

9690a24f725c9a1cadc836f0e1418b0b.ppt
- Количество слайдов: 179
 Лекция 1. Тема лекции: Этапы проектирования и технологичность конструкций.
Лекция 1. Тема лекции: Этапы проектирования и технологичность конструкций.
 1. 7 Список литературы Основная литература 1. Бунчик В. А. Атлас рабочих чертежей вертикальных резер вуаров для нефтепродуктов. — М. : Гостройиздат, 1965. 2. Васильев А. А. Металлические конструкции. М—. : Госстройиздат, 1968. 3. Веревкин С. И. , Кочаргин В. А. Газгольдеры. Стройизат, 1956. 4. Госкомитет по делам строительства. ТУ проектирования же лезнодорожных, автодорожных и городских мостов и труб СН 2 ЭО 62. Трансжелдориздат, 1962. 5. Евграфов Г. К. , Богданов Н. Н. Проектирование мостов. М. : Транспорт, 1966. 6. Лесниг Е. Н. и др. Листовые металлические конструкции. — М. : Госстройиздат, 1970. 7. Механов К. К. Металлические конструкции. —М. : Строй издат, 1978. 8. Николаев Г. А. и др. Расчет, проектирование и изготовле ние сварных конструкций. — М. : Высшая школа, 1971. 9. Парницкий А. Б. , Шабашов А. П. Мостовые краны общего назначения. — Свердловск: Машгиз, 1961. 10. Стрелецкий Н. С. Металлические конструкции. —М. : Гос стройиздат 1965. , 11. Серенко А. Н. , Крумбольд М. Н. , Багрянский К. В. Расчет сварных соединений н конструкций. Примеры и задачи. Под ред. к. т. н. А. Н. Серенко. — М. : Высшая школа, 1977. 12. Строительные нормы и правила. Часть II, раздел В, гл. 3. Стиоительные конструкции. Нормы проектирования. СНи. П П В, 3 76. — М. : Стройиздат, 1973. 13. Строительные нормы и правила. Часть П, глава 24. Алю миниевые конструкции. Нормы проектирования. СНи. П, П 24 74. Стройиздат, 1975. Дополнительная 1. СНи. П П А. 10 71. Строительные конструкции и основания. Основные положения проектирования. 2. СНи. П П 6 74. Нагрузки и воздействия.
1. 7 Список литературы Основная литература 1. Бунчик В. А. Атлас рабочих чертежей вертикальных резер вуаров для нефтепродуктов. — М. : Гостройиздат, 1965. 2. Васильев А. А. Металлические конструкции. М—. : Госстройиздат, 1968. 3. Веревкин С. И. , Кочаргин В. А. Газгольдеры. Стройизат, 1956. 4. Госкомитет по делам строительства. ТУ проектирования же лезнодорожных, автодорожных и городских мостов и труб СН 2 ЭО 62. Трансжелдориздат, 1962. 5. Евграфов Г. К. , Богданов Н. Н. Проектирование мостов. М. : Транспорт, 1966. 6. Лесниг Е. Н. и др. Листовые металлические конструкции. — М. : Госстройиздат, 1970. 7. Механов К. К. Металлические конструкции. —М. : Строй издат, 1978. 8. Николаев Г. А. и др. Расчет, проектирование и изготовле ние сварных конструкций. — М. : Высшая школа, 1971. 9. Парницкий А. Б. , Шабашов А. П. Мостовые краны общего назначения. — Свердловск: Машгиз, 1961. 10. Стрелецкий Н. С. Металлические конструкции. —М. : Гос стройиздат 1965. , 11. Серенко А. Н. , Крумбольд М. Н. , Багрянский К. В. Расчет сварных соединений н конструкций. Примеры и задачи. Под ред. к. т. н. А. Н. Серенко. — М. : Высшая школа, 1977. 12. Строительные нормы и правила. Часть II, раздел В, гл. 3. Стиоительные конструкции. Нормы проектирования. СНи. П П В, 3 76. — М. : Стройиздат, 1973. 13. Строительные нормы и правила. Часть П, глава 24. Алю миниевые конструкции. Нормы проектирования. СНи. П, П 24 74. Стройиздат, 1975. Дополнительная 1. СНи. П П А. 10 71. Строительные конструкции и основания. Основные положения проектирования. 2. СНи. П П 6 74. Нагрузки и воздействия.
 На этапе эскизного проектирования выявляют принципиальную возможность осуществления различных решений и оценивают их технологическую целесообразность. Главное конструктивное оформление обычно определяется предшествующим опытом создания изделия данного типа. Напротив, выбор формы и размеров поперечных сечений определяется параметрами и особенностями данной проектируемой машины.
На этапе эскизного проектирования выявляют принципиальную возможность осуществления различных решений и оценивают их технологическую целесообразность. Главное конструктивное оформление обычно определяется предшествующим опытом создания изделия данного типа. Напротив, выбор формы и размеров поперечных сечений определяется параметрами и особенностями данной проектируемой машины.
 При проектировании сечений, одновременно с выбором материала и метода получения заготовок, конструктор назначает расположение сварных соединений, их тип и способ сварки. Таким образом, принципиальные вопросы изготовления сварной конструкции решают уже на первом этапе проектирования. Технологичность изделия – это всегда результат умелого использования опыта компоновки деталей конструкции, умелый выбор заготовок, приемов рациональной сварки.
При проектировании сечений, одновременно с выбором материала и метода получения заготовок, конструктор назначает расположение сварных соединений, их тип и способ сварки. Таким образом, принципиальные вопросы изготовления сварной конструкции решают уже на первом этапе проектирования. Технологичность изделия – это всегда результат умелого использования опыта компоновки деталей конструкции, умелый выбор заготовок, приемов рациональной сварки.
 На этапе технического проекта конструкции всех основных узлов и наиболее трудоемких деталей обычно разрабатывают в нескольких вариантах. Иногда производят расчет трудоемкости, металлоемкости и других показателей. Не всегда удается выбрать один вариант, существенно превосходящий все другие. Главным показателем является тот, который наиболее важен в данном конкретном случае.
На этапе технического проекта конструкции всех основных узлов и наиболее трудоемких деталей обычно разрабатывают в нескольких вариантах. Иногда производят расчет трудоемкости, металлоемкости и других показателей. Не всегда удается выбрать один вариант, существенно превосходящий все другие. Главным показателем является тот, который наиболее важен в данном конкретном случае.
 На этапе рабочего проектирования производят детальную технологическую проработку принятого варианта конструкции. В первую очередь прорабатывают чертежи и технические условия на крупные заготовки, в особенности, поставляемые извне, затем чертежи всех основных узлов и деталей и технические условия на их изготовления, сборку, монтаж и испытания.
На этапе рабочего проектирования производят детальную технологическую проработку принятого варианта конструкции. В первую очередь прорабатывают чертежи и технические условия на крупные заготовки, в особенности, поставляемые извне, затем чертежи всех основных узлов и деталей и технические условия на их изготовления, сборку, монтаж и испытания.
 Выбор метода сварки обычно включает назначение типа сварного соединения, приемов его выполнения и применяемого присадочного металла. Эти данные предопределяют механические свойства сварного соединения и величину допускаемого напряжения, что необходимо для расчетов на прочность. Для завершения технического проекта этих данных оказывается достаточно.
Выбор метода сварки обычно включает назначение типа сварного соединения, приемов его выполнения и применяемого присадочного металла. Эти данные предопределяют механические свойства сварного соединения и величину допускаемого напряжения, что необходимо для расчетов на прочность. Для завершения технического проекта этих данных оказывается достаточно.
 На стадии рабочего проектирования конструктивное оформление сварных соединений прорабатывается более детально с указанием характера обработки кромок, допусков и припусков. Величины допусков и припусков, определяющие требования к точности сборки и ограничению деформаций от сварки, могут оказать существенное влияние на технологичность сварной конструкции.
На стадии рабочего проектирования конструктивное оформление сварных соединений прорабатывается более детально с указанием характера обработки кромок, допусков и припусков. Величины допусков и припусков, определяющие требования к точности сборки и ограничению деформаций от сварки, могут оказать существенное влияние на технологичность сварной конструкции.
 Виды сварных соединений. Дуговой сваркой выполняют следующие виды соединений: стыковые с помощью стыковых швов, укладываемых при отсутствии разделок, при предварительных разделках (V образной, Х образной, U образной), а также при отбортовке; стыковые швы направлены, как правило, перпендикулярно к уси лиям и в редких случаях под углом;
Виды сварных соединений. Дуговой сваркой выполняют следующие виды соединений: стыковые с помощью стыковых швов, укладываемых при отсутствии разделок, при предварительных разделках (V образной, Х образной, U образной), а также при отбортовке; стыковые швы направлены, как правило, перпендикулярно к уси лиям и в редких случаях под углом;
; угловые") угловые с различной степенью проплавления при наличии и отсутствии глубокого проплавления (рисунок 1); угловые швы используют часто в нахлесточных соединениях; (они называются лобовыми, если расположены перпендикулярно к усилию N (рисунок 2, а в); фланговыми, если расположены вдоль усилия (рисунок 2, г); косыми, если направлены под углом к усилию (рисунок 2, д}, и комбинированными (рисунок 2, е, ж);
угловые с различной степенью проплавления при наличии и отсутствии глубокого проплавления (рисунок 1); угловые швы используют часто в нахлесточных соединениях; (они называются лобовыми, если расположены перпендикулярно к усилию N (рисунок 2, а в); фланговыми, если расположены вдоль усилия (рисунок 2, г); косыми, если направлены под углом к усилию (рисунок 2, д}, и комбинированными (рисунок 2, е, ж);
 и") угловые швы применяют также в тавровых соединениях, без подготовки кромок (рисунок 3, а) и с предварительной подготовкой кромок (рисунок 3, б, в); проплавные - с помощью электрозаклепок за счет проплавления основного металла (рис. 4, а) и при наличии предварительного изготовления отверстия с последующим заполнением наплавленным металлом (рис. 4, б).
угловые швы применяют также в тавровых соединениях, без подготовки кромок (рисунок 3, а) и с предварительной подготовкой кромок (рисунок 3, б, в); проплавные - с помощью электрозаклепок за счет проплавления основного металла (рис. 4, а) и при наличии предварительного изготовления отверстия с последующим заполнением наплавленным металлом (рис. 4, б).
 Рисунок 1. Угловые швы с проплавлением треугольного очертания
Рисунок 1. Угловые швы с проплавлением треугольного очертания
 Рисунок 2. Соединения угловыми швами
Рисунок 2. Соединения угловыми швами
 Рисунок 3. Тавровые соединения
Рисунок 3. Тавровые соединения
 Рисунок 4. Соединения электрозаклепками.
Рисунок 4. Соединения электрозаклепками.
 Контактной сваркой выполняют: стыковые соединения пропусканием электрического тока через соединяемые элементы методом сопротивления или с оплавлением (рисунок 5, а в); точечные соединения, свариваемые односторонним и двусторонним способом (рис. 6, а); точками соединяют детали плоские (рис. 6, б и в), цилиндрические (риг. 6, г и д}, плоские с цилиндрическими (рис. 6, е}; рельефные соединения (рис. 7); шовные, свариваемые роликом при непрерывной или шаговой подаче.
Контактной сваркой выполняют: стыковые соединения пропусканием электрического тока через соединяемые элементы методом сопротивления или с оплавлением (рисунок 5, а в); точечные соединения, свариваемые односторонним и двусторонним способом (рис. 6, а); точками соединяют детали плоские (рис. 6, б и в), цилиндрические (риг. 6, г и д}, плоские с цилиндрическими (рис. 6, е}; рельефные соединения (рис. 7); шовные, свариваемые роликом при непрерывной или шаговой подаче.
 Рисунок 5. Соединения стыковой контактной сваркой.
Рисунок 5. Соединения стыковой контактной сваркой.
 Рисунок 6. Соединения точечной контактной сваркой.
Рисунок 6. Соединения точечной контактной сваркой.
 Рисунок 7. Соединения рельефные.
Рисунок 7. Соединения рельефные.
 Электронно-лучевой сваркой, сваркой трением и диффузионной сваркой сваривают преимущественно стыковые соединения. Газовой сваркой выполняют, как правило, стыковые соединения: без разделки; с отбортовкой кромок, с V образной разделкой. Пайкой осуществляют соединения встык прямым, косым или ступенчатым швами (рисунок 8, в), внахлестку (рисунок 8, б), в тавр (рисунок 8, в), телескопического типа на трубах (рисунок 8, г).
Электронно-лучевой сваркой, сваркой трением и диффузионной сваркой сваривают преимущественно стыковые соединения. Газовой сваркой выполняют, как правило, стыковые соединения: без разделки; с отбортовкой кромок, с V образной разделкой. Пайкой осуществляют соединения встык прямым, косым или ступенчатым швами (рисунок 8, в), внахлестку (рисунок 8, б), в тавр (рисунок 8, в), телескопического типа на трубах (рисунок 8, г).
 Рисунок 8. Паяные соединения.
Рисунок 8. Паяные соединения.
, тавровое; (рисунок 9, б и") При электрошлаковой сварке получают соединения стыковое (рисунок 9, а), тавровое; (рисунок 9, б и в) и угловое (рисунок 9, г и д). Рисунок 9. Соединения электрошлаковой сваркой.
При электрошлаковой сварке получают соединения стыковое (рисунок 9, а), тавровое; (рисунок 9, б и в) и угловое (рисунок 9, г и д). Рисунок 9. Соединения электрошлаковой сваркой.
 Соединения полимеров осуществляют горячим воздухом встык, горячим лезвием встык и нахлесточные, ультразвуком (точками, швом, сваркой по контуру). Все виды сварных соединений можно выполнять автоматической, полуавтоматической и ручной сваркой. Каждый вид сварки по своему влияет на формирование соединений. Способы сварки выбирают в зависимости от геометрических размеров изделий и физико механических свойств соединяемых материалов.
Соединения полимеров осуществляют горячим воздухом встык, горячим лезвием встык и нахлесточные, ультразвуком (точками, швом, сваркой по контуру). Все виды сварных соединений можно выполнять автоматической, полуавтоматической и ручной сваркой. Каждый вид сварки по своему влияет на формирование соединений. Способы сварки выбирают в зависимости от геометрических размеров изделий и физико механических свойств соединяемых материалов.
 Обозначение сварных соединений на чертежах Сварные соединения обозначают по ГОСТ 2. 31272. Пример. Указываются № ГОСТа, тип соединения, метод и способ сварки, катет шва, длина или шаг, особые обозначения. На рисунке 10 приведено обозначе ние шва таврового двустороннего соединения, выполненного по замкнутому кон туру электродуговой сваркой в углекислом газе плавящимся электродом. Шов прерывистый, с шахматным расположением участков. Катет шва 6 мм, длина пропаренного участка 50 мм, шаг 150 мм.
Обозначение сварных соединений на чертежах Сварные соединения обозначают по ГОСТ 2. 31272. Пример. Указываются № ГОСТа, тип соединения, метод и способ сварки, катет шва, длина или шаг, особые обозначения. На рисунке 10 приведено обозначе ние шва таврового двустороннего соединения, выполненного по замкнутому кон туру электродуговой сваркой в углекислом газе плавящимся электродом. Шов прерывистый, с шахматным расположением участков. Катет шва 6 мм, длина пропаренного участка 50 мм, шаг 150 мм.
 Соединения обозначают: С стыковое, У угловое, Т тавровое, Н нахлесточное, О особые типы, если форма шва не предусмотрена ГОСТом. Цифры возле букв, например СЗЗ, Т 4, указывают порядковый номер шва в ГОСТе, вид соединения и шва, а также форму разделки кромок. Способы сварки имеют следующие обозначения: Э электродуговая, Г газовая, Ш электрошлаковая, И в инертных газах, Уз ультразвуковая, Тр трением, Х холодная, Дф диффузионная, К контактная, Эл электронно лучевая, Лз лазерная, Вз взрывом, Пз плазменная, У в углекислом газе. Буква перед обозначением вида сварки обозначает: Р ручная, А авто матическая, П полуавтоматическая.
Соединения обозначают: С стыковое, У угловое, Т тавровое, Н нахлесточное, О особые типы, если форма шва не предусмотрена ГОСТом. Цифры возле букв, например СЗЗ, Т 4, указывают порядковый номер шва в ГОСТе, вид соединения и шва, а также форму разделки кромок. Способы сварки имеют следующие обозначения: Э электродуговая, Г газовая, Ш электрошлаковая, И в инертных газах, Уз ультразвуковая, Тр трением, Х холодная, Дф диффузионная, К контактная, Эл электронно лучевая, Лз лазерная, Вз взрывом, Пз плазменная, У в углекислом газе. Буква перед обозначением вида сварки обозначает: Р ручная, А авто матическая, П полуавтоматическая.
 Рисунок 10. Условные обозначения шва таврового соединения.
Рисунок 10. Условные обозначения шва таврового соединения.
