большая твердость и износоустойчивость. Полная закалка заэвтектоидной стали – нагрев выше критических точек Аст на 30— 50°С. (дефект термической обработки) ал из ац ия 1130 910 Аcm рм Неполная закалка доэвтектоидной стали – нагрев до температур между критическими точками А 3 и А 1. (дефект термической обработки) t, °С но Полная закалка доэвтектоидной стали – нагрев выше критических точек А 3 на 30— 50°С. А 3 723 закалка А 1 ционный отжиг рекристаллиза 600 х ия остаточны отжиг для снят напряжений 0, 8 С, % 2, 0
 Окончательные виды ТО При закалке происходит бездиффузионное мартенситное превращение, когда подавляется диффузионный распад аустенита на механическую смесь феррита и цементита. Содержание углерода в мартенсите такое же, как и в исходном аустените. t, 0 C 910 723 Неполная закалка 0, 025 0, 8 C, % Выбор температуры закалки Диаграмма снижения критических точек стали, содержащей 0, 8 % С Влияние концентрации углерода на температуры начала и конца мартенситного превращения в сталях
Окончательные виды ТО При закалке происходит бездиффузионное мартенситное превращение, когда подавляется диффузионный распад аустенита на механическую смесь феррита и цементита. Содержание углерода в мартенсите такое же, как и в исходном аустените. t, 0 C 910 723 Неполная закалка 0, 025 0, 8 C, % Выбор температуры закалки Диаграмма снижения критических точек стали, содержащей 0, 8 % С Влияние концентрации углерода на температуры начала и конца мартенситного превращения в сталях
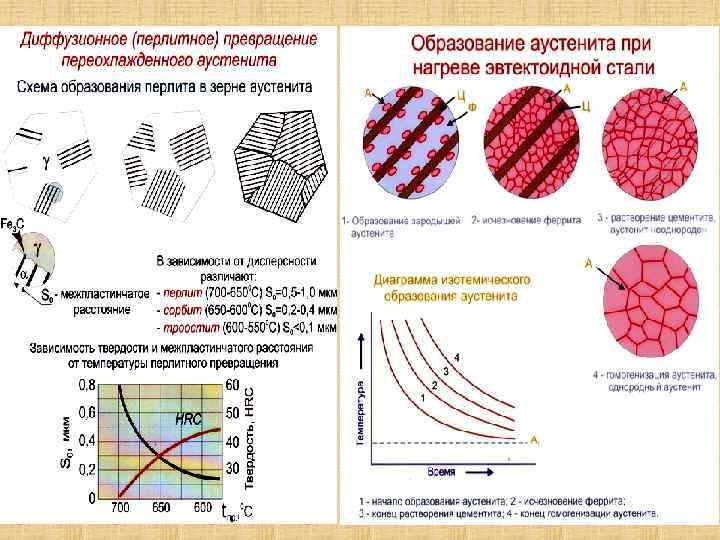
") Перлитная область изотермического превращения Микроструктуры эвтектоидной стали (содержание углерода 0, 8%, увеличение Х 400) Пластинчатый перлит Сорбит Тростит Перлит – грубая механическая смесь феррита и цементита образованная при переохлаждении аустенита до 700°С. Твердость по Бринеллю 1800 -2500 МН/м 2. Сорбит – мелкодисперсная механическая смесь феррита и цементита образованная при переохлаждении аустенита до 650°С. Твердость по Бринеллю 2500 -3000 МН/м 2. Тростит – высокодисперсная механическая смесь феррита и цементита образованная при переохлаждении аустенита до 550°С. Твердость по Бринеллю 3500 -4000 МН/м 2.
Перлитная область изотермического превращения Микроструктуры эвтектоидной стали (содержание углерода 0, 8%, увеличение Х 400) Пластинчатый перлит Сорбит Тростит Перлит – грубая механическая смесь феррита и цементита образованная при переохлаждении аустенита до 700°С. Твердость по Бринеллю 1800 -2500 МН/м 2. Сорбит – мелкодисперсная механическая смесь феррита и цементита образованная при переохлаждении аустенита до 650°С. Твердость по Бринеллю 2500 -3000 МН/м 2. Тростит – высокодисперсная механическая смесь феррита и цементита образованная при переохлаждении аустенита до 550°С. Твердость по Бринеллю 3500 -4000 МН/м 2.
 Промежуточная и мартенситная области изотермического превращения Микроструктуры эвтектоидной стали (содержание углерода 0, 8%, увеличение Х 400) Тростит игольчатый Мартенсит Тростит игольчатый – высокодисперсная механическая смесь феррита, несколько пресыщенного углеродом, и цементита при переохлаждении аустенита до 500 – 200°С. Мартенсит – пресыщенный твердый раствор углерода в α–железе при переохлаждении ниже критической точки Мн (200°С). Высокая твердость HRC = 60 – 65.
Промежуточная и мартенситная области изотермического превращения Микроструктуры эвтектоидной стали (содержание углерода 0, 8%, увеличение Х 400) Тростит игольчатый Мартенсит Тростит игольчатый – высокодисперсная механическая смесь феррита, несколько пресыщенного углеродом, и цементита при переохлаждении аустенита до 500 – 200°С. Мартенсит – пресыщенный твердый раствор углерода в α–железе при переохлаждении ниже критической точки Мн (200°С). Высокая твердость HRC = 60 – 65.
 Диаграмма изотермического превращения аустенита эвтектоидной стали. Температура, ºС 800 -- А 1 700 -- Перлит Сорбит Тростит 600 -- Перлитное превращение 500 -Игольчатый тростит 400 -300 -- Аустенит переохлажденный Промежуточно е превращение Мн 200 -100 -0 -- Мартенситное превращение Время (ℓnτ)
Диаграмма изотермического превращения аустенита эвтектоидной стали. Температура, ºС 800 -- А 1 700 -- Перлит Сорбит Тростит 600 -- Перлитное превращение 500 -Игольчатый тростит 400 -300 -- Аустенит переохлажденный Промежуточно е превращение Мн 200 -100 -0 -- Мартенситное превращение Время (ℓnτ)
 Отпуском называется вид термической обработки, заключающейся в нагреве закаленной стали до") Отпуск стали (старение) Отпуском называется вид термической обработки, заключающейся в нагреве закаленной стали до температур ниже критической точки А 1 выдержке при этой температуре и последующем охлаждении Отпуск является окончательной операцией термической обработки, предназначенной для перевода неравновесной структуры закаленной стали в более устойчивую и равновесную структуру. Высокий отпуск – нагрев до 500— 680°С. Структура сорбита отпуска. Полностью снимает внутренние напряжения и повышает ударную вязкость. Хорошее сочетание прочности, пластичности и вязкости (конструкционные стали с содержанием углерода 0, 3— 0, 5%). Термическую обработку, состоящую из закалки и высокого отпуска, называют улучшением. ал из ац ия 1130 910 Аcm рм Средний отпуск – нагрев до 350— 500°С. Структура тростит отпуска с высоким пределом упругости (пружины, рессоры, торсионы) t, °С но Низкий отпуск – нагрев до 250°С. Продолжительность 1— 2, 5 часа. Структура отпущенного мартенсита. Снижаются внутренние напряжения (режущий и измерительный инструмент) А 3 723 600 закалка А 1 высокий отпуск 500 средний отпуск 250 низкий отпуск 0, 8 С, % 2, 0
Отпуск стали (старение) Отпуском называется вид термической обработки, заключающейся в нагреве закаленной стали до температур ниже критической точки А 1 выдержке при этой температуре и последующем охлаждении Отпуск является окончательной операцией термической обработки, предназначенной для перевода неравновесной структуры закаленной стали в более устойчивую и равновесную структуру. Высокий отпуск – нагрев до 500— 680°С. Структура сорбита отпуска. Полностью снимает внутренние напряжения и повышает ударную вязкость. Хорошее сочетание прочности, пластичности и вязкости (конструкционные стали с содержанием углерода 0, 3— 0, 5%). Термическую обработку, состоящую из закалки и высокого отпуска, называют улучшением. ал из ац ия 1130 910 Аcm рм Средний отпуск – нагрев до 350— 500°С. Структура тростит отпуска с высоким пределом упругости (пружины, рессоры, торсионы) t, °С но Низкий отпуск – нагрев до 250°С. Продолжительность 1— 2, 5 часа. Структура отпущенного мартенсита. Снижаются внутренние напряжения (режущий и измерительный инструмент) А 3 723 600 закалка А 1 высокий отпуск 500 средний отпуск 250 низкий отпуск 0, 8 С, % 2, 0
 Окончательные виды ТО Отпуск стали состоит в нагреве закаленной на мартенсит стали до t<Ас1, выдержке и охлаждении. При этом происходит распад структур, полученных при закалке, и образование мартенсита, тростита и сорбита отпуска с лучшими механическими свойствами (↑δ, ↓σв). + ∆f отожженная ∆f Т С закаленная 0 200 400 600 t, 0 С Дилатометрическая кривая отпуска стали, содержащая 0, 8% С
Окончательные виды ТО Отпуск стали состоит в нагреве закаленной на мартенсит стали до t<Ас1, выдержке и охлаждении. При этом происходит распад структур, полученных при закалке, и образование мартенсита, тростита и сорбита отпуска с лучшими механическими свойствами (↑δ, ↓σв). + ∆f отожженная ∆f Т С закаленная 0 200 400 600 t, 0 С Дилатометрическая кривая отпуска стали, содержащая 0, 8% С
 Температурные пределы нагрева стали при различных видах термической обработки t, °С 1130 я ци а из л ма р но 910 закалка; отжиг второго рода А 3 723 600 Аcm А 1 высокий отпуск 500 изационный рекристалл отжиг я жиг для сняти от апряжений остаточных н средний отпуск 250 низкий отпуск 0, 8 2, 0 С, %
Температурные пределы нагрева стали при различных видах термической обработки t, °С 1130 я ци а из л ма р но 910 закалка; отжиг второго рода А 3 723 600 Аcm А 1 высокий отпуск 500 изационный рекристалл отжиг я жиг для сняти от апряжений остаточных н средний отпуск 250 низкий отпуск 0, 8 2, 0 С, %
 Дефекты термической обработки Неполная закалка доэвтектоидной стали – нагрев до температуры между критическими точками А 1—А 3, после быстрого охлаждения образуется структура мартенсита с ферритом. Феррит снижает общую прочность стали. Перегрев – нагрев выше критических точек более чем на 30— 50° или правильной температуре нагрева очень большая выдержка. При отжиге рост зерен, при закалке крупноигольчатый мартенсит. Низкая ударная вязкость, излом хрупкий крупнозернистый. Пережог – нагрев близко к температуре начала плавления. Характеризуется окислением металла по границам зерен. Сталь становится очень хрупкой. Окисление и обезуглероживание стали при нагреве — результат взаимодействия ее с кислородом, водородом и углекислым газом. Окисление – образование окалины, а обезуглероживание — выгорание углерода в поверхностных слоях детали. Закалочные трещины, коробления – следствие действия внутренних напряжений, возникающих при очень резком или неравномерном его охлаждении.
Дефекты термической обработки Неполная закалка доэвтектоидной стали – нагрев до температуры между критическими точками А 1—А 3, после быстрого охлаждения образуется структура мартенсита с ферритом. Феррит снижает общую прочность стали. Перегрев – нагрев выше критических точек более чем на 30— 50° или правильной температуре нагрева очень большая выдержка. При отжиге рост зерен, при закалке крупноигольчатый мартенсит. Низкая ударная вязкость, излом хрупкий крупнозернистый. Пережог – нагрев близко к температуре начала плавления. Характеризуется окислением металла по границам зерен. Сталь становится очень хрупкой. Окисление и обезуглероживание стали при нагреве — результат взаимодействия ее с кислородом, водородом и углекислым газом. Окисление – образование окалины, а обезуглероживание — выгорание углерода в поверхностных слоях детали. Закалочные трещины, коробления – следствие действия внутренних напряжений, возникающих при очень резком или неравномерном его охлаждении.
 Лекция№ 2 Механические свойства металлов и сплавов.
Лекция№ 2 Механические свойства металлов и сплавов.
 Основные определения Прочность – свойство материала сопротивляться пластической деформации и разрушению. Численно это понятие выражается величиной напряжения. Напряжение – это отношение приложенной нагрузки к площади поперечного образца. Различают: условное напряжение = P/F 0, где F 0 = const истинное напряжение S = P/Fист, где Fист var Упругость – свойство материала внутренними силами восстанавливать первоначальную форму после снятия нагрузки. Изменения микроструктуры нет. Пластичность – свойство материала пластически деформироваться. Деформация – процесс, при котором изменяется расстояние между точками тела под действием внешних сил l = lk – lo абсолютная деформация = ∆l/l 0 относительная деформация
Основные определения Прочность – свойство материала сопротивляться пластической деформации и разрушению. Численно это понятие выражается величиной напряжения. Напряжение – это отношение приложенной нагрузки к площади поперечного образца. Различают: условное напряжение = P/F 0, где F 0 = const истинное напряжение S = P/Fист, где Fист var Упругость – свойство материала внутренними силами восстанавливать первоначальную форму после снятия нагрузки. Изменения микроструктуры нет. Пластичность – свойство материала пластически деформироваться. Деформация – процесс, при котором изменяется расстояние между точками тела под действием внешних сил l = lk – lo абсолютная деформация = ∆l/l 0 относительная деформация
 Упругая деформация, ее механизм. Понятие о теоретической прочности ƒприт. r 0 r r, м r 1 ƒотт. Теоретическая прочность – напряжение, при котором разрушение происходит мгновенно путем разрыва сил взаимодействия, причем металл деформируется упруго. При упругой деформации соблюдается закон Гука: = Е , где Е – модуль нормальной упругости, модуль Юнга. Упругость является свойством материалов внутренними силами восстанавливать первоначальную форму, искаженную внешним воздействием, после прекращения этого воздействия. Жесткость характеризует свойство материалов сопротивляться упругой деформации.
Упругая деформация, ее механизм. Понятие о теоретической прочности ƒприт. r 0 r r, м r 1 ƒотт. Теоретическая прочность – напряжение, при котором разрушение происходит мгновенно путем разрыва сил взаимодействия, причем металл деформируется упруго. При упругой деформации соблюдается закон Гука: = Е , где Е – модуль нормальной упругости, модуль Юнга. Упругость является свойством материалов внутренними силами восстанавливать первоначальную форму, искаженную внешним воздействием, после прекращения этого воздействия. Жесткость характеризует свойство материалов сопротивляться упругой деформации.
 Механизм пластической деформации Сдвиг – упорядоченное смещение одной части объема кристалла относительно других на целое число периодов кристаллической решетки.
Механизм пластической деформации Сдвиг – упорядоченное смещение одной части объема кристалла относительно других на целое число периодов кристаллической решетки.
