

Лекция 9. Сварка чугуна.ppt
- Количество слайдов: 44
 Лекция 8.
Лекция 8.
 Сварка чугуна. Напплавка. Пайка. • • • 1. Характеристика чугунов. 2. Способы сварки. 3. Горячая сварка чугуна. 4. Холодная сварка чугуна. 5. Наплавка металлов 6. Пайка.
Сварка чугуна. Напплавка. Пайка. • • • 1. Характеристика чугунов. 2. Способы сварки. 3. Горячая сварка чугуна. 4. Холодная сварка чугуна. 5. Наплавка металлов 6. Пайка.
 • Чугун - многокомпонентный железоуглеродистый сплав, содержащий более 2. 14% углерода, а также Si , Mn, S, P. • Специальные чугуны содержат легирующие добавки: Ni, Cr, Mo и другие. • Белые чугуны имеют светло-серый (белый) цвет в изломе. Практически не поддаются механической обработке. • Аустенитно – никелевые применяются в химических, пищевых и др. видах производства (насосы, котлы, трубопроводы, вентили, клапаны, фитинги). Обладают высокой жаропрочностью и жаростойкостью. • Высоколегированные хромистые чугуны применяются для изготовления деталей, подверженных сильному абразивному износу и коррозионностойких.
• Чугун - многокомпонентный железоуглеродистый сплав, содержащий более 2. 14% углерода, а также Si , Mn, S, P. • Специальные чугуны содержат легирующие добавки: Ni, Cr, Mo и другие. • Белые чугуны имеют светло-серый (белый) цвет в изломе. Практически не поддаются механической обработке. • Аустенитно – никелевые применяются в химических, пищевых и др. видах производства (насосы, котлы, трубопроводы, вентили, клапаны, фитинги). Обладают высокой жаропрочностью и жаростойкостью. • Высоколегированные хромистые чугуны применяются для изготовления деталей, подверженных сильному абразивному износу и коррозионностойких.
 Сварочные свойства чугуна • Чугун по физической свариваемости - хорошо свариваемый сплав. • Он обладает неограниченной растворимостью основного и присадочного металла в жидком состоянии (за исключением Cu и других); возможностью диффузии в жидком и твёрдом состояниях с образованием твёрдых растворов (А и Ф).
Сварочные свойства чугуна • Чугун по физической свариваемости - хорошо свариваемый сплав. • Он обладает неограниченной растворимостью основного и присадочного металла в жидком состоянии (за исключением Cu и других); возможностью диффузии в жидком и твёрдом состояниях с образованием твёрдых растворов (А и Ф).
 • Технологически чугун - трудносвариваемый материал по многим причинам. • Во – первых, в зависимости от ряда причин углерод может быть получен структурно свободным или в связанном состоянии • Последнее характеризует получение в металле шва околошовной зоны твердых и хрупких структур отбела. • Увеличивают хрупкость, снижают прочность сварного соединения и затрудняют его обработку также заколочные зоны.
• Технологически чугун - трудносвариваемый материал по многим причинам. • Во – первых, в зависимости от ряда причин углерод может быть получен структурно свободным или в связанном состоянии • Последнее характеризует получение в металле шва околошовной зоны твердых и хрупких структур отбела. • Увеличивают хрупкость, снижают прочность сварного соединения и затрудняют его обработку также заколочные зоны.
 Способы сварки чугуна • В зависимости от конструктивных и технологических требований, предъявляемых к изделиям сваривают их дуговой, газовой, термитной сваркой или заливкой жидким чугуном. Технологические процессы могут быть выполнены сваркой, низкотемпературной пайко-сваркой (без раславления основного металла), с образованием ванны большого размера; вручную или механизированным способом.
Способы сварки чугуна • В зависимости от конструктивных и технологических требований, предъявляемых к изделиям сваривают их дуговой, газовой, термитной сваркой или заливкой жидким чугуном. Технологические процессы могут быть выполнены сваркой, низкотемпературной пайко-сваркой (без раславления основного металла), с образованием ванны большого размера; вручную или механизированным способом.
 По температурному состоянию свариваемого изделия: • 1. Горячая сварка – с предварительным нагревом до 650 0 С; • 2. Полугорячая сварка с полным или местным подогревом до температуры 300 0 С; • 3. Холодная сварка – без подогрева изделия.
