Крупноблочный монтаж одноэтажных промзданий.ppt
- Количество слайдов: 26



КОНВЕЙЕРНАЯ СБОРКА И КРУПНОБЛОЧНЫЙ МОНТАЖ ОДНОЭТАЖНЫХ ПРОМЫШЛЕННЫХ ЗДАНИЙ

Общие положения • Трудоёмкость изготовления и монтажа покрытий одноэтажных промышленных зданий составляет 50 – 75% общей трудоёмкости его возведения, поэтому от времени монтажа покрытия зависит и срок окончания строительства. • Существующая тенденция размещать в межферменном пространстве инженерные коммуникации, оборудование и устройства приводит к дополнительному увеличению трудоёмкости возведения покрытия.

• Конструктивные решения покрытия здания отличаются большим количеством узлов примыкания элементов. Их соединение и закрепление значительно увеличивает трудоёмкость работ. • Поэлементный монтаж покрытий относится к категории верхолазных и наиболее опасных работ. Эти работы выполняются обычно очень медленно.

• Применение крупноблочных покрытий вообще исключает поэлементный монтаж, так как покрытия полностью собираются на земле и могут подниматься на проектные отметки в виде законченных блоков. • Блочный монтаж стал реальностью с началом применения стального оцинкованного профилированного настила и эффективного утеплителя. Это позволило собирать блоки покрытия более высокой строительной готовности и массой, соответствующей грузоподъемности отдельных строительных кранов.

• Конструктивное решение блоков в металле позволяет отказаться от тяжёлых железобетонных ферм и плит покрытия. • Для сравнения : блок размером 12 х 24 м в металле весит до 40 т, а масса сборных железобетонных конструкций на ту же ячейку составляет 80 – 120 т, то есть в 2 – 3 раза больше.

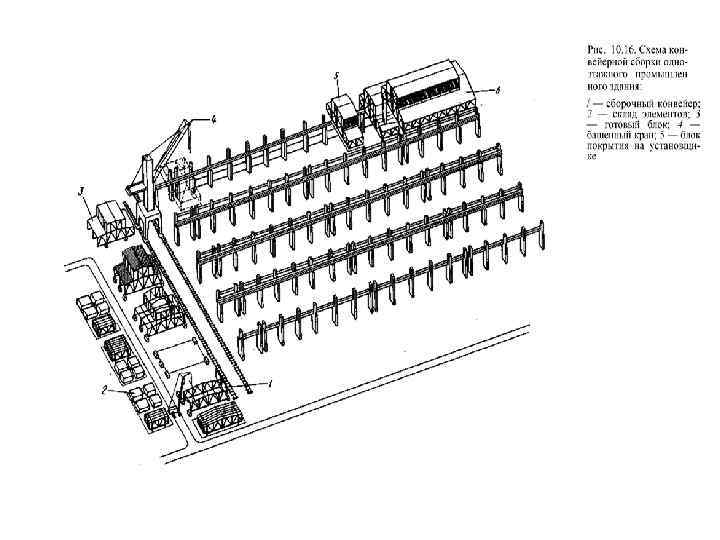
• Конвейерная сборка объёмных элементов покрытия вблизи строящегося здания (благодаря разделению всех работ на отдельные операции) позволяет осуществлять их выполнение: в основном на земле, а не на высоте; с высокой степенью механизации; с узкой специализацией рабочих; с резко возросшей производительностью труда.

Достоинства конвейерной сборки и блочного монтажа • Использование блоков покрытия полной строительной готовности, собранных на земле. • Применение лёгких металлических конструкций для несущей части блока и покрытия. • Использование лёгкого плитного или рулонного утеплителя, а также отсутствие потребности в цементной стяжке и гравийной посыпке.

• Создание в результате сборки легко транспортируемых и монтируемых блоков покрытия. • Перенос максимального объёма работ на конвейер, где у рабочего есть своё постоянное рабочее место, под рукой необходимая оснастка, материалы и конструкции. • Резкое сокращение объёма работ на высоте, что приводит к повышению производительности труда, качества работ и улучшает безопасность труда рабочих.

