

Лекция 25.ppt
- Количество слайдов: 125
 Классификация и физико-химические процессы формирования микро- и наноструктур твердотельных компонентов ИМЭ по функциональному назначению: • Дискретные п/приборы – диоды, транзисторы, резисторы, конденсаторы; • Интегральные схемы различной степени интеграции.
Классификация и физико-химические процессы формирования микро- и наноструктур твердотельных компонентов ИМЭ по функциональному назначению: • Дискретные п/приборы – диоды, транзисторы, резисторы, конденсаторы; • Интегральные схемы различной степени интеграции.
 Степень интеграции определяется величиной, равной десятичному логарифму от числа элементов на кристалле. Иногда понимают количество элементов на кристалле • МИС и СИС – малая степень интеграции – I и II степень. • III и IV – БИС; • V степень и выше – СБИС • Логические (цифровые) и линейные (аналоговые) • РТЛ – резисторно транзисторная логика • ДТЛ – диодно транзисторная логика • ТТЛ – транзисторно транзисторная логика • ТТЛШ – схемы с диодами Шотке • КМОП ИС – металл окисел п/п
Степень интеграции определяется величиной, равной десятичному логарифму от числа элементов на кристалле. Иногда понимают количество элементов на кристалле • МИС и СИС – малая степень интеграции – I и II степень. • III и IV – БИС; • V степень и выше – СБИС • Логические (цифровые) и линейные (аналоговые) • РТЛ – резисторно транзисторная логика • ДТЛ – диодно транзисторная логика • ТТЛ – транзисторно транзисторная логика • ТТЛШ – схемы с диодами Шотке • КМОП ИС – металл окисел п/п
;") Главные свойства п/п материалов: – Наличие в п/п двух механизмов электропроводности (электронная и дырочная); – Наличие двух видов электропроводности – примесная и собственная; – Наличие двух знаков носителей заряда – электроны и дырки Эти особенности дают возможность создавать электронно дырочные переходы и комбинируя их количество, расположение, геометрические размеры, схемы включения создавать ИС того или иного функционального назначения. Самое широкое распространение получили элементарные Si, Ge, C.
Главные свойства п/п материалов: – Наличие в п/п двух механизмов электропроводности (электронная и дырочная); – Наличие двух видов электропроводности – примесная и собственная; – Наличие двух знаков носителей заряда – электроны и дырки Эти особенности дают возможность создавать электронно дырочные переходы и комбинируя их количество, расположение, геометрические размеры, схемы включения создавать ИС того или иного функционального назначения. Самое широкое распространение получили элементарные Si, Ge, C.
 • Образовывать диэлектрическую пленку стабильную • Возможность управления подвижностью тока • Достаточно") Кремний (Si) • Образовывать диэлектрическую пленку стабильную • Возможность управления подвижностью тока • Достаточно большую ΔЕ=1, 12 ЭВ • Широкое распространение в природе • Невысокая трудоемкость и стоимость моно. Si • Высокой надежностью ИС на Si • Хорошим согласованием ТКЛР с материалами, образующими ИС (металл диэлектрик, п/п) • Повышенной теплопроводностью • Si один из наиболее инертных материалов, что обеспечивает повышенную стабильность ИС
Кремний (Si) • Образовывать диэлектрическую пленку стабильную • Возможность управления подвижностью тока • Достаточно большую ΔЕ=1, 12 ЭВ • Широкое распространение в природе • Невысокая трудоемкость и стоимость моно. Si • Высокой надежностью ИС на Si • Хорошим согласованием ТКЛР с материалами, образующими ИС (металл диэлектрик, п/п) • Повышенной теплопроводностью • Si один из наиболее инертных материалов, что обеспечивает повышенную стабильность ИС
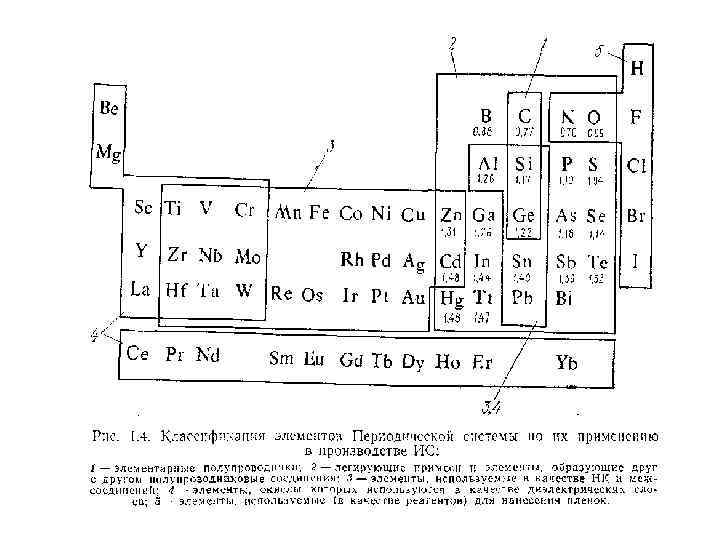
 – Cd. S,") Из сложных п/п наиболее интенсивно применяются соединения АIIBVI (сульфиды, селениды, телуриды) – Cd. S, Gd. Se, Zn. Te, Gd. Te, Hg. Se, Hg. Te – атомы III (In, Ga – акцепторы), атомы V (P, As – доноры); АIIIBV (арсениды, нитриды, фосфиды, антимониды) – Ga. As, Al. Sb, Ga. Sb, In. Sb, Al. As, In. P, Ga. F, Al. P – атомы II акцепторы, атомы VI доноры. Атомы примесей по механизмам внедрения, замещения или с протеканием химических реакций с компонентами п/п образуют легированные области.