 Для автоматической сварки приняты следующие обозначения: А автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва, Аф автоматическая сварка под флюсом на флюсовой подушке, Ам автоматическая сварка под флюсом на флюсо медной подкладке, Ас автоматическая сварка под флюсом на стальной подкладке, Апш автоматическая сварка под флюсом с предварительным наложением подварочного шва, Апк автоматическая сварка под флюсом с предварительной подваркой корня шва. Для полуавтоматической сварки используются те же обозначения, но с буквой П.
Для автоматической сварки приняты следующие обозначения: А автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва, Аф автоматическая сварка под флюсом на флюсовой подушке, Ам автоматическая сварка под флюсом на флюсо медной подкладке, Ас автоматическая сварка под флюсом на стальной подкладке, Апш автоматическая сварка под флюсом с предварительным наложением подварочного шва, Апк автоматическая сварка под флюсом с предварительной подваркой корня шва. Для полуавтоматической сварки используются те же обозначения, но с буквой П.
 ИН – сварка в инертных газах вольфрамовым электродом без присадоч ного металла. ИНп – то же, с присадочным металлом. ИП сварка в инертных газах плавящимся электродом. УП сварка в углекислом газе плавящимся электродом. Для контактной сварки применяют следующие обозначения: Кт точечная, Кр роликовая, Кс стыковая, Ксс стыковая сопротивлением, Ксо стыковая оплавлением.
ИН – сварка в инертных газах вольфрамовым электродом без присадоч ного металла. ИНп – то же, с присадочным металлом. ИП сварка в инертных газах плавящимся электродом. УП сварка в углекислом газе плавящимся электродом. Для контактной сварки применяют следующие обозначения: Кт точечная, Кр роликовая, Кс стыковая, Ксс стыковая сопротивлением, Ксо стыковая оплавлением.
 Лекция 2 • Несущая способность и допускаемые напряжения.
Лекция 2 • Несущая способность и допускаемые напряжения.
 Подход к определению несущей способности сварных конструкций может быть различным. Наиболее характерно определение несу щей способности из условия образования текучести в основном сече нии элементов или из условия разрушения. Несущую способность определяют также из условия распространения трещин, из условия ограниченной ползучести при высоких температурах; потери устойчивости; ограничения предельных перемещений (требования к жесткости); сочетания различных случаев предельных состояний.
Подход к определению несущей способности сварных конструкций может быть различным. Наиболее характерно определение несу щей способности из условия образования текучести в основном сече нии элементов или из условия разрушения. Несущую способность определяют также из условия распространения трещин, из условия ограниченной ползучести при высоких температурах; потери устойчивости; ограничения предельных перемещений (требования к жесткости); сочетания различных случаев предельных состояний.
 В соответствии с этим считают, что работоспособность отдельных типов конструкций утрачивается по достижении различных предельных состояний, например в трубопроводах несущая способность определяется условием ограничения распространения трещин; в элементах повышенной гибкости — условием потери их устойчивости; в крановых конструкциях важным фактором является величина упругих деформаций, определяющих их жесткость. Существенным является фактор неоднородности сварных соединений. При оценке несущей способности и надежности работы конструкций целесообразно использовать результаты, получаемые технологами при использовании ими функционально статического метода контроля качества сварных соединений.
В соответствии с этим считают, что работоспособность отдельных типов конструкций утрачивается по достижении различных предельных состояний, например в трубопроводах несущая способность определяется условием ограничения распространения трещин; в элементах повышенной гибкости — условием потери их устойчивости; в крановых конструкциях важным фактором является величина упругих деформаций, определяющих их жесткость. Существенным является фактор неоднородности сварных соединений. При оценке несущей способности и надежности работы конструкций целесообразно использовать результаты, получаемые технологами при использовании ими функционально статического метода контроля качества сварных соединений.
 Несущая способность из условия текучести. Определение несущей способности сварных конструкций в зависимости от величины напряжений, вызывающих в сечениях текучесть — наиболее распространенный метод в практике проектирова ния. Критерием являются напряжения, определяемые методами, сопротивления материалов, строительной механики, теорией упругости и пластичности. В случае сложнонапряженного поля расчет прочности производят определением эквивалентных напряжений по одной из теорий прочности.
Несущая способность из условия текучести. Определение несущей способности сварных конструкций в зависимости от величины напряжений, вызывающих в сечениях текучесть — наиболее распространенный метод в практике проектирова ния. Критерием являются напряжения, определяемые методами, сопротивления материалов, строительной механики, теорией упругости и пластичности. В случае сложнонапряженного поля расчет прочности производят определением эквивалентных напряжений по одной из теорий прочности.
 Эквивалентные напряжения сравнивают с допускаемыми. В значительном большинстве случаев расчет ведут по заданным нагрузкам. Простейшими являются расчеты под статическими силами при нормальных условиях температуры и среды. Коэффициент запаса прочности относительно предела текучести устанавливают в пределах 1, 35 1, 50, иногда больше. Если проектировщики применяют упрощенные приемы расчета, по методам сопротивления материалов, то коэффициент запаса несколько повышается, а допускаемые напряжения снижаются. Напротив, более полный учет сил позволяет уменьшать коэффициент запаса.
Эквивалентные напряжения сравнивают с допускаемыми. В значительном большинстве случаев расчет ведут по заданным нагрузкам. Простейшими являются расчеты под статическими силами при нормальных условиях температуры и среды. Коэффициент запаса прочности относительно предела текучести устанавливают в пределах 1, 35 1, 50, иногда больше. Если проектировщики применяют упрощенные приемы расчета, по методам сопротивления материалов, то коэффициент запаса несколько повышается, а допускаемые напряжения снижаются. Напротив, более полный учет сил позволяет уменьшать коэффициент запаса.
 Например, если расчеты конструкций производят с учетом лишь основных нагрузок, допускаемые напряжения принимают меньшими. Если же расчет ведут с учетом не только основных, но и дополнительных нагрузок, то допускаемые напряжения повышают. Однако и при одинаковых методах расчета в разных областях техники допускаемые напряжения не остаются постоянными. Оказы вают влияние специфические условия работы, анализ эксплуатационных условий, учет разрушений, имевших место в производстве. От всех указанных факторов зависит коэффициент запаса прочности.
Например, если расчеты конструкций производят с учетом лишь основных нагрузок, допускаемые напряжения принимают меньшими. Если же расчет ведут с учетом не только основных, но и дополнительных нагрузок, то допускаемые напряжения повышают. Однако и при одинаковых методах расчета в разных областях техники допускаемые напряжения не остаются постоянными. Оказы вают влияние специфические условия работы, анализ эксплуатационных условий, учет разрушений, имевших место в производстве. От всех указанных факторов зависит коэффициент запаса прочности.
 Коэффициент запаса прочности есть фактор технико экономический. В моменты острого дефицита металла в различных странах предпринимались шаги для повышения допускаемых напряжений не только уточнением способов расчета и улучшением качества продукции, но и в результате сознательного уменьшения коэффициента запаса прочности, за счет сокращения предполагаемого времени эксплуатации конструкций, в особенности с учетом моральной амортизации.
Коэффициент запаса прочности есть фактор технико экономический. В моменты острого дефицита металла в различных странах предпринимались шаги для повышения допускаемых напряжений не только уточнением способов расчета и улучшением качества продукции, но и в результате сознательного уменьшения коэффициента запаса прочности, за счет сокращения предполагаемого времени эксплуатации конструкций, в особенности с учетом моральной амортизации.
 Вопрос о допускаемых напряжениях в отдельных случаях решается несколько субъективным образом. Этим и объясняется, что нормы допускаемых напряжений несколько отличны в смежных областях техники. В строительной промышленности вводят термин расчетное сопротивление R. Его принимают ~0, 9 от предела текучести металла.
Вопрос о допускаемых напряжениях в отдельных случаях решается несколько субъективным образом. Этим и объясняется, что нормы допускаемых напряжений несколько отличны в смежных областях техники. В строительной промышленности вводят термин расчетное сопротивление R. Его принимают ~0, 9 от предела текучести металла.
F, (1) где n коэффициент перегрузки;") При расчете на прочность допускаемое усилие на элемент N=R(m/n)F, (1) где n коэффициент перегрузки; m коэффициент условий работы, который учитывает особенности работы не только целых конструкций, но и отдельных их элементов. Произведение R(m/n) представляет собой величину допускаемого напряжения, следовательно, R(m/n) = [σ]p. Указанное допускаемое напряжение является дифференцированным. Оно установлено обобщением большого опытного материала. Величина п зависит от конкретных условий эксплуатации конструкций, ее устанавливают на основе опытных данных.
При расчете на прочность допускаемое усилие на элемент N=R(m/n)F, (1) где n коэффициент перегрузки; m коэффициент условий работы, который учитывает особенности работы не только целых конструкций, но и отдельных их элементов. Произведение R(m/n) представляет собой величину допускаемого напряжения, следовательно, R(m/n) = [σ]p. Указанное допускаемое напряжение является дифференцированным. Оно установлено обобщением большого опытного материала. Величина п зависит от конкретных условий эксплуатации конструкций, ее устанавливают на основе опытных данных.
 При расчете сварных объектов строительного, дорожного и коммунального машиностроения коэффициенты условий работы т изделий рекомендуется находить по соотношению т = т 1 т 2 т 3, (2) где m 1 учитывает степень ответственности узла. В узлах ответственного назначения т1 = 0, 9, менее ответственного т = 1; m 2 - определяется возможностью дополнительных деформаций тонкостенных элементов, при этом m 2 варьирует в пределах 0, 9 1; m 3 учитывает наличие дополнительных напряжений от изгиба в односторонне прикрепленных элементах (угловых профилях, швеллерах и т. д. ), m 3= 0, 75 0, 90. При неблагоприятном сочетании трех указанных факторов коэффициент т снижается до 0, 6.
При расчете сварных объектов строительного, дорожного и коммунального машиностроения коэффициенты условий работы т изделий рекомендуется находить по соотношению т = т 1 т 2 т 3, (2) где m 1 учитывает степень ответственности узла. В узлах ответственного назначения т1 = 0, 9, менее ответственного т = 1; m 2 - определяется возможностью дополнительных деформаций тонкостенных элементов, при этом m 2 варьирует в пределах 0, 9 1; m 3 учитывает наличие дополнительных напряжений от изгиба в односторонне прикрепленных элементах (угловых профилях, швеллерах и т. д. ), m 3= 0, 75 0, 90. При неблагоприятном сочетании трех указанных факторов коэффициент т снижается до 0, 6.
 По нормам Всесоюзного научно исследовательского института подъемно транспортного машиностроения, погрузочно разгрузочного и складского оборудования и контейнеров (ВНИИПТМАШ) принимают следующие значения расчетных сопротивлений для сталей: Сталь Ст. З М 16 С 09 Г 2 08 Г 2 С 10 Г 2 С 1 15 ХСНД МПа 21 20 25 26 29 34 10 ХСНД 40
По нормам Всесоюзного научно исследовательского института подъемно транспортного машиностроения, погрузочно разгрузочного и складского оборудования и контейнеров (ВНИИПТМАШ) принимают следующие значения расчетных сопротивлений для сталей: Сталь Ст. З М 16 С 09 Г 2 08 Г 2 С 10 Г 2 С 1 15 ХСНД МПа 21 20 25 26 29 34 10 ХСНД 40
 Несущая способность из условия наступления разрушения. Статические нагрузки. При одинаковых величинах коэффициента запаса прочности относительно предела текучести, коэффициент запаса относительно предела прочности для конструкций из высокопрочных сталей оказывается пониженным по сравнению с изделиями из обычных сталей. Кроме того, конструкции из указанных материалов при двухосном растяжении обладают высокой чувствительностью к концентраторам напряжений, а вследствие этого наличие дефектов вызывает опасность наступления разрушения до начала текучести всего сечения. Более правильно устанавливать допускаемые напряжения с учетом предела текучести и прочности. Учет лишь одного из них может привести к неправильным выводам.
Несущая способность из условия наступления разрушения. Статические нагрузки. При одинаковых величинах коэффициента запаса прочности относительно предела текучести, коэффициент запаса относительно предела прочности для конструкций из высокопрочных сталей оказывается пониженным по сравнению с изделиями из обычных сталей. Кроме того, конструкции из указанных материалов при двухосном растяжении обладают высокой чувствительностью к концентраторам напряжений, а вследствие этого наличие дефектов вызывает опасность наступления разрушения до начала текучести всего сечения. Более правильно устанавливать допускаемые напряжения с учетом предела текучести и прочности. Учет лишь одного из них может привести к неправильным выводам.
 Разрушения без образования текучести могут иметь место в малопластичных материалах, особенно при низких температурах. Иногда оценку хрупкой прочности сварных деталей производят по температуре их перехода в хрупкое состояние. Чем ниже эта температура, тем выше сопротивляемость хрупким разрушениям.
Разрушения без образования текучести могут иметь место в малопластичных материалах, особенно при низких температурах. Иногда оценку хрупкой прочности сварных деталей производят по температуре их перехода в хрупкое состояние. Чем ниже эта температура, тем выше сопротивляемость хрупким разрушениям.
 Лекция 3 • Переменные нагрузки. Предельные деформации и жесткость
Лекция 3 • Переменные нагрузки. Предельные деформации и жесткость
 Переменные нагрузки. Исходным критерием при оценке сопротивляемости действию переменных нагрузок является предел выносливости основного металла и соединения. На его величину оказывает влияние много факторов. Одним из факторов является характеристика цикла. Прочность при переменных нагрузках также зависит от частоты нагружений; низкие частоты (несколько нагружений в минуту) оказывают более сильное действие, нежели высокие (1000 нагружений в минуту), при том же количестве циклов удлинение периода цикла нагружения усиливает его эффект. Однако методы расчета сварных конструкций на низкочастотные нагружения еще не разработаны. Пользуются эмпирическими данными.
Переменные нагрузки. Исходным критерием при оценке сопротивляемости действию переменных нагрузок является предел выносливости основного металла и соединения. На его величину оказывает влияние много факторов. Одним из факторов является характеристика цикла. Прочность при переменных нагрузках также зависит от частоты нагружений; низкие частоты (несколько нагружений в минуту) оказывают более сильное действие, нежели высокие (1000 нагружений в минуту), при том же количестве циклов удлинение периода цикла нагружения усиливает его эффект. Однако методы расчета сварных конструкций на низкочастотные нагружения еще не разработаны. Пользуются эмпирическими данными.
 Несущая способность соединения определяется в значительной мере наличием концентраторов напряжений. Наиболее ярко бывают выражены макроконцентраторы, вызываемые нерациональностью конструктивных форм, оформления соединений, наличием подрезов, а также непроваров. Несколько меньшее влияние на сопротивляемость переменным нагрузкам оказывают мелкие дефекты в сварных швах, например поры и шлаковые включения. Последние заметно понижают предел выносливости лишь в тех случаях, когда образуют цепочки дефектов, в особенности при их расположении на плоскостях сплавления.
Несущая способность соединения определяется в значительной мере наличием концентраторов напряжений. Наиболее ярко бывают выражены макроконцентраторы, вызываемые нерациональностью конструктивных форм, оформления соединений, наличием подрезов, а также непроваров. Несколько меньшее влияние на сопротивляемость переменным нагрузкам оказывают мелкие дефекты в сварных швах, например поры и шлаковые включения. Последние заметно понижают предел выносливости лишь в тех случаях, когда образуют цепочки дефектов, в особенности при их расположении на плоскостях сплавления.
 Микротрещины в сварных соединениях часто не оказывают заметного влияния на прочность. Однако встречаются случаи, когда микротрещины обладают тенденцией к слиянию, дальнейшему распространению по конструкции; в этих случаях они становятся опасными. Склонность к распространению трещин зависит от вязкости материала, поверхностной энергии, структуры, характера силового поля и ряда других обстоятельств.
Микротрещины в сварных соединениях часто не оказывают заметного влияния на прочность. Однако встречаются случаи, когда микротрещины обладают тенденцией к слиянию, дальнейшему распространению по конструкции; в этих случаях они становятся опасными. Склонность к распространению трещин зависит от вязкости материала, поверхностной энергии, структуры, характера силового поля и ряда других обстоятельств.
 Сварные соединения обладают рядом особенностей работы. При их проектировании необходимо производить расчет прочности всего комплекса: сварных швов и прилегающего металла. Эффективные коэффициенты концентрации напряжений Кэ определяли обычно опытным путем в течение десятилетий многие организации. Для разных марок сталей и алюминиевых сплавов они даны во многих справочниках, нормативных материалах в зависимости от вида соединения, технологической обработки и т. д.
Сварные соединения обладают рядом особенностей работы. При их проектировании необходимо производить расчет прочности всего комплекса: сварных швов и прилегающего металла. Эффективные коэффициенты концентрации напряжений Кэ определяли обычно опытным путем в течение десятилетий многие организации. Для разных марок сталей и алюминиевых сплавов они даны во многих справочниках, нормативных материалах в зависимости от вида соединения, технологической обработки и т. д.
 Согласно некоторым нормативным материалам допускаемые напряжения при расчете на усталостную нагрузку назначают в зависимости от количества циклов нагружении. Такая тенденция имеет место, при расчете металлоконструкций сварных кранов. Коэффициент в этом случае должен учитывать не только характеристику цикла, концентрацию напряжений и свойства металла, но и ограниченность числа нагружении.