Предпосылки для применения метода • Достаточно большие размеры здания (минимальная площадь 20 тыс. кв. м). • Единообразие блоков покрытия по своему конструктивному решению. • Пролёты в здании большой длины, параллельные другу. • Наличие мостовых кранов во всех пролётах здания, а значит и подкрановых путей.

• Одинаковая высота пролётов. • Сжатые сроки строительства, достаточная интенсивность финансирования. • Возможность поточного ведения всех строительных работ. • Применение оборудования, оснастки и приспособлений, которые могут быть многократно использованы на других подобных объектах.

• Главная предпосылка – монтаж опережающими потоками колонн, подкрановых балок и рельсовых путей по ним гусеничными кранами.

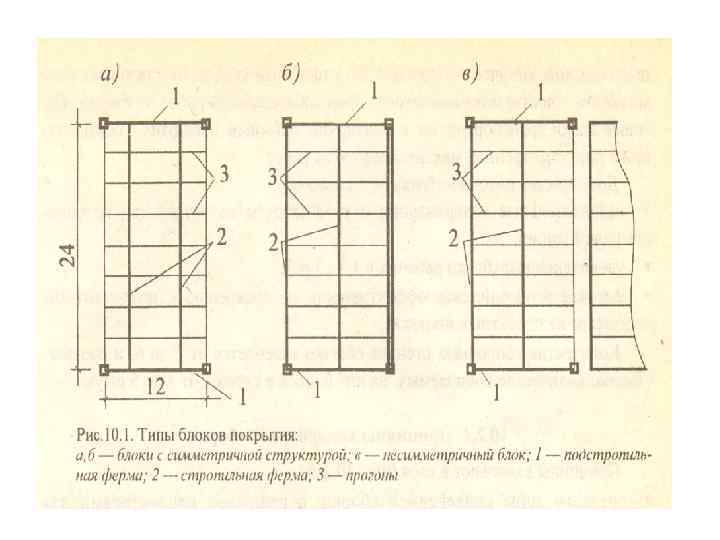
Основные конструкции блоков покрытия • Симметричные блоки – в них 2 подстропильные и 2 стропильные фермы со смещением от оси колонн на 3 м. • Квазисимметричные блоки – в них 2 подстропильные и 3 стропильные фермы, из них две крайние – облегчённые, расположенные по осям колонн. • Несимметричные блоки – в них отсутствует одна из ферм (подстропильная или стропильная).

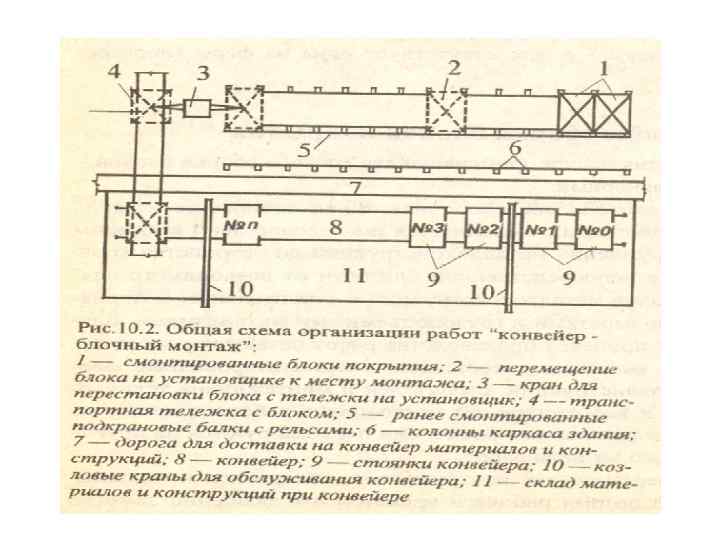
Блок от стоянки к стоянке перемещается специальным тележечным конвейером с помощью электролебедки и полиспаста. Стоянка – рабочее место для выполнения определенного строительного процесса; оснащена для максимальной механизации работ кондукторами (обеспечение устойчивости и геометрической неизменяемости блока), подмостями, средствами малой механизации, оборудованием и инструментом.

