

0-Лек 10 Опер упр 2011+.ppt
- Количество слайдов: 40
 Лекция 10 Автоматические линии Управление производственными системами Доцент кафедры АПП Кульчицкий Александрович E-mail: doz-ku@rambler. ru
Лекция 10 Автоматические линии Управление производственными системами Доцент кафедры АПП Кульчицкий Александрович E-mail: doz-ku@rambler. ru
 Автоматические линии
Автоматические линии
 Основы теории производительности Производительностью рабочей машины называется количество продукции, выдаваемой, в единицу времени. tp — время, затрачиваемое на рабочие ходы технологической производительностью рабочей машины В машинах дискретного действия
Основы теории производительности Производительностью рабочей машины называется количество продукции, выдаваемой, в единицу времени. tp — время, затрачиваемое на рабочие ходы технологической производительностью рабочей машины В машинах дискретного действия
 Особенности технологических процессов автоматизированного производства Основное отличие процессов неавтоматизированного от автоматизированного производства состоит в том, что его проектируют исходя из обеспечения не только качества, но и количества обрабатываемых изделий, с широким использованием принципа совмещения операций. Однопозиционный автомат или полуавтомат (a), суммарное время обработки сократится за счет совмещения между собой рабочих и холостых ходов. Если дифференциацию ограничить делением на составные операции, то необходим минимальный комплект инструмента и система последовательно расположенных однопозиционных машин, по числу составных операций (б). Концентрация операций заключается в том, что отдельные операции, выполняемые так же одновременно, как и в группе однопозиционных автоматов, концентрируются в одном автомате (в).
Особенности технологических процессов автоматизированного производства Основное отличие процессов неавтоматизированного от автоматизированного производства состоит в том, что его проектируют исходя из обеспечения не только качества, но и количества обрабатываемых изделий, с широким использованием принципа совмещения операций. Однопозиционный автомат или полуавтомат (a), суммарное время обработки сократится за счет совмещения между собой рабочих и холостых ходов. Если дифференциацию ограничить делением на составные операции, то необходим минимальный комплект инструмента и система последовательно расположенных однопозиционных машин, по числу составных операций (б). Концентрация операций заключается в том, что отдельные операции, выполняемые так же одновременно, как и в группе однопозиционных автоматов, концентрируются в одном автомате (в).
 Виды многопозиционных автоматов При выборе автоматизированного оборудования возможно большое число технологических вариантов, отличающихся различной степенью дифференциация и концентрации операций, которые идентичны по показателям качества обработки (суммарное время технологического воздействия на каждое изделие tpо=const), но отличаются по показателям производительности вследствие различной величины длительности обработки и внецикловых потерь.
Виды многопозиционных автоматов При выборе автоматизированного оборудования возможно большое число технологических вариантов, отличающихся различной степенью дифференциация и концентрации операций, которые идентичны по показателям качества обработки (суммарное время технологического воздействия на каждое изделие tpо=const), но отличаются по показателям производительности вследствие различной величины длительности обработки и внецикловых потерь.
 - однопозиционном автомат; б), д) Линейная компоновка; в),") Автоматы и линии последовательного действия а) - однопозиционном автомат; б), д) Линейная компоновка; в), г) – Круговая компоновка; е) Линейная компоновка с промежуточными накопителями; ж) Круговая компоновка с промежуточными накопителями
Автоматы и линии последовательного действия а) - однопозиционном автомат; б), д) Линейная компоновка; в), г) – Круговая компоновка; е) Линейная компоновка с промежуточными накопителями; ж) Круговая компоновка с промежуточными накопителями
 В автоматах и линиях последовательного действия концентрируют разноименные операции обработки, контроля, сборки, последовательно выполняемые на одном изделии
В автоматах и линиях последовательного действия концентрируют разноименные операции обработки, контроля, сборки, последовательно выполняемые на одном изделии
 Производительность линий последовательного действия tpо — суммарное время технологического воздействия согласно принятому технологическому процессу; tx — суммарное время несовмещенных холостых ходов (загрузка и съем изделий, зажим и разжим, подвод и отвод инструментов и т. д, ); ΣС — потери по инструменту одного комплекта инструмента; tе — потери по оборудованию одного комплекта механизмов и устройств Σ С + te = Σ tп — собственные внецикловые потери однопозиционного автомата.