 б) в) г) Преимущественная пространственная ориентировка кристаллической решетки зерен") Атомный механизм пластической деформации а) б) в) г) Преимущественная пространственная ориентировка кристаллической решетки зерен называется текстура Пластическая деформация оказывает значительное влияние на механические и физические свойства металлов. Деформация приводит к образованию структурных дефектов в металлах. Снижается пластичность, возрастает прочность
Атомный механизм пластической деформации а) б) в) г) Преимущественная пространственная ориентировка кристаллической решетки зерен называется текстура Пластическая деформация оказывает значительное влияние на механические и физические свойства металлов. Деформация приводит к образованию структурных дефектов в металлах. Снижается пластичность, возрастает прочность
 Механические свойства металлов при статическом нагружении Статическое нагружение – нагрузка прикладывается с малой скоростью
Механические свойства металлов при статическом нагружении Статическое нагружение – нагрузка прикладывается с малой скоростью
 Характеристики механических свойств металлов и сплавов при растяжении Внешний вид и основные размеры образцов для испытания на растяжение ℓ 0, d 0, a 0, b 0 — начальная расчетная длина, диаметр, толщина и ширина рабочей части образцов
Характеристики механических свойств металлов и сплавов при растяжении Внешний вид и основные размеры образцов для испытания на растяжение ℓ 0, d 0, a 0, b 0 — начальная расчетная длина, диаметр, толщина и ширина рабочей части образцов
 Диаграмма растяжения Графическая зависимость Δℓ от Р, называется индикаторной диаграммой, или диаграммой растяжения Вид диаграммы растяжения малоуглеродистой стали P Pmax в Pk PТ к б Pпц а Δℓк 0 Абсолютное удлинение Δℓ =ℓ - ℓ 0
Диаграмма растяжения Графическая зависимость Δℓ от Р, называется индикаторной диаграммой, или диаграммой растяжения Вид диаграммы растяжения малоуглеродистой стали P Pmax в Pk PТ к б Pпц а Δℓк 0 Абсолютное удлинение Δℓ =ℓ - ℓ 0
 Обозначения на диаграмме растяжения – условное нормальное напряжение, МН/м 2 F 0 – начальная площадь поперечного сечения образца – истинное нормальное напряжение, МН/м 2 F – действительная площадь поперечного сечения образца – относительное удлинение образца Максимальное напряжение, до которого сохраняется пропорциональная зависимость между напряжением и деформацией материала, называется пределом пропорциональности, МН/м 2
Обозначения на диаграмме растяжения – условное нормальное напряжение, МН/м 2 F 0 – начальная площадь поперечного сечения образца – истинное нормальное напряжение, МН/м 2 F – действительная площадь поперечного сечения образца – относительное удлинение образца Максимальное напряжение, до которого сохраняется пропорциональная зависимость между напряжением и деформацией материала, называется пределом пропорциональности, МН/м 2
 – предельная величина относительного") Обозначения на диаграмме растяжения – модуль нормальной упругости (модуль Юнга) – предельная величина относительного удлинения образца после его разрыва Напряжение, при котором образец деформируется без заметного увеличения нагрузки, называется физическим пределом текучести, МН/м 2
Обозначения на диаграмме растяжения – модуль нормальной упругости (модуль Юнга) – предельная величина относительного удлинения образца после его разрыва Напряжение, при котором образец деформируется без заметного увеличения нагрузки, называется физическим пределом текучести, МН/м 2
 Обозначения на диаграмме растяжения условный предел текучести, напряжение, вызывающее остаточную деформацию образца на величину 0, 2% его первоначальной расчетной длины. МН/м 2 Вид диаграммы растяжения дуралюмина P Pmax Pk Pпц 0 в к P 0, 2%ℓ 0 Δℓ
Обозначения на диаграмме растяжения условный предел текучести, напряжение, вызывающее остаточную деформацию образца на величину 0, 2% его первоначальной расчетной длины. МН/м 2 Вид диаграммы растяжения дуралюмина P Pmax Pk Pпц 0 в к P 0, 2%ℓ 0 Δℓ
 Обозначения на диаграмме растяжения – относительное сужение - отношение уменьшения площади поперечного сечения образца в месте разрыва к начальной площади поперечного сечения образца – истинное сопротивление разрыву есть напряжение, определяемое отношением нагрузки в момент разрыва к площади поперечного сечения образца в месте разрыва — временное сопротивление разрыву, напряжение в момент достижения максимальной нагрузки , МН/м 2
Обозначения на диаграмме растяжения – относительное сужение - отношение уменьшения площади поперечного сечения образца в месте разрыва к начальной площади поперечного сечения образца – истинное сопротивление разрыву есть напряжение, определяемое отношением нагрузки в момент разрыва к площади поперечного сечения образца в месте разрыва — временное сопротивление разрыву, напряжение в момент достижения максимальной нагрузки , МН/м 2
 Рекристаллизация При нагревании пластически деформированного металла, вследствие увеличения подвижности атомов, происходит восстановление структуры и свойств – этот процесс называется рекристаллизацией. Трекр = Тпл = 0, 2 для чистых металлов, = 0, 4 для технических металлов, = 0, 8 для жаропрочных сплавов
Рекристаллизация При нагревании пластически деформированного металла, вследствие увеличения подвижности атомов, происходит восстановление структуры и свойств – этот процесс называется рекристаллизацией. Трекр = Тпл = 0, 2 для чистых металлов, = 0, 4 для технических металлов, = 0, 8 для жаропрочных сплавов
 Полигонизация При t = 200 300 С происходит частичное восстановление на 20% восстановления свойств деформированного металла – это «возврат» . Микроструктура не меняется. Если «возврат» происходит без образования субграниц внутри деформированных зерен, то его называют «отдыхом» , а если с образованием субграниц – «полигонизацией» . Полигонизация происходит при более высоких температурах, чем отдых.
Полигонизация При t = 200 300 С происходит частичное восстановление на 20% восстановления свойств деформированного металла – это «возврат» . Микроструктура не меняется. Если «возврат» происходит без образования субграниц внутри деформированных зерен, то его называют «отдыхом» , а если с образованием субграниц – «полигонизацией» . Полигонизация происходит при более высоких температурах, чем отдых.
 Влияние нагрева на свойства деформированного металла
Влияние нагрева на свойства деформированного металла
 Ударная вязкость Динамическими называют такие испытания, прикладывается ударом с большой скоростью. в которых нагрузка
Ударная вязкость Динамическими называют такие испытания, прикладывается ударом с большой скоростью. в которых нагрузка
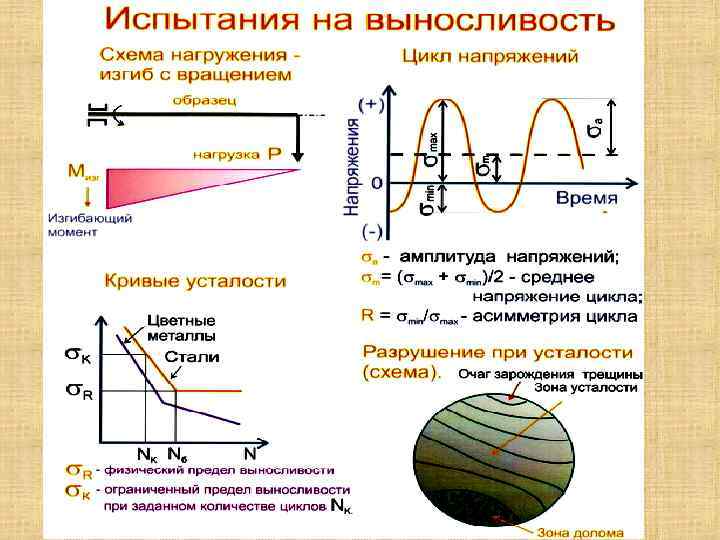
 Усталость металлов и сплавов Детали, работающие в условиях повторно переменных нагружений могут разрушаться без пластической деформации – от усталости при = (1/3 – 1/5) В Усталостью называют процесс постепенного накопления повреждений в металлах при действии циклических нагрузок, приводящий к образованию трещин и разрушению Выносливостью называют свойство металлов противостоять усталости Численной характеристикой сопротивления усталости является: предел выносливости; предел ограниченной выносливости. Циклическая долговечность – число нагружений до образования усталостной трещины определенной длины или усталостного разрушения
Усталость металлов и сплавов Детали, работающие в условиях повторно переменных нагружений могут разрушаться без пластической деформации – от усталости при = (1/3 – 1/5) В Усталостью называют процесс постепенного накопления повреждений в металлах при действии циклических нагрузок, приводящий к образованию трещин и разрушению Выносливостью называют свойство металлов противостоять усталости Численной характеристикой сопротивления усталости является: предел выносливости; предел ограниченной выносливости. Циклическая долговечность – число нагружений до образования усталостной трещины определенной длины или усталостного разрушения
 Твердость металлов
Твердость металлов
 Твердость металлов
Твердость металлов
 Твердость металлов Твердость по Виккерсу HV определяется соотношением: HV = 0, 189 P/d 2. Для определения твердости тонколистовых деталей и упрочненных отполированных поверхностей, имеющих высокую твердость. Чем тоньше деталь, тем меньше берут нагрузку. Для измерений используют нагрузки (Н): 9, 8; 19, 6; 49, 05; 98, 1; 196; 294. При нагрузке 294 Н и времени выдержки τ = 10 15 секунд твердость по Виккерсу обозначают, например 700 HV. Во всех других случаях после знака HV указывают величину нагрузки и время ее действия, например HV p/. Микротвердость определяют путем вдавливания алмазной пирамиды под нагрузкой 0, 05 5 Н. Для измерения микротвердости используется металлографический микроскоп. Твердость H определяется соотношением: где d средний размер диагонали отпечатка. Поверхность образца должна быть отполирована. Микротвердость определяют в тонких покрытиях для оценки твердости структурных составляющих сплавов и
Твердость металлов Твердость по Виккерсу HV определяется соотношением: HV = 0, 189 P/d 2. Для определения твердости тонколистовых деталей и упрочненных отполированных поверхностей, имеющих высокую твердость. Чем тоньше деталь, тем меньше берут нагрузку. Для измерений используют нагрузки (Н): 9, 8; 19, 6; 49, 05; 98, 1; 196; 294. При нагрузке 294 Н и времени выдержки τ = 10 15 секунд твердость по Виккерсу обозначают, например 700 HV. Во всех других случаях после знака HV указывают величину нагрузки и время ее действия, например HV p/. Микротвердость определяют путем вдавливания алмазной пирамиды под нагрузкой 0, 05 5 Н. Для измерения микротвердости используется металлографический микроскоп. Твердость H определяется соотношением: где d средний размер диагонали отпечатка. Поверхность образца должна быть отполирована. Микротвердость определяют в тонких покрытиях для оценки твердости структурных составляющих сплавов и
 Легированная сталь и ее маркировка Легированными называют стали, в которые специально введены легирующие элементы, обеспечивающие получение требуемых свойств. Легирующими называют элементы, вводимые в сталь в определенных концентрациях с целью изменения строения и свойств стали. Буквенно цифровая маркировка: А – азот; Б – ниобий; В – вольфрам; Н – никель; Р – бор; С – кремний; Г – марганец; Д – медь; К – кобальт; Х – хром; М – молибден; Т – титан; Ф – ванадий; Ц – цирконий; Ю – алюминий. Нестандартная заводская маркировка. Например, ЭИ 961: Э – электросталь, И – исследовательская; ЭП 517, где П – пробная. метод выплавки: Ш – шлаковый, ВД – вакуумно дуговой, ВИ – вакуумно индукционный. СН – сталь нержавеющая, ВНС – высокопрочная нержавеющая свариваемая. Некоторые стали обозначают: Ш – шарикоподшипниковая; Р – быстрорежущая и др.
Легированная сталь и ее маркировка Легированными называют стали, в которые специально введены легирующие элементы, обеспечивающие получение требуемых свойств. Легирующими называют элементы, вводимые в сталь в определенных концентрациях с целью изменения строения и свойств стали. Буквенно цифровая маркировка: А – азот; Б – ниобий; В – вольфрам; Н – никель; Р – бор; С – кремний; Г – марганец; Д – медь; К – кобальт; Х – хром; М – молибден; Т – титан; Ф – ванадий; Ц – цирконий; Ю – алюминий. Нестандартная заводская маркировка. Например, ЭИ 961: Э – электросталь, И – исследовательская; ЭП 517, где П – пробная. метод выплавки: Ш – шлаковый, ВД – вакуумно дуговой, ВИ – вакуумно индукционный. СН – сталь нержавеющая, ВНС – высокопрочная нержавеющая свариваемая. Некоторые стали обозначают: Ш – шарикоподшипниковая; Р – быстрорежущая и др.
 Легированные феррит и аустенит
Легированные феррит и аустенит
 Легированные феррит и аустенит
Легированные феррит и аустенит
 Легированные феррит и аустенит Легированные стали обладают меньшей критической скоростью закалки, т. е. лучшей прокаливаемостью и более мелким зерном. Vкр деформации и опасность образования трещин при ТО. Влияние ЛЭ на твердость и ударную вязкость феррита НВ КСU Mn 220 Ni Si 180 25 Cr Ni Mn Mo 140 Mo W 100 5 Cr 1 3 5 15 %, ЛЭ Si 1 W 3 5 %, ЛЭ
Легированные феррит и аустенит Легированные стали обладают меньшей критической скоростью закалки, т. е. лучшей прокаливаемостью и более мелким зерном. Vкр деформации и опасность образования трещин при ТО. Влияние ЛЭ на твердость и ударную вязкость феррита НВ КСU Mn 220 Ni Si 180 25 Cr Ni Mn Mo 140 Mo W 100 5 Cr 1 3 5 15 %, ЛЭ Si 1 W 3 5 %, ЛЭ
 Упрочняющие фазы в легированной стали
Упрочняющие фазы в легированной стали
 Кинетика распада аустенита и мартенситное превращение в легированной стали Изотермический распад имеет два явно выраженных интервала превращений – пластинчатое (перлитное) и игольчатое (бейнитное) Влияние легирующих элементов на линии диаграммы изотермического превращения аусте нита углеродистой ( ) и легированной 1 (2) стали
Кинетика распада аустенита и мартенситное превращение в легированной стали Изотермический распад имеет два явно выраженных интервала превращений – пластинчатое (перлитное) и игольчатое (бейнитное) Влияние легирующих элементов на линии диаграммы изотермического превращения аусте нита углеродистой ( ) и легированной 1 (2) стали
; среднелегированные") Классификация легированных сталей По содержанию ЛЭ различают: низколегированные ( ЛЭ 2, 5 ); среднелегированные (2, 5 ЛЭ 10); высоколегированные ( ЛЭ 10 По структуре стали после ТО: а) равновесные (после отжига): доэвтектоидные; эвтектоидная; заэвтектоидные; ледебуритные. б) По структуре после нормализации образцов 25 мм и l = 100 мм: перлитный (ШХ 15, 12 ХН 3 А, 30 ХГСА); мартенситный (18 Х 2 Н 4 ВА, 30 ХГСН 2 А); аустенитный (12 Х 12 Н 9, 12 Х 18 Н 10 Т). По назначению: конструкционные; инструментальные; стали с особыми свойствами (жаропрочные, жаростойкие и т. д. ) По составу: хромистые; хромоникелевые; хромоникельмолибденовые и т. д. Перлит. Мартен. Аустен. мн Vн 0 мн мн Классификация стали по структуре после нормализации
Классификация легированных сталей По содержанию ЛЭ различают: низколегированные ( ЛЭ 2, 5 ); среднелегированные (2, 5 ЛЭ 10); высоколегированные ( ЛЭ 10 По структуре стали после ТО: а) равновесные (после отжига): доэвтектоидные; эвтектоидная; заэвтектоидные; ледебуритные. б) По структуре после нормализации образцов 25 мм и l = 100 мм: перлитный (ШХ 15, 12 ХН 3 А, 30 ХГСА); мартенситный (18 Х 2 Н 4 ВА, 30 ХГСН 2 А); аустенитный (12 Х 12 Н 9, 12 Х 18 Н 10 Т). По назначению: конструкционные; инструментальные; стали с особыми свойствами (жаропрочные, жаростойкие и т. д. ) По составу: хромистые; хромоникелевые; хромоникельмолибденовые и т. д. Перлит. Мартен. Аустен. мн Vн 0 мн мн Классификация стали по структуре после нормализации
 Влияние ЛЭ на свойства никелевых сплавов Жаропрочными называются сплавы, способные длительное время сопротивляться деформации и разрушению при высоких t под действием механических нагрузок. Cr важнейший ЛЭ и вводится от 4 до 25%; прочность твердого раствора, понижая диффузионную подвижность; жаростойкость за счет образования Cr 2 O 3. W и Mo до 7% 10% повышают жаропрочность твердого раствора при t С, но жаростойкость сплава. Co до 16% увеличивает прочность твердого раствора и улучшает технологическую пластичность. Al вводят до 6% он является Ni 3 Al образующим элементом. Чем больше Al в сплаве, тем больше фазы, тем выше жаропрочность. Al увеличивает и жаростойкость за счет образования Al 2 O 3. Ti (до 5%) вместе с Al образует фазу Ni 3(Al, Ti), стабилизируя ее. V (1%) и Nb (до 2%) при одновременном введении Al и Ti стабилизирует фазу Ni 3(Al, Ti, Nb, V) жаропрочность и технологичность сплавов. Микродобавки – Се, La, Mg, B, Zr (0, 01 – 0, 02)% вводят с целью стабилизации границ зерен путем очищения от вредных примесей и торможения диффузионных процессов по границам зерен. Вредные примеси – Su, Sb, Pb, Bi, S, которые попадают из руды, практически не растворяясь в твердом растворе, скапливаются по границам зерен, снижая жаропрочность.
Влияние ЛЭ на свойства никелевых сплавов Жаропрочными называются сплавы, способные длительное время сопротивляться деформации и разрушению при высоких t под действием механических нагрузок. Cr важнейший ЛЭ и вводится от 4 до 25%; прочность твердого раствора, понижая диффузионную подвижность; жаростойкость за счет образования Cr 2 O 3. W и Mo до 7% 10% повышают жаропрочность твердого раствора при t С, но жаростойкость сплава. Co до 16% увеличивает прочность твердого раствора и улучшает технологическую пластичность. Al вводят до 6% он является Ni 3 Al образующим элементом. Чем больше Al в сплаве, тем больше фазы, тем выше жаропрочность. Al увеличивает и жаростойкость за счет образования Al 2 O 3. Ti (до 5%) вместе с Al образует фазу Ni 3(Al, Ti), стабилизируя ее. V (1%) и Nb (до 2%) при одновременном введении Al и Ti стабилизирует фазу Ni 3(Al, Ti, Nb, V) жаропрочность и технологичность сплавов. Микродобавки – Се, La, Mg, B, Zr (0, 01 – 0, 02)% вводят с целью стабилизации границ зерен путем очищения от вредных примесей и торможения диффузионных процессов по границам зерен. Вредные примеси – Su, Sb, Pb, Bi, S, которые попадают из руды, практически не растворяясь в твердом растворе, скапливаются по границам зерен, снижая жаропрочность.