В зависимости от конструктивного решения блока, насыщенности его технологическим оборудованием, распределения выполняемых процессов по стоянкам, количество стоянок может быть от 7 до 16. Основные принципы разбивки всего цикла работ на конвейере на отдельные участки или стоянки: ─ максимальное количество рабочих на одной стоянке до 10 человек; ─ однотипность выполняемых работ; ─ возможность выполнить весь объем работ на стоянке за время ритма перемещения конвейера – 2, 3 или 4 ч.

Пример распределения процессов конвейера с 16 стоянками • № 1. Сборка подстропильных и стропильных ферм на тележке конвейера. • № 2. Монтаж прогонов, вертикальных и горизонтальных связей. • № 3. Монтаж ферм аэрационных фонарей. • № 4. Монтаж остальных конструкций аэрационного фонаря, установка лесов и подмостей для отделочных работ, очистка металлоконструкций перед окраской.

• № 5. Грунтовка поверхностей, первая покраска эмалью. • № 6. Вторая и третья покраска эмалью, разборка подмостей. • № 7. Укладка профнастила на окрылках блока. • № 8. Укладка профнастила на фонаре. • № 9. Устройство карнизных свесов и примыканий к фонарям. • № 10. Резервная – технический осмотр собранного блока, устранение недоделок, сдача блока под устройство кровли.

• № 11. Устройство паро- и теплоизоляции. • № 12. Устройство основного гидроизоляционного ковра и сверху защитного слоя. • № 13. Примыкание кровли к фонарю, устройство защитного слоя. • № 14. Остекление металлических оконных переплётов, монтаж сантехнических и вентиляционных трубопроводов. • № 15. Монтаж воздуховодов, установка элементов вентиляционных систем, окраска трубопроводов.

• № 16. Завершение всех спецработ, монтаж электрооборудования. Устранение обнаруженных дефектов и недоделок по всем видам работ. • Применение конвейера считается экономически оправдано, если с него сходит в сутки не менее 500 -800 м 2 готового покрытия.

Поточно-стендовый способ сборки блоков • При поточно-стендовом способе сборочная линия собирается из ряда стационарных стендов, на которых выполняется последовательно весь комплекс работ от начала укрупнения металлоконструкций до устройства кровли. • Стенды оборудуются подмостями и грузоподъемными механизмами. • Блоки покрытия на стендах в процессе производства работ остаются неподвижными.

Поточно-стендовый способ сборки блоков • Работы на стендах выполняют специализированные звенья монтажников металлоконструкций, строителей и монтажников технологического оборудования. • У работников нет постоянного рабочего места, закончив работу на одном стационарном блоке, они перебазируются на другой стенд для производства того же вида работ. • Но эти переходы и перемещение инструментов, материалов и механизмов влекут значительные потери рабочего времени, что особенно заметно при большом количестве стендов.

Увеличение трудоемкости на стендах по сравнению с конвейерным методом на разных объектах составляет 1, 3 – 1, 8 раза

Достоинства поточно-стендового способа сборки блоков • Стендовый способ обеспечивает ритмичность – достигается одинаковая продолжительность работ на блоках. • Незначительные материальные и трудозатраты на устройство поточно-стендовой линии. • Увеличение выработки рабочих в 1, 3 – 7 раз. • Высокая экономическая эффективность по сравнению с поэлементным монтажом на проектных отметках.

Количество сборочных стендов обычно колеблется от 2 до 6, и соответственно количество собираемых на них блоков в сутки – от 1 до 5 штук.
Крупноблочный монтаж одноэтажных промзданий.ppt