Согласно некоторым нормативным материалам допускаемые напряжения при расчете на усталостную нагрузку назначают в зависимости от количества циклов нагружении. Такая тенденция имеет место, при расчете металлоконструкций сварных кранов. Коэффициент в этом случае должен учитывать не только характеристику цикла, концентрацию напряжений и свойства металла, но и ограниченность числа нагружении.
 Вопрос о допускаемых напряжениях в сварных конструкциях наиболее хорошо разработан для конструкций, свариваемых дуговой сваркой, и в значительно меньшей степени при выполнении их другими способами. Для швов, сваренных контактной стыковой сваркой, допускаемые напряжения принимают так же, как и для швов, подученных автоматической дуговой.
Вопрос о допускаемых напряжениях в сварных конструкциях наиболее хорошо разработан для конструкций, свариваемых дуговой сваркой, и в значительно меньшей степени при выполнении их другими способами. Для швов, сваренных контактной стыковой сваркой, допускаемые напряжения принимают так же, как и для швов, подученных автоматической дуговой.
 Расчет точечных соединений при контактной сварке затруднен разнообразием видов разрушений сварных точек. Концентраторы напряжений в точечных соединениях имеют очень острый характер. Во первых, в зоне точки силовой поток, распределенный по сечению листа, суживается и сгущается. Во вторых, концентрация напряжений в точке образуется в результате неравномерного распределения напряжений по толщине листа в соединении. Следовательно, к напряжениям, вызванным продольными усилиями, добавляются напряжения от изгибающих моментов. От изгиба в контактируемых плоскостях возникают растягивающие напряжения, на противоположной стороне сжимающие.
Расчет точечных соединений при контактной сварке затруднен разнообразием видов разрушений сварных точек. Концентраторы напряжений в точечных соединениях имеют очень острый характер. Во первых, в зоне точки силовой поток, распределенный по сечению листа, суживается и сгущается. Во вторых, концентрация напряжений в точке образуется в результате неравномерного распределения напряжений по толщине листа в соединении. Следовательно, к напряжениям, вызванным продольными усилиями, добавляются напряжения от изгибающих моментов. От изгиба в контактируемых плоскостях возникают растягивающие напряжения, на противоположной стороне сжимающие.
 Предельные деформации и жесткость. Жесткость оказывает самое непосредственное влияние на образование вибраций и величину их амплитуды, на точность обработки изделий, на долговечность машин. Жесткость оказывает влияние на частоту собственных колебаний элементов, следовательно, на возможность возникновения резонанса при переменных нагрузках. Особенно интенсивное влияние жесткость оказывает на работу машин, требующих точности. Однако излишняя жесткость может оказаться вредной, так как при относительно незначительных ударных нагрузках может привести к хрупким разрушениям изделия.
Предельные деформации и жесткость. Жесткость оказывает самое непосредственное влияние на образование вибраций и величину их амплитуды, на точность обработки изделий, на долговечность машин. Жесткость оказывает влияние на частоту собственных колебаний элементов, следовательно, на возможность возникновения резонанса при переменных нагрузках. Особенно интенсивное влияние жесткость оказывает на работу машин, требующих точности. Однако излишняя жесткость может оказаться вредной, так как при относительно незначительных ударных нагрузках может привести к хрупким разрушениям изделия.
 Влияние коррозии. Действие агрессивных сред на сварные конструкции проявляется в некоторых случаях в виде равномерно распределенной общей коррозии, в других в виде сосредоточенной коррозии швов или зоны термического влияния. Особенную опасность представляет интеркристаллитная коррозия; ножевая в местах контакта шва с основным металлом. Особую форму представляет усталостная коррозия. Наличие в конструкциях непроваров, создающих специфическую форму контактирования с агрессивной средой, может вызвать особую форму щелевой коррозии. Большую опасность для несущей способности представляет собой коррозионное растрескивание, наблюдаемое в зонах сварных соединений в процессе эксплуатации под действием собственных напряжений и статической нагрузки.
Влияние коррозии. Действие агрессивных сред на сварные конструкции проявляется в некоторых случаях в виде равномерно распределенной общей коррозии, в других в виде сосредоточенной коррозии швов или зоны термического влияния. Особенную опасность представляет интеркристаллитная коррозия; ножевая в местах контакта шва с основным металлом. Особую форму представляет усталостная коррозия. Наличие в конструкциях непроваров, создающих специфическую форму контактирования с агрессивной средой, может вызвать особую форму щелевой коррозии. Большую опасность для несущей способности представляет собой коррозионное растрескивание, наблюдаемое в зонах сварных соединений в процессе эксплуатации под действием собственных напряжений и статической нагрузки.
 Проектирование под статические нагрузки. Практика подтвердила, что оптимальными соединениями при дуговой и контактной сварке являются стыковые. Современные контактные машины позволяют осуществлять сварку элементов различных профилей и размеров; однако контактная сварка экономична и целесообразна преимущественно для серийных конструкций. Дуговая сварка рациональна в серийном и единичном производстве.
Проектирование под статические нагрузки. Практика подтвердила, что оптимальными соединениями при дуговой и контактной сварке являются стыковые. Современные контактные машины позволяют осуществлять сварку элементов различных профилей и размеров; однако контактная сварка экономична и целесообразна преимущественно для серийных конструкций. Дуговая сварка рациональна в серийном и единичном производстве.
 Очень существенную роль играет в стыковых соединениях их хороший провар. Поэтому, как правило, сварку рекомендуется производить с обеих сторон, или при односторонней сварке предусматривать наложение подварочных швов. Соединения встык можно также выполнять на остающихся или съемных подкладках. Механическую обработку стыковых швов для устранения концентрации напряжений применяют редко.
Очень существенную роль играет в стыковых соединениях их хороший провар. Поэтому, как правило, сварку рекомендуется производить с обеих сторон, или при односторонней сварке предусматривать наложение подварочных швов. Соединения встык можно также выполнять на остающихся или съемных подкладках. Механическую обработку стыковых швов для устранения концентрации напряжений применяют редко.
 Под действием статических нагрузок и при нормальных температурах сварные конструкции работают с достаточной надежностью. Однако даже при работе соединений под статическими нагрузками имеют место случаи, когда проектирование приходится вести с учетом опасности внезапного разрушения при расчетном напряжении меньше предела текучести. Подобная опасность возникает при использовании ограниченно пластичных или высокопрочных материалов, при действии коррозионной среды, в толстостенных изделиях, а также при работе сварных конструкций в условиях низких температур. В этих случаях при проектировании следует предусматривать мероприятия по снижению концентрации напряжений и уменьшению остаточных напряжений.
Под действием статических нагрузок и при нормальных температурах сварные конструкции работают с достаточной надежностью. Однако даже при работе соединений под статическими нагрузками имеют место случаи, когда проектирование приходится вести с учетом опасности внезапного разрушения при расчетном напряжении меньше предела текучести. Подобная опасность возникает при использовании ограниченно пластичных или высокопрочных материалов, при действии коррозионной среды, в толстостенных изделиях, а также при работе сварных конструкций в условиях низких температур. В этих случаях при проектировании следует предусматривать мероприятия по снижению концентрации напряжений и уменьшению остаточных напряжений.
 Лекция 4 • Неоднородность механических свойств. Остаточные напряжения
Лекция 4 • Неоднородность механических свойств. Остаточные напряжения
, низколегированных упрочненных") Сварные конструкции выполняют из сталей: низкоуглеродистых, низкоуглеродистых упрочненных термообработкой (закалка + отпуск), низколегированных упрочненных термообработкой (закалкой, закалкой с отпуском, нормализацией и т. д. ), различных сплавов.
Сварные конструкции выполняют из сталей: низкоуглеродистых, низкоуглеродистых упрочненных термообработкой (закалка + отпуск), низколегированных упрочненных термообработкой (закалкой, закалкой с отпуском, нормализацией и т. д. ), различных сплавов.
 Влияние термического эффекта сварки вызывает в прилегающих к шву зонах неоднородность свойств, за исключением сварки низкоуглеродистых сталей без термообработки. Этот эффект очень резко выражен при сварке соединений из алюминиевых сплавов (нагартованных, естественно и искусственно состаренных), высокопрочных сталей и, т. д.
Влияние термического эффекта сварки вызывает в прилегающих к шву зонах неоднородность свойств, за исключением сварки низкоуглеродистых сталей без термообработки. Этот эффект очень резко выражен при сварке соединений из алюминиевых сплавов (нагартованных, естественно и искусственно состаренных), высокопрочных сталей и, т. д.
 Остаточные напряжения. Учет остаточных напряжений при проектировании сварных конструкций надлежит рассматривать с разных позиций. Принято полагать, что в сварных конструкциях из материалов, обладающих достаточной пластичностью (низкоуглеродистых сталей, многих низколегированных, аустенитных высоколегированных сталей, алюминиевых сплавов и др. ), остаточные напряжения при сварке не оказывают влияния на прочность, и учет их при проектировании производить не следует. При оценке несущей способности сварных конструкций, работающих под статическими нагрузками, достаточно надежной характеристикой безопасной работы является запас пластичности соединений.
Остаточные напряжения. Учет остаточных напряжений при проектировании сварных конструкций надлежит рассматривать с разных позиций. Принято полагать, что в сварных конструкциях из материалов, обладающих достаточной пластичностью (низкоуглеродистых сталей, многих низколегированных, аустенитных высоколегированных сталей, алюминиевых сплавов и др. ), остаточные напряжения при сварке не оказывают влияния на прочность, и учет их при проектировании производить не следует. При оценке несущей способности сварных конструкций, работающих под статическими нагрузками, достаточно надежной характеристикой безопасной работы является запас пластичности соединений.
 Влияние коррозии. Процесс сварки, создавая, с одной стороны, неоднородность свойств металла, а, с другой стороны, увеличивая действующие в металле напряжения, способен создать условия для коррозионного растрескивания. Время до появления коррозионной трещины зависит от уровня напряжений, температуры среды, концентрации. напряжений и ряда других факторов.
Влияние коррозии. Процесс сварки, создавая, с одной стороны, неоднородность свойств металла, а, с другой стороны, увеличивая действующие в металле напряжения, способен создать условия для коррозионного растрескивания. Время до появления коррозионной трещины зависит от уровня напряжений, температуры среды, концентрации. напряжений и ряда других факторов.
 Для повышения сопротивляемости коррозионному растрескиванию сварных соединений следует по возможности избегать: жестких схем напряженных состояний плоскостных и объемных; применения круговых швов малого диаметра; следует избегать по возможности швов, пересекающихся и параллельных, расположенных на близких расстояниях одно от другого; крестовых соединений с двухсторонним наложением угловых швов, вместо них использовать Т образные, с односторонним наложением; по возможности заменять нахлесточные соединения стыковыми; не допускать в сварных соединениях технологических дефектов в форме непроваров, наплывов металла в зоне стыковых швов; в особо ответственных конструкциях устранять остаточные напряжения, понижать «пороговые» напряжения.
Для повышения сопротивляемости коррозионному растрескиванию сварных соединений следует по возможности избегать: жестких схем напряженных состояний плоскостных и объемных; применения круговых швов малого диаметра; следует избегать по возможности швов, пересекающихся и параллельных, расположенных на близких расстояниях одно от другого; крестовых соединений с двухсторонним наложением угловых швов, вместо них использовать Т образные, с односторонним наложением; по возможности заменять нахлесточные соединения стыковыми; не допускать в сварных соединениях технологических дефектов в форме непроваров, наплывов металла в зоне стыковых швов; в особо ответственных конструкциях устранять остаточные напряжения, понижать «пороговые» напряжения.
 Усталость сварных соединений. Усталостные разрушения чаще всего наблюдаются по линии сплавления шва с основным металлом и берут начало в местах повышенной концентрации напряжений, либо, при прочих равных условиях, на участках шва с высокими остаточными напряжениями. Обычно трещины располагаются под прямым углом к поверхности изделий, это указывает на то, что их развитие связано с действием нормальных напряжений.
Усталость сварных соединений. Усталостные разрушения чаще всего наблюдаются по линии сплавления шва с основным металлом и берут начало в местах повышенной концентрации напряжений, либо, при прочих равных условиях, на участках шва с высокими остаточными напряжениями. Обычно трещины располагаются под прямым углом к поверхности изделий, это указывает на то, что их развитие связано с действием нормальных напряжений.
 Наибольшей выносливостью обладают стыковые соединения, не имеющие усиления шва. С повышением усиления стыкового шва и резкости его перехода на основной металл сопротивление усталостным разрушениям стыков снижается. В этой связи иногда отдается предпочтение швам, выполненным автоматической сваркой. Необработанные швы с малым и большим усилением показывают примерно одинаковую долговечность.
Наибольшей выносливостью обладают стыковые соединения, не имеющие усиления шва. С повышением усиления стыкового шва и резкости его перехода на основной металл сопротивление усталостным разрушениям стыков снижается. В этой связи иногда отдается предпочтение швам, выполненным автоматической сваркой. Необработанные швы с малым и большим усилением показывают примерно одинаковую долговечность.
 Когда усталостные трещины зарождаются по линии сплавления шва и основного металла, сварочные материалы не оказывают существенного влияния на усталость соединений. Стыки, выполненные электродами с основным покрытием, показывают большую долговечность, чем сваренные электродами с рутилкарбонатным покрытием.
Когда усталостные трещины зарождаются по линии сплавления шва и основного металла, сварочные материалы не оказывают существенного влияния на усталость соединений. Стыки, выполненные электродами с основным покрытием, показывают большую долговечность, чем сваренные электродами с рутилкарбонатным покрытием.
 Снижение концентрации напряжений. Концентрация напряжений, вызываемая формой соединения, в ряде случаев может быть снижена путем создания плавных переходов на основной металл, полного провара сечения, обварки элементов по контуру, а также устройства различного рода скосов. Для уменьшения напряжений в местах концентрации иногда прибегают к удлинению швов.
Снижение концентрации напряжений. Концентрация напряжений, вызываемая формой соединения, в ряде случаев может быть снижена путем создания плавных переходов на основной металл, полного провара сечения, обварки элементов по контуру, а также устройства различного рода скосов. Для уменьшения напряжений в местах концентрации иногда прибегают к удлинению швов.
 Плавность перехода к основному металлу чаще всего достигают за счет механической обработки швов. На практике широко применяют обработку абразивными кругами или фрезами. При этом следы обработки следует располагать вдоль действующих напряжений.
Плавность перехода к основному металлу чаще всего достигают за счет механической обработки швов. На практике широко применяют обработку абразивными кругами или фрезами. При этом следы обработки следует располагать вдоль действующих напряжений.
 Наибольший эффект получают от зачистки стыковых швов. Снятие усиления шва. заподлицо с основным металлом устраняет концентрацию напряжений и повышает качество поверхностного слоя. Пределы выносливости стыковых соединений после механической обработки резко возрастают и практически достигают уровней пределов выносливости основного материала. То же самое относится к стыковым соединениям термически упрочненных сталей, несмотря на то, что они могут иметь околошовные участки с пониженными механическими свойствами.
Наибольший эффект получают от зачистки стыковых швов. Снятие усиления шва. заподлицо с основным металлом устраняет концентрацию напряжений и повышает качество поверхностного слоя. Пределы выносливости стыковых соединений после механической обработки резко возрастают и практически достигают уровней пределов выносливости основного материала. То же самое относится к стыковым соединениям термически упрочненных сталей, несмотря на то, что они могут иметь околошовные участки с пониженными механическими свойствами.
 Снятие усиления стыкового шва может быть заменено тщательной механической обработкой переходной зоны. В случае низкоуглеродистых сталей эффективность частичной обработки не уступает полной. Механическая обработка соединений других видов дает меньший эффект.
Снятие усиления стыкового шва может быть заменено тщательной механической обработкой переходной зоны. В случае низкоуглеродистых сталей эффективность частичной обработки не уступает полной. Механическая обработка соединений других видов дает меньший эффект.
 Для создания плавных переходов от основного металла к шву вместо механической зачистки можно применить электродуговую обработку, при которой поперечные стыковые и угловые швы, сваренные под флюсом или вручную, сглаживаются до получения плавного перехода на основной металл. Обработку ведут аргоновой, горелкой, вольфрамовым электродом с дополнительным присадочным стержнем или без него. Обработку можно выполнять любым серийным держателем (горелками), предназначенным для сварки вольфрамовым электродом в защитных газах.
Для создания плавных переходов от основного металла к шву вместо механической зачистки можно применить электродуговую обработку, при которой поперечные стыковые и угловые швы, сваренные под флюсом или вручную, сглаживаются до получения плавного перехода на основной металл. Обработку ведут аргоновой, горелкой, вольфрамовым электродом с дополнительным присадочным стержнем или без него. Обработку можно выполнять любым серийным держателем (горелками), предназначенным для сварки вольфрамовым электродом в защитных газах.
 При использовании низкоуглеродистых и низколегированных сталей сглаживание дает такой же эффект, как и механическая зачистка швов. Наибольшую эффективность достигают при обработке стыковых соединений. Стыки низкоуглеродистой стали повышают выносливость до уровня основного металла. При переходе на более прочные стали наблюдается дальнейшее увеличение пределов выносливости, хотя отношения их значений к пределам выносливости основного металла заметно снижаются. В меньшей степени после дуговой обработки повышают выносливость соединения с угловыми швами.