 Классификация и маркировка жаропрочных и жаростойких Ni сплавов Никелевые сплавы классифицируют: по структуре: сплавы, имеющие структуру однородного твердого раствора ЛЭ в Ni; + сплавы, имеющие в структуре, кроме твердый раствор фазу – упрочняющую и карбиды. по применению: для лопаток турбин; по способу производства: для дисков турбин; деформируемые; для камер сгорания и форсажных камер; литейные; Маркировка: Буквами обозначают ЛЭ сплавов: X хром, Н никель, Т титан, Ю алюминий, В вольфрам, Р бор, М молибден, Б ниобий, К кобальт, Ф ванадий. В начале марки стоит буква «X» , за ней следуют буква «Н» и цифра, указывающая среднее содержание никеля в сплаве, и далее буквы в порядке, соответствующем уменьшению среднего содержания в сплаве ЛЭ. Высоколегированные жаропрочные сплавы относят к группе ЖС, (ЖС 6 КП, ЖС 6 У, ЖС 6 Ф). Направленную кристаллизацию обозначают буквами «НК» в конце марки, монокристаллы «МОНО» , а высокоскоростную направленную кристаллизацию «ВСНК» , например ЖС 6 ФНК, ЖС 6 ФМОНО. Диспергированные сплавы обозначают буквой «П» в конце марки, например ЭП 741 П.
Классификация и маркировка жаропрочных и жаростойких Ni сплавов Никелевые сплавы классифицируют: по структуре: сплавы, имеющие структуру однородного твердого раствора ЛЭ в Ni; + сплавы, имеющие в структуре, кроме твердый раствор фазу – упрочняющую и карбиды. по применению: для лопаток турбин; по способу производства: для дисков турбин; деформируемые; для камер сгорания и форсажных камер; литейные; Маркировка: Буквами обозначают ЛЭ сплавов: X хром, Н никель, Т титан, Ю алюминий, В вольфрам, Р бор, М молибден, Б ниобий, К кобальт, Ф ванадий. В начале марки стоит буква «X» , за ней следуют буква «Н» и цифра, указывающая среднее содержание никеля в сплаве, и далее буквы в порядке, соответствующем уменьшению среднего содержания в сплаве ЛЭ. Высоколегированные жаропрочные сплавы относят к группе ЖС, (ЖС 6 КП, ЖС 6 У, ЖС 6 Ф). Направленную кристаллизацию обозначают буквами «НК» в конце марки, монокристаллы «МОНО» , а высокоскоростную направленную кристаллизацию «ВСНК» , например ЖС 6 ФНК, ЖС 6 ФМОНО. Диспергированные сплавы обозначают буквой «П» в конце марки, например ЭП 741 П.
 Свойства алюминия. Применение алюминиевых сплавов Составляют до 80% веса конструкции самолета – обшивка, стрингеры, шпангоуты, топливные баки, качалки, трубопроводы, стойки, диафрагмы, рамы, кронштейны и т. д. Сплавы на основе алюминия имеют: высокие механические свойства при малой плотности 2, 7 г/см 3. σв = от 10 Н/мм 2 (чистый алюминий) до 70 Н/мм 2 ( высокопрочные сплавы ); алюминиевые сплавы, как и чистый алюминий, обладают высокой коррозионной стойкостью за счет образования окисной пленки Al 2 O 3; высокие технологические свойства: пластичность, обрабатываемость резанием, литейные свойства, свариваемость; высокую тепло и электропроводимость, электропроводность чистого алюминия составляет 7 65% от электропроводности меди.
Свойства алюминия. Применение алюминиевых сплавов Составляют до 80% веса конструкции самолета – обшивка, стрингеры, шпангоуты, топливные баки, качалки, трубопроводы, стойки, диафрагмы, рамы, кронштейны и т. д. Сплавы на основе алюминия имеют: высокие механические свойства при малой плотности 2, 7 г/см 3. σв = от 10 Н/мм 2 (чистый алюминий) до 70 Н/мм 2 ( высокопрочные сплавы ); алюминиевые сплавы, как и чистый алюминий, обладают высокой коррозионной стойкостью за счет образования окисной пленки Al 2 O 3; высокие технологические свойства: пластичность, обрабатываемость резанием, литейные свойства, свариваемость; высокую тепло и электропроводимость, электропроводность чистого алюминия составляет 7 65% от электропроводности меди.
 и фазу Cu.") Взаимодействие алюминия с ЛЭ Cu —основной ЛЭ, образует твердый раствор Al(Cu) и фазу Cu. Al 2, ↑ σв. Mg ↑ σв, ↑ коррозионную стойкость сплавов, образует фазы Mg 2 Si, Al 2 Mg. Li, Al 2 Mg 3 Zn 3, Mg. Zn 2, Al 2 Cu. Mg. ↑ содержания Mg ↑ жаропрочность сплавов, но резко ухудшает свариваемость. Mn до 1, 4 % растворяется в твердом растворе, образует упрочняющую фазу Мn. Al 6, ↑ коррозионную стойкость, σв, улучшает свариваемость, Трекист. При Cu ~ 6 % и Mn ~ 0, 4 0, 8 % ↑ длительную прочность сплавов. Si образует с Al диаграмму состояния эвтектического типа с [Al(Si)+Si] при содержании Si=11, 6 %. Эвтектика в сплавах Al Si обеспечивает хорошие литейные свойства. При 0, 2 % Mg образуется фаза Mg 2 Si, которая ↑ σв. Li обладает ограниченной растворимостью в Al, входит в фазы Al 3 Li, Al 2 Mg. Li, ↑ НВ, σв и жаропрочность сплавов, ↓ их плотность. Zn высокая растворимость в Al. Сплавы Al Zn упрочняются при ТО. В Al Zn Mg образуются фазы Al 2 Mg 3 Zn 3 и Mg. Zn 2, упрочняющие сплавы при старении. Zn ↑ склонность к коррозионному растрескиванию, ↓ коррозионную стойкость и δ. Fe почти не растворяется в Al, а при введении Fe вместе с Ni в равных количествах образуется Al 9 Fe. Ni, которое ↑ σв и жаропрочность сплавов, но ↓ пластичность. Fe и Si снижает трещиностойкость. При малом содержании Fe появляется эвтектика [Al+Fе. Alз]. Fe. Al 3 ↓ пластичность Al. Примеси Fe и Si определяют уровень механических свойств чистого Al. Fe измельчает зерно. Ti, Cr, Zr практически нерастворимы в алюминии, образуют Ti. Al 3, Сr 7 Аl, Zr. Al 3, являются центрами кристаллизации и измельчают зерно, ↑ Трекист. K и Na вредные примеси, образуют эвтектику [77%К + 23%Na] на границах зерен с Тплав. 73 °С, которая охрупчивает сплавы при пластическом деформировании.
Взаимодействие алюминия с ЛЭ Cu —основной ЛЭ, образует твердый раствор Al(Cu) и фазу Cu. Al 2, ↑ σв. Mg ↑ σв, ↑ коррозионную стойкость сплавов, образует фазы Mg 2 Si, Al 2 Mg. Li, Al 2 Mg 3 Zn 3, Mg. Zn 2, Al 2 Cu. Mg. ↑ содержания Mg ↑ жаропрочность сплавов, но резко ухудшает свариваемость. Mn до 1, 4 % растворяется в твердом растворе, образует упрочняющую фазу Мn. Al 6, ↑ коррозионную стойкость, σв, улучшает свариваемость, Трекист. При Cu ~ 6 % и Mn ~ 0, 4 0, 8 % ↑ длительную прочность сплавов. Si образует с Al диаграмму состояния эвтектического типа с [Al(Si)+Si] при содержании Si=11, 6 %. Эвтектика в сплавах Al Si обеспечивает хорошие литейные свойства. При 0, 2 % Mg образуется фаза Mg 2 Si, которая ↑ σв. Li обладает ограниченной растворимостью в Al, входит в фазы Al 3 Li, Al 2 Mg. Li, ↑ НВ, σв и жаропрочность сплавов, ↓ их плотность. Zn высокая растворимость в Al. Сплавы Al Zn упрочняются при ТО. В Al Zn Mg образуются фазы Al 2 Mg 3 Zn 3 и Mg. Zn 2, упрочняющие сплавы при старении. Zn ↑ склонность к коррозионному растрескиванию, ↓ коррозионную стойкость и δ. Fe почти не растворяется в Al, а при введении Fe вместе с Ni в равных количествах образуется Al 9 Fe. Ni, которое ↑ σв и жаропрочность сплавов, но ↓ пластичность. Fe и Si снижает трещиностойкость. При малом содержании Fe появляется эвтектика [Al+Fе. Alз]. Fe. Al 3 ↓ пластичность Al. Примеси Fe и Si определяют уровень механических свойств чистого Al. Fe измельчает зерно. Ti, Cr, Zr практически нерастворимы в алюминии, образуют Ti. Al 3, Сr 7 Аl, Zr. Al 3, являются центрами кристаллизации и измельчают зерно, ↑ Трекист. K и Na вредные примеси, образуют эвтектику [77%К + 23%Na] на границах зерен с Тплав. 73 °С, которая охрупчивает сплавы при пластическом деформировании.
 Классификация и маркировка алюминиевых сплавов По способу производства заготовок: Деформируемые для изготовления обработкой давлением (листы, прутки, трубы, профили). Обозначаются Д, В, АК, АД, АМ. Литейные для производства фасонных отливок АЛ 1, АЛ 4, АЛ 9, АЛ 19, АЛ 21 – обозначают буквами АЛ; Спеченные для изготовления изделий из порошков САП. Деформируемые делятся по отношению к ТО на 2 группы: Сплавы, упрочняемые при термообработке: А) Дуралюмин Д 1; Б) Жаропрочный дуралюмин Д 16, Д 19, ВД 17, ВАД 1; В) Жаропрочные сплавы Д 20 и Д 21; Г) Высокопрочные сплавы В 95 и В 96; Д) Высокопрочный жаропрочный сплав ВАД 23; Применяются для основных силовых элементов конструкций ЛА. Е) Ковочные сплавы: для работы при обычной температуре АК 6, АК 6 1 ш, АК 8; жаропрочные АК 4, АК 4 1.
Классификация и маркировка алюминиевых сплавов По способу производства заготовок: Деформируемые для изготовления обработкой давлением (листы, прутки, трубы, профили). Обозначаются Д, В, АК, АД, АМ. Литейные для производства фасонных отливок АЛ 1, АЛ 4, АЛ 9, АЛ 19, АЛ 21 – обозначают буквами АЛ; Спеченные для изготовления изделий из порошков САП. Деформируемые делятся по отношению к ТО на 2 группы: Сплавы, упрочняемые при термообработке: А) Дуралюмин Д 1; Б) Жаропрочный дуралюмин Д 16, Д 19, ВД 17, ВАД 1; В) Жаропрочные сплавы Д 20 и Д 21; Г) Высокопрочные сплавы В 95 и В 96; Д) Высокопрочный жаропрочный сплав ВАД 23; Применяются для основных силовых элементов конструкций ЛА. Е) Ковочные сплавы: для работы при обычной температуре АК 6, АК 6 1 ш, АК 8; жаропрочные АК 4, АК 4 1.
 Коррозионные и высокопластичные") Классификация и маркировка алюминиевых сплавов Сплавы, не упрочняемые при термообработке: А) Коррозионные и высокопластичные АД 1, АМц, АМг, АД 31, АД 33, АД 35. невысокая прочность, но хорошая пластичность, свариваемость и коррозионная стойкость. Б) Сплавы для заклепок Д 18 П, В 65, В 94, Амг 5 П. Литейные по свойствам делятся на: Сплавы высокой герметичности АЛ 2, АЛ 4, АЛ 9 силумины, т. е. основным легирующим элементом является Si. Жаропрочные сплавы АЛ 5, АЛ 19, АЛ 21, основным легирующим элементом является Cu. Коррозионностойкие АЛ 8, АЛ 13, АЛ 22, главным легирующим элементом является Mg. По составу основных легирующих элементов: (Cu, Mg, Si, Mg, Li, Ni, Cr) сплавы делят на 13 систем.
Классификация и маркировка алюминиевых сплавов Сплавы, не упрочняемые при термообработке: А) Коррозионные и высокопластичные АД 1, АМц, АМг, АД 31, АД 33, АД 35. невысокая прочность, но хорошая пластичность, свариваемость и коррозионная стойкость. Б) Сплавы для заклепок Д 18 П, В 65, В 94, Амг 5 П. Литейные по свойствам делятся на: Сплавы высокой герметичности АЛ 2, АЛ 4, АЛ 9 силумины, т. е. основным легирующим элементом является Si. Жаропрочные сплавы АЛ 5, АЛ 19, АЛ 21, основным легирующим элементом является Cu. Коррозионностойкие АЛ 8, АЛ 13, АЛ 22, главным легирующим элементом является Mg. По составу основных легирующих элементов: (Cu, Mg, Si, Mg, Li, Ni, Cr) сплавы делят на 13 систем.
 Алюминий и его сплавы Характерные свойства чистого алюминия - Небольшой удельный вес (27 к. Н/м 3); - Температура плавления 660°С (ГЦК); - Высокая электропроводность (57% γ меди); - Высокая коррозионная стойкость (А 12 О 3); - стоек в концентрированной азотной кислоте; - разрушается в соляной и серной кислотах и в щелочах; - Высокая пластичность в горячем и холодном состояниях (δ=35÷ 40%, ψ=80%, σв=80÷ 100 МН/м 2); - Прочность повышается нагартовкой (до 160÷ 180 МН/м 2, δ≤ 6%); - Сваривается всеми видами сварки; - Литейные свойства низкие; - Резанием обрабатывается плохо; - Высокая теплопроводность; - В чистом виде применяется как проводник.
Алюминий и его сплавы Характерные свойства чистого алюминия - Небольшой удельный вес (27 к. Н/м 3); - Температура плавления 660°С (ГЦК); - Высокая электропроводность (57% γ меди); - Высокая коррозионная стойкость (А 12 О 3); - стоек в концентрированной азотной кислоте; - разрушается в соляной и серной кислотах и в щелочах; - Высокая пластичность в горячем и холодном состояниях (δ=35÷ 40%, ψ=80%, σв=80÷ 100 МН/м 2); - Прочность повышается нагартовкой (до 160÷ 180 МН/м 2, δ≤ 6%); - Сваривается всеми видами сварки; - Литейные свойства низкие; - Резанием обрабатывается плохо; - Высокая теплопроводность; - В чистом виде применяется как проводник.
 Классификация AL сплавов по технологическому принципу t, °С А Деформируемые сплавы Литейные сплавы ж α+ж α Не упрочняемые термообработкой α+м F C D Упрочняемые термообработкой α+эвтектика Содержание легирующего элемента, % Левая часть диаграммы состояний «AL—легирующий элемент»
Классификация AL сплавов по технологическому принципу t, °С А Деформируемые сплавы Литейные сплавы ж α+ж α Не упрочняемые термообработкой α+м F C D Упрочняемые термообработкой α+эвтектика Содержание легирующего элемента, % Левая часть диаграммы состояний «AL—легирующий элемент»
 и АL") Деформируемые сплавы не упрочняемые термообработкой Сплавы системы АL — Mg (алюминий –марганец) и АL — Mn (алюминий-магний) Химический состав и механические свойства сплавов системы АL— Mg (магналиев) АМг Марка сплавов АМг 3 АМг 5 АМг 6 Химический состав (алюминий основа), % Mg Мn Ti 3, 2— 3, 8 0, 3— 0. 6 0, 5— 0, 8 Si 4, 8— 5, 8 0, 5— 0, 8 0, 02— 0, 10 5, 8— 6, 8 0, 5— 0, 8 0, 02— 0, 10 σв МН/м 2 δ, % HB, МН/м 2 230 310 340 22 22 20 500 650 800 Слепень Марка σв , деформа сплава МН/м 2 ции, % АМг 6 М АМг 6 П АМг 6 Н 10 30 340 370 420 σ0, 2, МН /м 2 170 295 360 δ, % 20 13 7 М – отожженный (мягкий); П – полунагартованный (степень деформации составляет 10— 15%); Н – нагартованный (степень деформации 20— 30%). Магналии используются для изготовления штампо-сварных изделий: трубопроводов, баков, баллонов, цистерн, стрел подъемных кранов, лифтов, рам и кузовов железнодорожных вагонов, палубных надстроек судов и т. д.
Деформируемые сплавы не упрочняемые термообработкой Сплавы системы АL — Mg (алюминий –марганец) и АL — Mn (алюминий-магний) Химический состав и механические свойства сплавов системы АL— Mg (магналиев) АМг Марка сплавов АМг 3 АМг 5 АМг 6 Химический состав (алюминий основа), % Mg Мn Ti 3, 2— 3, 8 0, 3— 0. 6 0, 5— 0, 8 Si 4, 8— 5, 8 0, 5— 0, 8 0, 02— 0, 10 5, 8— 6, 8 0, 5— 0, 8 0, 02— 0, 10 σв МН/м 2 δ, % HB, МН/м 2 230 310 340 22 22 20 500 650 800 Слепень Марка σв , деформа сплава МН/м 2 ции, % АМг 6 М АМг 6 П АМг 6 Н 10 30 340 370 420 σ0, 2, МН /м 2 170 295 360 δ, % 20 13 7 М – отожженный (мягкий); П – полунагартованный (степень деформации составляет 10— 15%); Н – нагартованный (степень деформации 20— 30%). Магналии используются для изготовления штампо-сварных изделий: трубопроводов, баков, баллонов, цистерн, стрел подъемных кранов, лифтов, рам и кузовов железнодорожных вагонов, палубных надстроек судов и т. д.