Из сложных п/п наиболее интенсивно применяются соединения АIIBVI (сульфиды, селениды, телуриды) – Cd. S, Gd. Se, Zn. Te, Gd. Te, Hg. Se, Hg. Te – атомы III (In, Ga – акцепторы), атомы V (P, As – доноры); АIIIBV (арсениды, нитриды, фосфиды, антимониды) – Ga. As, Al. Sb, Ga. Sb, In. Sb, Al. As, In. P, Ga. F, Al. P – атомы II акцепторы, атомы VI доноры. Атомы примесей по механизмам внедрения, замещения или с протеканием химических реакций с компонентами п/п образуют легированные области.
 КОНСТРУИРОВАНИЕ И ТЕХНОЛОГИЯ ИЗДЕЛИЙ ИНТЕГРАЛЬНОЙ ЭЛЕКТРОНИКИ Основные понятия и определения планарной технологии. Подготовка подложек
КОНСТРУИРОВАНИЕ И ТЕХНОЛОГИЯ ИЗДЕЛИЙ ИНТЕГРАЛЬНОЙ ЭЛЕКТРОНИКИ Основные понятия и определения планарной технологии. Подготовка подложек
 функциональный электронный узел, элементы и соединения которого конструктивно неразделимы и") Полупроводниковая интегральная схема (ИС) функциональный электронный узел, элементы и соединения которого конструктивно неразделимы и изготавливаются одновременно в едином технологическом процессе в объёме и на поверхности общего кристалла.
Полупроводниковая интегральная схема (ИС) функциональный электронный узел, элементы и соединения которого конструктивно неразделимы и изготавливаются одновременно в едином технологическом процессе в объёме и на поверхности общего кристалла.
 Элемент ИС любой элемент, выполняющий функцию электрорадиоэлемента, но который является неотделимым от основания схемы (подложки), на которой он изготовлен.
Элемент ИС любой элемент, выполняющий функцию электрорадиоэлемента, но который является неотделимым от основания схемы (подложки), на которой он изготовлен.
 Кристалл ИС часть полупроводниковой пластины, как правило, квадратной или прямоугольной формы, которая является законченной ИС.
Кристалл ИС часть полупроводниковой пластины, как правило, квадратной или прямоугольной формы, которая является законченной ИС.
 СТРУКТУРА ИС определённое расположение по глубине кристалла локальных областей, отличающихся толщиной, типом электропроводности и характером распределения примеси
СТРУКТУРА ИС определённое расположение по глубине кристалла локальных областей, отличающихся толщиной, типом электропроводности и характером распределения примеси
 Фрагмент ИС с диффузионнопланарной структурой T - биполярный n-p-n транзистор R - резистор
Фрагмент ИС с диффузионнопланарной структурой T - биполярный n-p-n транзистор R - резистор
 Технологическая совместимость структурное подобие элементов ИС, позволяющее осуществлять их формирование одновременно в едином технологическом процессе.
Технологическая совместимость структурное подобие элементов ИС, позволяющее осуществлять их формирование одновременно в едином технологическом процессе.
 Технология изделий интегральной электроники совокупность технологических процессов, обеспечивающих при технологической совместимости различных элементов ИС формировать их одновременно в едином технологическом процессе.
Технология изделий интегральной электроники совокупность технологических процессов, обеспечивающих при технологической совместимости различных элементов ИС формировать их одновременно в едином технологическом процессе.
 Базовая технология ИС различных серий и функционального назначения имеют единую структуру и единую базовую технологию. Базовая технология характеризуется: - Определённой технологической последовательностью обработки: - Определённым комплектом оборудования; - Постоянной отработанной настройкой оборудования (жёсткими технологическими режимами).
Базовая технология ИС различных серий и функционального назначения имеют единую структуру и единую базовую технологию. Базовая технология характеризуется: - Определённой технологической последовательностью обработки: - Определённым комплектом оборудования; - Постоянной отработанной настройкой оборудования (жёсткими технологическими режимами).
 Базовая технология не зависит от: - Размеров элементов ИС в плане; - Их взаимного расположения; - Рисунка межсоединений. Данные свойства для конкретной ИС определяются при топологическом проектировании и обеспечиваются фотолитографией – процессом избирательного травления слоёв с применением защитной фотомаски
Базовая технология не зависит от: - Размеров элементов ИС в плане; - Их взаимного расположения; - Рисунка межсоединений. Данные свойства для конкретной ИС определяются при топологическом проектировании и обеспечиваются фотолитографией – процессом избирательного травления слоёв с применением защитной фотомаски
 Топология ИС чертёж, определяющий форму, размеры, и взаимное расположение элементов и соединений ИС в плоскости, параллельной плоскости кристалла.
Топология ИС чертёж, определяющий форму, размеры, и взаимное расположение элементов и соединений ИС в плоскости, параллельной плоскости кристалла.
 Фрагмент топологии ИС Фрагмент общей топологии Фрагмент топология базового слоя
Фрагмент топологии ИС Фрагмент общей топологии Фрагмент топология базового слоя
 Планарная технология заключается в том, что все элементы всех классов ИС формируются с одной стороны полупроводниковой пластины. Обратную сторону полупроводниковой пластины называют непланарной
Планарная технология заключается в том, что все элементы всех классов ИС формируются с одной стороны полупроводниковой пластины. Обратную сторону полупроводниковой пластины называют непланарной
 ООбщая характеристика технологического процесса изготовления ИС - Ообщее количество операций при изготовлении ИС может достигать 300, продолжительность полного цикла обработки более 100 ч. ; - Ттехнологический процесс охватывает разнообразные по физическим принципам, методам контроля технологическому оснащению методы обработки; - Ппо своему назначению и месту, занимае-мому в общем процессе производства ИМС, все операции объединяются в са-мостоятельные (частные) технологи-ческие процессы.