При использовании низкоуглеродистых и низколегированных сталей сглаживание дает такой же эффект, как и механическая зачистка швов. Наибольшую эффективность достигают при обработке стыковых соединений. Стыки низкоуглеродистой стали повышают выносливость до уровня основного металла. При переходе на более прочные стали наблюдается дальнейшее увеличение пределов выносливости, хотя отношения их значений к пределам выносливости основного металла заметно снижаются. В меньшей степени после дуговой обработки повышают выносливость соединения с угловыми швами.
 Лекция 5. Сопротивляемость хрупким разрушениям. Влияние процесса сварки.
Лекция 5. Сопротивляемость хрупким разрушениям. Влияние процесса сварки.
 Хрупкость это способность тел разрушаться без заметной пластической деформации. Причиной хрупкости металлов могут явиться: химический состав металла и его структурное состояние, понижение температуры, высокая скорость нагружения, напряженное состояние металла. Переход тела из пластичного состояния в хрупкое зависит от многих факторов. В инженерной практике для простоты хрупкими материалами называют такие, которые при вероятных условиях эксплуатации обнаруживают признаки хрупкости. К пластичным относят такие, которые в эксплуатационных условиях не обнаруживают хрупкости, хотя при других обстоятельствах, не свойственных рассматриваемым условиям, могут также оказаться хрупкими.
Хрупкость это способность тел разрушаться без заметной пластической деформации. Причиной хрупкости металлов могут явиться: химический состав металла и его структурное состояние, понижение температуры, высокая скорость нагружения, напряженное состояние металла. Переход тела из пластичного состояния в хрупкое зависит от многих факторов. В инженерной практике для простоты хрупкими материалами называют такие, которые при вероятных условиях эксплуатации обнаруживают признаки хрупкости. К пластичным относят такие, которые в эксплуатационных условиях не обнаруживают хрупкости, хотя при других обстоятельствах, не свойственных рассматриваемым условиям, могут также оказаться хрупкими.
 Различают начальные стадии хрупкого разрушения, которые условно объединяют в понятие зарождение разрушения, и движение трещины, которое рассматривают как распространение разрушения. Появлению трещины всегда предшествует заметная пластическая деформация. Признаки хрупкости могут проявиться при ударном приложении нагрузки. В ряде случаев хрупкость на гладких образцах даже при ударном приложении нагрузки появляется только при соответствующем понижении температуры. Тогда говорят о хладноломкости металлов. В большинстве случаев хрупкость наиболее сильно обнаруживается при наличии надрезов.
Различают начальные стадии хрупкого разрушения, которые условно объединяют в понятие зарождение разрушения, и движение трещины, которое рассматривают как распространение разрушения. Появлению трещины всегда предшествует заметная пластическая деформация. Признаки хрупкости могут проявиться при ударном приложении нагрузки. В ряде случаев хрупкость на гладких образцах даже при ударном приложении нагрузки появляется только при соответствующем понижении температуры. Тогда говорят о хладноломкости металлов. В большинстве случаев хрупкость наиболее сильно обнаруживается при наличии надрезов.
 Самым распространенным методом испытания низкоуглеродистых и низколегированных сталей на хрупкость является испытание на ударный изгиб призматических образцов с надрезом r = 1 мм. Полную работу разрушения, состоящую из работы изгиба образца и работы распространения трещины по поперечному сечению относят к площади ослабленного сечения, в результате чего находят ударную вязкость.
Самым распространенным методом испытания низкоуглеродистых и низколегированных сталей на хрупкость является испытание на ударный изгиб призматических образцов с надрезом r = 1 мм. Полную работу разрушения, состоящую из работы изгиба образца и работы распространения трещины по поперечному сечению относят к площади ослабленного сечения, в результате чего находят ударную вязкость.
 Испытание обычно используют для определения свойств металла при температуре эксплуатации, а также для определения порога хладноломкости металла, понимая под этим температуру, при которой он оказывается около 2, 5 3 кгс∙м/см 2. Принято считать, что для основных конструкций величина не должна быть ниже 2, 5 8, 0 кгс∙м/см 2. Но эта оценка в ряде случаев недостаточна.
Испытание обычно используют для определения свойств металла при температуре эксплуатации, а также для определения порога хладноломкости металла, понимая под этим температуру, при которой он оказывается около 2, 5 3 кгс∙м/см 2. Принято считать, что для основных конструкций величина не должна быть ниже 2, 5 8, 0 кгс∙м/см 2. Но эта оценка в ряде случаев недостаточна.
 Форма разрушения тонкого металла при движении трещины существенно отличается от схемы плоской деформации, в особенности при срезе под углом, близким к 45°. Поэтому величина αн′ является самостоятельной дополнительной характеристикой сопротивляемости листового металла быстрому распространению трещины. Она может быть определена на образцах с предварительно созданной усталостной трещиной, которые испытывают на копрах, или при статическом нагружении методом тепловой волны.
Форма разрушения тонкого металла при движении трещины существенно отличается от схемы плоской деформации, в особенности при срезе под углом, близким к 45°. Поэтому величина αн′ является самостоятельной дополнительной характеристикой сопротивляемости листового металла быстрому распространению трещины. Она может быть определена на образцах с предварительно созданной усталостной трещиной, которые испытывают на копрах, или при статическом нагружении методом тепловой волны.
 Влияние процесса сварки. Наличие сварных соединений в конструкциях оказывает основное влияние на стадию зарождения разрушения. 1. В сварных соединениях, даже качественно выполненных, всегда имеется концентрация напряжений. . 2. Возможно существенное уменьшение сопротивляемости хрупким разрушениям вследствие изменения химического состава металла при сварке за счет нерационального легирования или загрязнения вредными примесями и газами. 3. Термический цикл сварки изменяет свойства металла в зоне термического влияния. Увеличение хрупкости вызывают рост зерна и высокие скорости охлаждения. Степень отрицательного влияния зависит от химического состава основного металла, содержания фосфора и серы, предварительной обработки, режимов сварки.
Влияние процесса сварки. Наличие сварных соединений в конструкциях оказывает основное влияние на стадию зарождения разрушения. 1. В сварных соединениях, даже качественно выполненных, всегда имеется концентрация напряжений. . 2. Возможно существенное уменьшение сопротивляемости хрупким разрушениям вследствие изменения химического состава металла при сварке за счет нерационального легирования или загрязнения вредными примесями и газами. 3. Термический цикл сварки изменяет свойства металла в зоне термического влияния. Увеличение хрупкости вызывают рост зерна и высокие скорости охлаждения. Степень отрицательного влияния зависит от химического состава основного металла, содержания фосфора и серы, предварительной обработки, режимов сварки.
 4. Значительное, порой решающее, влияние на сопротивляемость хрупким разрушениям оказывают концентрация сварочных пластических деформаций и деформационное старение металла. Эти явления имеют место, если нагрев металла и последующие его сокращения происходят в непосредственной близости к острым концентраторам. 5. Остаточные напряжения несут в себе накопленную энергию, которая достаточна, чтобы вызвать разрушения значительной протяженности.
4. Значительное, порой решающее, влияние на сопротивляемость хрупким разрушениям оказывают концентрация сварочных пластических деформаций и деформационное старение металла. Эти явления имеют место, если нагрев металла и последующие его сокращения происходят в непосредственной близости к острым концентраторам. 5. Остаточные напряжения несут в себе накопленную энергию, которая достаточна, чтобы вызвать разрушения значительной протяженности.
 Определение сопротивляемости сварных соединений и конструкций хрупким разрушениям производят путем испытания стандартных надрезанных образцов на ударный изгиб, а также на основе специальных исследований. Надрезы на образцах для ударного изгиба располагают по шву, иногда в различных направлениях, чтобы определить наименьшую величину αн′ в различных участках околошовной зоны, чтобы установить наиболее слабую зону термического влияния. По наименьшим величинам ударной вязкости судят о степени отрицательного влияния сварки и пригодности тех или иных материалов и режимов сварки для практического использования.
Определение сопротивляемости сварных соединений и конструкций хрупким разрушениям производят путем испытания стандартных надрезанных образцов на ударный изгиб, а также на основе специальных исследований. Надрезы на образцах для ударного изгиба располагают по шву, иногда в различных направлениях, чтобы определить наименьшую величину αн′ в различных участках околошовной зоны, чтобы установить наиболее слабую зону термического влияния. По наименьшим величинам ударной вязкости судят о степени отрицательного влияния сварки и пригодности тех или иных материалов и режимов сварки для практического использования.
 Заметное место при оценке сталей, предназначенных для использования в сварных конструкциях при низких температурах, занимают испытания металлов на склонность их к деформационному старению. Для определения совместного влияния концентраторов и деформационного старения проводят испытания сварных соединений или отдельных элементов после. создания в них пластических деформаций механическим путем и регистрируют при этом разрушающие нагрузки. Выявляют критические температуры, при которых начинается резкое падение прочности.
Заметное место при оценке сталей, предназначенных для использования в сварных конструкциях при низких температурах, занимают испытания металлов на склонность их к деформационному старению. Для определения совместного влияния концентраторов и деформационного старения проводят испытания сварных соединений или отдельных элементов после. создания в них пластических деформаций механическим путем и регистрируют при этом разрушающие нагрузки. Выявляют критические температуры, при которых начинается резкое падение прочности.
 Склонность сварных конструкций из высокопрочных металлов к хрупким разрушениям в меньшей мере зависит от понижения температуры. Она в основном определяется чувствительностью исходного металла к сварочному термическому циклу и чувствительностью его к появляющимся при сварке концентраторам напряжений. При этом существенным оказывается конструктивная форма и условия нагружения.
Склонность сварных конструкций из высокопрочных металлов к хрупким разрушениям в меньшей мере зависит от понижения температуры. Она в основном определяется чувствительностью исходного металла к сварочному термическому циклу и чувствительностью его к появляющимся при сварке концентраторам напряжений. При этом существенным оказывается конструктивная форма и условия нагружения.
 Повышение сопротивляемости. Высокая сопротивляемость хрупким разрушениям в большинстве сварных конструкций обеспечивается комплексом мероприятий. Решающее значение имеет выбор материала для соответствующих условий эксплуатации с учетом выполнения конструкций сваркой. Для конструкций из высокопрочных сталей определяющим являются: получение металла шва соответствующего химического состава, возможность проведения необходимой термообработки, отсутствие трещиноподобных дефектов, возможность формирования сварных соединений и мест перехода к основному металлу с коэффициентами концентраций напряжений, находящимися в пределах, допустимых для металла данной группы прочности.
Повышение сопротивляемости. Высокая сопротивляемость хрупким разрушениям в большинстве сварных конструкций обеспечивается комплексом мероприятий. Решающее значение имеет выбор материала для соответствующих условий эксплуатации с учетом выполнения конструкций сваркой. Для конструкций из высокопрочных сталей определяющим являются: получение металла шва соответствующего химического состава, возможность проведения необходимой термообработки, отсутствие трещиноподобных дефектов, возможность формирования сварных соединений и мест перехода к основному металлу с коэффициентами концентраций напряжений, находящимися в пределах, допустимых для металла данной группы прочности.
 В случае опасности низкотемпературной хрупкости при выборе материала определяющими являются: достаточный запас по вязкости у основного металла при температуре эксплуатации; металл шва, не уступающий по вязкости основному металлу; малая склонность основного металла к деформационному старению и охрупчиванию под влиянием термического цикла сварки.
В случае опасности низкотемпературной хрупкости при выборе материала определяющими являются: достаточный запас по вязкости у основного металла при температуре эксплуатации; металл шва, не уступающий по вязкости основному металлу; малая склонность основного металла к деформационному старению и охрупчиванию под влиянием термического цикла сварки.
 В случае опасности образования так называемых холодных трещин необходимо предусмотреть возможность использования эффективных форм изделий и режимов сварки и технологии производства. В случае применения высокоактивных металлов возможность использования таких способов сварки с высокоэффективной защитой нагретого металла, которые бы исключали появление хрупких зон по причине загрязнения металла. В случае опасности коррозионного растрескивания определяющим является низкая чувствительность основного металла и сварных соединений. Т. е, выбор металла должен быть сообразован с условиями эксплуатации и возможностью сохранения высоких исходных свойств основного металла после сварки.
В случае опасности образования так называемых холодных трещин необходимо предусмотреть возможность использования эффективных форм изделий и режимов сварки и технологии производства. В случае применения высокоактивных металлов возможность использования таких способов сварки с высокоэффективной защитой нагретого металла, которые бы исключали появление хрупких зон по причине загрязнения металла. В случае опасности коррозионного растрескивания определяющим является низкая чувствительность основного металла и сварных соединений. Т. е, выбор металла должен быть сообразован с условиями эксплуатации и возможностью сохранения высоких исходных свойств основного металла после сварки.
 В случае опасности низкотемпературной хрупкости не следует применять соединения с непроваром, расположенным поперек силового потока; не допускается пересечение швами непроваренных или не полностью проваренных стыков; не допускается применение сварных соединений, имеющих зоны чрезмерных пластических деформаций из за их концентрации, а также зоны с трехосными растягивающими напряжениями; переход от одних элементов к другим должен быть по возможности плавным.
В случае опасности низкотемпературной хрупкости не следует применять соединения с непроваром, расположенным поперек силового потока; не допускается пересечение швами непроваренных или не полностью проваренных стыков; не допускается применение сварных соединений, имеющих зоны чрезмерных пластических деформаций из за их концентрации, а также зоны с трехосными растягивающими напряжениями; переход от одних элементов к другим должен быть по возможности плавным.
 В случаях опасности образования холодных трещин или коррозионного растрескивания основным в конструктивных и технологических решениях является возможность осуществления такой последовательности сборочно сварочных операций и использование таких методов сварки, которые обеспечивают минимальный уровень остаточных напряжений. При необходимости надо предусмотреть мероприятия по устранению остаточных напряжений.
В случаях опасности образования холодных трещин или коррозионного растрескивания основным в конструктивных и технологических решениях является возможность осуществления такой последовательности сборочно сварочных операций и использование таких методов сварки, которые обеспечивают минимальный уровень остаточных напряжений. При необходимости надо предусмотреть мероприятия по устранению остаточных напряжений.
 Выбором способов и режимов сварки можно оказать некоторое положительное влияние на сопротивляемость хрупким разрушениям. Наибольший эффект может быть достигнут в случае опасности образования холодных трещин, если обеспечить замедленные скорости охлаждения в области ожидаемых температур структурного превращения; регулирование погонной энергии сварки и порядка наложения швов является эффективным средством изменения скорости охлаждения.
Выбором способов и режимов сварки можно оказать некоторое положительное влияние на сопротивляемость хрупким разрушениям. Наибольший эффект может быть достигнут в случае опасности образования холодных трещин, если обеспечить замедленные скорости охлаждения в области ожидаемых температур структурного превращения; регулирование погонной энергии сварки и порядка наложения швов является эффективным средством изменения скорости охлаждения.
 В случае низкотемпературной хрупкости охрупчивание может возникнуть как по причине высоких скоростей охлаждения, так и по причине роста зерна при длительных пребываниях металла в области высоких температур и низких скоростях охлаждения, поэтому рациональные режимы сварки могут быть установлены в каждом конкретном случае лишь специальными исследованиями.
В случае низкотемпературной хрупкости охрупчивание может возникнуть как по причине высоких скоростей охлаждения, так и по причине роста зерна при длительных пребываниях металла в области высоких температур и низких скоростях охлаждения, поэтому рациональные режимы сварки могут быть установлены в каждом конкретном случае лишь специальными исследованиями.
 При сварке высокоактивных металлов решающим при выборе способа сварки является надежная защита металла от загрязнения газами или шлаками. Применением сопутствующих и последующих термических и механических обработок можно заметно повысить сопротивляемость хрупким разрушениям.
При сварке высокоактивных металлов решающим при выборе способа сварки является надежная защита металла от загрязнения газами или шлаками. Применением сопутствующих и последующих термических и механических обработок можно заметно повысить сопротивляемость хрупким разрушениям.
 Для конструкций из высокопрочных сталей последующая термообработка, как правило, является совершенно необходимой. Механическое заглаживание швов прокаткой или проковкой способно существенно уменьшить концентрацию напряжений. В случае низкотемпературной хрупкости радикальным средством нередко является высокий общий или местный отпуск. Высокий отпуск почти полностью устраняет вредные последствия, вносимые сваркой.
Для конструкций из высокопрочных сталей последующая термообработка, как правило, является совершенно необходимой. Механическое заглаживание швов прокаткой или проковкой способно существенно уменьшить концентрацию напряжений. В случае низкотемпературной хрупкости радикальным средством нередко является высокий общий или местный отпуск. Высокий отпуск почти полностью устраняет вредные последствия, вносимые сваркой.
 В случае образования холодных трещин эффективными являются сопутствующий подогрев и отпуск непосредственно после окончания сварки. В некоторых случаях достаточной является проковка для создания сжимающих напряжений. В случае коррозионного растрескивания положительными мероприятиями являются последующий отпуск или проковка для снижения растягивающих остаточных напряжений.