По температурному состоянию свариваемого изделия: • 1. Горячая сварка – с предварительным нагревом до 650 0 С; • 2. Полугорячая сварка с полным или местным подогревом до температуры 300 0 С; • 3. Холодная сварка – без подогрева изделия.
 • • • Способы и технологические особенности сварки: 1. мелкие детали - газовая сварка с общим предварительным нагревом и применением чугунной присадки 2. Детали средних габаритов и массы (от 100 до 1000 кг): общий подогрев, дуговая сварка с применением чугунной присадки; холодная дуговая сварка стальными электродами с постановкой стальных шпилек; при наличии обрабатываемых скользящих поверхностей – сварка железоникелевыми электродами. 3. крупные изделия (станины, рамы, корпуса) – холодная сварка стальными электродами с постановкой шпилек и вваркой в шов поперечных стальных связей, при небольших разрушениях применяются железоникелевые или медно-железные электроды; при заварке пробоин в стенках применяются стальные заплаты с отбортованными краями (для облегчения усадки).
• • • Способы и технологические особенности сварки: 1. мелкие детали - газовая сварка с общим предварительным нагревом и применением чугунной присадки 2. Детали средних габаритов и массы (от 100 до 1000 кг): общий подогрев, дуговая сварка с применением чугунной присадки; холодная дуговая сварка стальными электродами с постановкой стальных шпилек; при наличии обрабатываемых скользящих поверхностей – сварка железоникелевыми электродами. 3. крупные изделия (станины, рамы, корпуса) – холодная сварка стальными электродами с постановкой шпилек и вваркой в шов поперечных стальных связей, при небольших разрушениях применяются железоникелевые или медно-железные электроды; при заварке пробоин в стенках применяются стальные заплаты с отбортованными краями (для облегчения усадки).
 ГОРЯЧАЯ СВАРКА ЧУГУНА • • Область применения: обрабатываемые рабочие и нерабочие поверхности; сквозные дефекты деталей; крупные дефекты. • Способы сварки: ручная дуговая чугунными электродами; механизированная дуговая порошковыми проволоками; полуавтоматическая порошковой проволокой с использованием керамических стержней; газовая с чугунной присадкой;
ГОРЯЧАЯ СВАРКА ЧУГУНА • • Область применения: обрабатываемые рабочие и нерабочие поверхности; сквозные дефекты деталей; крупные дефекты. • Способы сварки: ручная дуговая чугунными электродами; механизированная дуговая порошковыми проволоками; полуавтоматическая порошковой проволокой с использованием керамических стержней; газовая с чугунной присадкой;
 Подготовка") РУЧНАЯ ДУГОВАЯ СВАРКА ЧУГУННЫМИ ЭЛЕКТРОДАМИ • Применяется для исправления крупных дефектов. • 1) Подготовка – зачистка и разделка полости. •
РУЧНАЯ ДУГОВАЯ СВАРКА ЧУГУННЫМИ ЭЛЕКТРОДАМИ • Применяется для исправления крупных дефектов. • 1) Подготовка – зачистка и разделка полости. •
 Формовка. Формы для дуговой заварки дефектов чугунных деталей: 1 -форма; 2 -дефект; 3") 2) Формовка. Формы для дуговой заварки дефектов чугунных деталей: 1 -форма; 2 -дефект; 3 -деталь
2) Формовка. Формы для дуговой заварки дефектов чугунных деталей: 1 -форма; 2 -дефект; 3 -деталь
 Нагрев. • Местный нагрев – рекомендуется, если дефект в нежестком контуре и допустимо") 3) Нагрев. • Местный нагрев – рекомендуется, если дефект в нежестком контуре и допустимо некоторое коробление изделия. • Мелкие детали подогревают до 200500, крупногабаритные – до 650 0 С.
3) Нагрев. • Местный нагрев – рекомендуется, если дефект в нежестком контуре и допустимо некоторое коробление изделия. • Мелкие детали подогревают до 200500, крупногабаритные – до 650 0 С.
 Сварка. • Большая сварочная ванна (площадью до 5060 кв. см. ) обеспечивает удаление") 4) Сварка. • Большая сварочная ванна (площадью до 5060 кв. см. ) обеспечивает удаление из расплава газов и неметаллических включений. • Электроды чугунные диаметром от 8 до 16 мм марок ОМЧ, ВЧ-3, МЧ-1(стержни марок А и Б), • Сила тока от 600 до 1800 А. . • Источники тока: ВДМ-1601, ВДУ-1201, ТДФ 1601 и другие.