 Деформируемые сплавы упрочняемые термообработкой Дуралюмины – сплавы системы АL — Сu — Mg — Mn. Диаграмма состояний «AL—Cu» Влияние t и времени старения на σв Цель закалки – получение однородного пересыщенного медью α-твердого раствора при комнатной температуре, способного к упрочнению вследствие старения. Механические характеристики закаленного дуралюмина: σв=260÷ 280 МН/м 2; δ=20÷ 22%; НВ=600÷ 800 МН/м 2 (сохраняется в течение 1, 5— 2 ч). Время, в течение которого свежезакаленный дуралюмин сохраняет высокую пластичность, называется инкубационным периодом
Деформируемые сплавы упрочняемые термообработкой Дуралюмины – сплавы системы АL — Сu — Mg — Mn. Диаграмма состояний «AL—Cu» Влияние t и времени старения на σв Цель закалки – получение однородного пересыщенного медью α-твердого раствора при комнатной температуре, способного к упрочнению вследствие старения. Механические характеристики закаленного дуралюмина: σв=260÷ 280 МН/м 2; δ=20÷ 22%; НВ=600÷ 800 МН/м 2 (сохраняется в течение 1, 5— 2 ч). Время, в течение которого свежезакаленный дуралюмин сохраняет высокую пластичность, называется инкубационным периодом
 Старение – процесс изменения структуры и свойств закаленного сплава, происходящий при нормальной или повышенной температуре. Диффузия атомов меди из пересыщенного твердого раствора и собирание их в группы (зоны Гинье—Престона) представляющие собой двумерные пластинчатые образования, протяженностью до 50Å толщиной 1 -2 атомных слоя. Схема зоны Гинье-Престона: черные кружочки — атомы меди; белые — атомы алюминия Химический состав и механические свойства дуралюминов Марка Химический состав (алюминий-основа), % σв HB, Термическая обработка сплава МН/м 2 Си Mg Мn Ti Be Закалка и естественное Д 16 3, 8— 4. 5 1, 2— 1, 8 0, 3— 0, 9 — — 470 1050 старение Закалка и искусственное Д 20 6, 0— 7, 0 — 0, 4— 0, 8 0, 1— 0, 2 — 420 1100 старение δ, % 19 16
Старение – процесс изменения структуры и свойств закаленного сплава, происходящий при нормальной или повышенной температуре. Диффузия атомов меди из пересыщенного твердого раствора и собирание их в группы (зоны Гинье—Престона) представляющие собой двумерные пластинчатые образования, протяженностью до 50Å толщиной 1 -2 атомных слоя. Схема зоны Гинье-Престона: черные кружочки — атомы меди; белые — атомы алюминия Химический состав и механические свойства дуралюминов Марка Химический состав (алюминий-основа), % σв HB, Термическая обработка сплава МН/м 2 Си Mg Мn Ti Be Закалка и естественное Д 16 3, 8— 4. 5 1, 2— 1, 8 0, 3— 0, 9 — — 470 1050 старение Закалка и искусственное Д 20 6, 0— 7, 0 — 0, 4— 0, 8 0, 1— 0, 2 — 420 1100 старение δ, % 19 16
 Деформируемые сплавы упрочняемые термообработкой Ковочные сплавы – сплавами системы АL — Сu — Mg — Si. Для изготовления кованых и штампованных деталей, работающих при температура не выше 100°С. Ковочные жаропрочные сплавы (до 300— 350°С), дополнительно легируются железом и никелем. Химический состав и механические свойства алюминиевых ковочных сплавов Химический состав (алюминий—основа), % Си Mg Si Fe Ni Mn Марка сплава АК 4 1, 9— 2, 5 1, 4— 1, 8 0, 5— 1, 2 0, 8— 1, 3 АК 8 3, 9— 4, 8 0, 4— 0, 8 0, 6— 1, 2 — — — 0, 4— 1, 0 Термическая обработка сплава Закалка с 510÷ 520°С, старение 165— 175°С, 16 ч Закалка с 495÷ 505°С, старение 150— 165°С, 15 ч σв , МН/м 2 δ, % НВ, МН/м 2 440 10 1200 490 12 1350 σв , δ, МН/м 2 % НВ, МН/м 2 Высокопрочные алюминиевые сплавы В 95 и В 96 сплавам системы АL—Zn—Mg—Сu с добавками марганца и хрома Химический состав и механические свойства сплавов В 95 и В 96 Химический состав (алюминий—основа), % Марка сплава Zn Mg Cu В 95 5, 0— 7, 0 1, 8— 2, 8 1, 4— 2, 0 0. 2— 0, 6 0, 1— 0, 25 В 96 7, 6— 8, 6 2, 5— 3, 2 2, 2— 2, 8 0, 2— 0, 5 0, 1— 0, 25 Mn Термическая обработка сплава Cr Закалка с 465— 475°С, старение 120°-125°С, 24 ч Закалка с 460— 465°С, старение 130— 140°С, 16 ч 600 10 1500 680 7 1900
Деформируемые сплавы упрочняемые термообработкой Ковочные сплавы – сплавами системы АL — Сu — Mg — Si. Для изготовления кованых и штампованных деталей, работающих при температура не выше 100°С. Ковочные жаропрочные сплавы (до 300— 350°С), дополнительно легируются железом и никелем. Химический состав и механические свойства алюминиевых ковочных сплавов Химический состав (алюминий—основа), % Си Mg Si Fe Ni Mn Марка сплава АК 4 1, 9— 2, 5 1, 4— 1, 8 0, 5— 1, 2 0, 8— 1, 3 АК 8 3, 9— 4, 8 0, 4— 0, 8 0, 6— 1, 2 — — — 0, 4— 1, 0 Термическая обработка сплава Закалка с 510÷ 520°С, старение 165— 175°С, 16 ч Закалка с 495÷ 505°С, старение 150— 165°С, 15 ч σв , МН/м 2 δ, % НВ, МН/м 2 440 10 1200 490 12 1350 σв , δ, МН/м 2 % НВ, МН/м 2 Высокопрочные алюминиевые сплавы В 95 и В 96 сплавам системы АL—Zn—Mg—Сu с добавками марганца и хрома Химический состав и механические свойства сплавов В 95 и В 96 Химический состав (алюминий—основа), % Марка сплава Zn Mg Cu В 95 5, 0— 7, 0 1, 8— 2, 8 1, 4— 2, 0 0. 2— 0, 6 0, 1— 0, 25 В 96 7, 6— 8, 6 2, 5— 3, 2 2, 2— 2, 8 0, 2— 0, 5 0, 1— 0, 25 Mn Термическая обработка сплава Cr Закалка с 465— 475°С, старение 120°-125°С, 24 ч Закалка с 460— 465°С, старение 130— 140°С, 16 ч 600 10 1500 680 7 1900
 Диаграмма состояний «AL—Si» Не модифицированный сплав Модифицирование силумина") Алюминиевые литейные сплавы системы AL—Si (силумины) Диаграмма состояний «AL—Si» Не модифицированный сплав Модифицирование силумина – обработка алюминиевого сплава специальными флюсами (смесь солей фтористого и хлористого натрия) для получение мелкозернистой структуры, а следовательно, повышение механических свойств Упрочняющая термическая обработка силумина Выдержка при температуре закалки (535°С) измеряется десятками часов. Температура старения 150— 300°С измеряется десятками часов.
Алюминиевые литейные сплавы системы AL—Si (силумины) Диаграмма состояний «AL—Si» Не модифицированный сплав Модифицирование силумина – обработка алюминиевого сплава специальными флюсами (смесь солей фтористого и хлористого натрия) для получение мелкозернистой структуры, а следовательно, повышение механических свойств Упрочняющая термическая обработка силумина Выдержка при температуре закалки (535°С) измеряется десятками часов. Температура старения 150— 300°С измеряется десятками часов.
 дуралюмина заключается в нагреве сплава до 550 С выдержке") Термообработка дуралюмина Отжиг (разупрочняющая термообработка) дуралюмина заключается в нагреве сплава до 550 С выдержке и охлаждении вместе с печью. В отожженном – равновесном состоянии структура дуралюмина состоит из зерен твердого раствора меди в алюминии и частиц соединения Сu. Аl 2. При этом частицы Сu. Аl 2 крупные. Такая структура обеспечивает сплаву хорошую пластичность ( = 18 -20 %) при относительно невысоких значениях прочности и твердости (49 НВ).
Термообработка дуралюмина Отжиг (разупрочняющая термообработка) дуралюмина заключается в нагреве сплава до 550 С выдержке и охлаждении вместе с печью. В отожженном – равновесном состоянии структура дуралюмина состоит из зерен твердого раствора меди в алюминии и частиц соединения Сu. Аl 2. При этом частицы Сu. Аl 2 крупные. Такая структура обеспечивает сплаву хорошую пластичность ( = 18 -20 %) при относительно невысоких значениях прочности и твердости (49 НВ).
 Термообработка дуралюмина Закалка дуралюмина заключается в нагреве сплава до 550 С, выдержке и быстром охлаждении в воду. . При нагреве в печи частицы Сu. Аl 2 растворяются в твердом растворе α - структура станет однофазной. Затем при быстром охлаждении в воду – медь не успевает выделиться из твердого раствора и сохранится в нем после охлаждения. В результате сформируется пересыщенный твердый раствор замещения меди в алюминии – α. После закалки значительного упрочнения дуралюмина е происходит – его твердость составляет 90 НВ, однако пластичность возрастает до = 20 -24 %, что позволяет пластически деформировать сплав в этом состоянии.
Термообработка дуралюмина Закалка дуралюмина заключается в нагреве сплава до 550 С, выдержке и быстром охлаждении в воду. . При нагреве в печи частицы Сu. Аl 2 растворяются в твердом растворе α - структура станет однофазной. Затем при быстром охлаждении в воду – медь не успевает выделиться из твердого раствора и сохранится в нем после охлаждения. В результате сформируется пересыщенный твердый раствор замещения меди в алюминии – α. После закалки значительного упрочнения дуралюмина е происходит – его твердость составляет 90 НВ, однако пластичность возрастает до = 20 -24 %, что позволяет пластически деформировать сплав в этом состоянии.
 Термообработка дуралюмина Старение дуралюмина заключается в длительной выдержке несколько суток при комнатной температуре (естественное старение) или короткой выдержке в несколько десятков минут при повышенной температуре 100 -180 С (искусственное старение). При выдержке закаленного сплава, в пересыщенном α - твердом растворе происходит диффузионное перераспределение атомов меди с формированием мелкодисперсных (30 нм) частиц Сu. Аl 2. Формирование в структуре сплава дисперсных частиц Сu. Аl 2 включает механизм дисперсионного упрочнения и приводит к значительному повышению значений прочности и твердости (120 НВ), при незначительном снижении пластичности ( = 10 -18 %).
Термообработка дуралюмина Старение дуралюмина заключается в длительной выдержке несколько суток при комнатной температуре (естественное старение) или короткой выдержке в несколько десятков минут при повышенной температуре 100 -180 С (искусственное старение). При выдержке закаленного сплава, в пересыщенном α - твердом растворе происходит диффузионное перераспределение атомов меди с формированием мелкодисперсных (30 нм) частиц Сu. Аl 2. Формирование в структуре сплава дисперсных частиц Сu. Аl 2 включает механизм дисперсионного упрочнения и приводит к значительному повышению значений прочности и твердости (120 НВ), при незначительном снижении пластичности ( = 10 -18 %).
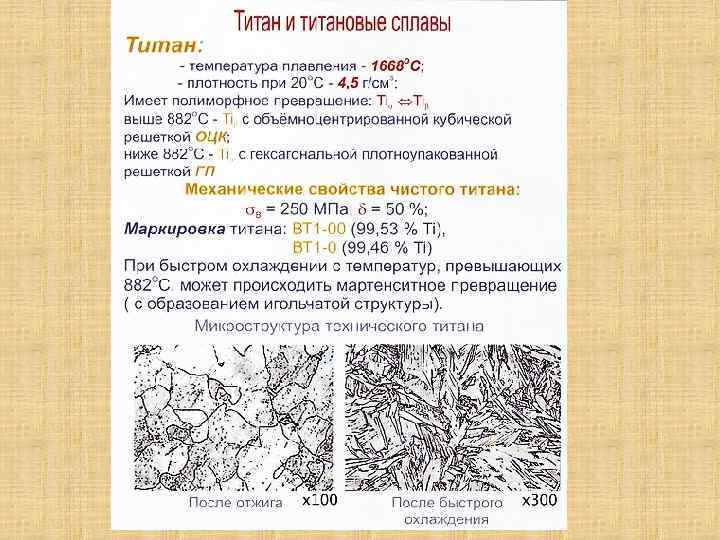
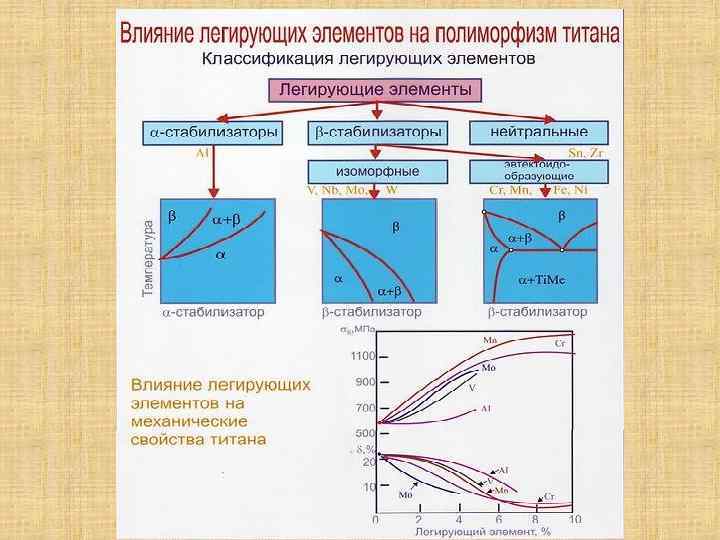
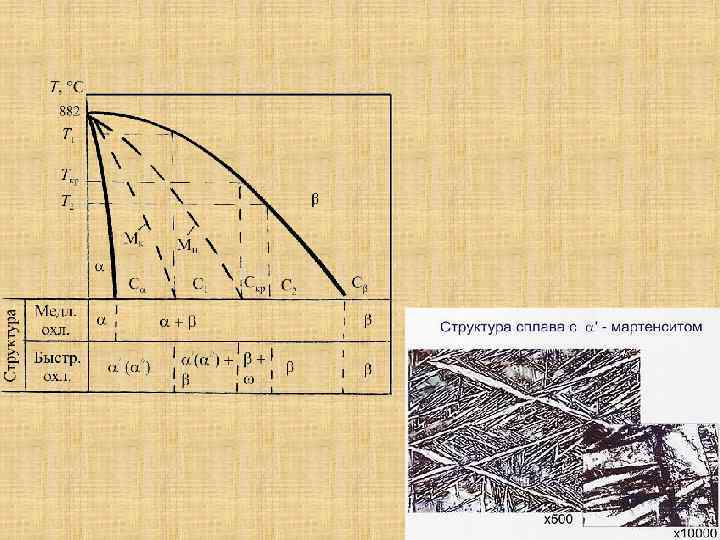

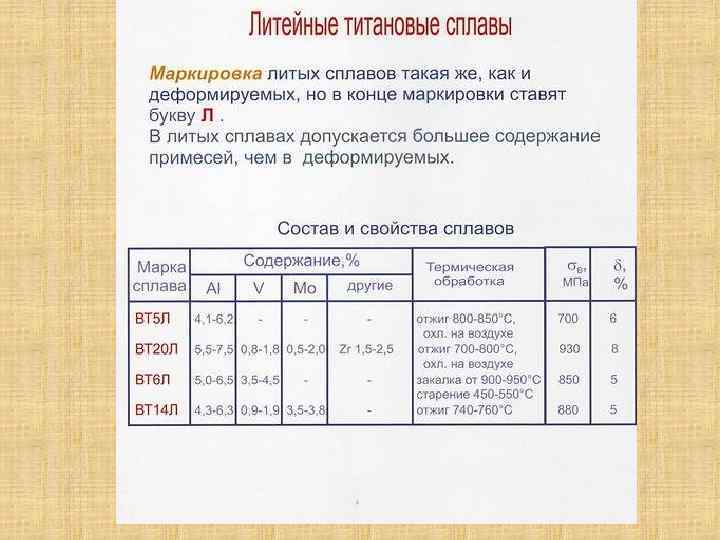
, высокопрочный сплав (группа альфа-сплавов). Пластинчатая") ВТ 5 -1, охлаждение с печью с 1050°С (перегрев), высокопрочный сплав (группа альфа-сплавов). Пластинчатая структура. Результат аллотропического превращения бетафазы. Пластины альфа-фазы ориентированы относительно решетки бета-фазы в ее каждом зерне. При большом увеличении в некоторых полях зрения четко различается структура "корзиночного плетения". Полосчатая (подобная перлиту) ВТ 5 -1, охлаждение с печью с 1050°С (перегрев), высокопрочный сплав (группа альфа-сплавов). Пластинчатая структура. Результат аллотропического превращения бетафазы. Пластины альфа-фазы ориентированы относительно решетки бета-фазы в ее каждом зерне. Большой размер поля зрения делает его представительным. ВТ 22, медленное охлаждение из бета области (отжиг), высокопрочный сплав (группа псевдо бета-сплавов). В результате распада бета-фазы появились ориентированные пластинки альфа-фазы.