В случае образования холодных трещин эффективными являются сопутствующий подогрев и отпуск непосредственно после окончания сварки. В некоторых случаях достаточной является проковка для создания сжимающих напряжений. В случае коррозионного растрескивания положительными мероприятиями являются последующий отпуск или проковка для снижения растягивающих остаточных напряжений.
 Лекция 6. Конструктивнотехнологическое проектирование сварных изделий
Лекция 6. Конструктивнотехнологическое проектирование сварных изделий
;") Принципы классификации. Их можно классифицировать по методу получения заготовок (листовые, литосварные, кованосварные, штампосварные конструкции); по целевому назначению (вагонные, судовые, авиационные и др. ). При рассмотрении вопросов проектирования и изготовления сварные конструкции целесообразно классифицировать в зависимости от характерных особенностей их работы. В этом случае можно выделить следующие типы сварных элементов и конструкций:
Принципы классификации. Их можно классифицировать по методу получения заготовок (листовые, литосварные, кованосварные, штампосварные конструкции); по целевому назначению (вагонные, судовые, авиационные и др. ). При рассмотрении вопросов проектирования и изготовления сварные конструкции целесообразно классифицировать в зависимости от характерных особенностей их работы. В этом случае можно выделить следующие типы сварных элементов и конструкций:
 балки — конструктивные элементы, работающие в основном на поперечный изгиб. Жестко соединенные между собой балки образуют рамные конструкции; колонны — элементы, работающие преимущественно на сжатие, или сжатие с продольным изгибом; решетчатые конструкции — это система стержней, соединенных в узлах таким образом, что стержни испытывают, главным образом, растяжение или сжатие. К ним относятся фермы, мачты, арматурные сетки и каркасы;
балки — конструктивные элементы, работающие в основном на поперечный изгиб. Жестко соединенные между собой балки образуют рамные конструкции; колонны — элементы, работающие преимущественно на сжатие, или сжатие с продольным изгибом; решетчатые конструкции — это система стержней, соединенных в узлах таким образом, что стержни испытывают, главным образом, растяжение или сжатие. К ним относятся фермы, мачты, арматурные сетки и каркасы;
 оболочковые конструкции, как правило, испытывают избыточное давление; к ним предъявляют требование герметичности соединений. К этому типу относят, различные емкости, сосуды и трубопроводы; корпусные транспортные конструкции подвергаются динамическим нагрузкам. К ним предъявляют требования высокой жесткости при минимальной массе. Основные конструкции данного типа — корпуса судов, вагонов, кузова автомобилей; детали машин и приборов работают преимущественно при переменных, многократно повторяющихся нагрузках. Характерным требованием является получение точных размеров, обеспечиваемое главным образом механической обработкой заготовок или готовых деталей. Примерами таких изделий являются станины, валы, колеса.
оболочковые конструкции, как правило, испытывают избыточное давление; к ним предъявляют требование герметичности соединений. К этому типу относят, различные емкости, сосуды и трубопроводы; корпусные транспортные конструкции подвергаются динамическим нагрузкам. К ним предъявляют требования высокой жесткости при минимальной массе. Основные конструкции данного типа — корпуса судов, вагонов, кузова автомобилей; детали машин и приборов работают преимущественно при переменных, многократно повторяющихся нагрузках. Характерным требованием является получение точных размеров, обеспечиваемое главным образом механической обработкой заготовок или готовых деталей. Примерами таких изделий являются станины, валы, колеса.
 Технологичность сварных конструкций и этапы их проектирования Оптимальными являются конструктивные формы, которые отвечают служебному назначению изделия, обеспечивают надежную работу в пределах заданного ресурса, позволяют изготовить изделие при минимальных затратах материалов, труда и времени. Эти признаки определяют понятие технологичности конструкции. Кроме того, необходимо, чтобы конструкция отвечала требованиям технической эстетики. Эти требования должны соблюдаться на всех стадиях проектирования и изготовления конструкций.
Технологичность сварных конструкций и этапы их проектирования Оптимальными являются конструктивные формы, которые отвечают служебному назначению изделия, обеспечивают надежную работу в пределах заданного ресурса, позволяют изготовить изделие при минимальных затратах материалов, труда и времени. Эти признаки определяют понятие технологичности конструкции. Кроме того, необходимо, чтобы конструкция отвечала требованиям технической эстетики. Эти требования должны соблюдаться на всех стадиях проектирования и изготовления конструкций.
 Технологичность конкретной конструкции оценивают качественно и количественно. Качественная оценка характеризует технологичность обобщенно на основании опыта исполнителя. Она предшествует количественной оценке и выражается численным показателем, характеризующим степень удовлетворения требований к технологичности конструкции. Необходимость количественной оценки, номенклатура показателей и методика их определения устанавливаются отраслевыми стандартами предприятий согласно ГОСТ 14. 201— 83.
Технологичность конкретной конструкции оценивают качественно и количественно. Качественная оценка характеризует технологичность обобщенно на основании опыта исполнителя. Она предшествует количественной оценке и выражается численным показателем, характеризующим степень удовлетворения требований к технологичности конструкции. Необходимость количественной оценки, номенклатура показателей и методика их определения устанавливаются отраслевыми стандартами предприятий согласно ГОСТ 14. 201— 83.
 На этапе эскизного проектирования выявляют принципиальную возможность обеспечения заданных служебных свойств изделия при различных вариантах конструктивного оформления и оценивают их технологическую целесообразность.
На этапе эскизного проектирования выявляют принципиальную возможность обеспечения заданных служебных свойств изделия при различных вариантах конструктивного оформления и оценивают их технологическую целесообразность.
 Генеральное конструктивное оформление обычно предопределяется предшествующим опытом создания изделий данного типа. Выбор формы и размеров отдельных элементов определяется параметрами и особенностями конкретной проектируемой конструкции. При проектировании этих элементов одновременно с выбором материала и метода получения заготовок конструктор назначает расположение сварных соединений, их тип и способ сварки. Т. е. , основные вопросы технологичности сварных конструкций решаются уже на первом этапе проектирования путем умелого использования возможностей компоновки из отдельных заготовок и применения прогрессивных приемов изготовления с помощью сварки.
Генеральное конструктивное оформление обычно предопределяется предшествующим опытом создания изделий данного типа. Выбор формы и размеров отдельных элементов определяется параметрами и особенностями конкретной проектируемой конструкции. При проектировании этих элементов одновременно с выбором материала и метода получения заготовок конструктор назначает расположение сварных соединений, их тип и способ сварки. Т. е. , основные вопросы технологичности сварных конструкций решаются уже на первом этапе проектирования путем умелого использования возможностей компоновки из отдельных заготовок и применения прогрессивных приемов изготовления с помощью сварки.
 На всех стадиях проектирования сварной конструкции при отработке технологичности конструктивных решений обязательно участие технологов сварщиков, их участие обеспечивается как через технологические отделы конструкторских бюро, так и путем согласования с отделом главного сварщика.
На всех стадиях проектирования сварной конструкции при отработке технологичности конструктивных решений обязательно участие технологов сварщиков, их участие обеспечивается как через технологические отделы конструкторских бюро, так и путем согласования с отделом главного сварщика.
 На стадии технического проекта конструкции всех основных узлов и наиболее трудоемких деталей обычно разрабатывают в нескольких вариантах, которые затем сравнивают по их технологичности и надежности в эксплуатации. В случае необходимости производят расчеты трудоемкости изготовления, металлоемкости и других показателей. Не всегда удается изыскать вариант, существенно превосходящий все другие; тогда выбор производят на основании того показателя, который в данном случае является решающим.
На стадии технического проекта конструкции всех основных узлов и наиболее трудоемких деталей обычно разрабатывают в нескольких вариантах, которые затем сравнивают по их технологичности и надежности в эксплуатации. В случае необходимости производят расчеты трудоемкости изготовления, металлоемкости и других показателей. Не всегда удается изыскать вариант, существенно превосходящий все другие; тогда выбор производят на основании того показателя, который в данном случае является решающим.
 На этапе рабочего проектирования производят детальную технологическую проработку принятого варианта конструкции. Прорабатывают чертежи и технические условия на крупные заготовки, всех основных узлов и деталей и технические условия на их изготовление, сборку, монтаж и испытания. Рабочие чертежи направляют в отдел главного сварщика. Здесь выявляют недостатки, связанные в основном с выбором материалов (по их свариваемости), видов заготовок, размеров швов, характера подготовки кромок, припусков на механическую обработку, допусков формы и размеров, методов контрольных операций. Необходимые изменения по согласованию с конструктором вносят в чертежи и технологическую документацию до запуска изделия в производство.
На этапе рабочего проектирования производят детальную технологическую проработку принятого варианта конструкции. Прорабатывают чертежи и технические условия на крупные заготовки, всех основных узлов и деталей и технические условия на их изготовление, сборку, монтаж и испытания. Рабочие чертежи направляют в отдел главного сварщика. Здесь выявляют недостатки, связанные в основном с выбором материалов (по их свариваемости), видов заготовок, размеров швов, характера подготовки кромок, припусков на механическую обработку, допусков формы и размеров, методов контрольных операций. Необходимые изменения по согласованию с конструктором вносят в чертежи и технологическую документацию до запуска изделия в производство.
 На стадии проектирования работа по улучшению технологичности обычно проводится в основном по трем направлениям. 1. Экономия металла. Поиск наилучших конструктивных форм, возможно более точный учет характера и значений действующих нагрузок, применение уточненных методов расчета. Целесообразно вместо пространственных решетчатых конструкций использовать оболочковые; удовлетворять требования высокой жесткости, применяя гнутые или гофрированные тонколистовые, а также сотовые элементы; при работе на продольную устойчивость использовать трубчатые элементы.
На стадии проектирования работа по улучшению технологичности обычно проводится в основном по трем направлениям. 1. Экономия металла. Поиск наилучших конструктивных форм, возможно более точный учет характера и значений действующих нагрузок, применение уточненных методов расчета. Целесообразно вместо пространственных решетчатых конструкций использовать оболочковые; удовлетворять требования высокой жесткости, применяя гнутые или гофрированные тонколистовые, а также сотовые элементы; при работе на продольную устойчивость использовать трубчатые элементы.
 2. Снижение трудоемкости изготовления. Важным является выбор размеров и методов получения заготовок, а также приемов их сварки. Вопросы, непосредственно связанные со сваркой, возникают при членении изделия на отдельные заготовки. Намечая расположение сварных соединений, проектировщик не только задает форму и размеры отдельных заготовок, но и в значительной степени предопределяет решение ряда конструктивных и технологических вопросов, таких, как методы получения заготовок, типы соединений, приемы сварки и др. Поэтому выбор варианта расчленения весьма важен с точки зрения его влияния на технологичность конструкции.
2. Снижение трудоемкости изготовления. Важным является выбор размеров и методов получения заготовок, а также приемов их сварки. Вопросы, непосредственно связанные со сваркой, возникают при членении изделия на отдельные заготовки. Намечая расположение сварных соединений, проектировщик не только задает форму и размеры отдельных заготовок, но и в значительной степени предопределяет решение ряда конструктивных и технологических вопросов, таких, как методы получения заготовок, типы соединений, приемы сварки и др. Поэтому выбор варианта расчленения весьма важен с точки зрения его влияния на технологичность конструкции.
 Нередко условия нагружения различных частей сварной конструкции различаются весьма заметно. В этом случае целесообразно выбирать материалы и методы получения заготовок с учетом различия требований к механическим свойствам отдельных частей. При выборе метода сварки конструктор, учитывая свариваемость металла заготовок, должен назначить тип соединения и обеспечить удобство выполнения сборочно сварочных операций.
Нередко условия нагружения различных частей сварной конструкции различаются весьма заметно. В этом случае целесообразно выбирать материалы и методы получения заготовок с учетом различия требований к механическим свойствам отдельных частей. При выборе метода сварки конструктор, учитывая свариваемость металла заготовок, должен назначить тип соединения и обеспечить удобство выполнения сборочно сварочных операций.
 Подход к выбору метода сварки и конструктивному оформлению соединений для заводской и монтажной сварки может быть различным. Поэтому размеры элементов и места расположения монтажных швов назначают одновременно с выбором метода сварки. Выбор метода сварки обычно включает назначение типа сварного соединения, приемов его выполнения и применения присадочного металла, а также термообработки (если это необходимо). Эти данные предопределяют механические свойства сварного соединения и значения допускаемого напряжения, что необходимо для расчетов на прочность.
Подход к выбору метода сварки и конструктивному оформлению соединений для заводской и монтажной сварки может быть различным. Поэтому размеры элементов и места расположения монтажных швов назначают одновременно с выбором метода сварки. Выбор метода сварки обычно включает назначение типа сварного соединения, приемов его выполнения и применения присадочного металла, а также термообработки (если это необходимо). Эти данные предопределяют механические свойства сварного соединения и значения допускаемого напряжения, что необходимо для расчетов на прочность.
 На стадии рабочего проектирования конструктивное оформление сварных соединений прорабатывается более детально. На чертежах указывают характер обработки кромок, допуски на размер с учетом припусков на последующую механическую обработку узла или изделия.
На стадии рабочего проектирования конструктивное оформление сварных соединений прорабатывается более детально. На чертежах указывают характер обработки кромок, допуски на размер с учетом припусков на последующую механическую обработку узла или изделия.
 Существенным является учет сварочных деформаций и напряжений, назначение технологических мероприятий по их предотвращению и устранению. Эти вопросы решают на стадии рабочего проектирования как с целью обоснования значений допусков и припусков, так и с точки зрения целесообразности проведения термообработки. Иногда, применение термообработки заметно улучшает механические свойства и структуру сварных соединений, повышает их работоспособность. Вопрос: проводить послесварочную термообработку или отказаться от нее решают, принимая во внимание химический состав металла, метод сварки и просадочный металл, конструктивное оформление соединений и узлов, требования к механическим свойствам, условия эксплуатации и др.
Существенным является учет сварочных деформаций и напряжений, назначение технологических мероприятий по их предотвращению и устранению. Эти вопросы решают на стадии рабочего проектирования как с целью обоснования значений допусков и припусков, так и с точки зрения целесообразности проведения термообработки. Иногда, применение термообработки заметно улучшает механические свойства и структуру сварных соединений, повышает их работоспособность. Вопрос: проводить послесварочную термообработку или отказаться от нее решают, принимая во внимание химический состав металла, метод сварки и просадочный металл, конструктивное оформление соединений и узлов, требования к механическим свойствам, условия эксплуатации и др.
 3. Экономия времени. Наибольшая экономия времени достигается в условиях непрерывного поточного автоматизированного производства при крупносерийном и массовом выпусках продукции, когда все операции согласованы во времени и выполняются механизмами. Однако доля сварных конструкций, изготовляемых в условиях крупносерийного и массового производства, относительно невелика (кузова автомобилей, приборы, трубы). Основными являются серийное и мелкосерийное производства с часто меняющейся номенклатурой, но здесь традиционные методы механизации и автоматизации малоэффективны, особенно при выполнении операций сборки и сварки.
3. Экономия времени. Наибольшая экономия времени достигается в условиях непрерывного поточного автоматизированного производства при крупносерийном и массовом выпусках продукции, когда все операции согласованы во времени и выполняются механизмами. Однако доля сварных конструкций, изготовляемых в условиях крупносерийного и массового производства, относительно невелика (кузова автомобилей, приборы, трубы). Основными являются серийное и мелкосерийное производства с часто меняющейся номенклатурой, но здесь традиционные методы механизации и автоматизации малоэффективны, особенно при выполнении операций сборки и сварки.
 Лекция 7 Проектирование решетчатых конструкций
Лекция 7 Проектирование решетчатых конструкций
 Решетчатые конструкции представляют собой систему стержней, соединенных в узлах таким образом, что стержни испытывают, главным образом, растяжение или сжатие. К ним относятся фермы, мачты, арматурные сетки и каркасы. Фермы, как и балки, работают на поперечный изгиб. Конструктивные формы балок проще, однако при достаточно больших пролетах применение ферм оказывается более экономичным.
Решетчатые конструкции представляют собой систему стержней, соединенных в узлах таким образом, что стержни испытывают, главным образом, растяжение или сжатие. К ним относятся фермы, мачты, арматурные сетки и каркасы. Фермы, как и балки, работают на поперечный изгиб. Конструктивные формы балок проще, однако при достаточно больших пролетах применение ферм оказывается более экономичным.
 и раскосная (рис. 7. 1, б) схемы являются основными.") Треугольная (рис. 7. 1, а) и раскосная (рис. 7. 1, б) схемы являются основными. Фермы, воспринимающие нагрузки по верхнему или нижнему поясу, с целью уменьшения длины панели изготовляют по схемам (рис. 7. 1, в, г). Иногда применяют безраскосные фермы с жесткими узлами (рис. 7. 1, д). По очертанию поясов фермы могут быть с параллельными поясами или с поясами, образованными ломаной линией (рис. 7. 1, е). По назначению фермы разделяют на стропильные и мостовые.