4) Сварка. • Большая сварочная ванна (площадью до 5060 кв. см. ) обеспечивает удаление из расплава газов и неметаллических включений. • Электроды чугунные диаметром от 8 до 16 мм марок ОМЧ, ВЧ-3, МЧ-1(стержни марок А и Б), • Сила тока от 600 до 1800 А. . • Источники тока: ВДМ-1601, ВДУ-1201, ТДФ 1601 и другие.
 Охлаждение. • Медленное охлаждение (например, вместе с печью или под слоем мелкого древесного") 5) Охлаждение. • Медленное охлаждение (например, вместе с печью или под слоем мелкого древесного угля) исключает возникновение больших остаточных напряжений и трещин, а также появление структур отбела и закалки.
5) Охлаждение. • Медленное охлаждение (например, вместе с печью или под слоем мелкого древесного угля) исключает возникновение больших остаточных напряжений и трещин, а также появление структур отбела и закалки.
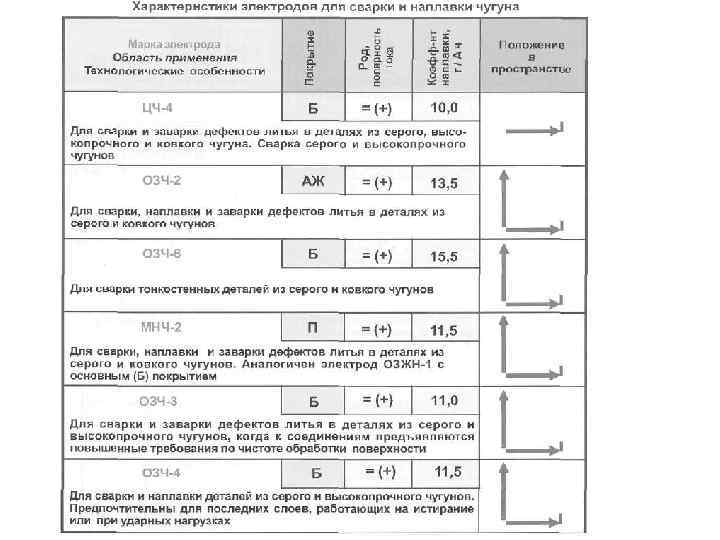
 Холодная сварка чугуна • Холодную сварку применяют, когда трудно или экономически нецелесообразно выполнять горячую сварку с подогревом. Сварку ведут различными электродами: чугунными, из никелевого аустенитного чугуна; стальными со специальным покрытием или без него; медными (из монель металла); комбинированными.
Холодная сварка чугуна • Холодную сварку применяют, когда трудно или экономически нецелесообразно выполнять горячую сварку с подогревом. Сварку ведут различными электродами: чугунными, из никелевого аустенитного чугуна; стальными со специальным покрытием или без него; медными (из монель металла); комбинированными.
 Сварка стальными электродами с постановкой шпилек. • Применяется для разгрузки металла шва от напряжений или повышения прочности сварных соединений в крупногабаритных изделиях, работающих над нагрузкой.
Сварка стальными электродами с постановкой шпилек. • Применяется для разгрузки металла шва от напряжений или повышения прочности сварных соединений в крупногабаритных изделиях, работающих над нагрузкой.