ВТ 5 -1, охлаждение с печью с 1050°С (перегрев), высокопрочный сплав (группа альфа-сплавов). Пластинчатая структура. Результат аллотропического превращения бетафазы. Пластины альфа-фазы ориентированы относительно решетки бета-фазы в ее каждом зерне. При большом увеличении в некоторых полях зрения четко различается структура "корзиночного плетения". Полосчатая (подобная перлиту) ВТ 5 -1, охлаждение с печью с 1050°С (перегрев), высокопрочный сплав (группа альфа-сплавов). Пластинчатая структура. Результат аллотропического превращения бетафазы. Пластины альфа-фазы ориентированы относительно решетки бета-фазы в ее каждом зерне. Большой размер поля зрения делает его представительным. ВТ 22, медленное охлаждение из бета области (отжиг), высокопрочный сплав (группа псевдо бета-сплавов). В результате распада бета-фазы появились ориентированные пластинки альфа-фазы.
.") ВТ 3 -1, закалка, высокопрочный сплав (группа альфа + бета - сплавов мартенситного класса). Мартенсит. Игольчатая ВТ 3 -1, нормализация, высокопрочный сплав (группа альфа+бета-сплавов мартенситного класса). Пластинки альфафазы, образовавшиеся в результате аллототропического превращения бета-фазы и остаточные кристаллы бета между ними. Полосчатая (подобная перлиту) ВТ 3 -1, закалка и старение, высокопрочный сплав (группа альфа+бета-сплавов мартенситного класса). Ориентированные частицы альфа-фазы, возникшие в результате распада мартенситной альфа-штрих-фазы. Пограничные выделения избыточной альфа-фазы в роли матрицы с включениями темной бета-фазы в форме зерен, внутри которых, в свою очередь, светлые пластины (иглы) альфа-фазы.
ВТ 3 -1, закалка, высокопрочный сплав (группа альфа + бета - сплавов мартенситного класса). Мартенсит. Игольчатая ВТ 3 -1, нормализация, высокопрочный сплав (группа альфа+бета-сплавов мартенситного класса). Пластинки альфафазы, образовавшиеся в результате аллототропического превращения бета-фазы и остаточные кристаллы бета между ними. Полосчатая (подобная перлиту) ВТ 3 -1, закалка и старение, высокопрочный сплав (группа альфа+бета-сплавов мартенситного класса). Ориентированные частицы альфа-фазы, возникшие в результате распада мартенситной альфа-штрих-фазы. Пограничные выделения избыточной альфа-фазы в роли матрицы с включениями темной бета-фазы в форме зерен, внутри которых, в свою очередь, светлые пластины (иглы) альфа-фазы.
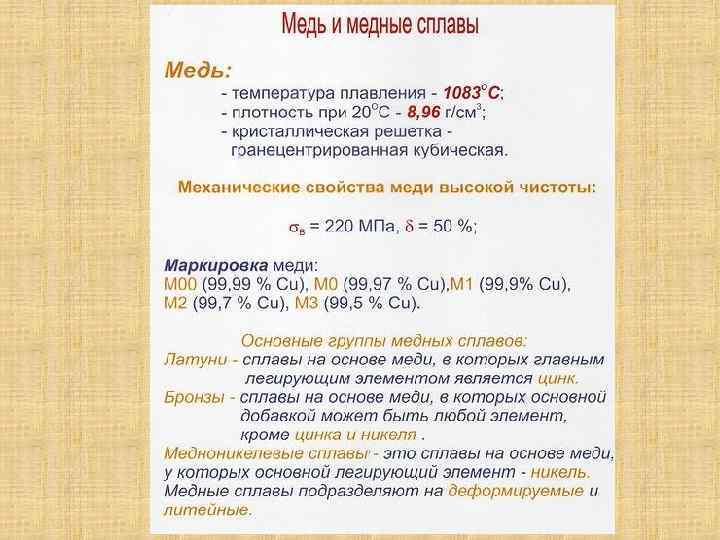
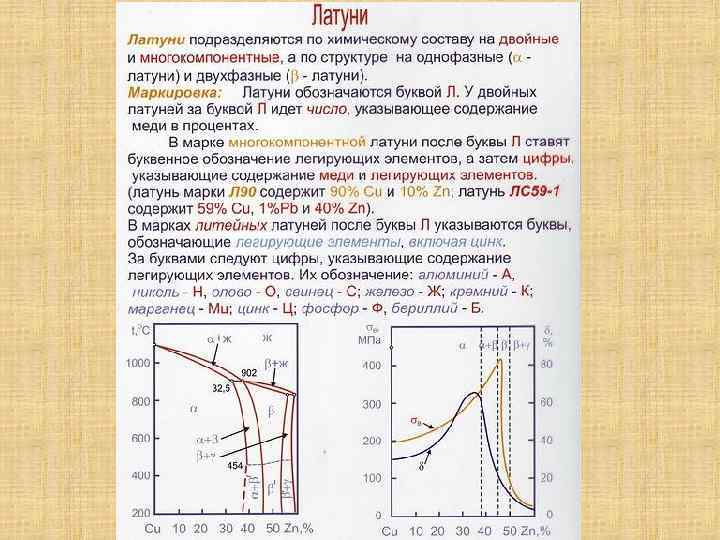
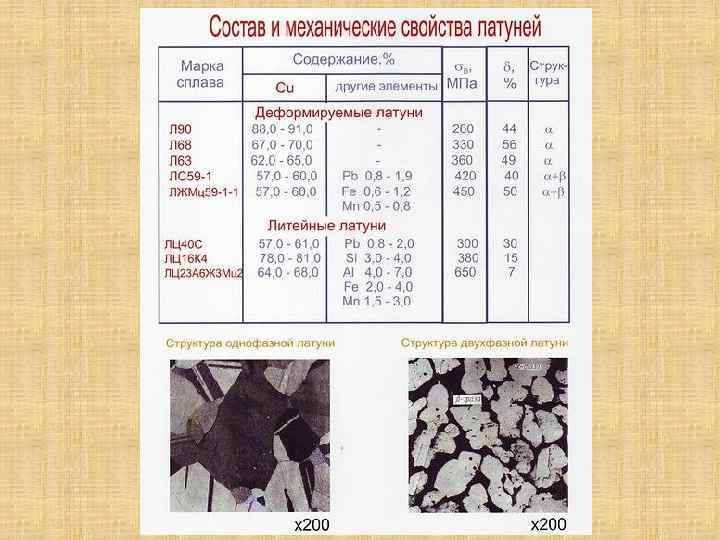
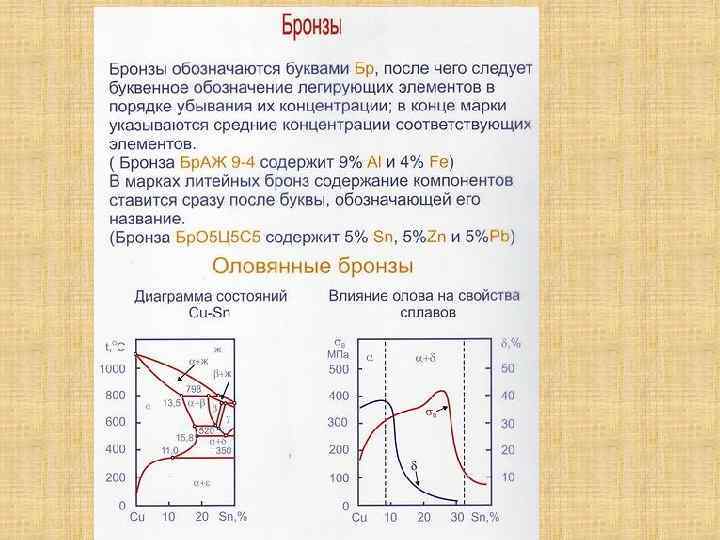
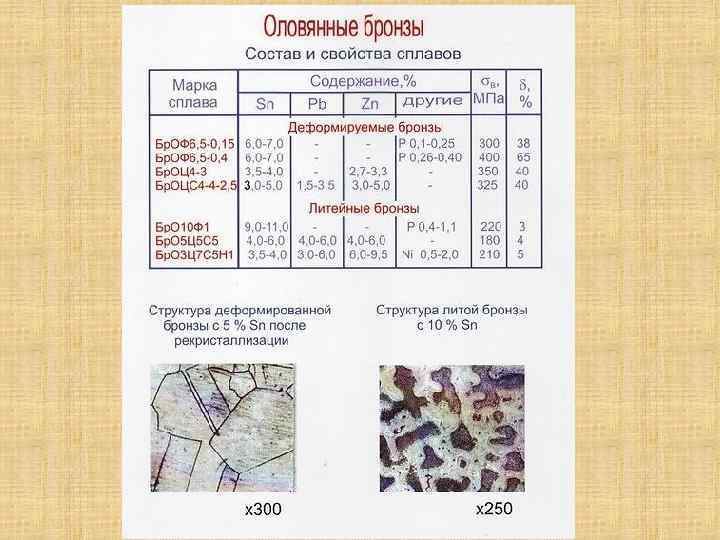
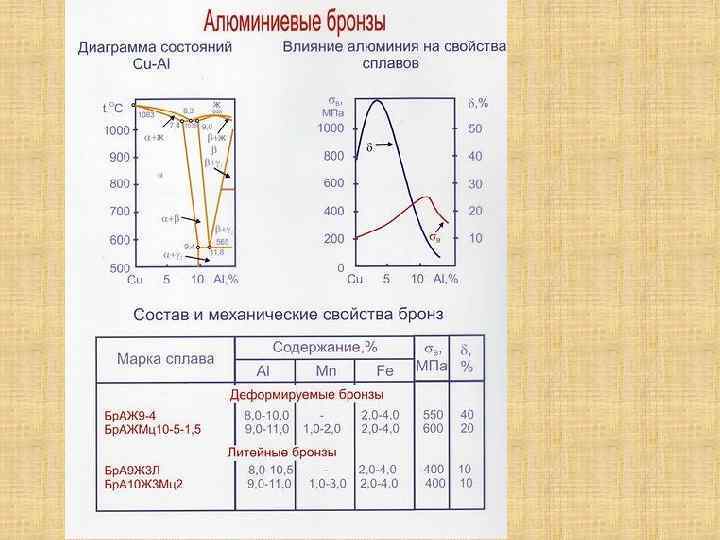
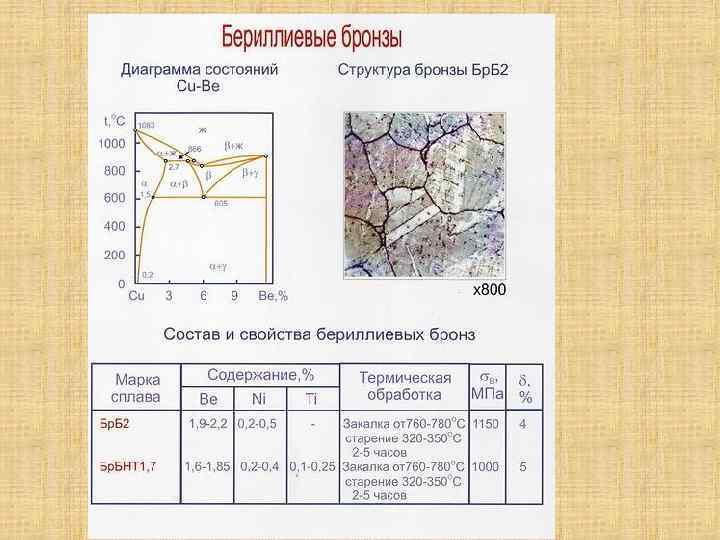
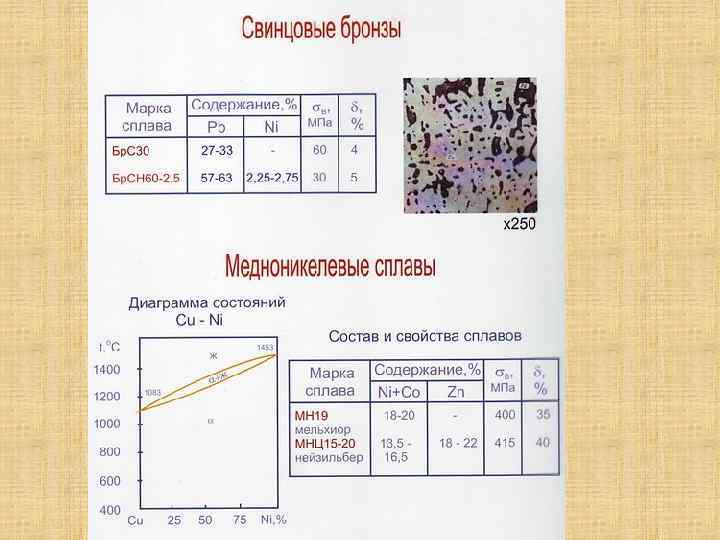
. Крупные зерна альфа-твердого раствора на") Бр. Б 2 нормализация эвтектоид (для пружин измерительных приборов). Крупные зерна альфа-твердого раствора на основе меди с большим количеством двойников; внутри них видны выделения бета-фазы (промежуточного типа), испытавшие эвтектоидный распад на альфа и гамма-фазу (последняя - интерметаллид состава ~Cu. Be). Оптимальное состяние (с пределом упругости до 1200 МПа) достигается после закалки с 850°С с получением пересыщенного альфа-раствора и последующего старения при 325°С, при котором альфараствор испытывает спинодальный распад с образованием модулированной структуры.
Бр. Б 2 нормализация эвтектоид (для пружин измерительных приборов). Крупные зерна альфа-твердого раствора на основе меди с большим количеством двойников; внутри них видны выделения бета-фазы (промежуточного типа), испытавшие эвтектоидный распад на альфа и гамма-фазу (последняя - интерметаллид состава ~Cu. Be). Оптимальное состяние (с пределом упругости до 1200 МПа) достигается после закалки с 850°С с получением пересыщенного альфа-раствора и последующего старения при 325°С, при котором альфараствор испытывает спинодальный распад с образованием модулированной структуры.
 Бр. АЖМц10 -3 -1, 5 литье эвтектоид Алюминиевая бронза, легированная железом и марганцем. Избыточные кристаллы альфа-твердого раствора на основе меди и эвтектоид из альфа и гамма фаз. (Гамма - промежуточная фаза). Видно упорядоченное расположение пластин альфа-фазы (видманштеттова структура). Литейный сплав. Нормализация Алюминиевая бронза, легированная железом и марганцем. Избыточные кристаллы альфа-твердого раствора на основе меди и эвтектоид альфа+гамма в роли матрицы. (Гамма - промежуточная фаза). Литейный сплав.
Бр. АЖМц10 -3 -1, 5 литье эвтектоид Алюминиевая бронза, легированная железом и марганцем. Избыточные кристаллы альфа-твердого раствора на основе меди и эвтектоид из альфа и гамма фаз. (Гамма - промежуточная фаза). Видно упорядоченное расположение пластин альфа-фазы (видманштеттова структура). Литейный сплав. Нормализация Алюминиевая бронза, легированная железом и марганцем. Избыточные кристаллы альфа-твердого раствора на основе меди и эвтектоид альфа+гамма в роли матрицы. (Гамма - промежуточная фаза). Литейный сплав.
. Темная матрица бета-фазы (интерметаллид ~Cu. Zn) и") ЛС 59 -1 Свинцовистая двухфазная латунь (автоматная). Темная матрица бета-фазы (интерметаллид ~Cu. Zn) и образовавшиеся из нее светлые выделения альфа-твердого раствора на основе меди. Внутри некоторых из них обнаруживаются частицы не растворимого в меди свинца, который затвердел в последнюю очередь. Эти частицы служат зародышами, на которых начинают образовываться кристаллы альфа-фазы. Включения свинца увеличивают хрупкость латуни настолько, насколько необходимо для обламывания стружки при обработке сплава на автоматических металлорежущих станках. Бр. АЖ 9 -4, литье, Алюминиевая бронза, легированная железом. Избыточные кристаллы альфа-твердого раствора на основе меди и эвтектоид из альфа и гамма фаз. (Гамма - промежуточная фаза). Видно упорядоченное расположение пластин альфа-фазы (видманштеттова структура). Литейный сплав.