Производительность линий последовательного действия tpо — суммарное время технологического воздействия согласно принятому технологическому процессу; tx — суммарное время несовмещенных холостых ходов (загрузка и съем изделий, зажим и разжим, подвод и отвод инструментов и т. д, ); ΣС — потери по инструменту одного комплекта инструмента; tе — потери по оборудованию одного комплекта механизмов и устройств Σ С + te = Σ tп — собственные внецикловые потери однопозиционного автомата.
 Зависимость производительности от числа позиций где q – количество рабочих позиций
Зависимость производительности от числа позиций где q – количество рабочих позиций
 Производительность автоматических линий при различном числе позиций и участков где: w — коэффициент возрастания внецикловых потерь из-за простоев соседних участков , tуч внецикловые потери одного участка
Производительность автоматических линий при различном числе позиций и участков где: w — коэффициент возрастания внецикловых потерь из-за простоев соседних участков , tуч внецикловые потери одного участка
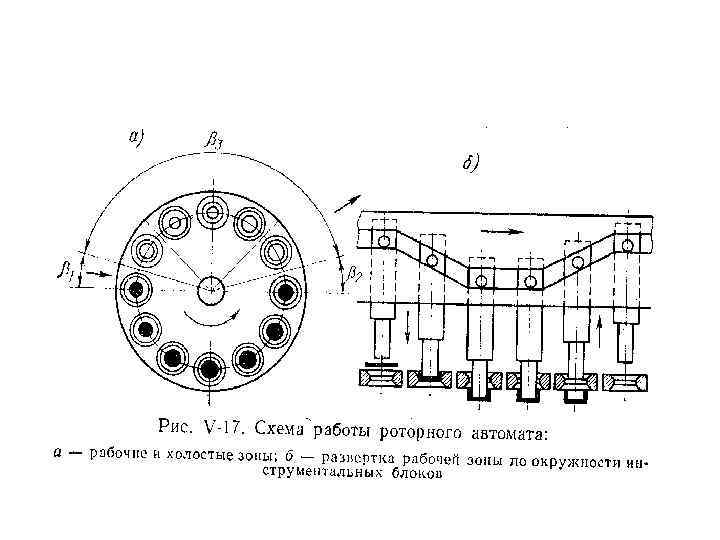
 однопозиционная машина; б) несколько параллельно работающих машин; с)") Автоматы и линии параллельного действия а) однопозиционная машина; б) несколько параллельно работающих машин; с) автомат параллельного действия; г) автомат с расположением рабочих шпинделей по окружности; д) конвейерная схема компоновки
Автоматы и линии параллельного действия а) однопозиционная машина; б) несколько параллельно работающих машин; с) автомат параллельного действия; г) автомат с расположением рабочих шпинделей по окружности; д) конвейерная схема компоновки
 В автоматах и линиях параллельного действия концентрируют одноименные операции дифференцированно го технологического процесса Циклограммы многопозиционных автоматов паралельного действия а) при одновременной обработке на всех позициях , б) при смещении рабочих циклов по фазе
В автоматах и линиях параллельного действия концентрируют одноименные операции дифференцированно го технологического процесса Циклограммы многопозиционных автоматов паралельного действия а) при одновременной обработке на всех позициях , б) при смещении рабочих циклов по фазе
 при различных внецикловых потерях, б) при различной длительности обработки") Производительность автоматов параллельного действия а) при различных внецикловых потерях, б) при различной длительности обработки
Производительность автоматов параллельного действия а) при различных внецикловых потерях, б) при различной длительности обработки
 действия концентрируют как разноименные, так") Автоматы и линии последовательнопаралельного действия В машинах последовательно-параллельного (смешанного) действия концентрируют как разноименные, так и одноименные операции
Автоматы и линии последовательнопаралельного действия В машинах последовательно-параллельного (смешанного) действия концентрируют как разноименные, так и одноименные операции
 Автоматы и линии последовательно -паралельного действия
Автоматы и линии последовательно -паралельного действия
 Варианты шестипозиционного автомата последовательного Последовательно-параллельного Параллельного
Варианты шестипозиционного автомата последовательного Последовательно-параллельного Параллельного