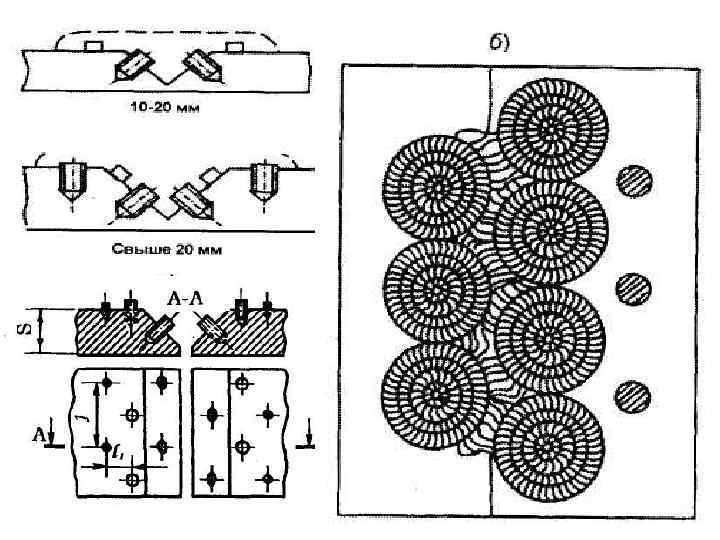
 Подготовка. • Кромки разделывают под углом в 450 (при S больше 6 мм),") 1) Подготовка. • Кромки разделывают под углом в 450 (при S больше 6 мм), просверливают глухие отверстия, нарезают (без масла) в них резьбу и ввертывают стальные (с низким содержанием углерода) шпильки
1) Подготовка. • Кромки разделывают под углом в 450 (при S больше 6 мм), просверливают глухие отверстия, нарезают (без масла) в них резьбу и ввертывают стальные (с низким содержанием углерода) шпильки
 Диаметр шпилек dш и их размещение. • Диаметр dш при толщине свариваемых кромок до 10 мм не должен превышать 6 мм, при больших толщинках (до 30 мм и более) dш = 10 – 16 мм. • Шаг в ряду шпилек ℓ = 40 – 80 мм, расстояние до ребра кромки (1, 5 – 20)dш. Глубина ввертывания 1, 5 dш, высота выступающей части от 0, 5 до 1, 0 dш.
Диаметр шпилек dш и их размещение. • Диаметр dш при толщине свариваемых кромок до 10 мм не должен превышать 6 мм, при больших толщинках (до 30 мм и более) dш = 10 – 16 мм. • Шаг в ряду шпилек ℓ = 40 – 80 мм, расстояние до ребра кромки (1, 5 – 20)dш. Глубина ввертывания 1, 5 dш, высота выступающей части от 0, 5 до 1, 0 dш.
 Формирование шва. • Сначала обваривают шпильки кольцевыми валиками, затем накладывают круговые валики второго") 2) Формирование шва. • Сначала обваривают шпильки кольцевыми валиками, затем накладывают круговые валики второго слоя и заполняют далее разделку короткими участками по 60 – 150 мм, чтобы не разогреть сильно изделие.
2) Формирование шва. • Сначала обваривают шпильки кольцевыми валиками, затем накладывают круговые валики второго слоя и заполняют далее разделку короткими участками по 60 – 150 мм, чтобы не разогреть сильно изделие.
 Сварка электродами на медноникелевой основе. • • • Применяется: - когда наплавленный металл должен хорошо обрабатываться; -от сварного соединения не требуется большой прочности; -Дефект после разделки имеет глубину до 15 – 20 мм и площадь наплавки металла до 30 см 2 (с наполнителем – до 50 см 2). Электроды на Cu – Ni основе МНЧ – 2 обеспечивают получение плотного наплавленного металла, имеющего твердость НВ 140 – 160.
Сварка электродами на медноникелевой основе. • • • Применяется: - когда наплавленный металл должен хорошо обрабатываться; -от сварного соединения не требуется большой прочности; -Дефект после разделки имеет глубину до 15 – 20 мм и площадь наплавки металла до 30 см 2 (с наполнителем – до 50 см 2). Электроды на Cu – Ni основе МНЧ – 2 обеспечивают получение плотного наплавленного металла, имеющего твердость НВ 140 – 160.
 Порядок укладки валиков: • -проложить валик длинной до 60 – 70 мм, очистить его от шлака, зачистить его металлической щеткой, проковать легкими ударами, дать остыть; • -проложить параллельно второй валик с перекрытием первого на треть ширины, очистить, зачистить, проковать для снижения напряжений, остудить; • -заполнить указанным способом весь дефект с учетом припуска на обработку высотой 3 – 4 мм.
Порядок укладки валиков: • -проложить валик длинной до 60 – 70 мм, очистить его от шлака, зачистить его металлической щеткой, проковать легкими ударами, дать остыть; • -проложить параллельно второй валик с перекрытием первого на треть ширины, очистить, зачистить, проковать для снижения напряжений, остудить; • -заполнить указанным способом весь дефект с учетом припуска на обработку высотой 3 – 4 мм.

 Наплавка металлов • Наплавка-процесс нанесения слоя расплавленного металла на поверхность детали. • Основная схема: химические связи формируются благодаря наличию ванны жидких металлов – наплавляемого и основного (частично оплавленной детали) • Применимы все способы сварки. • Вторая схема: расплавляется наплавляемый металл, а поверхность детали нагревается до температуры смачивания.