ЛС 59 -1 Свинцовистая двухфазная латунь (автоматная). Темная матрица бета-фазы (интерметаллид ~Cu. Zn) и образовавшиеся из нее светлые выделения альфа-твердого раствора на основе меди. Внутри некоторых из них обнаруживаются частицы не растворимого в меди свинца, который затвердел в последнюю очередь. Эти частицы служат зародышами, на которых начинают образовываться кристаллы альфа-фазы. Включения свинца увеличивают хрупкость латуни настолько, насколько необходимо для обламывания стружки при обработке сплава на автоматических металлорежущих станках. Бр. АЖ 9 -4, литье, Алюминиевая бронза, легированная железом. Избыточные кристаллы альфа-твердого раствора на основе меди и эвтектоид из альфа и гамма фаз. (Гамма - промежуточная фаза). Видно упорядоченное расположение пластин альфа-фазы (видманштеттова структура). Литейный сплав.
 Бр. О 10, литье, Оловянистая бронза. Вследствие дендритной ликвации светлые оси дендритов (твердый раствор на основе меди) сильно обогащены медью; вокруг них более темная оболочка с пониженным содержанием меди. Межосные пространства сильно обогащены оловом и твердый раствор при охлаждении испытывает серию эвтектоидных превращений. Этот эвтектоид образует матрицу. Видна также черная пора - часть рассеяной усадочной раковины - междендритная пористость. Бр. О 10, литье Растровая электронная микроскопия. Контраст в отраженных электронах. Зерна альфа-твердого раствора (матрица) и светлый эвтектоид. (Апертура здесь условна и расчитана по диаметру электронного зонда).
Бр. О 10, литье, Оловянистая бронза. Вследствие дендритной ликвации светлые оси дендритов (твердый раствор на основе меди) сильно обогащены медью; вокруг них более темная оболочка с пониженным содержанием меди. Межосные пространства сильно обогащены оловом и твердый раствор при охлаждении испытывает серию эвтектоидных превращений. Этот эвтектоид образует матрицу. Видна также черная пора - часть рассеяной усадочной раковины - междендритная пористость. Бр. О 10, литье Растровая электронная микроскопия. Контраст в отраженных электронах. Зерна альфа-твердого раствора (матрица) и светлый эвтектоид. (Апертура здесь условна и расчитана по диаметру электронного зонда).
 Пластические массы и композиционные материалы. Пластмассы, их особенности, преимущества и недостатки К неметаллическим материалам относятся композиционные и гомогенные пластики, резина, клеи, герметики, тепло , звуко и электроизоляционные материалы, силикатные стекла, лакокрасочные покрытия и другие материалы Пластическими массами называют высокомолекулярные соединения или их смеси с другими материалами, способные . под влиянием внешнего давления приобретать и сохранять определенную форму Основой пластических масс являются полимеры, которые представляют собой вещества, построенные из макромолекул. Макромолекулы в свою очередь состоят из многочисленных звеньев одинаковой структуры. Молекулярная масса макромолекул составляет от 5000 до 1000000. При таких больших размерах макромолекул свойства вещества определяются не только химическим составом, но и взаимным расположением и строением этих молекул
Пластические массы и композиционные материалы. Пластмассы, их особенности, преимущества и недостатки К неметаллическим материалам относятся композиционные и гомогенные пластики, резина, клеи, герметики, тепло , звуко и электроизоляционные материалы, силикатные стекла, лакокрасочные покрытия и другие материалы Пластическими массами называют высокомолекулярные соединения или их смеси с другими материалами, способные . под влиянием внешнего давления приобретать и сохранять определенную форму Основой пластических масс являются полимеры, которые представляют собой вещества, построенные из макромолекул. Макромолекулы в свою очередь состоят из многочисленных звеньев одинаковой структуры. Молекулярная масса макромолекул составляет от 5000 до 1000000. При таких больших размерах макромолекул свойства вещества определяются не только химическим составом, но и взаимным расположением и строением этих молекул
 Пластмассы, их особенности, преимущества и недостатки Кроме полимеров, в пластические массы входят наполнители, пластификаторы, красители, отвердители, катализаторы и другие вещества. Наполнители для повышения прочности, жесткости, твердости, а также для придания специфических фрикционных, антифрикционных и других свойств (ткани, порошкообразные и волокнистые вещества). Пластификаторы для повышения пластичности, эластичности, технологичности пластмасс (олеиновая кислота, стеарин, дибутилфталат). Эффективными отвердителями являются различные амины, а катализаторами – перекисные соединения. В ряде случаев в пластические массы вводят красители, например, минеральные пигменты и спиртовые растворы органических красок. Удешевители – для снижения стоимости пластмасс.
Пластмассы, их особенности, преимущества и недостатки Кроме полимеров, в пластические массы входят наполнители, пластификаторы, красители, отвердители, катализаторы и другие вещества. Наполнители для повышения прочности, жесткости, твердости, а также для придания специфических фрикционных, антифрикционных и других свойств (ткани, порошкообразные и волокнистые вещества). Пластификаторы для повышения пластичности, эластичности, технологичности пластмасс (олеиновая кислота, стеарин, дибутилфталат). Эффективными отвердителями являются различные амины, а катализаторами – перекисные соединения. В ряде случаев в пластические массы вводят красители, например, минеральные пигменты и спиртовые растворы органических красок. Удешевители – для снижения стоимости пластмасс.
 Пластмассы, их особенности, преимущества и недостатки Преимущества пластмасс: 1. Малая плотность: = (0, 05 – 2, 7) г/см 3. 2. Высокая прочность и удельная прочность: в достигает (2000 – 2500) МПа, для стеклопластиков в / = 100 усл. Ед. 3. Высокая технологичность. 4. Малая теплопроводность. 5. Наличие специальных свойств (свето и радиопрозрачность), высокое электросопротивление, высокая коррозионная стойкость, фрикционные и антифрикционные свойства, кислотостойкость и другие. К числу недостатков пластмасс относятся: Малая теплостойкость до 1500 С и некоторые до 3000 С. Низкая ударная вязкость КС = (10 50) к. Дж/м 2. Низкая твердость (10 40) НВ, для сталей обычно (400 600)НВ. Склонность пластмасс к деструкции разрывом химических связей в главной цепи макромолекул и образованием продуктов с низким молекулярным весом. Большая дисперсия свойств пластмасс в пределах одной партии.
Пластмассы, их особенности, преимущества и недостатки Преимущества пластмасс: 1. Малая плотность: = (0, 05 – 2, 7) г/см 3. 2. Высокая прочность и удельная прочность: в достигает (2000 – 2500) МПа, для стеклопластиков в / = 100 усл. Ед. 3. Высокая технологичность. 4. Малая теплопроводность. 5. Наличие специальных свойств (свето и радиопрозрачность), высокое электросопротивление, высокая коррозионная стойкость, фрикционные и антифрикционные свойства, кислотостойкость и другие. К числу недостатков пластмасс относятся: Малая теплостойкость до 1500 С и некоторые до 3000 С. Низкая ударная вязкость КС = (10 50) к. Дж/м 2. Низкая твердость (10 40) НВ, для сталей обычно (400 600)НВ. Склонность пластмасс к деструкции разрывом химических связей в главной цепи макромолекул и образованием продуктов с низким молекулярным весом. Большая дисперсия свойств пластмасс в пределах одной партии.
 ненаполненные, однородные, блочные; б) композиционные, наполненные. По отношению к") Классификация пластмасс По строению: а) ненаполненные, однородные, блочные; б) композиционные, наполненные. По отношению к повторным нагревам: а) термореактивные, способные размягчаться при невысоких температурах и терять пластичность после соответствующей тепловой обработки с переходом в термостабильное состояние; б) термопластичные, способные размягчаться при каждом повторном нагреве; в) термостабильные, не плавящиеся при нагреве. По типу наполнителя – с твердым и с газообразным. Твердые порошкообразные, например: гипс, кварц, каолин; волокнистые, например: асбестовое волокно, хлопковые очесы, стеклянная пряжа; слоистые, например: бумага, стеклянная, хлопчатобумажная и асбестовая ткани. По применению – конструкционные, для силовых деталей ВС; конструкционные для несиловых деталей ВС; электроизоляционные; радиопрозрачные; химостойкие, прокладочные, облицовочно декоративные.
Классификация пластмасс По строению: а) ненаполненные, однородные, блочные; б) композиционные, наполненные. По отношению к повторным нагревам: а) термореактивные, способные размягчаться при невысоких температурах и терять пластичность после соответствующей тепловой обработки с переходом в термостабильное состояние; б) термопластичные, способные размягчаться при каждом повторном нагреве; в) термостабильные, не плавящиеся при нагреве. По типу наполнителя – с твердым и с газообразным. Твердые порошкообразные, например: гипс, кварц, каолин; волокнистые, например: асбестовое волокно, хлопковые очесы, стеклянная пряжа; слоистые, например: бумага, стеклянная, хлопчатобумажная и асбестовая ткани. По применению – конструкционные, для силовых деталей ВС; конструкционные для несиловых деталей ВС; электроизоляционные; радиопрозрачные; химостойкие, прокладочные, облицовочно декоративные.
 Термопластичные пластмассы Термопластичными называют такие полимеры, которые при нагревании размягчаются, а при охлаждении затвердевают, не претерпевая при этом химических превращений Термопласты, выпускаемые в виде пленок, листов, профилей, труб, подвергаются механической обработке, прессованию, штамповке и сварке Полиэтилен продукт полимеризации этилена П (СН 2 = СН 2) …. . СН 2 – СН 2 …. . этилен полиэтилен Полистирол является продуктом полимеризации стирола – жидкого ненасыщенного углеводорода, имеющего состав С 8 Н 8. Поливинилхлорид является продуктом полимеризации хлорвинила и представляет собой этилен, в молекуле которого один атом Н замещен атомом Сl. Структурная формула ПВХ – (С 2 Н 3 Сl). Политетрафторэтилен – ФТ 4 получают путем полимеризации тетрафторэтилена (F 2 C = CF 2).
Термопластичные пластмассы Термопластичными называют такие полимеры, которые при нагревании размягчаются, а при охлаждении затвердевают, не претерпевая при этом химических превращений Термопласты, выпускаемые в виде пленок, листов, профилей, труб, подвергаются механической обработке, прессованию, штамповке и сварке Полиэтилен продукт полимеризации этилена П (СН 2 = СН 2) …. . СН 2 – СН 2 …. . этилен полиэтилен Полистирол является продуктом полимеризации стирола – жидкого ненасыщенного углеводорода, имеющего состав С 8 Н 8. Поливинилхлорид является продуктом полимеризации хлорвинила и представляет собой этилен, в молекуле которого один атом Н замещен атомом Сl. Структурная формула ПВХ – (С 2 Н 3 Сl). Политетрафторэтилен – ФТ 4 получают путем полимеризации тетрафторэтилена (F 2 C = CF 2).
 Органическое стекло представляет собой продукт полимеризации сложных эфиров акриловой и метакриловой кислот. Иногда для улучшения технологических свойств в них вводят пластификаторы, например дибутилфталат. Применяют стекла СО 95 и СО 120. СО 95 пластифицировано дибутилфталатом, а в СО 120 пластификатора нет. Плотность органических стекол составляет 1, 18 г/см 3. физико химические свойства соответственно: температура размягчения, 0 С 95 и 120 ударная вязкость, к. Дж/м 2 12 и 12 временное сопротивление при растяжении, в, МПа 65 и 75 светопрозрачность, % 91 и 91 температура начала деструкции, 0 С 155 и 180 диапазон рабочих температур, 0 С 60 и 90.
Органическое стекло представляет собой продукт полимеризации сложных эфиров акриловой и метакриловой кислот. Иногда для улучшения технологических свойств в них вводят пластификаторы, например дибутилфталат. Применяют стекла СО 95 и СО 120. СО 95 пластифицировано дибутилфталатом, а в СО 120 пластификатора нет. Плотность органических стекол составляет 1, 18 г/см 3. физико химические свойства соответственно: температура размягчения, 0 С 95 и 120 ударная вязкость, к. Дж/м 2 12 и 12 временное сопротивление при растяжении, в, МПа 65 и 75 светопрозрачность, % 91 и 91 температура начала деструкции, 0 С 155 и 180 диапазон рабочих температур, 0 С 60 и 90.
 Композиционные материалы. Классификация композитов. Композиционные материалы на металлической основе Композиционными называются материалы, обладающие следующей совокупностью признаков: а) состав, форма и распределение компонентов материала “запроектированы” заранее; б) материал не встречается в природе, а является созданием человека; в) материал состоит из двух и более компонентов, различающихся по своему химическому составу и разделенных в материале выраженной границей; г) свойства материала определяются каждым из его компонентов, которые в связи с этим должны присутствовать в материале в достаточно больших количествах; д) материал обладает такими служебными свойствами, которых не имеют его компоненты, взятые в отдельности; е) материал является неоднородным в микромасштабе и однородном в макромасштабе.
Композиционные материалы. Классификация композитов. Композиционные материалы на металлической основе Композиционными называются материалы, обладающие следующей совокупностью признаков: а) состав, форма и распределение компонентов материала “запроектированы” заранее; б) материал не встречается в природе, а является созданием человека; в) материал состоит из двух и более компонентов, различающихся по своему химическому составу и разделенных в материале выраженной границей; г) свойства материала определяются каждым из его компонентов, которые в связи с этим должны присутствовать в материале в достаточно больших количествах; д) материал обладает такими служебными свойствами, которых не имеют его компоненты, взятые в отдельности; е) материал является неоднородным в микромасштабе и однородном в макромасштабе.
 50% композиционные материалы 20% алюминиевые сплавы 15% титановые сплавы 10% стали 5% прочие материалы
50% композиционные материалы 20% алюминиевые сплавы 15% титановые сплавы 10% стали 5% прочие материалы
 37, 5% углепластики 33% алюминиевые сплавы 19% титановые сплавы 6, 5% стали 3% прочие материалы 1% стеклопластики
37, 5% углепластики 33% алюминиевые сплавы 19% титановые сплавы 6, 5% стали 3% прочие материалы 1% стеклопластики
 Композиты можно классифицировать по различным признакам: по виду структурных элементов (волокнистые, слоистые, дисперсно упрочнѐнные, псевдосплавы, эвтектические); по материалу матрицы (металлическая, полимерная или керамическая); по типу ориентации армирующих элементов (хаотично армированные и упорядоченно армированные); по назначению (конструкционные, коррозионностойкие, антифрикционные, абляционные, пьезоэлектрические, теплозащитные и т. д. );
Композиты можно классифицировать по различным признакам: по виду структурных элементов (волокнистые, слоистые, дисперсно упрочнѐнные, псевдосплавы, эвтектические); по материалу матрицы (металлическая, полимерная или керамическая); по типу ориентации армирующих элементов (хаотично армированные и упорядоченно армированные); по назначению (конструкционные, коррозионностойкие, антифрикционные, абляционные, пьезоэлектрические, теплозащитные и т. д. );
 Компонент обладающий непрерывностью по всему объѐму, называют матрицей; компонент прерывный, разделѐнный в объѐме композиционного материала, считают армирующим или упрочняющим. В качестве матриц в композитах могут быть использованы металлы и их сплавы, а также полимеры органического или неорганического происхождения, керамические, углеродные и другие материалы. Армирующие компоненты равномерно распределены в матрице. Они, как правило, обладают высокими прочностью, твѐрдостью и модулем упругости, превосходящими эти показатели у матрицы. Большим преимуществом композиционных материалов, по сравнению с металлами, является их высокая удельная жесткость , равная соответственно (5 10) 103 усл. ед. и (2, 6 2, 8) 103 усл. ед. Модуль упругости композиционных материалов может изменяться в требуемом направлении в зависимости от схемы армирования.
Компонент обладающий непрерывностью по всему объѐму, называют матрицей; компонент прерывный, разделѐнный в объѐме композиционного материала, считают армирующим или упрочняющим. В качестве матриц в композитах могут быть использованы металлы и их сплавы, а также полимеры органического или неорганического происхождения, керамические, углеродные и другие материалы. Армирующие компоненты равномерно распределены в матрице. Они, как правило, обладают высокими прочностью, твѐрдостью и модулем упругости, превосходящими эти показатели у матрицы. Большим преимуществом композиционных материалов, по сравнению с металлами, является их высокая удельная жесткость , равная соответственно (5 10) 103 усл. ед. и (2, 6 2, 8) 103 усл. ед. Модуль упругости композиционных материалов может изменяться в требуемом направлении в зависимости от схемы армирования.