ООбщая характеристика технологического процесса изготовления ИС - Ообщее количество операций при изготовлении ИС может достигать 300, продолжительность полного цикла обработки более 100 ч. ; - Ттехнологический процесс охватывает разнообразные по физическим принципам, методам контроля технологическому оснащению методы обработки; - Ппо своему назначению и месту, занимае-мому в общем процессе производства ИМС, все операции объединяются в са-мостоятельные (частные) технологи-ческие процессы.
 Группы технологических процессов 1. Заготовительные процессы; 2. Обрабатывающие процессы; 3. Сборочно-контрольные процессы.
Группы технологических процессов 1. Заготовительные процессы; 2. Обрабатывающие процессы; 3. Сборочно-контрольные процессы.
 Заготовительная Получение слитков Обрабатывающая Эпитаксия Сборочно-контрольная Разделение пластин Окисление Разрезание слитков") Группа процессов (операций) Заготовительная Получение слитков Обрабатывающая Эпитаксия Сборочно-контрольная Разделение пластин Окисление Разрезание слитков Обработка пластин Фотолитография Монтаж кристаллов Диффузия Разварка выводов Хим. обработка Изготовление деталей корпуса Сборка узлов корпуса Герметизация Вакуумное напыление Функциональный контроль Контроль и маркировка Упаковка
Группа процессов (операций) Заготовительная Получение слитков Обрабатывающая Эпитаксия Сборочно-контрольная Разделение пластин Окисление Разрезание слитков Обработка пластин Фотолитография Монтаж кристаллов Диффузия Разварка выводов Хим. обработка Изготовление деталей корпуса Сборка узлов корпуса Герметизация Вакуумное напыление Функциональный контроль Контроль и маркировка Упаковка
 Особенности заготовительных процессов Обеспечивают процессы второй и третьей групп - Специфичность методов обработки и оборудования по своему характеру близки к приборостроительному производству; - Независимость методов обработки от конкретной структуры ИМС; - Обычно организуются на специализи-рованных предприятиях, связанных с предприятиями второй и третьей групп процессов, договорами на поставку продукции.
Особенности заготовительных процессов Обеспечивают процессы второй и третьей групп - Специфичность методов обработки и оборудования по своему характеру близки к приборостроительному производству; - Независимость методов обработки от конкретной структуры ИМС; - Обычно организуются на специализи-рованных предприятиях, связанных с предприятиями второй и третьей групп процессов, договорами на поставку продукции.
 Особенности обрабатывающих процессов - Вторая группа процессов объединяет все операции, необходимые для формирования структур ИМС в групповых процессах и их функционального контроля; - Наиболее полно отражают особенности структуры ИМС и главные черты планарной технологии; - Несмотря на разнообразие физико-химических принципов, лежащих в основе процессов данной группы, их объединяет ряд характерных признаков, требующих их концентрации на различных участках одного предприятия.
Особенности обрабатывающих процессов - Вторая группа процессов объединяет все операции, необходимые для формирования структур ИМС в групповых процессах и их функционального контроля; - Наиболее полно отражают особенности структуры ИМС и главные черты планарной технологии; - Несмотря на разнообразие физико-химических принципов, лежащих в основе процессов данной группы, их объединяет ряд характерных признаков, требующих их концентрации на различных участках одного предприятия.
 взаимосвязь производственных участков, обусловлена цикличностью технологического процесса") Важнейшие признаки, требующие концентрации обрабатывающих процессов 1) взаимосвязь производственных участков, обусловлена цикличностью технологического процесса (пластины многократно возвращаются на определенные участки для формирования очередного функционального слоя и для подготовки поверхности пластины к последующим технологическим операциям); 2) ограниченное время межоперационного хранения партии пластин; 3) высокие требования к производственной гигиене.
Важнейшие признаки, требующие концентрации обрабатывающих процессов 1) взаимосвязь производственных участков, обусловлена цикличностью технологического процесса (пластины многократно возвращаются на определенные участки для формирования очередного функционального слоя и для подготовки поверхности пластины к последующим технологическим операциям); 2) ограниченное время межоперационного хранения партии пластин; 3) высокие требования к производственной гигиене.
 Особенности сборочно-контрольных процессов - Также характеризуются специфическими методами обработки и оборудованием; - Имеет более тесную связь с процессами второй группы; - Наиболее целесообразной формой организации процессов третьей группы является создание специализированных цехов или участков в пределах одного предприятия.
Особенности сборочно-контрольных процессов - Также характеризуются специфическими методами обработки и оборудованием; - Имеет более тесную связь с процессами второй группы; - Наиболее целесообразной формой организации процессов третьей группы является создание специализированных цехов или участков в пределах одного предприятия.
;") Конструктивно-технологические показатели структур ИС 1. Качество межэлементной изоляции, определяемое удельной емкостью (п. Ф/мкм 2); 2. Площадь, занимаемая типичным функциональным элементом ИС – вентилем; 3. Количество циклов легирования; 4. Количество циклов фотолитографии.
Конструктивно-технологические показатели структур ИС 1. Качество межэлементной изоляции, определяемое удельной емкостью (п. Ф/мкм 2); 2. Площадь, занимаемая типичным функциональным элементом ИС – вентилем; 3. Количество циклов легирования; 4. Количество циклов фотолитографии.