Наплавка металлов • Наплавка-процесс нанесения слоя расплавленного металла на поверхность детали. • Основная схема: химические связи формируются благодаря наличию ванны жидких металлов – наплавляемого и основного (частично оплавленной детали) • Применимы все способы сварки. • Вторая схема: расплавляется наплавляемый металл, а поверхность детали нагревается до температуры смачивания.
 • Цель наплавки – повышение механических и физических свойств металла в определённом месте изделия или восстановление изношенной поверхности детали, а так же получение особого поверхностного слоя новой детали. • Материалы наплавочные: литые керамические и порошковые твёрдые сплавы содержащие карбиды Mn, Cr, W , Ti и др. • Толщина наплавленного слоя от 0, 2 до 2 мм, иногда до 10 мм.
• Цель наплавки – повышение механических и физических свойств металла в определённом месте изделия или восстановление изношенной поверхности детали, а так же получение особого поверхностного слоя новой детали. • Материалы наплавочные: литые керамические и порошковые твёрдые сплавы содержащие карбиды Mn, Cr, W , Ti и др. • Толщина наплавленного слоя от 0, 2 до 2 мм, иногда до 10 мм.
 • Проплавление основного металла и перемешивание его с наплавленным металлом должно быть минимальным для сохранения механических свойств наплавляемого слоя.
• Проплавление основного металла и перемешивание его с наплавленным металлом должно быть минимальным для сохранения механических свойств наплавляемого слоя.
 Способы наплавки различны. • Ручная дуговая наплавка металлическими электродами. • Простой способ. Можно наплавлять детали любой формы. Наплавку ведут короткой дугой на минимальном токе. • Применяют: • -обычные покрытые электроды; • -специальные, покрытые для наплавки; • -угольные электроды для наплавки порошковых смесей
Способы наплавки различны. • Ручная дуговая наплавка металлическими электродами. • Простой способ. Можно наплавлять детали любой формы. Наплавку ведут короткой дугой на минимальном токе. • Применяют: • -обычные покрытые электроды; • -специальные, покрытые для наплавки; • -угольные электроды для наплавки порошковых смесей
 Способы наплавки различны. • Ручная дуговая наплавка металлическими электродами. • Простой способ. Можно наплавлять детали любой формы. Наплавку ведут короткой дугой на минимальном токе. • Применяют: • -обычные покрытые электроды; • -специальные, покрытые для наплавки; • -угольные электроды для наплавки порошковых смесей
Способы наплавки различны. • Ручная дуговая наплавка металлическими электродами. • Простой способ. Можно наплавлять детали любой формы. Наплавку ведут короткой дугой на минимальном токе. • Применяют: • -обычные покрытые электроды; • -специальные, покрытые для наплавки; • -угольные электроды для наплавки порошковых смесей
 Автоматическая дуговая наплавка под флюсом • С целью снижения доли основного металла m (при обычных режимах с электродной проволокой m=0. 45 – 0. 65) применяют многоэлектродную наплавку – несколько электродных проволок плавятся блуждающей дугой. При этом получают m=0. 2 -0. 3. • Применение тонкой широкой ленты или поперечных колебаний электронным способом. • Порошковая проволока ПП-АН 120 типа 18 ХГ 1 М с флюсом АН-60 применяется для наплавки катков и натяжных колес гусеничных машин. Порошковая лента - для наплавки высокохромистого износостойкого сплава «Сормайт» на детали, работающие в условиях интенсивного абразивного изнашивания (лапки культиватора).
Автоматическая дуговая наплавка под флюсом • С целью снижения доли основного металла m (при обычных режимах с электродной проволокой m=0. 45 – 0. 65) применяют многоэлектродную наплавку – несколько электродных проволок плавятся блуждающей дугой. При этом получают m=0. 2 -0. 3. • Применение тонкой широкой ленты или поперечных колебаний электронным способом. • Порошковая проволока ПП-АН 120 типа 18 ХГ 1 М с флюсом АН-60 применяется для наплавки катков и натяжных колес гусеничных машин. Порошковая лента - для наплавки высокохромистого износостойкого сплава «Сормайт» на детали, работающие в условиях интенсивного абразивного изнашивания (лапки культиватора).