 Армирующие материалы могут быть в виде волокон, жгутов, нитей, лент, многослойных тканей. Трехмерная цилиндрическая Трехмерное плетеное Трехмерная ортогональная основа
Армирующие материалы могут быть в виде волокон, жгутов, нитей, лент, многослойных тканей. Трехмерная цилиндрическая Трехмерное плетеное Трехмерная ортогональная основа
 Наполнители компоненты для армирования композиционных материалов Полимерные матрицы: наибольшее распространение получили эпоксидная, фенолоформальдегидная и полиимидная. Угольные матрицы коксованные или пироуглеродные получают из синтетических полимеров, подвергнутых пиролизу. Матрица связывает композицию, придавая ей форму. Упрочнителями служат волокна: стеклянные, углеродные, борные, органические, на основе нитевидных кристаллов (оксидов, карбидов, боридов, нитридов и др. ), а также металлические (проволоки), обладающие высокой прочностью и жесткостью.
Наполнители компоненты для армирования композиционных материалов Полимерные матрицы: наибольшее распространение получили эпоксидная, фенолоформальдегидная и полиимидная. Угольные матрицы коксованные или пироуглеродные получают из синтетических полимеров, подвергнутых пиролизу. Матрица связывает композицию, придавая ей форму. Упрочнителями служат волокна: стеклянные, углеродные, борные, органические, на основе нитевидных кристаллов (оксидов, карбидов, боридов, нитридов и др. ), а также металлические (проволоки), обладающие высокой прочностью и жесткостью.
 Свойства волокон и нитевидных кристаллов для армирования композиционных материалов. Темпер Плот атура ность плавле - ния 0 С г/см 3 Временно е сопротив ление, в, МПа Модуль упругост и, 104 Удельная я жесткость прочнос , ть, ( в / ( / ) 103 ), 103 Борное 2040 2, 630 2, 5 -3, 0 38, 0 -42, 0 95 -133 14, 5 -16, 0 Углеродное 3000 1, 700 2, 0 -3, 0 20, 0 -30, 0 117 -176 11, 8 -17, 4 Карбида кремния 2827 3, 210 2, 0 -4, 0 46, 0 62 -124 14, 3 Оксида алюминия 2054 3, 960 2, 1 -2, 6 50, 0 52 -65 12, 6 Оксида циркония 2677 6, 270 2, 4 -2, 7 47, 0 39 -43 7, 5 Органическое - 1, 500 1, 4 -1, 7 7, 7 -9, 0 100 -125 5, 1 -6, 0 Кристаллы нитрида алюминия 2400 3, 300 15, 0 38, 0 455 11, 5 Материал
Свойства волокон и нитевидных кристаллов для армирования композиционных материалов. Темпер Плот атура ность плавле - ния 0 С г/см 3 Временно е сопротив ление, в, МПа Модуль упругост и, 104 Удельная я жесткость прочнос , ть, ( в / ( / ) 103 ), 103 Борное 2040 2, 630 2, 5 -3, 0 38, 0 -42, 0 95 -133 14, 5 -16, 0 Углеродное 3000 1, 700 2, 0 -3, 0 20, 0 -30, 0 117 -176 11, 8 -17, 4 Карбида кремния 2827 3, 210 2, 0 -4, 0 46, 0 62 -124 14, 3 Оксида алюминия 2054 3, 960 2, 1 -2, 6 50, 0 52 -65 12, 6 Оксида циркония 2677 6, 270 2, 4 -2, 7 47, 0 39 -43 7, 5 Органическое - 1, 500 1, 4 -1, 7 7, 7 -9, 0 100 -125 5, 1 -6, 0 Кристаллы нитрида алюминия 2400 3, 300 15, 0 38, 0 455 11, 5 Материал
 Высокопрочные стеклопластики Физико механические свойства стеклопластиков Материа л Связующее в-во Плотность, КС, ТМ, 0 С Температура в, , г/см 3 МПа КДж/м 2 эксплуат. 0 С КАСТ-В Фенольнолистовой формальдег идная смола 1, 85 320 60 -90 250 200 ВФТ-С Фенольноформальдег идная смола 1, 85 544 90 -125 200240 200 СТ-9111 А Эпоксидная смола 1, 65 -1, 75 307 480 290 200 СК-9 ФА Фенолофор мальдегидна я + кремнийорг аническая смола 1, 8 -1, 9 387 105 300 250
Высокопрочные стеклопластики Физико механические свойства стеклопластиков Материа л Связующее в-во Плотность, КС, ТМ, 0 С Температура в, , г/см 3 МПа КДж/м 2 эксплуат. 0 С КАСТ-В Фенольнолистовой формальдег идная смола 1, 85 320 60 -90 250 200 ВФТ-С Фенольноформальдег идная смола 1, 85 544 90 -125 200240 200 СТ-9111 А Эпоксидная смола 1, 65 -1, 75 307 480 290 200 СК-9 ФА Фенолофор мальдегидна я + кремнийорг аническая смола 1, 8 -1, 9 387 105 300 250
 Углепластики. Боропластики Физико механические свойства угле , боро и органопластов. Материал Связую Наполн , щее итель г/см 3 в 20 20 -1 20 в 20/ 103 МПА КС Усл. ед. Углепластики: КМУ-1 У Эпокси ВМН-4 дное 1, 451, 49 1020 500 1, 45* 10 70 10, 0 44 КМУ-2 Л Полиа мидное 1, 251, 35 380 - 8*10 30 6, 4 35 ЛУ-2 Боропластики: КМБ-1 Органовол окнит Волокна Эпокси Борные дное 2, 0 1200 350 1, 89* 10 60 14, 0 45 эпокси дное 1, 35 6002500 240 (39)*10 44185 22, 266, 6 150 СВМ
Углепластики. Боропластики Физико механические свойства угле , боро и органопластов. Материал Связую Наполн , щее итель г/см 3 в 20 20 -1 20 в 20/ 103 МПА КС Усл. ед. Углепластики: КМУ-1 У Эпокси ВМН-4 дное 1, 451, 49 1020 500 1, 45* 10 70 10, 0 44 КМУ-2 Л Полиа мидное 1, 251, 35 380 - 8*10 30 6, 4 35 ЛУ-2 Боропластики: КМБ-1 Органовол окнит Волокна Эпокси Борные дное 2, 0 1200 350 1, 89* 10 60 14, 0 45 эпокси дное 1, 35 6002500 240 (39)*10 44185 22, 266, 6 150 СВМ
 Механические свойства композиционных материалов на металлической основе σВ Материал σ-1 МПа Е, ГПа σВ/γ Е/γ Бор–алюминий (ВКА– 1 А) 1300 600 220 500 84, 6 Бор–магний (ВКМ– 1) 1300 500 220 590 100 Алюминий–углерод (ВКУ– 1) 900 300 220 450 100 Алюминий–сталь (КАС– 1 А) 1700 350 110 370 24, 40 Никель–вольфрам (ВКН– 1) 700 150 – – – Прочность композиционных (волокнистых) материалов определяется свойствами волокон; матрица в основном должна перераспределять напряжения между армирующими элементами. Поэтому прочность и модуль упругости волокон должны быть значительно больше, чем прочность и модуль упругости матрицы
Механические свойства композиционных материалов на металлической основе σВ Материал σ-1 МПа Е, ГПа σВ/γ Е/γ Бор–алюминий (ВКА– 1 А) 1300 600 220 500 84, 6 Бор–магний (ВКМ– 1) 1300 500 220 590 100 Алюминий–углерод (ВКУ– 1) 900 300 220 450 100 Алюминий–сталь (КАС– 1 А) 1700 350 110 370 24, 40 Никель–вольфрам (ВКН– 1) 700 150 – – – Прочность композиционных (волокнистых) материалов определяется свойствами волокон; матрица в основном должна перераспределять напряжения между армирующими элементами. Поэтому прочность и модуль упругости волокон должны быть значительно больше, чем прочность и модуль упругости матрицы
 ГАЗОНАПОЛНЕННЫЕ ПЛАСТМАССЫ Свойства авиационных пенопластов. Термопластичные пенопласты Свойства пенопластов ПС-1 Плиточный пенопласт ПВХ Термореактивные пенопласты Заливочный ФК-40 пенопласт ПУ-104 ФК-20 -А 20 Объемная масса, г/см 3 0, 07 -0, 35 0, 11 0, 060 0, 18 0, 13 -0, 15 сж, МПа 0, 3 -7, 0 0, 7 0, 17 2, 0 0, 85 КС, к. Дж/м 2 1, 7 0, 38 2, 2 0, 64 Тмакс, 0 С (длительной работы) 65 60 130 120 -130 250
ГАЗОНАПОЛНЕННЫЕ ПЛАСТМАССЫ Свойства авиационных пенопластов. Термопластичные пенопласты Свойства пенопластов ПС-1 Плиточный пенопласт ПВХ Термореактивные пенопласты Заливочный ФК-40 пенопласт ПУ-104 ФК-20 -А 20 Объемная масса, г/см 3 0, 07 -0, 35 0, 11 0, 060 0, 18 0, 13 -0, 15 сж, МПа 0, 3 -7, 0 0, 7 0, 17 2, 0 0, 85 КС, к. Дж/м 2 1, 7 0, 38 2, 2 0, 64 Тмакс, 0 С (длительной работы) 65 60 130 120 -130 250
 Основные свойства резины Резина продукт вулканизации смеси каучука с различными добавками. Резина как технический материал обладает эластическими свойствами, которые свойственны каучуку – основному компоненту резины. Она имеет следующие свойства: высокая эластичность, упругость, малая плотность, непроницаемость для газов и жидкостей, хорошими электроизоляционными свойствами и химической стойкостью. Специальные свойства: высокая стойкость к действию топлива и масел; высокие износостойкость, хорошие демпфирующие свойства; способность выдерживать многократные переменные нагружения.
Основные свойства резины Резина продукт вулканизации смеси каучука с различными добавками. Резина как технический материал обладает эластическими свойствами, которые свойственны каучуку – основному компоненту резины. Она имеет следующие свойства: высокая эластичность, упругость, малая плотность, непроницаемость для газов и жидкостей, хорошими электроизоляционными свойствами и химической стойкостью. Специальные свойства: высокая стойкость к действию топлива и масел; высокие износостойкость, хорошие демпфирующие свойства; способность выдерживать многократные переменные нагружения.
 каучуконосного дерева бразильской гевеи,") Получение и свойства каучуков Натуральный каучук получают из сока (латекса) каучуконосного дерева бразильской гевеи, культивируемой в тропических странах. Натуральный каучук представляет собой мягкий эластичный продукт плотностью 0, 91 0, 94 г/см 3, который хорошо растворяется в органических растворителях (бензине, бензоле, хлороформе и т. д. ). При температуре выше +70°С он становится пластичным, выше 200°С разлагается, а при температуре 70°С становится хрупким. Синтетические каучуки (насчитывается около 250 видов) в настоящее время применяются более широко, чем натуральные (до 70% мирового потребления приходится на СК), так как по разнообразию свойств и возможностей получения каучуков с заданными свойствами СК имеет преимущества перед НК.
Получение и свойства каучуков Натуральный каучук получают из сока (латекса) каучуконосного дерева бразильской гевеи, культивируемой в тропических странах. Натуральный каучук представляет собой мягкий эластичный продукт плотностью 0, 91 0, 94 г/см 3, который хорошо растворяется в органических растворителях (бензине, бензоле, хлороформе и т. д. ). При температуре выше +70°С он становится пластичным, выше 200°С разлагается, а при температуре 70°С становится хрупким. Синтетические каучуки (насчитывается около 250 видов) в настоящее время применяются более широко, чем натуральные (до 70% мирового потребления приходится на СК), так как по разнообразию свойств и возможностей получения каучуков с заданными свойствами СК имеет преимущества перед НК.
 Состав и получение резины Исходным продуктом для получения резины служат резиновые смеси: Вулканизирующие вещества (серы до 5 7%, а в твёрдой резине эбоните, до 30%, оксид цинка или магния, некоторые перекиси и т. д. ) непосредственно участвуют в осуществлении процесса вулканизации. Ускорители вулканизации (тиурам, каптакс, альтакс, дифенилгаунидин и др. ) ускоряют процесс вулканизации. Наполнители вводят для повышения механических свойств резины: - активные: оксид цинка, кремниевая кислота – белая сажа, углеродистая сажа и другие (повышают механические свойства: прочность, твёрдость, сопротивление истиранию); неактивные: тальк, мел, регенерат (вводят для снижения стоимости резины).
Состав и получение резины Исходным продуктом для получения резины служат резиновые смеси: Вулканизирующие вещества (серы до 5 7%, а в твёрдой резине эбоните, до 30%, оксид цинка или магния, некоторые перекиси и т. д. ) непосредственно участвуют в осуществлении процесса вулканизации. Ускорители вулканизации (тиурам, каптакс, альтакс, дифенилгаунидин и др. ) ускоряют процесс вулканизации. Наполнители вводят для повышения механических свойств резины: - активные: оксид цинка, кремниевая кислота – белая сажа, углеродистая сажа и другие (повышают механические свойства: прочность, твёрдость, сопротивление истиранию); неактивные: тальк, мел, регенерат (вводят для снижения стоимости резины).
") Состав и получение резины Пластификаторы до 8 30% от массы каучука (парафин, вазелин, церезин) облегчают обработку резиновой смеси, увеличивают эластичные свойства каучука. Противостарители (альдоль, неозон Д, парафин, воск) замедляют процесс старения резины в процессе эксплуатации и хранения резины. Красители, вводят для окраски резины: -неорганические: титановые белила, оксид хрома, сернистый цинк и т. д. ; органические: лак оранжевый, пигмент оранжево жёлтый и др. )
Состав и получение резины Пластификаторы до 8 30% от массы каучука (парафин, вазелин, церезин) облегчают обработку резиновой смеси, увеличивают эластичные свойства каучука. Противостарители (альдоль, неозон Д, парафин, воск) замедляют процесс старения резины в процессе эксплуатации и хранения резины. Красители, вводят для окраски резины: -неорганические: титановые белила, оксид хрома, сернистый цинк и т. д. ; органические: лак оранжевый, пигмент оранжево жёлтый и др. )
 Технология получения резиновых изделий различной формы Резиновые изделия изготавливают методами: формовки: изготавливают мелкие детали (уплотнительные манжеты, кольца, амортизаторы, диафрагмы) способами: компрессионный – в специальных пресс формах под давлением, и литьё под давлением – заполнение предварительно разогретой пластичной резиновой смесью при давлении p=30 150 МПа; каландрования резиновой смеси для получения листов толщиной 0, 2 0, 8 мм. (для этого резиновую смесь пропускают через зазоры в каландрах, подогретых до t = 40 80 0 С, затем резиновые листы перерабатывают на гидравлических прессах или прокаткой в резиновые пластинки, либо выпускают в виде невулканизированных листов (сырая резина) шприцевания: так получают трубки (трубы), стержни, шнуры, пропуская резиновую смесь через шприц машину (червячный пресс) конфекции: получение резиновых изделий, изготовленных путём последовательного склеивания слоёв резины и ткани
Технология получения резиновых изделий различной формы Резиновые изделия изготавливают методами: формовки: изготавливают мелкие детали (уплотнительные манжеты, кольца, амортизаторы, диафрагмы) способами: компрессионный – в специальных пресс формах под давлением, и литьё под давлением – заполнение предварительно разогретой пластичной резиновой смесью при давлении p=30 150 МПа; каландрования резиновой смеси для получения листов толщиной 0, 2 0, 8 мм. (для этого резиновую смесь пропускают через зазоры в каландрах, подогретых до t = 40 80 0 С, затем резиновые листы перерабатывают на гидравлических прессах или прокаткой в резиновые пластинки, либо выпускают в виде невулканизированных листов (сырая резина) шприцевания: так получают трубки (трубы), стержни, шнуры, пропуская резиновую смесь через шприц машину (червячный пресс) конфекции: получение резиновых изделий, изготовленных путём последовательного склеивания слоёв резины и ткани
 Получение резины Вулканизация – технологический процесс, при котором происходит превращение резиновой смеси в резину. Процесс вулканизации состоит в химическом взаимодействии каучука с серой. Горячая вулканизация проводится в специальных вулканизаторах по режиму (под давлением 2, 5 7, 5 Н/мм 2), при t=130 150°С. Время вулканизации определяется свойствами исходных компонентов, t вулканизации, формы изделия, способа нагрева. Холодная вулканизация применяется для тонкостенных изделий и состоит в обработке их в растворе или парах хлористой серы, или в атмосфере сернистого газа при комнатной температуре. В этом случае сера не входит в состав резиновой смеси. Существуют и другие виды вулканизации: с помощью излучения, полученного на СВЧ установках (для изготовления шприцованных труб и радиотехнических изделий сложной конфигурации); радиационная вулканизация (улучшает свойства резины);
Получение резины Вулканизация – технологический процесс, при котором происходит превращение резиновой смеси в резину. Процесс вулканизации состоит в химическом взаимодействии каучука с серой. Горячая вулканизация проводится в специальных вулканизаторах по режиму (под давлением 2, 5 7, 5 Н/мм 2), при t=130 150°С. Время вулканизации определяется свойствами исходных компонентов, t вулканизации, формы изделия, способа нагрева. Холодная вулканизация применяется для тонкостенных изделий и состоит в обработке их в растворе или парах хлористой серы, или в атмосфере сернистого газа при комнатной температуре. В этом случае сера не входит в состав резиновой смеси. Существуют и другие виды вулканизации: с помощью излучения, полученного на СВЧ установках (для изготовления шприцованных труб и радиотехнических изделий сложной конфигурации); радиационная вулканизация (улучшает свойства резины);
 Основы порошковой металлургии. Напыление материалов Порошковая металлургия – это подотрасль металлургии, включающая производство порошков металлов и изделий из них, их смесей и композиций с неметаллами. Порошки получают механическим измельчением или распылением жидких исходных металлов, высокотемпературным восстановлением и термической диссоциацией летучих соединений, электролизом и другими методами. Изделия получают прессованием порошков с последующей термической обработкой – спеканием или термомеханической обработкой, т. е. совмещением двух процессов – прессования и спекания. Методы порошковой металлургии позволяют изготавливать изделия из материалов, получение которых другими способами невозможно. Например, из несплавляющихся металлов, композиций металлов с неметаллами, боридов, карбидов, нитридов и других тугоплавких соединений. С помощью порошковой металлургии получают тугоплавкие и твѐрдые сплавы, пористые, фрикционные и другие материалы и изделия из них.