Треугольная (рис. 7. 1, а) и раскосная (рис. 7. 1, б) схемы являются основными. Фермы, воспринимающие нагрузки по верхнему или нижнему поясу, с целью уменьшения длины панели изготовляют по схемам (рис. 7. 1, в, г). Иногда применяют безраскосные фермы с жесткими узлами (рис. 7. 1, д). По очертанию поясов фермы могут быть с параллельными поясами или с поясами, образованными ломаной линией (рис. 7. 1, е). По назначению фермы разделяют на стропильные и мостовые.
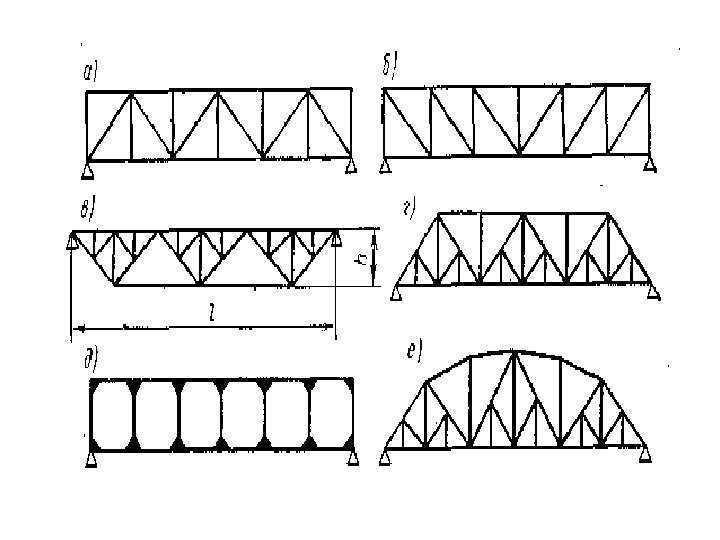
 Стропильные фермы работают при статической нагрузке. В качестве стержней используют главным образом прокатные и значительно реже гнутые замкнутые сварные профили и трубы. Стержни в узлах соединяют либо непосредственно, либо с помощью вспомогательных элементов, главным образом, дуговой сваркой. Перспективным является применение точечной контактной сварки.
Стропильные фермы работают при статической нагрузке. В качестве стержней используют главным образом прокатные и значительно реже гнутые замкнутые сварные профили и трубы. Стержни в узлах соединяют либо непосредственно, либо с помощью вспомогательных элементов, главным образом, дуговой сваркой. Перспективным является применение точечной контактной сварки.
 При сборке ферм особое внимание уделяют правильному центрированию стержней в узлах во избежание появления изгибающих моментов, не учтенных расчетом. Нередко применяют метод копирования. Первую собранную по разметке ферму закрепляют на стеллаже — она служит копиром. При сборке детали каждой очередной фермы 2 раскладывают и совмещают с деталями 1 копирной фермы. После скрепления деталей 2 прихватками собранную ферму (пока с односторонними уголками) снимают с копира, укладывают на стеллаже отдельно и ставят на нее недостающие парные уголки. Когда сборка требуемого количества ферм закончена, копирную ферму также дособирают и отправляют на сварку.
При сборке ферм особое внимание уделяют правильному центрированию стержней в узлах во избежание появления изгибающих моментов, не учтенных расчетом. Нередко применяют метод копирования. Первую собранную по разметке ферму закрепляют на стеллаже — она служит копиром. При сборке детали каждой очередной фермы 2 раскладывают и совмещают с деталями 1 копирной фермы. После скрепления деталей 2 прихватками собранную ферму (пока с односторонними уголками) снимают с копира, укладывают на стеллаже отдельно и ставят на нее недостающие парные уголки. Когда сборка требуемого количества ферм закончена, копирную ферму также дособирают и отправляют на сварку.
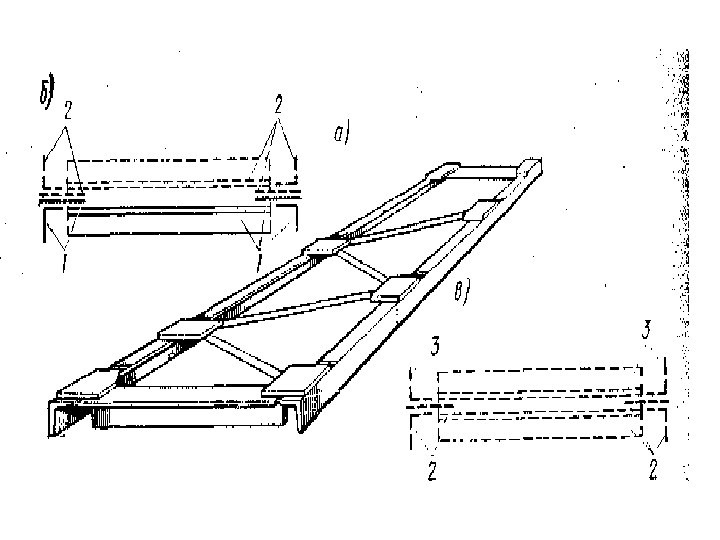
 Такой способ прост и эффективен, но не обеспечивает необходимой точности размеров ферм и правильного расположения монтажных отверстий, например, для крепления ферм к колоннам. Для увеличения точности сборки на концах копира укрепляют специальные съемные фиксаторы, которые определяют положение деталей с монтажными отверстиями и ограничивают геометрические размеры конструкции в пределах заданных допусков.
Такой способ прост и эффективен, но не обеспечивает необходимой точности размеров ферм и правильного расположения монтажных отверстий, например, для крепления ферм к колоннам. Для увеличения точности сборки на концах копира укрепляют специальные съемные фиксаторы, которые определяют положение деталей с монтажными отверстиями и ограничивают геометрические размеры конструкции в пределах заданных допусков.
 Копир с фиксатором для сборки стропильных ферм: I — основание фиксатора; II — крепление фиксатора к копиру; III — копир; IV — стойка фиксатора
Копир с фиксатором для сборки стропильных ферм: I — основание фиксатора; II — крепление фиксатора к копиру; III — копир; IV — стойка фиксатора
 Сборка ферм по копиру с фиксаторами производится в следующем порядке. Сначала устанавливают концевые планки 2, предварительно сваренные с фасонками 1. Их правильное положение обеспечивают совмещением монтажных отверстий концевых планок с отверстиями в стойке фиксатора IV. Затем на копире раскладывают все остальные элементы, производят прихватку, ферму снимают с копира, кантуют и дособирают, как описано выше.
Сборка ферм по копиру с фиксаторами производится в следующем порядке. Сначала устанавливают концевые планки 2, предварительно сваренные с фасонками 1. Их правильное положение обеспечивают совмещением монтажных отверстий концевых планок с отверстиями в стойке фиксатора IV. Затем на копире раскладывают все остальные элементы, производят прихватку, ферму снимают с копира, кантуют и дособирают, как описано выше.
 • При достаточно большом количестве выпускаемых ферм одного типоразмера становится экономически целесообразным использование кондукторов и кантователей. • Кондуктор, состоящей из отдельных секций и оснащенной элементами универсальных сборочных приспособлений (УССП). • Регулируемые опоры обеспечивают фиксацию деталей в горизонтальной плоскости; регулировка по высоте осуществляется при помощи резьбы; фиксация — через отверстия в детали с использованием юбки. • Детали, не имеющие отверстий, устанавливают по упорам и перед прихваткой зажимают их при помощи сборочных приспособлений эксцентриковых зажимов, струбцин, вилок или при помощи переносной пневмогидравлической струбцины.
• При достаточно большом количестве выпускаемых ферм одного типоразмера становится экономически целесообразным использование кондукторов и кантователей. • Кондуктор, состоящей из отдельных секций и оснащенной элементами универсальных сборочных приспособлений (УССП). • Регулируемые опоры обеспечивают фиксацию деталей в горизонтальной плоскости; регулировка по высоте осуществляется при помощи резьбы; фиксация — через отверстия в детали с использованием юбки. • Детали, не имеющие отверстий, устанавливают по упорам и перед прихваткой зажимают их при помощи сборочных приспособлений эксцентриковых зажимов, струбцин, вилок или при помощи переносной пневмогидравлической струбцины.
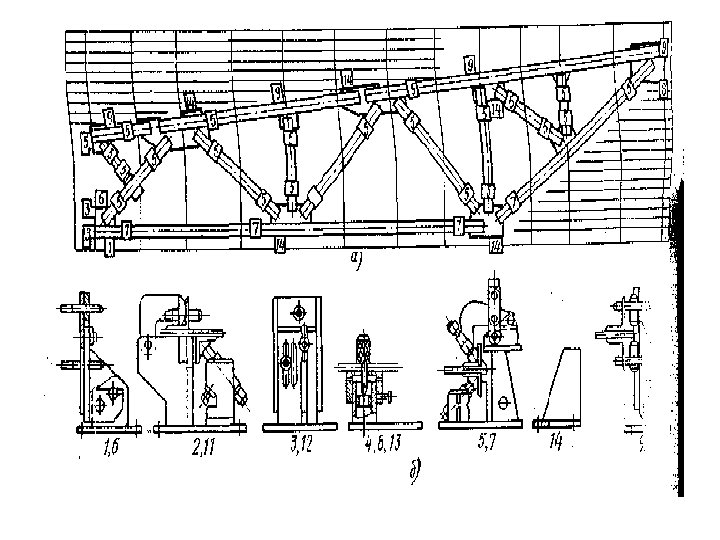
 В кондукторе фермы собирают без кантовки. Для поворота их при сборке нередко используют устройство, дополняющее сборочный кондуктор 1. С помощью рамки 2 собранную ферму сначала ставят в вертикальное положение, а затем передают на стенд 3, причем в каждом из этих положений выполняют соответствующие швы. В это время на кондукторе 1 производят сборку следующей фермы.
В кондукторе фермы собирают без кантовки. Для поворота их при сборке нередко используют устройство, дополняющее сборочный кондуктор 1. С помощью рамки 2 собранную ферму сначала ставят в вертикальное положение, а затем передают на стенд 3, причем в каждом из этих положений выполняют соответствующие швы. В это время на кондукторе 1 производят сборку следующей фермы.
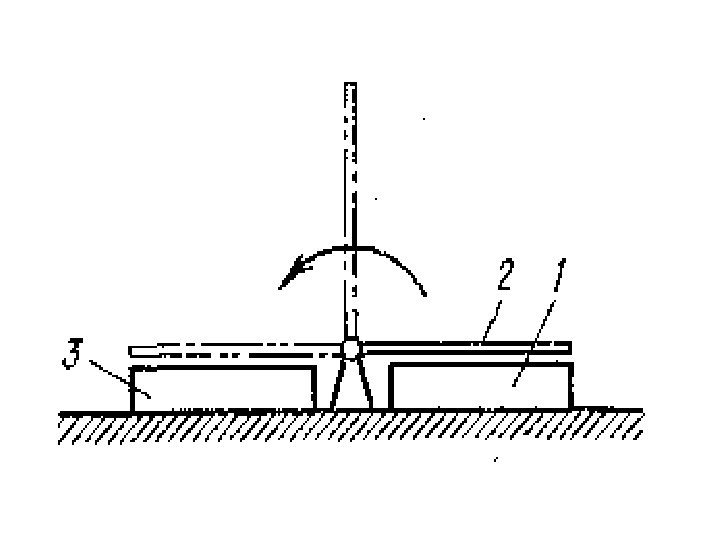
 Лекция 8. Тонкостенные сосуды, работающие под внутренним давлением
Лекция 8. Тонкостенные сосуды, работающие под внутренним давлением
 С позиции расчета на прочность сосуд считают тонкостенным, если толщина его стенки значительно меньше прочих размеров (в 20 раз и более). С позиций конструктивного оформления сварных соединений и технологии изготовления понятие тонкостенности обычно ограничивают толщинами, не превышающими 7÷ 10 мм.
С позиции расчета на прочность сосуд считают тонкостенным, если толщина его стенки значительно меньше прочих размеров (в 20 раз и более). С позиций конструктивного оформления сварных соединений и технологии изготовления понятие тонкостенности обычно ограничивают толщинами, не превышающими 7÷ 10 мм.
 Условия работы тонкостенных сосудов характеризуются наличием статического внутреннего давления, создаваемого однократно или многократно, на короткое время или длительно, при нормальной или пониженной температуре. Назначение сосуда и условия его работы определяют требования к материалу, конструктивному оформлению и технологии изготовления. Для баллонов и тормозных резервуаров наземного транспорта, где экономия веса является важной, но не главной задачей, обычно используют хорошо сваривающиеся материалы при высоком запасе прочности. Для сосудов, предназначенных для летательных аппаратов, требование минимальной массы является основным. Это заставляет использовать для их изготовления материалы с высокой удельной прочностью при малых запасах прочности.
Условия работы тонкостенных сосудов характеризуются наличием статического внутреннего давления, создаваемого однократно или многократно, на короткое время или длительно, при нормальной или пониженной температуре. Назначение сосуда и условия его работы определяют требования к материалу, конструктивному оформлению и технологии изготовления. Для баллонов и тормозных резервуаров наземного транспорта, где экономия веса является важной, но не главной задачей, обычно используют хорошо сваривающиеся материалы при высоком запасе прочности. Для сосудов, предназначенных для летательных аппаратов, требование минимальной массы является основным. Это заставляет использовать для их изготовления материалы с высокой удельной прочностью при малых запасах прочности.
 В первом случае относительно малая чувствительность металла к наличию концентраторов и к термическому циклу сварки, сравнительно высокий запас прочности позволяют ограничить указания ТУ некоторыми общими положениями, кратко излагающими опыт изготовления и эксплуатации. Для сосудов общего назначения, работающих при давлении свыше 0, 17 МПа, такие сведения содержат «Правила устройства и безопасности эксплуатации сосудов, работающих под давлением» , утвержденные Госгортехнадзором РК и обязательные для всех министерств и ведомств.
В первом случае относительно малая чувствительность металла к наличию концентраторов и к термическому циклу сварки, сравнительно высокий запас прочности позволяют ограничить указания ТУ некоторыми общими положениями, кратко излагающими опыт изготовления и эксплуатации. Для сосудов общего назначения, работающих при давлении свыше 0, 17 МПа, такие сведения содержат «Правила устройства и безопасности эксплуатации сосудов, работающих под давлением» , утвержденные Госгортехнадзором РК и обязательные для всех министерств и ведомств.
 Для сосудов специального назначения низкий запас прочности, высокая чувствительность материала к концентрации напряжений и к изменениям механических свойств под действием термического цикла сварки заставляет гораздо более жестко регламентировать все этапы процесса изготовления
Для сосудов специального назначения низкий запас прочности, высокая чувствительность материала к концентрации напряжений и к изменениям механических свойств под действием термического цикла сварки заставляет гораздо более жестко регламентировать все этапы процесса изготовления
 Выбор материала. Тонкостенные сосуды из низкоуглеродистых и низколегированных сталей весьма технологичны, так как не требуют последующей термообработки и позволяют выбирать конструктивное оформление сварных соединений из условия простоты выполнения сборочно сварочных операций. Малая чувствительность к наличию концентраторов обеспечивает их надежную работу при нормальной и при умеренно низких температурах порядка – 40 60°С.
Выбор материала. Тонкостенные сосуды из низкоуглеродистых и низколегированных сталей весьма технологичны, так как не требуют последующей термообработки и позволяют выбирать конструктивное оформление сварных соединений из условия простоты выполнения сборочно сварочных операций. Малая чувствительность к наличию концентраторов обеспечивает их надежную работу при нормальной и при умеренно низких температурах порядка – 40 60°С.
") Использование более прочных сталей с пределом прочности 120 140 МПа (30 ХГСА, 25 ХСНВФА) позволяет снизить массу конструкции, но увеличивает трудоемкость ее изготовления. В этом случае становится обязательной последующая термообработка сварных соединений или всего изделия после сварки, недопустимы соединения элементов внахлестку, более жесткие требования предъявляют к качеству выполнения сборочно сварочных операций
Использование более прочных сталей с пределом прочности 120 140 МПа (30 ХГСА, 25 ХСНВФА) позволяет снизить массу конструкции, но увеличивает трудоемкость ее изготовления. В этом случае становится обязательной последующая термообработка сварных соединений или всего изделия после сварки, недопустимы соединения элементов внахлестку, более жесткие требования предъявляют к качеству выполнения сборочно сварочных операций
 Применение еще более прочных сталей с σв = 160 МПа и выше требует высокой культуры производства. Даже незначительное на первый взгляд искажение конструктивных форм, повреждение поверхности или иное нарушение процесса изготовления может снизить конструктивную прочность сосуда до величины ниже расчетной.
Применение еще более прочных сталей с σв = 160 МПа и выше требует высокой культуры производства. Даже незначительное на первый взгляд искажение конструктивных форм, повреждение поверхности или иное нарушение процесса изготовления может снизить конструктивную прочность сосуда до величины ниже расчетной.
 Так как опасность такого снижения возрастает с увеличением прочности материала, то достигнутый уровень культуры проектирования и изготовления сосудов определяет некоторый предельный уровень прочности материала, выше которого теряется уверенность в надежной работе изделия. Таким пределом считают σв ≤ 200 МПа.
