LYeKTsIYa__18_kruglopilnye_poperechnye.ppt
- Количество слайдов: 24
 ЛЕКЦИЯ № 18 КРУГЛОПИЛЬНЫЕ СТАНКИ ДЛЯ ПОПЕРЕЧНОЙ РАСПИЛОВКИ, КЛАССИФИКАЦИЯ, ОСНОВНЫЕ ПАРАМЕТРЫ.
ЛЕКЦИЯ № 18 КРУГЛОПИЛЬНЫЕ СТАНКИ ДЛЯ ПОПЕРЕЧНОЙ РАСПИЛОВКИ, КЛАССИФИКАЦИЯ, ОСНОВНЫЕ ПАРАМЕТРЫ.
 В зависимости от вида поперечного раскроя различают круглопильные станки для предварительной торцовки досок по длине на заготовки и окончательной чистовой торцовки деталей для получения точного размера. Схема конструктивно-технологической классификации основных видов круглопильных станков представлена на рис. 1, 2.
В зависимости от вида поперечного раскроя различают круглопильные станки для предварительной торцовки досок по длине на заготовки и окончательной чистовой торцовки деталей для получения точного размера. Схема конструктивно-технологической классификации основных видов круглопильных станков представлена на рис. 1, 2.
 Классификация поперечных круглопильных станков
Классификация поперечных круглопильных станков
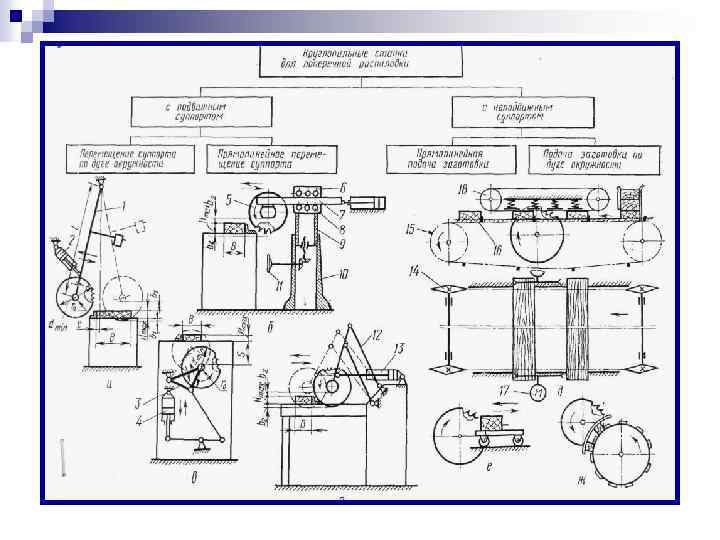
 Основными являются станки с подачей пилой – маятниковые, балансирные, шарнирные, суппортные, а также станки с подачей древесины в каретке, цепным конвейером или поворотными дисками (рис. 2). Подача пилы по дуговой траектории осуществляется путем устройства станка по схеме вертикального маятника с верхним или нижним расположением пилы.
Основными являются станки с подачей пилой – маятниковые, балансирные, шарнирные, суппортные, а также станки с подачей древесины в каретке, цепным конвейером или поворотными дисками (рис. 2). Подача пилы по дуговой траектории осуществляется путем устройства станка по схеме вертикального маятника с верхним или нижним расположением пилы.
 Станки с дуговой траекторией подачи
Станки с дуговой траекторией подачи
 – выполняют") Вертикальные маятники служат для чернового раскроя досок на отрезки, а горизонтальные (балансирные) – выполняют раскрой и торцовку досок при подаче снизу вверх и для поперечного распила бревен при подаче пилы сверху вниз. Недостатком пил с движением подачи по дуге в сравнении с прямолинейно движущейся пилой является использование пил большого диаметра.
Вертикальные маятники служат для чернового раскроя досок на отрезки, а горизонтальные (балансирные) – выполняют раскрой и торцовку досок при подаче снизу вверх и для поперечного распила бревен при подаче пилы сверху вниз. Недостатком пил с движением подачи по дуге в сравнении с прямолинейно движущейся пилой является использование пил большого диаметра.
 Станки с прямолинейной подачей пилы Круглопильные станки с прямолинейной подачей пилы делятся на станки для предварительной и для чистовой торцовки. По характеру направляющих устройств различают станки суппрортные ри шарнирные. Суппортные станки бывают с верхним и нижним расположением пилы (рис. 4).
Станки с прямолинейной подачей пилы Круглопильные станки с прямолинейной подачей пилы делятся на станки для предварительной и для чистовой торцовки. По характеру направляющих устройств различают станки суппрортные ри шарнирные. Суппортные станки бывают с верхним и нижним расположением пилы (рис. 4).