 Дуговая наплавка в газовой среде. • Вибродуговая наплавка в инертных или активных газах (СО 2). для восстановления изношенных валов, осей. Присадочной проволокой 1, 5 -2, 0 мм в специальном электролите (водный 3 -4 раствор кальцинированной соды Nа 2 СО 3).
Дуговая наплавка в газовой среде. • Вибродуговая наплавка в инертных или активных газах (СО 2). для восстановления изношенных валов, осей. Присадочной проволокой 1, 5 -2, 0 мм в специальном электролите (водный 3 -4 раствор кальцинированной соды Nа 2 СО 3).
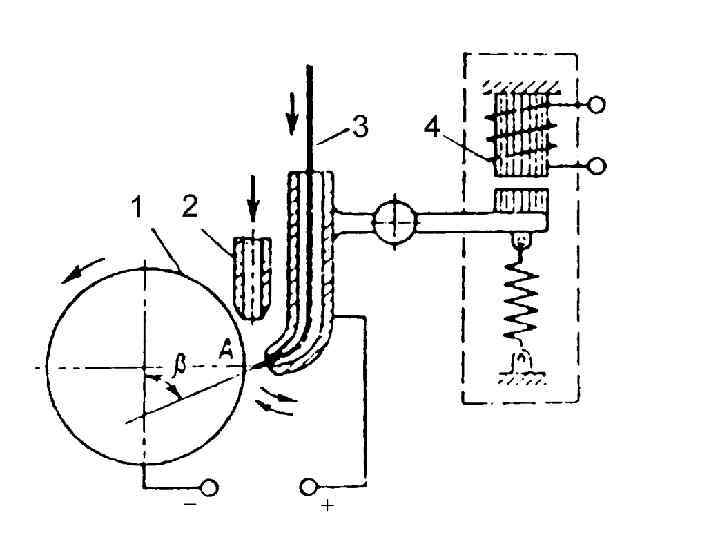
 Сущность процесса: • возникает электрический разряд в электролите, тепло оплавляет конец вибрирующей проволоки. Расплавляемый металл в момент касания детали электродом переносится принудительно на деталь. • Изделие не нагревается (хотя ванночка металла есть), поэтому можно наплавлять термически обработанные детали.
Сущность процесса: • возникает электрический разряд в электролите, тепло оплавляет конец вибрирующей проволоки. Расплавляемый металл в момент касания детали электродом переносится принудительно на деталь. • Изделие не нагревается (хотя ванночка металла есть), поэтому можно наплавлять термически обработанные детали.
 Пайка. • Пайка – технологический процесс соединения заготовок без расплавления их кромок путём смачивания сопрягаемых поверхностей расплавленным припоем и затем закристаллизовавшемся припоем. • Для хорошего смачивания соединяемых кромок и заполнения зазора между ними заготовки нагревают до температуры близкой к температуре плавления. • Неразъемность соединения обеспечивается за счет взаимного растворения и диффузии припоя и основного материала. Заметим, что паяное неразъемное соединение можно распаять.
Пайка. • Пайка – технологический процесс соединения заготовок без расплавления их кромок путём смачивания сопрягаемых поверхностей расплавленным припоем и затем закристаллизовавшемся припоем. • Для хорошего смачивания соединяемых кромок и заполнения зазора между ними заготовки нагревают до температуры близкой к температуре плавления. • Неразъемность соединения обеспечивается за счет взаимного растворения и диффузии припоя и основного материала. Заметим, что паяное неразъемное соединение можно распаять.
 Паять можно: • • цветные металлы и сплавы; чугуны серые и ковкие; углеродистые и легированные стали; твердые сплавы; стекло; керамику; разнородные материалы (из перечисленных).
Паять можно: • • цветные металлы и сплавы; чугуны серые и ковкие; углеродистые и легированные стали; твердые сплавы; стекло; керамику; разнородные материалы (из перечисленных).
 По температуре плавления припоя выделяют две группы процессов пайки: • Пайка низкотемпературная - мягкими припоями (Т пл. до 500 С) и • пайка высокотемпературная (твердыми припоями, Т плавления выше 500 С).
По температуре плавления припоя выделяют две группы процессов пайки: • Пайка низкотемпературная - мягкими припоями (Т пл. до 500 С) и • пайка высокотемпературная (твердыми припоями, Т плавления выше 500 С).