Так как опасность такого снижения возрастает с увеличением прочности материала, то достигнутый уровень культуры проектирования и изготовления сосудов определяет некоторый предельный уровень прочности материала, выше которого теряется уверенность в надежной работе изделия. Таким пределом считают σв ≤ 200 МПа.
 Стремление уменьшить массу конструкции заставляет использовать материалы высокой удельной прочности. Наилучшие показатели в этом отношении имеют титановые сплавы. При σв = 120 МПа их удельная прочность такая же, как у стали с σв =210 МПа. Сплавы титана хорошо свариваются, обладают высокой коррозионной стойкостью, но требуют весьма тщательной защиты сварочной ванны от насыщения газами воздуха и проявляют склонность к замедленным разрушениям, что заметно усложняет технологию изготовления сосудов, так как сварку нередко приходится выполнять в камерах с защитной средой, а для устранения опасности замедленного разрушения производить термообработку для снятия остаточных напряжений.
Стремление уменьшить массу конструкции заставляет использовать материалы высокой удельной прочности. Наилучшие показатели в этом отношении имеют титановые сплавы. При σв = 120 МПа их удельная прочность такая же, как у стали с σв =210 МПа. Сплавы титана хорошо свариваются, обладают высокой коррозионной стойкостью, но требуют весьма тщательной защиты сварочной ванны от насыщения газами воздуха и проявляют склонность к замедленным разрушениям, что заметно усложняет технологию изготовления сосудов, так как сварку нередко приходится выполнять в камерах с защитной средой, а для устранения опасности замедленного разрушения производить термообработку для снятия остаточных напряжений.
 В сосудах криогенной техники используют материалы, способные надежно работать при низких температурах хромоникелевые аустенитные стали с содержанием никеля более 7% и алюминиевые сплавы.
В сосудах криогенной техники используют материалы, способные надежно работать при низких температурах хромоникелевые аустенитные стали с содержанием никеля более 7% и алюминиевые сплавы.
 Технологичности конструкций из этих сталей способствует их хорошая штампуемость, свариваемость и относительно малая чувствительность к дефектам сварных соединений. Однако масса сосудов из за низкой удельной прочности аустенитных сталей получается значительной. Холодной прокаткой со степенью обжатия порядка 50 70% прочность листовых заготовок можно повысить до σв = 120÷ 150 МПа, но в этом случае разупрочнение металла в зоне сварного соединения оказывается значительным и его компенсация требует использования специальных конструктивных или технологических мероприятий.
Технологичности конструкций из этих сталей способствует их хорошая штампуемость, свариваемость и относительно малая чувствительность к дефектам сварных соединений. Однако масса сосудов из за низкой удельной прочности аустенитных сталей получается значительной. Холодной прокаткой со степенью обжатия порядка 50 70% прочность листовых заготовок можно повысить до σв = 120÷ 150 МПа, но в этом случае разупрочнение металла в зоне сварного соединения оказывается значительным и его компенсация требует использования специальных конструктивных или технологических мероприятий.
 В космическом ракетостроении эти сплавы с целью снижения массы конструкций используют в холоднокатаном состоянии при σт = 28÷ 32 МПа и σв = 37÷ 42 МПа. Как в отожженном, так и наклепанном состоянии эти сплавы обладают хорошей свариваемостью, их механические свойства мало изменяются с понижением температуры, сохраняя пластичность и вязкость до температуры 253 °С.
В космическом ракетостроении эти сплавы с целью снижения массы конструкций используют в холоднокатаном состоянии при σт = 28÷ 32 МПа и σв = 37÷ 42 МПа. Как в отожженном, так и наклепанном состоянии эти сплавы обладают хорошей свариваемостью, их механические свойства мало изменяются с понижением температуры, сохраняя пластичность и вязкость до температуры 253 °С.
 Конструктивное оформление и схема расчета. Тонкостенным сосудам обычно придают форму цилиндра, сферы или тора. Выбор формы может определяться различными соображениями. Так, сферическая форма позволяет получить сосуд минимальной массы при заданной емкости, торовая компактно разместить сосуд, например вокруг камеры сгорания ЖРД, цилиндрическая обеспечивает наиболее технологичное конструктивное оформление сосуда и т. д. Соединения осуществляют продольными, кольцевыми и круговыми швами.
Конструктивное оформление и схема расчета. Тонкостенным сосудам обычно придают форму цилиндра, сферы или тора. Выбор формы может определяться различными соображениями. Так, сферическая форма позволяет получить сосуд минимальной массы при заданной емкости, торовая компактно разместить сосуд, например вокруг камеры сгорания ЖРД, цилиндрическая обеспечивает наиболее технологичное конструктивное оформление сосуда и т. д. Соединения осуществляют продольными, кольцевыми и круговыми швами.
 а сферический; б цилиндрический; в – торовый. Рисунок Характерные типы сосудов.
а сферический; б цилиндрический; в – торовый. Рисунок Характерные типы сосудов.
 Для тонкостенного сосуда величина внутреннего давления на стенку сосуда обычно не превышает 1 2% от величины напряжений, действующих в плоскости, параллельной касательной к поверхности. Поэтому поле напряжений считают двухосным, распределение по толщине стенки принимают равномерным и расчет на прочность под действием внутреннего давления осуществляют по безмоментной теории.
Для тонкостенного сосуда величина внутреннего давления на стенку сосуда обычно не превышает 1 2% от величины напряжений, действующих в плоскости, параллельной касательной к поверхности. Поэтому поле напряжений считают двухосным, распределение по толщине стенки принимают равномерным и расчет на прочность под действием внутреннего давления осуществляют по безмоментной теории.
 Изменения толщины стенки при переходе от одного сечения к другому или изменения кривизны в местах сопряжений приводят к появлению изгибающих моментов и местному повышению напряжений. Повышенная жесткость кромок днища вызывает повышение напряжения в осевом направлении на внутренней поверхности обечайки в месте ее сопряжения с днищем. В окружном направлении жесткое днище разгружает сопряжение. Снижению пика напряжений в продольном направлении способствует уменьшение жесткости днища и устранение резкого измене ниякривизны в месте сопряжения.
Изменения толщины стенки при переходе от одного сечения к другому или изменения кривизны в местах сопряжений приводят к появлению изгибающих моментов и местному повышению напряжений. Повышенная жесткость кромок днища вызывает повышение напряжения в осевом направлении на внутренней поверхности обечайки в месте ее сопряжения с днищем. В окружном направлении жесткое днище разгружает сопряжение. Снижению пика напряжений в продольном направлении способствует уменьшение жесткости днища и устранение резкого измене ниякривизны в месте сопряжения.
 Предельная прочность предполагает идеальную форму сосуда, однородность материала его стенок и однократность нагружения. Реальный сосуд, помимо нарушений формы в местах сопряжении деталей и расположения элементов жесткости, может иметь поверхностные повреждения, сварные соединения с их неоднородностью механических свойств, технологические дефекты и нагружаться неоднократно. Поэтому действительная (конструктивная) прочность сосуда может быть ниже предельной, и степень снижения определяется многими факторами. При расчете это учитывают назначением величины допускаемого напряжения или коэффициента запаса.
Предельная прочность предполагает идеальную форму сосуда, однородность материала его стенок и однократность нагружения. Реальный сосуд, помимо нарушений формы в местах сопряжении деталей и расположения элементов жесткости, может иметь поверхностные повреждения, сварные соединения с их неоднородностью механических свойств, технологические дефекты и нагружаться неоднократно. Поэтому действительная (конструктивная) прочность сосуда может быть ниже предельной, и степень снижения определяется многими факторами. При расчете это учитывают назначением величины допускаемого напряжения или коэффициента запаса.
 В зависимости от свариваемости металла и его чувствительности к концентрации напряжений представления о технологичности одного и того же конструктивного оформления могут оказаться различными. Поэтому конструктивное оформление узлов и соединений Сосуда целесообразно рассматривать раздельно для разных типов используемых материалов.
В зависимости от свариваемости металла и его чувствительности к концентрации напряжений представления о технологичности одного и того же конструктивного оформления могут оказаться различными. Поэтому конструктивное оформление узлов и соединений Сосуда целесообразно рассматривать раздельно для разных типов используемых материалов.
 Характерная для низкоуглеродистых сталей хорошая свариваемость и малая чувствительность к концентрации напряжений позволяет использовать любые типы сварных соединений. Поэтому при использовании таких материалов конструкция узлов и соединений определяется главным образом соображениями снижения трудоемкости изготовления изделия. Примером этому служат тормозные воздушные баллоны грузовых автомобилей, изготовляемые в условиях крупносерийного или массового производства, когда технологичность изделия особенно важна.
Характерная для низкоуглеродистых сталей хорошая свариваемость и малая чувствительность к концентрации напряжений позволяет использовать любые типы сварных соединений. Поэтому при использовании таких материалов конструкция узлов и соединений определяется главным образом соображениями снижения трудоемкости изготовления изделия. Примером этому служат тормозные воздушные баллоны грузовых автомобилей, изготовляемые в условиях крупносерийного или массового производства, когда технологичность изделия особенно важна.
 Воздушный тормозной баллон грузового автомобиля
Воздушный тормозной баллон грузового автомобиля
 Сборка продольного стыка обечайки на медной подкладке и однопроходная сварка под флюсом или в CO 2 является достаточно простой операцией. Сборку и сварку кольцевых швов обечайки и днищ в случае их выполнения встык механизи ровать труднее. Поэтому в рассматриваемой конструкции баллона это соединение выполнено внахлестку. Это позволяет сравнительно просто механизировать сборочную операцию путем одновременной запрессовки днищ в обечайку с двух сторон. Эта операция облегчается конической формой отбортованных частей днищ, обеспечивающих самоцентровку их относительно обечайки при сборке. Наружные угловые швы полученных нахлесточных соединений можно выполнять одновременно двумя неподвижными сварочными головками при вращении изделия
Сборка продольного стыка обечайки на медной подкладке и однопроходная сварка под флюсом или в CO 2 является достаточно простой операцией. Сборку и сварку кольцевых швов обечайки и днищ в случае их выполнения встык механизи ровать труднее. Поэтому в рассматриваемой конструкции баллона это соединение выполнено внахлестку. Это позволяет сравнительно просто механизировать сборочную операцию путем одновременной запрессовки днищ в обечайку с двух сторон. Эта операция облегчается конической формой отбортованных частей днищ, обеспечивающих самоцентровку их относительно обечайки при сборке. Наружные угловые швы полученных нахлесточных соединений можно выполнять одновременно двумя неподвижными сварочными головками при вращении изделия
 Лекция 10 • Котлы и толстостенные сосуды.
Лекция 10 • Котлы и толстостенные сосуды.
 Назначение и условия работы. Выбор материала. Основные положения расчета. Сварные конструкции котельных установок включают в себя сосуды различных типов (барабаны, корпуса подогревателей, деаэраторов, арматуры и других узлов) и трубные системы (поверхности нагрева, камеры, трубопроводы и их фасонные части), эксплуатирующиеся под давлением и при высоких температурах. Рабочие параметры этих установок зависят от их типа и назначения. Правила котлонадзора, определяющие устройство и безопасную эксплуатацию котлов, распространяются на паровые котлы, пароперегреватели и экономайзеры с рабочим давлением более 0, 07 МПа и на водогрейные котлы с температурой воды свыше 115° С. Стационарные паровые котлы большой мощности работают при температуре 545 570° С и давлении 14 24 МПа.
Назначение и условия работы. Выбор материала. Основные положения расчета. Сварные конструкции котельных установок включают в себя сосуды различных типов (барабаны, корпуса подогревателей, деаэраторов, арматуры и других узлов) и трубные системы (поверхности нагрева, камеры, трубопроводы и их фасонные части), эксплуатирующиеся под давлением и при высоких температурах. Рабочие параметры этих установок зависят от их типа и назначения. Правила котлонадзора, определяющие устройство и безопасную эксплуатацию котлов, распространяются на паровые котлы, пароперегреватели и экономайзеры с рабочим давлением более 0, 07 МПа и на водогрейные котлы с температурой воды свыше 115° С. Стационарные паровые котлы большой мощности работают при температуре 545 570° С и давлении 14 24 МПа.
 Крупногабаритные сосуды котельных и других установок при толщине стенки от 8 10 мм до 90 120 мм изготовляют, обычно из вальцованных или штампованных из листа обечаек, свариваемых между собой продольными и поперечными (кольцевыми) швами. Для котельных сосудов типа барабанов характерно большое количество штуцеров, необходимых по условию организации процессов циркуляции воды и сепарации пара. Особо ответственные сосуды, как, например, корпуса атомных реакторов с толщиной стенки до 200 мм, изготовляют из цельнокованых обечаек, свариваемых между собой кольцевыми швами.
Крупногабаритные сосуды котельных и других установок при толщине стенки от 8 10 мм до 90 120 мм изготовляют, обычно из вальцованных или штампованных из листа обечаек, свариваемых между собой продольными и поперечными (кольцевыми) швами. Для котельных сосудов типа барабанов характерно большое количество штуцеров, необходимых по условию организации процессов циркуляции воды и сепарации пара. Особо ответственные сосуды, как, например, корпуса атомных реакторов с толщиной стенки до 200 мм, изготовляют из цельнокованых обечаек, свариваемых между собой кольцевыми швами.
 Для работы при очень высоких давлениях в химическом машиностроении применяют многослойные сосуды с толщиной стенки до 400 мм. Корпуса арматуры изготовляют литыми или коваными целиком или в сварном исполнении. Поверхности нагрева изготовляют из труб малого диаметра до 100 мм с толщиной стенки до 10 мм; для трубопроводов и камер используют трубы диаметром до 400 мм при толщине стенки до 70 мм. Для блоков мощностью 500 м. Вт и более требуются трубы диаметром до 1 м при толщине стенки до 100 мм.
Для работы при очень высоких давлениях в химическом машиностроении применяют многослойные сосуды с толщиной стенки до 400 мм. Корпуса арматуры изготовляют литыми или коваными целиком или в сварном исполнении. Поверхности нагрева изготовляют из труб малого диаметра до 100 мм с толщиной стенки до 10 мм; для трубопроводов и камер используют трубы диаметром до 400 мм при толщине стенки до 70 мм. Для блоков мощностью 500 м. Вт и более требуются трубы диаметром до 1 м при толщине стенки до 100 мм.
 Котельные агрегаты проектируют в соответствии с требованиями правил котлонадзора, норм расчета на прочность и соответствующих ГОСТов. При их изготовлении и приемке учитывают также требования основных положений и правил контроля, разрабатываемые ведомственными институтами, и технологические инструкции заводов.
Котельные агрегаты проектируют в соответствии с требованиями правил котлонадзора, норм расчета на прочность и соответствующих ГОСТов. При их изготовлении и приемке учитывают также требования основных положений и правил контроля, разрабатываемые ведомственными институтами, и технологические инструкции заводов.
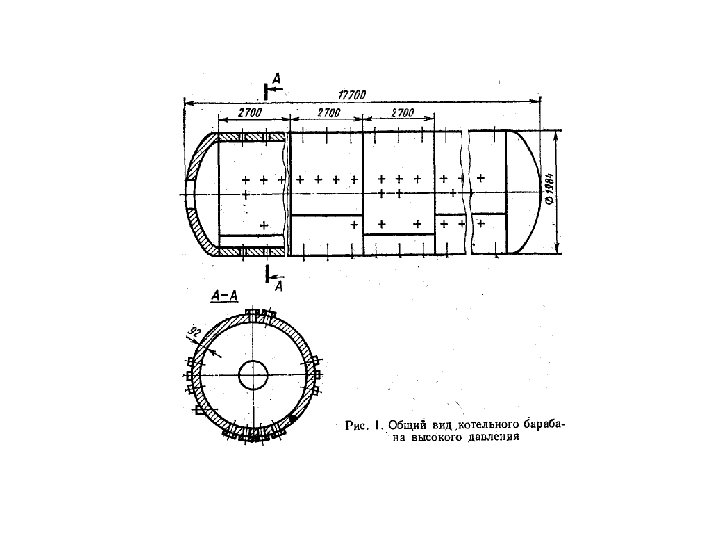
 Для котлов высокого давления наибольшее применение нашли, низкоуглеродистые и низколегированные конструкционные стали умеренной прочности, обладающие высокими пластичностью и вязкостью, хорошо или удовлетворительно сваривающиеся. Для трубных систем высокотемпературной части котлов, эксплуатирующихся в условиях ползучести при температурах выше 450 500°С, применяют ограниченно сваривающиеся теплоустойчивые хромомолибденованадиевые и высокохромистые стали. Используемые при температурах выше 550°С в усло виях ползучести как жаропрочные и при более низких температурах как нержавеющие аустенитные стали относятся к группе хорошо сваривающихся сталей.
Для котлов высокого давления наибольшее применение нашли, низкоуглеродистые и низколегированные конструкционные стали умеренной прочности, обладающие высокими пластичностью и вязкостью, хорошо или удовлетворительно сваривающиеся. Для трубных систем высокотемпературной части котлов, эксплуатирующихся в условиях ползучести при температурах выше 450 500°С, применяют ограниченно сваривающиеся теплоустойчивые хромомолибденованадиевые и высокохромистые стали. Используемые при температурах выше 550°С в усло виях ползучести как жаропрочные и при более низких температурах как нержавеющие аустенитные стали относятся к группе хорошо сваривающихся сталей.