 Сравнительные характеристики основных типов структур интегральных микросхем Основные типы структур ИС Емкость изоляции 10– 4, п. Ф/мкм² Площадь на один вентиль, мм² Число циклов легирова ния Число циклов литографии Диффузионно–планарная 2 0, 025 3 5 Эпитаксиально–планарная без с/с 1, 5 0, 025 3 5 Эпитаксиально–планарная со с/с 1, 5 0, 02 4 6 С инжекционным питанием (И²Л) 1 0, 003 3 5 С диэлектрической изоляцией 0, 03 0, 02 2 5 Изопланарная 0, 2 0, 02 2 5 Полипланарная 0, 15 0, 02 2 5 n–МДП 1, 5 0, 0036 2 5 р–МДП 1, 5 0, 0068 2 5 КМДП 1, 5 0, 012 3 6 0, 002 0, 01 3 8 КМДП–КНС
Сравнительные характеристики основных типов структур интегральных микросхем Основные типы структур ИС Емкость изоляции 10– 4, п. Ф/мкм² Площадь на один вентиль, мм² Число циклов легирова ния Число циклов литографии Диффузионно–планарная 2 0, 025 3 5 Эпитаксиально–планарная без с/с 1, 5 0, 025 3 5 Эпитаксиально–планарная со с/с 1, 5 0, 02 4 6 С инжекционным питанием (И²Л) 1 0, 003 3 5 С диэлектрической изоляцией 0, 03 0, 02 2 5 Изопланарная 0, 2 0, 02 2 5 Полипланарная 0, 15 0, 02 2 5 n–МДП 1, 5 0, 0036 2 5 р–МДП 1, 5 0, 0068 2 5 КМДП 1, 5 0, 012 3 6 0, 002 0, 01 3 8 КМДП–КНС
 Получение монокристаллического кремния 1. Получение металлургического кремния; 2. Синтез трихлорсилана; 3. Получение электронного кремния; 4. Выращивание монокристаллов.
Получение монокристаллического кремния 1. Получение металлургического кремния; 2. Синтез трихлорсилана; 3. Получение электронного кремния; 4. Выращивание монокристаллов.
 Схема получения металлургического кремния
Схема получения металлургического кремния
 Синтез трихлорсилана 1. Измельчение металлургического кремния; 2. Обработка в парах соляной кислоты при температуре 300°С; 3. Конденсация и фракционная дистилляция Si. HCl 3
Синтез трихлорсилана 1. Измельчение металлургического кремния; 2. Обработка в парах соляной кислоты при температуре 300°С; 3. Конденсация и фракционная дистилляция Si. HCl 3
 Получение электронного кремния Осуществляется осаждением из парогазовой смеси трихлорсилана и водорода при температуре 1200 °С:
Получение электронного кремния Осуществляется осаждением из парогазовой смеси трихлорсилана и водорода при температуре 1200 °С:
 Выращивание монокристаллов Осуществляется вытягиванием слитков из расплава электронного кремния по методу Чохральского.
Выращивание монокристаллов Осуществляется вытягиванием слитков из расплава электронного кремния по методу Чохральского.
 Полупроводниковая подложка Ø 100 мм
Полупроводниковая подложка Ø 100 мм
 срез подложки предназначен для базирования (ориентации) пластин") Конструктивные элементы подложки - Основной (или базовый) срез подложки предназначен для базирования (ориентации) пластин в технологическом оборудовании. В последующем параллельно базовому срезу будет располагаться одна из сторон кристалла ИМС. - Скругление края по периферии подложки производится с целью предотвращения появления сколов и трещин. - Дополнительные срезы служат для визуального определения ориентации, типа электропроводности и удельного сопротивления кремниевых пластин и наносятся относительно базового под углом 45, 90 или 180°.
Конструктивные элементы подложки - Основной (или базовый) срез подложки предназначен для базирования (ориентации) пластин в технологическом оборудовании. В последующем параллельно базовому срезу будет располагаться одна из сторон кристалла ИМС. - Скругление края по периферии подложки производится с целью предотвращения появления сколов и трещин. - Дополнительные срезы служат для визуального определения ориентации, типа электропроводности и удельного сопротивления кремниевых пластин и наносятся относительно базового под углом 45, 90 или 180°.
 КДБ 10") Расположение дополнительных срезов на кремниевых подложках различных типов КЭФ 4, 5 (100) КДБ 10 (111) КЭФ 4, 5 (111) КДБ 10 (100)
Расположение дополнительных срезов на кремниевых подложках различных типов КЭФ 4, 5 (100) КДБ 10 (111) КЭФ 4, 5 (111) КДБ 10 (100)
 Требования к качеству полупроводниковых подложек Условно делят на две группы: Требования к геометрическим параметрам; Требования к качеству поверхности.
Требования к качеству полупроводниковых подложек Условно делят на две группы: Требования к геометрическим параметрам; Требования к качеству поверхности.
 Геометрические параметры кремниевых пластин Параметр 100 мм Диаметр подложки 150 мм 200 мм 300 мм 450 мм Допуск на диаметр, мм Толщина, мкм Отклонение толщины, мкм ± 0, 5 460– 525 650– 700– 750 ± 20 ± 15 ± 10 Локальная неплоскостность, мкм 1, 0 – 2, 0 0, 5– 1, 0 0, 2– 0, 5 <40 <65 <100 – 30– 35 55– 60 – – – Прогиб, мкм Длина базового среза, мм ± 0, 2 ± 0, 1 750– 800 900– 950
Геометрические параметры кремниевых пластин Параметр 100 мм Диаметр подложки 150 мм 200 мм 300 мм 450 мм Допуск на диаметр, мм Толщина, мкм Отклонение толщины, мкм ± 0, 5 460– 525 650– 700– 750 ± 20 ± 15 ± 10 Локальная неплоскостность, мкм 1, 0 – 2, 0 0, 5– 1, 0 0, 2– 0, 5 <40 <65 <100 – 30– 35 55– 60 – – – Прогиб, мкм Длина базового среза, мм ± 0, 2 ± 0, 1 750– 800 900– 950
 Параметры качества поверхности 1. Шероховатость поверхности; 2. Глубина нарушенного слоя; 3. Минимальная дефектность. Определяются: – качеством (бездефектностью) исходного материала, – качеством подготовки поверхности подложек, – эффективностью очистки подложек от загрязнений.