 Торцовочный станок с прямолинейным перемещением пилы 1 – ограждение; 2 – пила; 3 – эл. двигатель; 4 – направляющая линейка; 5 – суппорт; 6 – гидроцилиндр; 7 – колонка; 8 – станина; 9 – эл. двигатель подачи; 10 – педаль; 11 – маховик подъема колонци; 12 – зажим колонки; 13 – стол с роликами.
Торцовочный станок с прямолинейным перемещением пилы 1 – ограждение; 2 – пила; 3 – эл. двигатель; 4 – направляющая линейка; 5 – суппорт; 6 – гидроцилиндр; 7 – колонка; 8 – станина; 9 – эл. двигатель подачи; 10 – педаль; 11 – маховик подъема колонци; 12 – зажим колонки; 13 – стол с роликами.
 Гидросхема механизма подачи станка
Гидросхема механизма подачи станка
 для одновременной обработки двух торцов заготовки") Круглопильные станки для чистовой торцовки бывают двухсторонние (концеравнительные) для одновременной обработки двух торцов заготовки и с дополнительными фрезерными головками для выборки профиля на кромках щитовых деталей. Концеравнительный станок с дополнительными фрезерными суппортами представлен на рисунке 6.
Круглопильные станки для чистовой торцовки бывают двухсторонние (концеравнительные) для одновременной обработки двух торцов заготовки и с дополнительными фрезерными головками для выборки профиля на кромках щитовых деталей. Концеравнительный станок с дополнительными фрезерными суппортами представлен на рисунке 6.
 1 – вал; 2 – цепная передача; 3 – червячный редуктор; 4 – электродвигатель; 5 – прижимной ремень; 6 – пила; 7– конвейерная цепь; 8 – направляющая; 9 – упор; 10, 11 - фрезы
1 – вал; 2 – цепная передача; 3 – червячный редуктор; 4 – электродвигатель; 5 – прижимной ремень; 6 – пила; 7– конвейерная цепь; 8 – направляющая; 9 – упор; 10, 11 - фрезы
 Станки с подачей древесины на пилу Эта группа станков используется для точной торцовки обработанных деталей на заданный размер путем обрезки двух концов или для распиливания длинных заготовок несколькими пилами на несколько деталей заданной длины. По способу подачи заготовок различают станки с ручной подачей в каретке, цепным конвейером или диском. n
Станки с подачей древесины на пилу Эта группа станков используется для точной торцовки обработанных деталей на заданный размер путем обрезки двух концов или для распиливания длинных заготовок несколькими пилами на несколько деталей заданной длины. По способу подачи заготовок различают станки с ручной подачей в каретке, цепным конвейером или диском. n
 Торцовочные станки с цепной подачей а – двухпильный; б – многопильный; 1 – пильный вал; 2 – приводные туеры; 3 – холостые звездочки; 4 – приводной вал; 5 – холостой вал; 6 – базирующие балки; 7 – эл. двигатель; 8 – редуктор.
Торцовочные станки с цепной подачей а – двухпильный; б – многопильный; 1 – пильный вал; 2 – приводные туеры; 3 – холостые звездочки; 4 – приводной вал; 5 – холостой вал; 6 – базирующие балки; 7 – эл. двигатель; 8 – редуктор.
 Конструктивно многопильный станок аналогичен двухпильному. Специальные многопильные станки с конвейерной подачей используются для массовой торцовки пиломатериалов, а также реек и горбылей. Одни из них имеют 2 -6 пил, настроенных на определенный размер торцовки; другие – 10 -20 пил, расположенных в разных по длине пиломатериала местах.
Конструктивно многопильный станок аналогичен двухпильному. Специальные многопильные станки с конвейерной подачей используются для массовой торцовки пиломатериалов, а также реек и горбылей. Одни из них имеют 2 -6 пил, настроенных на определенный размер торцовки; другие – 10 -20 пил, расположенных в разных по длине пиломатериала местах.
 Круглопильные станки для раскроя листовых материалов Станки этой группы предназначены для раскроя или обрезки по периметру, т. е. на заданный формат плитныхматериалов – фанеры, ДСт. П , ДВП и пр. Распил при этом осуществляется во взаимно перпендикулярным направлениям по длине и ширине плиты.
Круглопильные станки для раскроя листовых материалов Станки этой группы предназначены для раскроя или обрезки по периметру, т. е. на заданный формат плитныхматериалов – фанеры, ДСт. П , ДВП и пр. Распил при этом осуществляется во взаимно перпендикулярным направлениям по длине и ширине плиты.
 Пиление при 4 -х сторонней формовке плит производится на станках за два или один проход. В первом случае станки имеют лишь пилы продольного распила, т. е. по направлению подачи плиты, которые за один проход отпиливают две противоположные стороны; для отпиливания двух других кромок необходим поворотный пропуск через станок. Такие станки называют форматно-концеравнительными.