Основы порошковой металлургии. Напыление материалов Порошковая металлургия – это подотрасль металлургии, включающая производство порошков металлов и изделий из них, их смесей и композиций с неметаллами. Порошки получают механическим измельчением или распылением жидких исходных металлов, высокотемпературным восстановлением и термической диссоциацией летучих соединений, электролизом и другими методами. Изделия получают прессованием порошков с последующей термической обработкой – спеканием или термомеханической обработкой, т. е. совмещением двух процессов – прессования и спекания. Методы порошковой металлургии позволяют изготавливать изделия из материалов, получение которых другими способами невозможно. Например, из несплавляющихся металлов, композиций металлов с неметаллами, боридов, карбидов, нитридов и других тугоплавких соединений. С помощью порошковой металлургии получают тугоплавкие и твѐрдые сплавы, пористые, фрикционные и другие материалы и изделия из них.
 Основными технологическими свойствами порошков являются текучесть, прессуемость и спекаемость. Текучесть — способность порошка заполнять форму. Текучесть ухудшается с уменьшением размеров частиц порошка и повышением влажности. Количественной оценкой текучести явля ется скорость вытекания порошка через отверстие диаметром 1, 5– 4, 0 мм в секунду. Прессуемость характеризуется способностью порошка уплот няться под действием внешней нагрузки и прочностью сцепления частиц после прессования. Прессуемость порошка зависит от пластичности материала частиц, их размеров и формы и повыша ется с введением в его состав поверхностно активных веществ. Под спекаемостъю понимают прочность сцепления частиц в результате термической обработки прессованных заготовок.
Основными технологическими свойствами порошков являются текучесть, прессуемость и спекаемость. Текучесть — способность порошка заполнять форму. Текучесть ухудшается с уменьшением размеров частиц порошка и повышением влажности. Количественной оценкой текучести явля ется скорость вытекания порошка через отверстие диаметром 1, 5– 4, 0 мм в секунду. Прессуемость характеризуется способностью порошка уплот няться под действием внешней нагрузки и прочностью сцепления частиц после прессования. Прессуемость порошка зависит от пластичности материала частиц, их размеров и формы и повыша ется с введением в его состав поверхностно активных веществ. Под спекаемостъю понимают прочность сцепления частиц в результате термической обработки прессованных заготовок.
 Изготовление металлокерамических деталей Приготовление смеси Процесс приготовления смеси состоит из классификации порошков по размерам частиц, смешивания и предварительной обработки. Порошки с размерами частиц 50 мкм и больше разделяют по группам просеиванием на ситах, а более мелкие порошки – воздушной сепарацией. В порошки вводят технологические присадки различного назначения: пластификаторы (парафин, стеарин, олеиновую кислоту и др. ), облегчающие прессование и получение заготовки; легкоплавкие присадки, улучшающие процесс спекания, и различные летучие вещества для получения детален с заданной пористостью. Для повышения текучести порошок иногда предварительно гранулируют. Подготовленные порошки смешивают в шаровых, барабанных мельницах и других смешивающих устройствах. Предварительную механическую или термическую обработку (например, отжиг) применяют для повышения технологических свойств порошков.
Изготовление металлокерамических деталей Приготовление смеси Процесс приготовления смеси состоит из классификации порошков по размерам частиц, смешивания и предварительной обработки. Порошки с размерами частиц 50 мкм и больше разделяют по группам просеиванием на ситах, а более мелкие порошки – воздушной сепарацией. В порошки вводят технологические присадки различного назначения: пластификаторы (парафин, стеарин, олеиновую кислоту и др. ), облегчающие прессование и получение заготовки; легкоплавкие присадки, улучшающие процесс спекания, и различные летучие вещества для получения детален с заданной пористостью. Для повышения текучести порошок иногда предварительно гранулируют. Подготовленные порошки смешивают в шаровых, барабанных мельницах и других смешивающих устройствах. Предварительную механическую или термическую обработку (например, отжиг) применяют для повышения технологических свойств порошков.
 Способы формообразования заготовок и деталей Холодное прессование Горячее прессование Технологически совмещаются процессы формообразования и спекания заготовки с целью получения готовой детали недостатки: низкую производительность, малую стойкость прессформ (4– 7 прессовок), необходимость проведения процессов в среде защитных газов В процессе прессования увеличивается контакт между частицами, уменьшается пористость, деформируются или разрушаются отдельные частицы. Прочность получаемой заготовки обеспечивается силами механического сцепления частиц порошка, силами притяжения и трения. С увеличением давления прессования прочность возрастает.
Способы формообразования заготовок и деталей Холодное прессование Горячее прессование Технологически совмещаются процессы формообразования и спекания заготовки с целью получения готовой детали недостатки: низкую производительность, малую стойкость прессформ (4– 7 прессовок), необходимость проведения процессов в среде защитных газов В процессе прессования увеличивается контакт между частицами, уменьшается пористость, деформируются или разрушаются отдельные частицы. Прочность получаемой заготовки обеспечивается силами механического сцепления частиц порошка, силами притяжения и трения. С увеличением давления прессования прочность возрастает.
 Композиционные материалы состоят из металлической") Изготовление полуфабрикатов и изделий из металлических композиционных материалов (МКМ) Композиционные материалы состоят из металлической матрицы (чаще Al, Mg, Ni и их сплавы), упрочненной высокопрочным волокнами (волокнистые материалы) или тонкодисперсными тугоплавкими частицами, не растворяющимися в основном металле (дисперсно упрочненные материалы). Металлическая матрица связывает волокна (дисперсные частицы) в единое целое. Армирование непрерывными волокнами композиционных материалов
Изготовление полуфабрикатов и изделий из металлических композиционных материалов (МКМ) Композиционные материалы состоят из металлической матрицы (чаще Al, Mg, Ni и их сплавы), упрочненной высокопрочным волокнами (волокнистые материалы) или тонкодисперсными тугоплавкими частицами, не растворяющимися в основном металле (дисперсно упрочненные материалы). Металлическая матрица связывает волокна (дисперсные частицы) в единое целое. Армирование непрерывными волокнами композиционных материалов
 Наибольшее распространение получили твѐрдофазные, жидкофазные, азопарофазные, химические и электрохимические процессы. Для твѐрдофазных методов характерно использование матрицы в твѐрдом состоянии преимущественно в виде порошка, фольги или компактного металла. Композит получают одним из следующих приѐмов: диффузионной сваркой под давлением; сваркой взрывом; деформационной обработкой под давлением; прессованием с последующим спеканием. Жидкофазные методы предусматривают получение МКМ путѐм совмещения армирующих волокон с расплавленной матрицей. К ним относят методы пропитки волокон жидкими матричными сплавами и метод направленной кристаллизации. Газопарофазными способами наносят на армирующие волокна барьерные покрытия, обеспечивающие их защиту от разрушения при взаимодействии с материалами матрицы. Электролитические методы позволяют получать МКМ в результате осаждения матричного материала на нитевидные кристаллы и волокна, которые непрерывно находятся в контакте с катодом.
Наибольшее распространение получили твѐрдофазные, жидкофазные, азопарофазные, химические и электрохимические процессы. Для твѐрдофазных методов характерно использование матрицы в твѐрдом состоянии преимущественно в виде порошка, фольги или компактного металла. Композит получают одним из следующих приѐмов: диффузионной сваркой под давлением; сваркой взрывом; деформационной обработкой под давлением; прессованием с последующим спеканием. Жидкофазные методы предусматривают получение МКМ путѐм совмещения армирующих волокон с расплавленной матрицей. К ним относят методы пропитки волокон жидкими матричными сплавами и метод направленной кристаллизации. Газопарофазными способами наносят на армирующие волокна барьерные покрытия, обеспечивающие их защиту от разрушения при взаимодействии с материалами матрицы. Электролитические методы позволяют получать МКМ в результате осаждения матричного материала на нитевидные кристаллы и волокна, которые непрерывно находятся в контакте с катодом.
 ЭКМ называются сплавы эвтектического состава,") Изготовление полуфабрикатов и деталей из эвтектических композиционных материалов (ЭКМ) ЭКМ называются сплавы эвтектического состава, в которых армирующей фазой служат ориентированные волокнистые или пластинчатые кристаллы, образованные в процессе направленной кристаллизации. ЭКМ имеют высокую прочность, близкую к прочности нитевидных кристаллов, и термически стабильную структуру. Из ЭКМ можно получать заготовку и готовые детали за одну операцию при полном отсутствии трудоѐмких процессов изготовления волокон и их введения в матрицу. Недостатками ЭКМ являются ограниченность в варьировании объѐмного содержания армирующей фазы, повышенные требования к чистоте исходных материалов и точности соблюдения режима направленной кристаллизации, а также небольшие скорости роста кристаллов.
Изготовление полуфабрикатов и деталей из эвтектических композиционных материалов (ЭКМ) ЭКМ называются сплавы эвтектического состава, в которых армирующей фазой служат ориентированные волокнистые или пластинчатые кристаллы, образованные в процессе направленной кристаллизации. ЭКМ имеют высокую прочность, близкую к прочности нитевидных кристаллов, и термически стабильную структуру. Из ЭКМ можно получать заготовку и готовые детали за одну операцию при полном отсутствии трудоѐмких процессов изготовления волокон и их введения в матрицу. Недостатками ЭКМ являются ограниченность в варьировании объѐмного содержания армирующей фазы, повышенные требования к чистоте исходных материалов и точности соблюдения режима направленной кристаллизации, а также небольшие скорости роста кристаллов.
 Из методов направленной кристаллизации для получения ЭКМ применимы лишь те, которые создают плоскую поверхность между жидкостью и кристаллизующимся телом, т. е. плоский фронт кристаллизации. Наиболее часто используется метод перемещения расплава в зоне с постоянным температурным градиентом (метод Бриджмена) и метод зонной плавки. Для образования направленной эвтектической структуры режим кристаллизации ЭКМ должен быть таким, чтобы направленная эвтектическая структура не содержала первичных фаз в форме дендритов или ячеек. Для этого требуются высокие температурные градиенты и низкие скорости кристаллизации.
Из методов направленной кристаллизации для получения ЭКМ применимы лишь те, которые создают плоскую поверхность между жидкостью и кристаллизующимся телом, т. е. плоский фронт кристаллизации. Наиболее часто используется метод перемещения расплава в зоне с постоянным температурным градиентом (метод Бриджмена) и метод зонной плавки. Для образования направленной эвтектической структуры режим кристаллизации ЭКМ должен быть таким, чтобы направленная эвтектическая структура не содержала первичных фаз в форме дендритов или ячеек. Для этого требуются высокие температурные градиенты и низкие скорости кристаллизации.
 Отличительной особенностью изготовления деталей из ПКМ является одновременность создания материала и детали. Детали сразу придают заданные форму и размеры. Технология включает следующие операции: подготовку армирующего наполнителя; приготовление связующего; совмещение наполнителя со связующим; получение полуфабриката; сборку и ориентацию слоев армирующего волокнистого наполнителя по форме детали; уплотнение, отверждение, термообработку; механическую обработку заготовки; контроль качества изделия. В производстве ПКМ используют как твѐрдые, так и жидкие связующие. Для улучшения проникновения связующего в нитеволоконное пространство применяют принудительную пропитку, например, с помощью отжимных роликов или ультразвук. После совмещения волокнистого наполнителя с полимерным связующим полученный материал подвергают тепловой обработке.
Отличительной особенностью изготовления деталей из ПКМ является одновременность создания материала и детали. Детали сразу придают заданные форму и размеры. Технология включает следующие операции: подготовку армирующего наполнителя; приготовление связующего; совмещение наполнителя со связующим; получение полуфабриката; сборку и ориентацию слоев армирующего волокнистого наполнителя по форме детали; уплотнение, отверждение, термообработку; механическую обработку заготовки; контроль качества изделия. В производстве ПКМ используют как твѐрдые, так и жидкие связующие. Для улучшения проникновения связующего в нитеволоконное пространство применяют принудительную пропитку, например, с помощью отжимных роликов или ультразвук. После совмещения волокнистого наполнителя с полимерным связующим полученный материал подвергают тепловой обработке.
 При контактном методе формования уплотнение материала осуществляется с помощью прикатного ролика, отверждение происходит без давления, а в случае опрессовки – при давлении 0, 01 – 0, 2 МПа. Таким методом можно изготовлять крупногабаритные изделия толщиной до 25 мм (корпуса лодок, катеров и пр. ). Прессовый метод применяют для получения листовых материалов, сложных и простых заготовок, подвергающихся дальнейшей механической обработке. Вакуумный метод (давление 0, 095 МПа) применим для изготовления деталей небольшой толщины. Автоклавный (давление 0, 5– 7 МПа) и пресскамерный (давление 0, 1– 0, 5 МПа) применяют для изготовления больших серий изделий с высокими требованиями по физико механическим свойствам. Многие изделия из волокнистых ПКМ могут быть изготовлены несколькими методами. Выбор метода определяется природой полимерного связующего и армирующих волокон, геометрией изделия, условиями эксплуатации и другими факторами. Решающим фактором часто является серийность изделия.
При контактном методе формования уплотнение материала осуществляется с помощью прикатного ролика, отверждение происходит без давления, а в случае опрессовки – при давлении 0, 01 – 0, 2 МПа. Таким методом можно изготовлять крупногабаритные изделия толщиной до 25 мм (корпуса лодок, катеров и пр. ). Прессовый метод применяют для получения листовых материалов, сложных и простых заготовок, подвергающихся дальнейшей механической обработке. Вакуумный метод (давление 0, 095 МПа) применим для изготовления деталей небольшой толщины. Автоклавный (давление 0, 5– 7 МПа) и пресскамерный (давление 0, 1– 0, 5 МПа) применяют для изготовления больших серий изделий с высокими требованиями по физико механическим свойствам. Многие изделия из волокнистых ПКМ могут быть изготовлены несколькими методами. Выбор метода определяется природой полимерного связующего и армирующих волокон, геометрией изделия, условиями эксплуатации и другими факторами. Решающим фактором часто является серийность изделия.
 Спекание и окончательная обработка заготовок Спекание проводят для повышения прочности заготовок. В процессе спекания вследствие температурной подвижности атомов порошков одновременно протекают такие процессы, как диффузия, восстановление поверхностных окислов, рекристаллизация и др. Температура спекания обычно составляет 0, 6– 0, 9 температуры плавления порошка или ниже температуры плавления основного материала для порошков, в состав которых входит несколько компонентов. Процесс спекания рекомендуется проводить за три этапа: I – нагрев до температуры 150– 200° С (удаление влаги); II – нагрев до 0, 5 температуры спекания (снятие упругих напряжений и активное сцепление частиц); III – окончательный нагрев до температуры спекания. Время выдержки после достижения температуры спекания но всему сечению составляет 30–— 90 мин. Увеличение времени и температуры спекания до определенных значений приводит к увели чению прочности и плотности в результате активизации процесса образования контактных поверхностей.
Спекание и окончательная обработка заготовок Спекание проводят для повышения прочности заготовок. В процессе спекания вследствие температурной подвижности атомов порошков одновременно протекают такие процессы, как диффузия, восстановление поверхностных окислов, рекристаллизация и др. Температура спекания обычно составляет 0, 6– 0, 9 температуры плавления порошка или ниже температуры плавления основного материала для порошков, в состав которых входит несколько компонентов. Процесс спекания рекомендуется проводить за три этапа: I – нагрев до температуры 150– 200° С (удаление влаги); II – нагрев до 0, 5 температуры спекания (снятие упругих напряжений и активное сцепление частиц); III – окончательный нагрев до температуры спекания. Время выдержки после достижения температуры спекания но всему сечению составляет 30–— 90 мин. Увеличение времени и температуры спекания до определенных значений приводит к увели чению прочности и плотности в результате активизации процесса образования контактных поверхностей.