Параметры качества поверхности 1. Шероховатость поверхности; 2. Глубина нарушенного слоя; 3. Минимальная дефектность. Определяются: – качеством (бездефектностью) исходного материала, – качеством подготовки поверхности подложек, – эффективностью очистки подложек от загрязнений.
 Характерные особенности механических свойств полупроводниковых материалов 1. Высокая твёрдость и хрупкость (не пригодны традиционные методы, такие как точение, фрезерование, сверление, штамповка). 2. Единственным доступным методом является механическая обработка с применением связанных или свободных абразивов.
Характерные особенности механических свойств полупроводниковых материалов 1. Высокая твёрдость и хрупкость (не пригодны традиционные методы, такие как точение, фрезерование, сверление, штамповка). 2. Единственным доступным методом является механическая обработка с применением связанных или свободных абразивов.
 Схема обработки свободным абразивом 1 2 3 4 5 6 1 – полупроводниковый материал; 2 – обрабатывающий инструмент; 3 – зерна абразива; 4 – конические трещины; 5 – выколы; 6 – абразивная суспензия.
Схема обработки свободным абразивом 1 2 3 4 5 6 1 – полупроводниковый материал; 2 – обрабатывающий инструмент; 3 – зерна абразива; 4 – конические трещины; 5 – выколы; 6 – абразивная суспензия.
 Абразивная суспензия представляет собой жидкость с взвешенными в ней частицами абразива. Жидкость в суспензии выполняет следующие функции: 1. Распределение зерен абразива по поверхности обрабатывающего инструмента; 2. Удаление разрушенных зерен и частиц полупроводника; 3. снижение трения и отвод теплоты; 4. смягчение ударно–вибрационных усилий; 5. ускорение удаления материала за счет расклинивающего действия в микротрещинах.
Абразивная суспензия представляет собой жидкость с взвешенными в ней частицами абразива. Жидкость в суспензии выполняет следующие функции: 1. Распределение зерен абразива по поверхности обрабатывающего инструмента; 2. Удаление разрушенных зерен и частиц полупроводника; 3. снижение трения и отвод теплоты; 4. смягчение ударно–вибрационных усилий; 5. ускорение удаления материала за счет расклинивающего действия в микротрещинах.
 Структура нарушенного слоя d 1 – рельефный слой; d 2 – трещиноватый слой; d 3 – напряжённый слой
Структура нарушенного слоя d 1 – рельефный слой; d 2 – трещиноватый слой; d 3 – напряжённый слой
 Зависимость суммарной толщины нарушенного слоя от диаметра зерна абразива
Зависимость суммарной толщины нарушенного слоя от диаметра зерна абразива
 Связанный абразив Металлической связкой Органической связкой
Связанный абразив Металлической связкой Органической связкой
 Характерные особенности обработки связанным абразивом 1. По сравнению с обработкой свободным абразивом достигается примерно одинаковый класс чистоты поверхности. 2. Большая производительность 3. Меньшая толщина нарушенного слоя.
Характерные особенности обработки связанным абразивом 1. По сравнению с обработкой свободным абразивом достигается примерно одинаковый класс чистоты поверхности. 2. Большая производительность 3. Меньшая толщина нарушенного слоя.
 Технологический маршрут изготовления подложек - Калибровка слитка; - Ориентация и резка слитка; - Снятие фаски; - Двухстороннее шлифование; - Финишная полировка планарной стороны; - Контроль качества поверхности.
Технологический маршрут изготовления подложек - Калибровка слитка; - Ориентация и резка слитка; - Снятие фаски; - Двухстороннее шлифование; - Финишная полировка планарной стороны; - Контроль качества поверхности.
 Калибровка слитка
Калибровка слитка
 1 – цилиндрический барабан; 2") Резка слитка алмазным кругом с внутренней режущей кромкой (АКВР) 1 – цилиндрический барабан; 2 – алмазный круг с внутренней режущей кромкой; 3 – оправка; 4 – слиток;
Резка слитка алмазным кругом с внутренней режущей кромкой (АКВР) 1 – цилиндрический барабан; 2 – алмазный круг с внутренней режущей кромкой; 3 – оправка; 4 – слиток;
 Резка слитка проволочной пилой 4 – слиток; 5 – подающий ролик; 6 – тонкая проволока; 7 – направляющие ролики; 8 – форсунки для подачи суспензии; 9 – приемный ролик.
Резка слитка проволочной пилой 4 – слиток; 5 – подающий ролик; 6 – тонкая проволока; 7 – направляющие ролики; 8 – форсунки для подачи суспензии; 9 – приемный ролик.
 Качество подложек после резки - Шероховатость поверхности Rz : порядка нескольких мкм; - Толщина нарушенного слоя: > 10 мкм, - Значительныq разброс толщины.
Качество подложек после резки - Шероховатость поверхности Rz : порядка нескольких мкм; - Толщина нарушенного слоя: > 10 мкм, - Значительныq разброс толщины.
 Схема снятия фаски по периметру подложки
Схема снятия фаски по периметру подложки
") Двухсторонняя шлифовка (поперечный разрез)
Двухсторонняя шлифовка (поперечный разрез)
") Двухсторонняя шлифовка (вид сверху)
Двухсторонняя шлифовка (вид сверху)
 Схема химико–механического полирования подложек
Схема химико–механического полирования подложек
 Особенности химико-механической полировки - Выполняется специальными полирующими составами из частиц абразива размером 0, 1 мкм, взвешенных в растворе КОН или Na. OH; - Высота микронеровностей менее 0, 025 мкм, - Толщина нарушенного слоя менее 1, 0 мкм; - Обработка осуществляется за счёт реакции щелочной компоненты с полируемым веществом с образованием соединений, механически разрушаемых абразивными частицами.
