

5-5-2017.ppt
- Количество слайдов: 28
 Лекция 7 Программирование. фрезерных станков с ЧПУ Fanuc
Лекция 7 Программирование. фрезерных станков с ЧПУ Fanuc
 Управляемые оси станка
Управляемые оси станка
 Машинная система координат Система координат детали
Машинная система координат Система координат детали
 Программирование в абсолютных координатах G 90 Программирование в приращениях G 91
Программирование в абсолютных координатах G 90 Программирование в приращениях G 91
 Структура программы
Структура программы
 Структура кадра
Структура кадра
 Функция инструмента T__ Смена инструмента М 6
Функция инструмента T__ Смена инструмента М 6
![Функция шпинделя Постоянная частота вращения G 97 S_ _ [об/мин]](https://present5.com/presentation/26507511_455696672/image-8.jpg "Функция шпинделя Постоянная частота вращения G 97 S_ _ [об/мин]") Функция шпинделя Постоянная частота вращения G 97 S_ _ [об/мин]
Функция шпинделя Постоянная частота вращения G 97 S_ _ [об/мин]
![Функция подачи G 94 [мм/мин] G 95 [мм/об]](https://present5.com/presentation/26507511_455696672/image-9.jpg "Функция подачи G 94 [мм/мин] G 95 [мм/об]") Функция подачи G 94 [мм/мин] G 95 [мм/об]
Функция подачи G 94 [мм/мин] G 95 [мм/об]
 Функция перемещения Позиционирование G 00 IP_; Для абсолютной команды координаты конечной позиции, а для команды в приращениях расстояние, на которое перемещается инструмент
Функция перемещения Позиционирование G 00 IP_; Для абсолютной команды координаты конечной позиции, а для команды в приращениях расстояние, на которое перемещается инструмент
 Функция перемещения Линейная интерполяция G 01 IP_F_; IP_: Для абсолютной команды координаты конечной точки, а для команды в приращениях – расстояние, на которое перемещается инструмент. F_: Скорость подачи инструмента (Скорость подачи)
Функция перемещения Линейная интерполяция G 01 IP_F_; IP_: Для абсолютной команды координаты конечной точки, а для команды в приращениях – расстояние, на которое перемещается инструмент. F_: Скорость подачи инструмента (Скорость подачи)
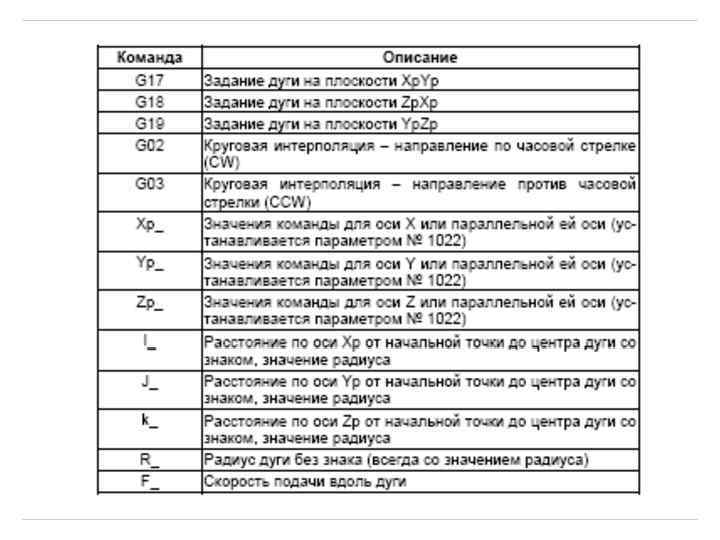
 Функция перемещения Круговая интерполяция
Функция перемещения Круговая интерполяция

 Системы координат детали
Системы координат детали
 Коррекция на длину инструмента G 43 H__ G 44 H__ G 49
Коррекция на длину инструмента G 43 H__ G 44 H__ G 49
 Коррекция на радиус инструмента
Коррекция на радиус инструмента
 Исключения
Исключения
 Исключения
Исключения
 Подпрограмма
Подпрограмма
 Циклы G 8_ ……… …… G 80
Циклы G 8_ ……… …… G 80
 Команда возврата в цикле G 98 G 99
Команда возврата в цикле G 98 G 99
 Цикл сверления G 81 S 1000 M 3 G 81 X 0 Z-10. R 5. F 0. 2 G 80
Цикл сверления G 81 S 1000 M 3 G 81 X 0 Z-10. R 5. F 0. 2 G 80
 Цикл сверления G 83
Цикл сверления G 83
 Цикл нарезания резьбы G 84 S 1000 M 3 G 95 G 84 X 0 Z-10. R 5. F 1 G 80
Цикл нарезания резьбы G 84 S 1000 M 3 G 95 G 84 X 0 Z-10. R 5. F 1 G 80
 Цикл растачивания G 87
Цикл растачивания G 87
 Дополнительные функции М-коды М Код Функция М 0 Безусловный останов программы. М 1 Условный останов программы. М 2 Конец программы. М 3 Включение вращения шпинделя по часовой стрелке. М 4 Включение вращения шпинделя против часовой стрелки. М 5 Остановка шпинделя. М 6 Автоматическая смена инструмента. М 8 Включение охлаждения СОЖ. М 9 Выключение охлаждения. М 30 Конец программы с возможностью одновременного отключения питания станка. М 98 Вызов подпрограммы. М 99 Возврат в основную программу.
Дополнительные функции М-коды М Код Функция М 0 Безусловный останов программы. М 1 Условный останов программы. М 2 Конец программы. М 3 Включение вращения шпинделя по часовой стрелке. М 4 Включение вращения шпинделя против часовой стрелки. М 5 Остановка шпинделя. М 6 Автоматическая смена инструмента. М 8 Включение охлаждения СОЖ. М 9 Выключение охлаждения. М 30 Конец программы с возможностью одновременного отключения питания станка. М 98 Вызов подпрограммы. М 99 Возврат в основную программу.
 Пример программы % O 1 N 1 G 90 G 54 G 97 G 80 N 2 G 0 Z 300. N 3 T 1 M 6 N 4 S 2000 M 3 N 5 G 43 H 1 Z 100. N 6 X 20. Y 20. M 8 N 7 Z 5. N 8 G 1 Z-5. F 200 N 9 X 300. N 10 G 0 Z 300. M 9 N 11 M 5 N 12 M 30 %
Пример программы % O 1 N 1 G 90 G 54 G 97 G 80 N 2 G 0 Z 300. N 3 T 1 M 6 N 4 S 2000 M 3 N 5 G 43 H 1 Z 100. N 6 X 20. Y 20. M 8 N 7 Z 5. N 8 G 1 Z-5. F 200 N 9 X 300. N 10 G 0 Z 300. M 9 N 11 M 5 N 12 M 30 %