. Применяются для") Припои мягкие. • Оловянно–свинцовые: ПОС-90, ПОС-40, ПОС-30 (90 -30% Sn, остальное Pb). Применяются для пайки посуды. • Оловянно-свинцовы –сурьмяные - для пайки электрических проводников. • Индиевые - пайка стекла, кварца, керамики. • Цинковые – пайка алюминия и сплавов.
Припои мягкие. • Оловянно–свинцовые: ПОС-90, ПОС-40, ПОС-30 (90 -30% Sn, остальное Pb). Применяются для пайки посуды. • Оловянно-свинцовы –сурьмяные - для пайки электрических проводников. • Индиевые - пайка стекла, кварца, керамики. • Цинковые – пайка алюминия и сплавов.
 для") Твердые припои • Медные (МО… М 4 с содержанием Сu от100 до 99%) для пайки сталей, керамики, тугоплавких материалов. • Медно – цинковые : ПМЦ- 42, ПМЦ – 52 (52% Cu), латунь, Л 68 с Т плавления > 1000 С; для пайки стали. • Серебряные: ПСр 72, ПСр 92 (92, 5% Ag ; 7% Cu ; 0, 5% Li ) для пайки Cu, Ni, Ti, W и сплавов полупроводников при высоких требованиях к прочности, стойкости к вибрациям. • Медные припои с 4 -9% фосфора используют для пайки меди и ее сплавов как самофлюсующихся, т. е. без применения флюсов.
Твердые припои • Медные (МО… М 4 с содержанием Сu от100 до 99%) для пайки сталей, керамики, тугоплавких материалов. • Медно – цинковые : ПМЦ- 42, ПМЦ – 52 (52% Cu), латунь, Л 68 с Т плавления > 1000 С; для пайки стали. • Серебряные: ПСр 72, ПСр 92 (92, 5% Ag ; 7% Cu ; 0, 5% Li ) для пайки Cu, Ni, Ti, W и сплавов полупроводников при высоких требованиях к прочности, стойкости к вибрациям. • Медные припои с 4 -9% фосфора используют для пайки меди и ее сплавов как самофлюсующихся, т. е. без применения флюсов.
 для") Флюсы для низкотемпературной пайки. • Канифольные (чистая канифоль или раствор в спирте ) для пайки медных сплавов, при добавке некоторых органических веществ – можно паять и медные сплавы, и оцинкованное, никелированное железо. • Галогенидные: • хлористый аммоний NH 4 Cl, • хлористый цинк Zn. Cl 2. • Для пайки почти всех черных и цветных металлов.
Флюсы для низкотемпературной пайки. • Канифольные (чистая канифоль или раствор в спирте ) для пайки медных сплавов, при добавке некоторых органических веществ – можно паять и медные сплавы, и оцинкованное, никелированное железо. • Галогенидные: • хлористый аммоний NH 4 Cl, • хлористый цинк Zn. Cl 2. • Для пайки почти всех черных и цветных металлов.
 Флюсы для высокотемпературной пайки. • Бура Na 2 B 4 O 7 и борная кислота H 2 BO 3 в различных сочетаниях для пайки чугуна, сталей углеродистых и медных сплавов медно – цинковыми и серебряными припоями
Флюсы для высокотемпературной пайки. • Бура Na 2 B 4 O 7 и борная кислота H 2 BO 3 в различных сочетаниях для пайки чугуна, сталей углеродистых и медных сплавов медно – цинковыми и серебряными припоями
 Источники нагрева • Паяльник. Применяется для соединения проводников легкоплавкими оловянно-свинцовыми припоями. • Горелки газосварочные или плазменные. • Печи: электросопротивления, с индукционным нагревом, газопламенные и газовые. • Печи с расплавами солей или припоя. Температура ванны около 800 С. • На очищенные соединяемые поверхности наносят флюс, в зазоре или около размещают припой, скрепляют заготовки и погружают их в ванну. • Соляная ванна предохраняет от окисления.
Источники нагрева • Паяльник. Применяется для соединения проводников легкоплавкими оловянно-свинцовыми припоями. • Горелки газосварочные или плазменные. • Печи: электросопротивления, с индукционным нагревом, газопламенные и газовые. • Печи с расплавами солей или припоя. Температура ванны около 800 С. • На очищенные соединяемые поверхности наносят флюс, в зазоре или около размещают припой, скрепляют заготовки и погружают их в ванну. • Соляная ванна предохраняет от окисления.