Особенности химико-механической полировки - Выполняется специальными полирующими составами из частиц абразива размером 0, 1 мкм, взвешенных в растворе КОН или Na. OH; - Высота микронеровностей менее 0, 025 мкм, - Толщина нарушенного слоя менее 1, 0 мкм; - Обработка осуществляется за счёт реакции щелочной компоненты с полируемым веществом с образованием соединений, механически разрушаемых абразивными частицами.
 Параметры пластин, контролируемые после механических обработок 1. Внешний вид поверхности 2. Совершенство геометрической формы: – толщина; – разброс толщины в партии и в пределах одной пластины; – непараллельность; – неплоскостность; – прогиб. 3. Шероховатость 4. Толщина нарушенного слоя
Параметры пластин, контролируемые после механических обработок 1. Внешний вид поверхности 2. Совершенство геометрической формы: – толщина; – разброс толщины в партии и в пределах одной пластины; – непараллельность; – неплоскостность; – прогиб. 3. Шероховатость 4. Толщина нарушенного слоя
 УДАЛЕНИЕ ВЕЩЕСТВ С ПОВЕРХНОСТИ ТВЕРДОЙ ФАЗЫ Процессы удаления веществ с поверхности подложек и структур оказывают исключительное влияние на предельные параметры, ка чество и надежность ИС. Они являются разнохарактерными по своей природе, имеют большое количество разновидностей, реализуются в различных технологических средах, протекают селективно или на всей поверхности. Процессы удаления веществ используются для под готовки геометрически совершенных поверхностей подложек, их фи нишной очистки, селективного травления пленок полупроводников, диэлектриков и металлов и др. В основе этих процессов лежат физи ческие (сублимация, испарение, распыление, фрезерование ускорен ными потоками частиц, шлифование, полирование), химические (рост окисных пленок, электрохимическое травление), физико химические (синтез соединений ионными пучками химически активных газов, электронолитография и др. ) явления, протекающие в «мокрых» и «су хих» технологических средах.
УДАЛЕНИЕ ВЕЩЕСТВ С ПОВЕРХНОСТИ ТВЕРДОЙ ФАЗЫ Процессы удаления веществ с поверхности подложек и структур оказывают исключительное влияние на предельные параметры, ка чество и надежность ИС. Они являются разнохарактерными по своей природе, имеют большое количество разновидностей, реализуются в различных технологических средах, протекают селективно или на всей поверхности. Процессы удаления веществ используются для под готовки геометрически совершенных поверхностей подложек, их фи нишной очистки, селективного травления пленок полупроводников, диэлектриков и металлов и др. В основе этих процессов лежат физи ческие (сублимация, испарение, распыление, фрезерование ускорен ными потоками частиц, шлифование, полирование), химические (рост окисных пленок, электрохимическое травление), физико химические (синтез соединений ионными пучками химически активных газов, электронолитография и др. ) явления, протекающие в «мокрых» и «су хих» технологических средах.
 ВЛИЯНИЕ ПОВЕРХНОСТИ ПОДЛОЖЕК НА СВОЙСТВА ИС И ПРОВЕДЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ Состояние поверхности подложек является одним из фундаменталь ных факторов, определяющих качество и надежность ИС. Поверхность, кроме класса обработки и структуры, характеризуется плотностью и характером распределения электронных состояний. Возникновение и распределение электронных состояний зависит от природы и коли чества органических и неорганических загрязнений, адсорбированных молекул на поверхности и др. Поверхностные загрязнения можно разделить на следующие основ ные группы: органические (остатки масел, воска, следы высокомоле кулярных соединений, поверхностно активных веществ и т. д. ); не органические (различные соли; адсорбированные ионы; металлические загрязнения, адсорбированные в атомном состоянии); химически свя занные (окисные пленки, фосфоросиликатные и боросиликатные стек ла, другие покрытия); адсорбированные молекулы газов. Часть загрязнений как органической, так и неорганической при роды находится на поверхности в коллоидно дисперсном состоянии: пылевидные частицы, остатки фоторезиста, частицы абразива, солевые агрегаты и т. д.
ВЛИЯНИЕ ПОВЕРХНОСТИ ПОДЛОЖЕК НА СВОЙСТВА ИС И ПРОВЕДЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ Состояние поверхности подложек является одним из фундаменталь ных факторов, определяющих качество и надежность ИС. Поверхность, кроме класса обработки и структуры, характеризуется плотностью и характером распределения электронных состояний. Возникновение и распределение электронных состояний зависит от природы и коли чества органических и неорганических загрязнений, адсорбированных молекул на поверхности и др. Поверхностные загрязнения можно разделить на следующие основ ные группы: органические (остатки масел, воска, следы высокомоле кулярных соединений, поверхностно активных веществ и т. д. ); не органические (различные соли; адсорбированные ионы; металлические загрязнения, адсорбированные в атомном состоянии); химически свя занные (окисные пленки, фосфоросиликатные и боросиликатные стек ла, другие покрытия); адсорбированные молекулы газов. Часть загрязнений как органической, так и неорганической при роды находится на поверхности в коллоидно дисперсном состоянии: пылевидные частицы, остатки фоторезиста, частицы абразива, солевые агрегаты и т. д.