Пиление при 4 -х сторонней формовке плит производится на станках за два или один проход. В первом случае станки имеют лишь пилы продольного распила, т. е. по направлению подачи плиты, которые за один проход отпиливают две противоположные стороны; для отпиливания двух других кромок необходим поворотный пропуск через станок. Такие станки называют форматно-концеравнительными.
 Форматные станки различают также по типу механизмов подачи и характеру движения поперечных пильных суппортов. Классификация форматных станков может быть представлена: - форматно-концеравнительные – с пилами продольного распила (с продольновозвратной подачей плиты в каретке – а); с конвейерной подачей - б), рис. 8;
Форматные станки различают также по типу механизмов подачи и характеру движения поперечных пильных суппортов. Классификация форматных станков может быть представлена: - форматно-концеравнительные – с пилами продольного распила (с продольновозвратной подачей плиты в каретке – а); с конвейерной подачей - б), рис. 8;
 Форматно-концеравнительные станки:
Форматно-концеравнительные станки:
 - форматно-четырехсторонние – с пилами продольного и поперечного распила (с подачей плиты в каретке и остановкой на позиции для поперечных распилов; то же с подачей плиты на конвейере; с прерывистым движением с остановками на позиции для поперечных распилов – в); с непрерывным движением и поперечным распилом посредством: суппортов-спутников или суппортов в косым перемещением – г).
- форматно-четырехсторонние – с пилами продольного и поперечного распила (с подачей плиты в каретке и остановкой на позиции для поперечных распилов; то же с подачей плиты на конвейере; с прерывистым движением с остановками на позиции для поперечных распилов – в); с непрерывным движением и поперечным распилом посредством: суппортов-спутников или суппортов в косым перемещением – г).
 Форматно-четырехсторонние станки:
Форматно-четырехсторонние станки:
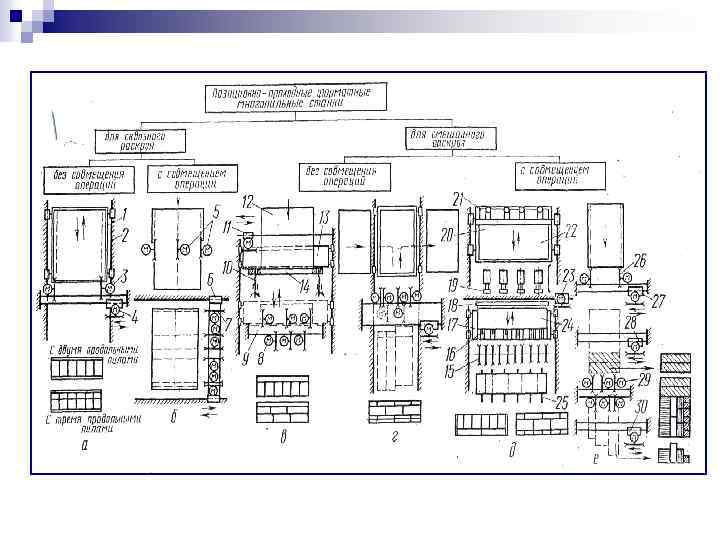
 Многопильные форматные станки по характеру перемещения плиты делятся на три типа: - позиционные – пачка раскраиваемых плит подается на позицию и фиксируется неподвижно на базирующих элементах. затем перемещающиеся в продольном и поперечном направлениях суппорты производят раскрой плит (схема аналогична работе по схеме суппортных станков);
Многопильные форматные станки по характеру перемещения плиты делятся на три типа: - позиционные – пачка раскраиваемых плит подается на позицию и фиксируется неподвижно на базирующих элементах. затем перемещающиеся в продольном и поперечном направлениях суппорты производят раскрой плит (схема аналогична работе по схеме суппортных станков);
 - позиционно-проходные станки – в них используется комбинация перемещающегося суппорта и набора неподвижных пил. Отличие составляет возможность осуществлять смешанный раскрой и степень совмещенности операций раскроя во времени; - проходные станки – плита раскраивается на продольных пилах. Полосы, не нуждающиеся в дальнейшей обработке, снимаются с машины. Оставшиеся отрезки плиты поступают на секции с пилами для поперечного раскроя.
- позиционно-проходные станки – в них используется комбинация перемещающегося суппорта и набора неподвижных пил. Отличие составляет возможность осуществлять смешанный раскрой и степень совмещенности операций раскроя во времени; - проходные станки – плита раскраивается на продольных пилах. Полосы, не нуждающиеся в дальнейшей обработке, снимаются с машины. Оставшиеся отрезки плиты поступают на секции с пилами для поперечного раскроя.