 Производительность АЛ последовательно -параллельного действия В АЛ последовательно-параллельного действия в обработку поступает р изделий, которые выдаются за один рабочий цикл. Отсюда производительность ТП длительностью tро дифференцирован на q рабочих позиций, следовательно, время рабочего хода tp = tpо/q. Длительность рабочего цикла
Производительность АЛ последовательно -параллельного действия В АЛ последовательно-параллельного действия в обработку поступает р изделий, которые выдаются за один рабочий цикл. Отсюда производительность ТП длительностью tро дифференцирован на q рабочих позиций, следовательно, время рабочего хода tp = tpо/q. Длительность рабочего цикла
 Управление производственными системами
Управление производственными системами
 Структурирование задач управления иерархическая структура задачи управления, т. е. подчиненность подзадач, составляющих сложную задачу
Структурирование задач управления иерархическая структура задачи управления, т. е. подчиненность подзадач, составляющих сложную задачу
 Локальная задача принятия решений • Основные функциональные блоки: – принятия решений; – определения состояния объекта (обязателен в случае, когда поступающая с объекта информация дает сведения только об изменениях состояния объекта); – вычисления состояния планового задания (обязателен в случаях, когда периоды принятия решений в данной локальной задаче и вышестоящей различны); – прогнозирования состояния объекта и планового задания на начало периода реализации принимаемого решения (обязателен в случаях, когда моменты принятия решения и его реализация существенно различны).
Локальная задача принятия решений • Основные функциональные блоки: – принятия решений; – определения состояния объекта (обязателен в случае, когда поступающая с объекта информация дает сведения только об изменениях состояния объекта); – вычисления состояния планового задания (обязателен в случаях, когда периоды принятия решений в данной локальной задаче и вышестоящей различны); – прогнозирования состояния объекта и планового задания на начало периода реализации принимаемого решения (обязателен в случаях, когда моменты принятия решения и его реализация существенно различны).
 Уровни автоматизации управления производствами В интегрированной системе управления выделяются четыре уровня Первый уровень взаимодействует с объектом непосредственно в реальном времени процесса. Второй уровень. Устанавливает цель или задания, подлежащие реализации на первом уровне. Третий уровень выполняет функцию адаптации алгоритмов, используемых на первом и втором уровнях. Четвертый уровень осуществляет выбор структуры алгоритмов, относящихся к нижестоящим уровням иерархии.
Уровни автоматизации управления производствами В интегрированной системе управления выделяются четыре уровня Первый уровень взаимодействует с объектом непосредственно в реальном времени процесса. Второй уровень. Устанавливает цель или задания, подлежащие реализации на первом уровне. Третий уровень выполняет функцию адаптации алгоритмов, используемых на первом и втором уровнях. Четвертый уровень осуществляет выбор структуры алгоритмов, относящихся к нижестоящим уровням иерархии.