 Неполярные органические загрязнения хорошо десорбируются поверхности и удаляются в объем растворителя применении не полярных реагентов, например минеральные масла хорошо растворя ются в углеводородах. Полярные органические загрязнения хорошо удаляются в полярных органических реагентах, например жиры — в спиртах. Существенный недостаток традиционных органических реагентов — отсутствие возможности полного удаления поверхностных загрязнений вследствие наступления равновесия в процессе очистки и уравнивания скоростей десорбции и адсорбции (вторичного загрязнения из объема растворителя). Этот недостаток особенно характерен для однофаз ных систем. Металлические загрязнения в неокисленном состоянии оказывают влияние на плотность быстрых состояний, находящихся около середины запрещенной зоны. Ионные загрязнения увеличивают эффективную плотность медленных поверхностных состояний. Поверхностные при меси тяжелых и легких металлов изменяют зарядовое состояние, кро ме того, ионы щелочных металлов (особенно Na+) обладают способ ностью к легкой миграции по поверхности и в объеме пассивирующих покрытий, особенно при повышенной температуре, что является при чиной утечек тока и нестабильности характеристик в процессе экс плуатации. Наличие загрязнений на поверхности Si приводит к по вышению пористости и снижению напряжения пробоя Si 02.
Неполярные органические загрязнения хорошо десорбируются поверхности и удаляются в объем растворителя применении не полярных реагентов, например минеральные масла хорошо растворя ются в углеводородах. Полярные органические загрязнения хорошо удаляются в полярных органических реагентах, например жиры — в спиртах. Существенный недостаток традиционных органических реагентов — отсутствие возможности полного удаления поверхностных загрязнений вследствие наступления равновесия в процессе очистки и уравнивания скоростей десорбции и адсорбции (вторичного загрязнения из объема растворителя). Этот недостаток особенно характерен для однофаз ных систем. Металлические загрязнения в неокисленном состоянии оказывают влияние на плотность быстрых состояний, находящихся около середины запрещенной зоны. Ионные загрязнения увеличивают эффективную плотность медленных поверхностных состояний. Поверхностные при меси тяжелых и легких металлов изменяют зарядовое состояние, кро ме того, ионы щелочных металлов (особенно Na+) обладают способ ностью к легкой миграции по поверхности и в объеме пассивирующих покрытий, особенно при повышенной температуре, что является при чиной утечек тока и нестабильности характеристик в процессе экс плуатации. Наличие загрязнений на поверхности Si приводит к по вышению пористости и снижению напряжения пробоя Si 02.
 Органические загрязнения создают неоднородную поверхность для травителей, так как растворение чистых и загрязненных областей происходит с различными скоростями. Кроме того, остатки органи ческих загрязнений вызывают образование нелетучих соединений (на пример, карбидов) во время высокотемпературных процессов, что при водит к резкому ухудшению качества (например, при термическом окислении возможно образование кристаллитов в пленке Si 02, а при наращивании эпитаксиальных слоев — образование объемных струк турных дефектов). Количество адсорбированных загрязнений определяет в значитель ной мере адгезию нанесенных пленок, стабильность их механических и электрофизических характеристик в процессе эксплуатации и хранения ИС. Высокая чистота поверхности подложки является необходимым условием для получения на ее поверхности пленок с воспроизводимыми свойствами. Основные процессы удаления вещества с поверхности твердой фа зы жидкими технологическими средами приведены на рис. 3. 1. При разработке и использовании процессов удаления загрязнений необходимо учитывать основные принципы очистки: технологический процесс очистки должен состоять из ряда последовательных операций, каждая из которых предназначена для удаления одного или несколь ких видов загрязнений; для очистки поверхности необходимо приме нять реагенты, продукты взаимодействия которых с поверхностными загрязнениями легко удаляются на дальнейших этапах; во внимание должны приниматься экологические особенности (т. е. воздействие на окружающую среду) и экономические факторы.
Органические загрязнения создают неоднородную поверхность для травителей, так как растворение чистых и загрязненных областей происходит с различными скоростями. Кроме того, остатки органи ческих загрязнений вызывают образование нелетучих соединений (на пример, карбидов) во время высокотемпературных процессов, что при водит к резкому ухудшению качества (например, при термическом окислении возможно образование кристаллитов в пленке Si 02, а при наращивании эпитаксиальных слоев — образование объемных струк турных дефектов). Количество адсорбированных загрязнений определяет в значитель ной мере адгезию нанесенных пленок, стабильность их механических и электрофизических характеристик в процессе эксплуатации и хранения ИС. Высокая чистота поверхности подложки является необходимым условием для получения на ее поверхности пленок с воспроизводимыми свойствами. Основные процессы удаления вещества с поверхности твердой фа зы жидкими технологическими средами приведены на рис. 3. 1. При разработке и использовании процессов удаления загрязнений необходимо учитывать основные принципы очистки: технологический процесс очистки должен состоять из ряда последовательных операций, каждая из которых предназначена для удаления одного или несколь ких видов загрязнений; для очистки поверхности необходимо приме нять реагенты, продукты взаимодействия которых с поверхностными загрязнениями легко удаляются на дальнейших этапах; во внимание должны приниматься экологические особенности (т. е. воздействие на окружающую среду) и экономические факторы.