 Требования к свойствам материалов определяют условиями их работы. При выборе материала и технологии изготовления крупногабаритных сосудов с толщиной стенки свыше 20 30 мм для работы при высоких температурах необходимо учитывать не только их надежность в эксплуатационных условиях, но и отсутствие хрупких разрушений во время изготовления и гидравлических или других испытаний. Материал сосуда должен обладать требуемыми свойствами при высоких температурах и иметь необходимый запас вязкости в температурных условиях изготовления и испытания изделия.
Требования к свойствам материалов определяют условиями их работы. При выборе материала и технологии изготовления крупногабаритных сосудов с толщиной стенки свыше 20 30 мм для работы при высоких температурах необходимо учитывать не только их надежность в эксплуатационных условиях, но и отсутствие хрупких разрушений во время изготовления и гидравлических или других испытаний. Материал сосуда должен обладать требуемыми свойствами при высоких температурах и иметь необходимый запас вязкости в температурных условиях изготовления и испытания изделия.
 Для сварки узлов котельного оборудования применяют сварочные материалы, близкие по легированию к основному металлу. При использовании других методов сварки свойства швов должны удовлетворять требованиям, предъявляемым к материалам для ручной дуговой сварки.
Для сварки узлов котельного оборудования применяют сварочные материалы, близкие по легированию к основному металлу. При использовании других методов сварки свойства швов должны удовлетворять требованиям, предъявляемым к материалам для ручной дуговой сварки.
 В связи с особой ответственностью работы котельных конструкций, Правилами котлонадзора и существующими нормами ограничивается толщина стенок сосудов и трубопроводов, которые можно изготовлять без термообработки после сварки. Для узлов из низкоуглеродистой стали предельной принята толщина стенки 36 мм. При использовании низколегированных сталей ее значение должно быть снижено до 10 30 мм в зависимости от легирования основного металла. Сварные узлы из высокохромистых жаропрочных сталей должны подвергаться термообработке вне зависимости от толщины элементов.
В связи с особой ответственностью работы котельных конструкций, Правилами котлонадзора и существующими нормами ограничивается толщина стенок сосудов и трубопроводов, которые можно изготовлять без термообработки после сварки. Для узлов из низкоуглеродистой стали предельной принята толщина стенки 36 мм. При использовании низколегированных сталей ее значение должно быть снижено до 10 30 мм в зависимости от легирования основного металла. Сварные узлы из высокохромистых жаропрочных сталей должны подвергаться термообработке вне зависимости от толщины элементов.
 Требования к термообработке сварных узлов из аустенитных сталей зависят от температуры их эксплуатации. Если она не превышает 500°С, то в большинстве случаев обработка не требуется. Может быть нужна лишь при необходимости обеспечения коррозионной стойкости сварных соединений в особых средах. Если изделие работает при температуре выше 500°С, то при толщине стенки свыше 10 15 мм для трубных систем и при меньшей толщине для сложных конструкций корпусного типа оно, как правило, должно после сварки подвергаться аустенизации.
Требования к термообработке сварных узлов из аустенитных сталей зависят от температуры их эксплуатации. Если она не превышает 500°С, то в большинстве случаев обработка не требуется. Может быть нужна лишь при необходимости обеспечения коррозионной стойкости сварных соединений в особых средах. Если изделие работает при температуре выше 500°С, то при толщине стенки свыше 10 15 мм для трубных систем и при меньшей толщине для сложных конструкций корпусного типа оно, как правило, должно после сварки подвергаться аустенизации.
 В основу принятых в котельных нормах методов расчета элементов, находящихся под давлением, положен принцип оценки прочности по несущей способности, т. е. по предельной нагрузке, определяемой наступлением текучести. Такая оценка обеспечивает наилучшее использование механических свойств материала с сохранением надежности изделия при условии строгого выполнения требований Госгортехнадзора к материалам и изготовлению.
В основу принятых в котельных нормах методов расчета элементов, находящихся под давлением, положен принцип оценки прочности по несущей способности, т. е. по предельной нагрузке, определяемой наступлением текучести. Такая оценка обеспечивает наилучшее использование механических свойств материала с сохранением надежности изделия при условии строгого выполнения требований Госгортехнадзора к материалам и изготовлению.
 Используемые в нормах формулы приведены к наиболее удобному для практического применения виду: для определения толщины стенки и для определения допустимого давления. В качестве основной нагрузки, по которой определяют толщину стенки котельных элементов, принято давление рабочей среды. В необходимых случаях, оговоренных в нормах, наличии высоких напряжений изгиба в барабанах и камерах, производят поверочный расчет изгибных напряжений. Поверочный расчет напряжений от внешних нагрузок (осевой силы, изгибающих и крутящих моментов) и от самокомпенсации теплового расширения необходим для трубопроводов.
Используемые в нормах формулы приведены к наиболее удобному для практического применения виду: для определения толщины стенки и для определения допустимого давления. В качестве основной нагрузки, по которой определяют толщину стенки котельных элементов, принято давление рабочей среды. В необходимых случаях, оговоренных в нормах, наличии высоких напряжений изгиба в барабанах и камерах, производят поверочный расчет изгибных напряжений. Поверочный расчет напряжений от внешних нагрузок (осевой силы, изгибающих и крутящих моментов) и от самокомпенсации теплового расширения необходим для трубопроводов.
 контроль качества неразрушающими методами производят согласно особому разрешению Госгортехнадзора не по всей длине, принимают в зависимости от способа сварки:
контроль качества неразрушающими методами производят согласно особому разрешению Госгортехнадзора не по всей длине, принимают в зависимости от способа сварки:
 при автоматической двусторонней сварке под флюсом, электрошлаковой сварке, контактной сварке, односторонней ручной и автоматической сварке под флюсом на подкладной планке или с подваркой основания шва, сварке в атмосфере углекислого газа и аргонно дуговой сварке, а также при контрольных расчетах барабанов, сваренных водяным газом, φ = 0, 85; при всех других, не указанных выше видах ручной дуговой и газовой сварки φ = 0, 7.
при автоматической двусторонней сварке под флюсом, электрошлаковой сварке, контактной сварке, односторонней ручной и автоматической сварке под флюсом на подкладной планке или с подваркой основания шва, сварке в атмосфере углекислого газа и аргонно дуговой сварке, а также при контрольных расчетах барабанов, сваренных водяным газом, φ = 0, 85; при всех других, не указанных выше видах ручной дуговой и газовой сварки φ = 0, 7.
 φ коэффициент прочности продольного стыкового сварного соединения или продольного сечения, ослабленного отверстиями. для углеродистой, низколегированной марганцовистой, хромомолибденовой и аустенитных сталей φ = 1, 0; для хромомолибденованадиевой и высокохромистой стали φ = 0, 8.
φ коэффициент прочности продольного стыкового сварного соединения или продольного сечения, ослабленного отверстиями. для углеродистой, низколегированной марганцовистой, хромомолибденовой и аустенитных сталей φ = 1, 0; для хромомолибденованадиевой и высокохромистой стали φ = 0, 8.
 Опыт эксплуатации сосудов, изготовленных из низколегированных конструкционных сталей, и прежде всего барабанов высокого давления, показал их повышенную повреждаемость в участках конструктивной концентрации напряжений преимущественно в районе отверстий. Выявленные трещины были коррозионно усталостного характера
Опыт эксплуатации сосудов, изготовленных из низколегированных конструкционных сталей, и прежде всего барабанов высокого давления, показал их повышенную повреждаемость в участках конструктивной концентрации напряжений преимущественно в районе отверстий. Выявленные трещины были коррозионно усталостного характера
 Они вызываются рядом причин и в первую очередь проявлением эффекта малоцикловой усталости, вызванной циклическим деформированием наиболее напряженных зон сосуда в упруго пластической области. Циклическое нагружение сосуда определяется режимами его пусков и остановов, колебаниями давления и температуры при эксплуатации и переходными режимами.
Они вызываются рядом причин и в первую очередь проявлением эффекта малоцикловой усталости, вызванной циклическим деформированием наиболее напряженных зон сосуда в упруго пластической области. Циклическое нагружение сосуда определяется режимами его пусков и остановов, колебаниями давления и температуры при эксплуатации и переходными режимами.
 Лекция 11 Конструктивное оформление и технологичность котлов и толстостенных сосудов
Лекция 11 Конструктивное оформление и технологичность котлов и толстостенных сосудов
 Лекция 18 Средства механизации сборочносварочного производства
Лекция 18 Средства механизации сборочносварочного производства
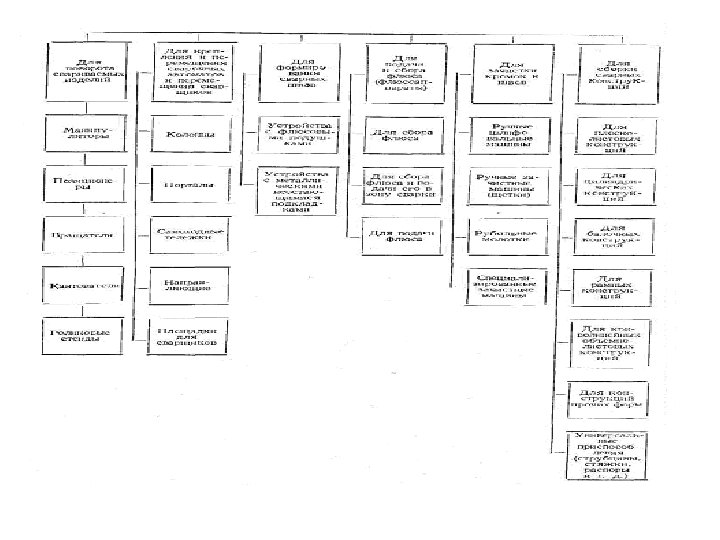
 Оборудование для поворота свариваемых изделий Рассматриваемое оборудование разделяется на следующие разновидности: манипуляторы, позиционеры, вращатели, кантователи, роликовые стенды.
Оборудование для поворота свариваемых изделий Рассматриваемое оборудование разделяется на следующие разновидности: манипуляторы, позиционеры, вращатели, кантователи, роликовые стенды.
 Манипуляторами называют механизмы, обеспечивающие поворот и установку свариваемых изделий в наиболее удобное для сварки положение и вращение изделий с регулируемой скоростью при различных изменяемых углах наклона оси вращения изделий. Применяются манипуляторы следующих основных разновидностей: настольные для изделий небольшого веса — до 1 к. Н, консольные для изделий весом до 10 к. Н, карусельные и домкратные для более тяжелых сварных конструкций.
Манипуляторами называют механизмы, обеспечивающие поворот и установку свариваемых изделий в наиболее удобное для сварки положение и вращение изделий с регулируемой скоростью при различных изменяемых углах наклона оси вращения изделий. Применяются манипуляторы следующих основных разновидностей: настольные для изделий небольшого веса — до 1 к. Н, консольные для изделий весом до 10 к. Н, карусельные и домкратные для более тяжелых сварных конструкций.
 Позиционеры отличаются от манипуляторов тем, что не имеют изменяемой скорости вращения планшайбы, т. е. не пригодны для автоматической сварки кольцевых швов. Типовые универсальные позиционеры имеют те же конструктивные схемы, что и манипуляторы
Позиционеры отличаются от манипуляторов тем, что не имеют изменяемой скорости вращения планшайбы, т. е. не пригодны для автоматической сварки кольцевых швов. Типовые универсальные позиционеры имеют те же конструктивные схемы, что и манипуляторы
 называются механизмы для поворота (кантовки) свариваемых изделий с установочной маршевой скоростью вокруг одной") Кантователями(вращателями) называются механизмы для поворота (кантовки) свариваемых изделий с установочной маршевой скоростью вокруг одной оси или нескольких параллельных осей, лежащих в одной плоскости. В зависимости от конструктивного исполнения кантователи можно разделить на следующие группы: двухстоечные, одностоечные, цепные, кольцевые, с домкратами.
Кантователями(вращателями) называются механизмы для поворота (кантовки) свариваемых изделий с установочной маршевой скоростью вокруг одной оси или нескольких параллельных осей, лежащих в одной плоскости. В зависимости от конструктивного исполнения кантователи можно разделить на следующие группы: двухстоечные, одностоечные, цепные, кольцевые, с домкратами.
 Оборудование для крепления и перемещения сварочных автоматов и перемещения сварщиков
Оборудование для крепления и перемещения сварочных автоматов и перемещения сварщиков
 Оборудование этой группы включает следующие основные разновидности: колонны, порталы, самоходные тележки, направляющие для сварочных автоматов и площадки для перемещения сварщиков.
Оборудование этой группы включает следующие основные разновидности: колонны, порталы, самоходные тележки, направляющие для сварочных автоматов и площадки для перемещения сварщиков.
 Колонны для сварочных автоматов применяются для закрепления на них автоматов или полуавтоматов и составляют часть установки для сварки кольцевых или прямолинейных швов. Колонны различаются по типу приводов для подъема, опускания и горизонтального перемещения консоли. Кроме того, колонны могут быть стационарными или передвижными.
Колонны для сварочных автоматов применяются для закрепления на них автоматов или полуавтоматов и составляют часть установки для сварки кольцевых или прямолинейных швов. Колонны различаются по типу приводов для подъема, опускания и горизонтального перемещения консоли. Кроме того, колонны могут быть стационарными или передвижными.
 Порталы для сварочных автоматов разделяются по виду свариваемых швов, номенклатуре и виду свариваемых изделий, а также по типу привода. Порталы используются при сварке прямолинейных, кольцевых и криволинейных швов. В зависимости от номенклатуры и вида свариваемых изделий порталы разделяются на универсальные, предназначенные для широкой номенклатуры свариваемых изделий, и специальные — для сварки какого либо одного изделия. По типу привода порталы разделяются на механизированные с маршевой скоростью, механизированные с рабочей скоростью и ручным перемещением.
Порталы для сварочных автоматов разделяются по виду свариваемых швов, номенклатуре и виду свариваемых изделий, а также по типу привода. Порталы используются при сварке прямолинейных, кольцевых и криволинейных швов. В зависимости от номенклатуры и вида свариваемых изделий порталы разделяются на универсальные, предназначенные для широкой номенклатуры свариваемых изделий, и специальные — для сварки какого либо одного изделия. По типу привода порталы разделяются на механизированные с маршевой скоростью, механизированные с рабочей скоростью и ручным перемещением.
 Площадки для перемещения сварщиков разделяются на стационарные и передвижные; по характеру возможных, перемещений площадки делятся на подъемные, выдвижные, поворотные и комбинированные; по типу приводов — на механизированные, с ручным приводом и с комбинированным приводом.
Площадки для перемещения сварщиков разделяются на стационарные и передвижные; по характеру возможных, перемещений площадки делятся на подъемные, выдвижные, поворотные и комбинированные; по типу приводов — на механизированные, с ручным приводом и с комбинированным приводом.
 Сборочно-сварочные линии. Сборочно сварочные линии можно разделить на три основные вида: поточные линии; механизированные поточные линии; автоматические линии.
Сборочно-сварочные линии. Сборочно сварочные линии можно разделить на три основные вида: поточные линии; механизированные поточные линии; автоматические линии.
 Поточной линией обычно называют комплект основного, вспомогательного и подъемно транспортного оборудования, на котором операции сборочно сварочного процесса выполняются с участием человека и закреплены за рабочими местами; при этом оборудование или рабочие места расположены, как правило, в порядке выполнения операций.
Поточной линией обычно называют комплект основного, вспомогательного и подъемно транспортного оборудования, на котором операции сборочно сварочного процесса выполняются с участием человека и закреплены за рабочими местами; при этом оборудование или рабочие места расположены, как правило, в порядке выполнения операций.
 Механизированной поточной линией считают комплект оборудования, которое обеспечивает выполнение большей части операций сборочно сварочного процесса механизмами и машинами при механизации также процессов перемещения свариваемых узлов от одного рабочего места к другому; в отдельных случаях допускается немеханизированное перемещение узлов, когда механизация по технико экономическим соображениям нецелесообразна.
Механизированной поточной линией считают комплект оборудования, которое обеспечивает выполнение большей части операций сборочно сварочного процесса механизмами и машинами при механизации также процессов перемещения свариваемых узлов от одного рабочего места к другому; в отдельных случаях допускается немеханизированное перемещение узлов, когда механизация по технико экономическим соображениям нецелесообразна.
 Автоматической линией называется комплект основного, вспомогательного и подъемно транспортного технологического оборудования; машин и механизмов, осуществляющих без участия человека в определенной технологической последовательности и с определенным ритмом все операции, необходимые для изготовления изделия и перемещения его в процессе изготовления по позициям линии
Автоматической линией называется комплект основного, вспомогательного и подъемно транспортного технологического оборудования; машин и механизмов, осуществляющих без участия человека в определенной технологической последовательности и с определенным ритмом все операции, необходимые для изготовления изделия и перемещения его в процессе изготовления по позициям линии