 Уровни системы управления производственной системы
Уровни системы управления производственной системы
 Информационные потоки в системе управления
Информационные потоки в системе управления
 Уровни системы оперативного управления
Уровни системы оперативного управления
 Структура управления технологическим объектом человеком-оператором или АСУ ТП
Структура управления технологическим объектом человеком-оператором или АСУ ТП
 Иерархия построения автоматизированного комплекса на базе локальных и узловых АСУ ТП
Иерархия построения автоматизированного комплекса на базе локальных и узловых АСУ ТП
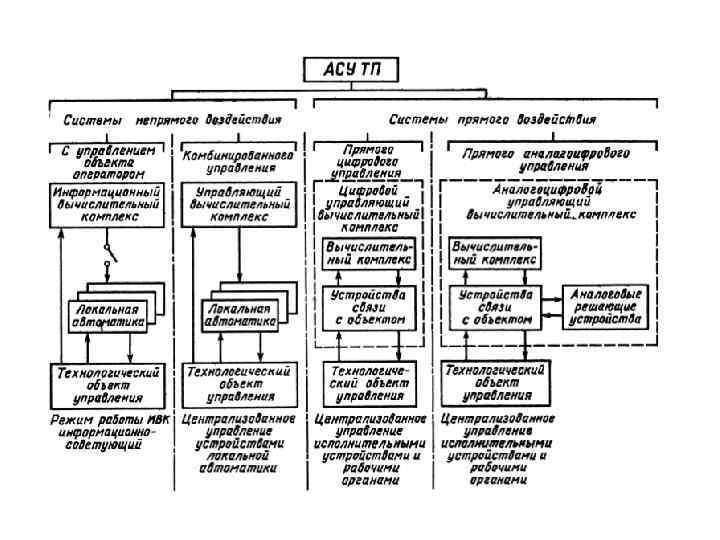
 Классификация АСУ
Классификация АСУ
") CALS-технологии 80 -х годs - CALS (Computer Aided Logistic Support — компьютерная поддержка поставок) Конец 90 -х Continuous Acquisition and Life cycle Support — непрерывная информационная поддержка жизненного цикла продукта Жизненный цикл продукта как взаимосвязь процессов
CALS-технологии 80 -х годs - CALS (Computer Aided Logistic Support — компьютерная поддержка поставок) Конец 90 -х Continuous Acquisition and Life cycle Support — непрерывная информационная поддержка жизненного цикла продукта Жизненный цикл продукта как взаимосвязь процессов
 Жизненный цикл продукта и его компонентов Информационная интеграция базируется на применении следующих интегрированных моделей: • продукта; • ЖЦ продукта и выполняемых в его ходе бизнес-процессов; • производственной и эксплуатационной среды.
Жизненный цикл продукта и его компонентов Информационная интеграция базируется на применении следующих интегрированных моделей: • продукта; • ЖЦ продукта и выполняемых в его ходе бизнес-процессов; • производственной и эксплуатационной среды.
 Позиционирование автоматизированных систем внутри жизненного цикла продукта
Позиционирование автоматизированных систем внутри жизненного цикла продукта
 Классификация информационных моделей и их связь со стадиями ЖЦ продукта
Классификация информационных моделей и их связь со стадиями ЖЦ продукта
 -") Основные сокращения автоматизированных систем управления производством • 50 -х годах JIT (Just-in-time ) - точно вовремя минимизация страховых и межоперационных заделов за счет стабилизации поставок • конец 60 -х годов MRP (Material Requirements Planning) — планирование потребностей в материалах • 70 -х годах OPT (Optimised Production Technology) - оптимизированная технология производства • конец 70 -х — начало 80 -х гг MRP II (Manufacturing Resource Planning) — планирование ресурсов производства • в начале 80 -х годов CIM ( Computer Integrated Manufacturing) концепция компьютеризированного интегрированного производства гибкого производства и систем управления им. • начало 90 -х ERP ( Enterprise Resource Planning ) - планирование ресурсов в масштабе предприятия
Основные сокращения автоматизированных систем управления производством • 50 -х годах JIT (Just-in-time ) - точно вовремя минимизация страховых и межоперационных заделов за счет стабилизации поставок • конец 60 -х годов MRP (Material Requirements Planning) — планирование потребностей в материалах • 70 -х годах OPT (Optimised Production Technology) - оптимизированная технология производства • конец 70 -х — начало 80 -х гг MRP II (Manufacturing Resource Planning) — планирование ресурсов производства • в начале 80 -х годов CIM ( Computer Integrated Manufacturing) концепция компьютеризированного интегрированного производства гибкого производства и систем управления им. • начало 90 -х ERP ( Enterprise Resource Planning ) - планирование ресурсов в масштабе предприятия
 Взаимодействие систем автоматизации управления
Взаимодействие систем автоматизации управления
 «управлять можно только тем, что подвергается измерению»
«управлять можно только тем, что подвергается измерению»
 Функциональный разрыв между ERP и АСУТП
Функциональный разрыв между ERP и АСУТП
 MES - Manufacturing Execution Systems
MES - Manufacturing Execution Systems
 Сегментация контуров управления предприятием
Сегментация контуров управления предприятием
 Вариант реализации MESпроекта на производстве
Вариант реализации MESпроекта на производстве