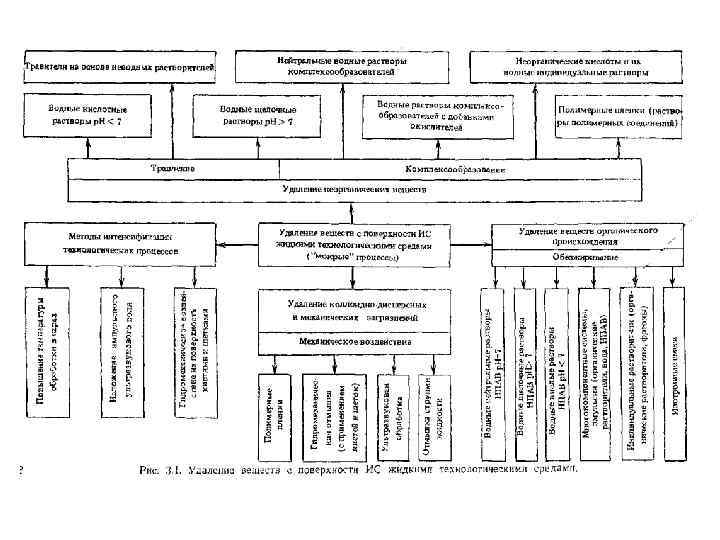
 УДАЛЕНИЕ ВЕЩЕСТВ ОРГАНИЧЕСКОГО ПРОИСХОЖДЕНИЯ С ПОВЕРХНОСТИ СТРУКТУР «МОКРЫМИ» ПРОЦЕССАМИ Физико химические основы этих процессов приведены в § 1. 4, а разновидности применяемых жидких сред — на рис. 3. 1. В большинстве известных способов очистки в качестве обязатель ной операции предусмотрена обработка в органических реагентах. Органические реагенты применяются главным образом для очистки поверхности от загрязнений органического происхождения. Вследствие относительно низких значений величины поверхностного натяжения органические реагенты обеспечивают частичное удаление коллоидно дисперсных загрязнений и механических частиц. Молекулы загрязне ний органического происхождения могут иметь полярную и неполяр ную природу, что определяет выбор органического реагента, применяе мого для их удаления. При очистке в парах органический реагент подогревают до темпера туры кипения, и на очищенной поверхности, имеющей меньшую темпе ратуру, происходит конденсация паров чистого дистиллята, который растворяет загрязнения и поступает обратно в ванну. Рекомендуется проводить очистку при повышенных температурах, так как с ростом температуры скорость растворения загрязнений в органических ре агентах резко возрастает. С другой стороны, придавая частицам повы шенную энергию (в условиях кипячения или при наложении ультра звукового поля), обеспечиваем эффективное удаление коллоидно дис персных и механических частиц.
УДАЛЕНИЕ ВЕЩЕСТВ ОРГАНИЧЕСКОГО ПРОИСХОЖДЕНИЯ С ПОВЕРХНОСТИ СТРУКТУР «МОКРЫМИ» ПРОЦЕССАМИ Физико химические основы этих процессов приведены в § 1. 4, а разновидности применяемых жидких сред — на рис. 3. 1. В большинстве известных способов очистки в качестве обязатель ной операции предусмотрена обработка в органических реагентах. Органические реагенты применяются главным образом для очистки поверхности от загрязнений органического происхождения. Вследствие относительно низких значений величины поверхностного натяжения органические реагенты обеспечивают частичное удаление коллоидно дисперсных загрязнений и механических частиц. Молекулы загрязне ний органического происхождения могут иметь полярную и неполяр ную природу, что определяет выбор органического реагента, применяе мого для их удаления. При очистке в парах органический реагент подогревают до темпера туры кипения, и на очищенной поверхности, имеющей меньшую темпе ратуру, происходит конденсация паров чистого дистиллята, который растворяет загрязнения и поступает обратно в ванну. Рекомендуется проводить очистку при повышенных температурах, так как с ростом температуры скорость растворения загрязнений в органических ре агентах резко возрастает. С другой стороны, придавая частицам повы шенную энергию (в условиях кипячения или при наложении ультра звукового поля), обеспечиваем эффективное удаление коллоидно дис персных и механических частиц.
 Наряду с традиционными растворителями весьма перспективно при менение фреонов — фторхлорпроизводных алифатических углеводо родов. Наиболее качественные и производительные технологические процессы очистки поверхности, разработанные в последнее время, включают обработку во фреоне или фреонсодержащих системах. Фреоны отличаются высокой химической устойчивостью к окислителям и другим активным реагентам, обладают весьма малой величиной по верхностного натяжения и высокой плотностью. Инертность фреонов в химическом отношении объясняется значительной прочностью хи мической связи углерод — фтор, углерод — хлор. Фреоны являются малотоксичными веществами, действующими на организм только при очень высоких концентрациях. Существенным преимуществом фрео нов перед другими органическими реагентами является их инерт ность в отношении полимерных и других конструкционных матери алов. С целью повышения эффективности очистки применяют поверхност но активные вещества (ПАВ): индивидуальные водные растворы, ще лочные растворы, а также многокомпонентные эмульсии типа «вода в масле» или «масло в воде» . ПАВ в большинстве своем вещества органического характера, различного химического строения. ПАВ обладают рядом специфических свойств, основным из которых является способность адсорбироваться на границе раздела фаз и из менять величину поверхностного натяжения. Молекула ПАВ включает: гидрофобный радикал с числом атомов углерода в углеводородной цепи от 3 до 20 и более; гидрофильную группу, например, ONa, COONa, NH 2, ОН, О ; промежуточные группы СН 2 и др.
Наряду с традиционными растворителями весьма перспективно при менение фреонов — фторхлорпроизводных алифатических углеводо родов. Наиболее качественные и производительные технологические процессы очистки поверхности, разработанные в последнее время, включают обработку во фреоне или фреонсодержащих системах. Фреоны отличаются высокой химической устойчивостью к окислителям и другим активным реагентам, обладают весьма малой величиной по верхностного натяжения и высокой плотностью. Инертность фреонов в химическом отношении объясняется значительной прочностью хи мической связи углерод — фтор, углерод — хлор. Фреоны являются малотоксичными веществами, действующими на организм только при очень высоких концентрациях. Существенным преимуществом фрео нов перед другими органическими реагентами является их инерт ность в отношении полимерных и других конструкционных матери алов. С целью повышения эффективности очистки применяют поверхност но активные вещества (ПАВ): индивидуальные водные растворы, ще лочные растворы, а также многокомпонентные эмульсии типа «вода в масле» или «масло в воде» . ПАВ в большинстве своем вещества органического характера, различного химического строения. ПАВ обладают рядом специфических свойств, основным из которых является способность адсорбироваться на границе раздела фаз и из менять величину поверхностного натяжения. Молекула ПАВ включает: гидрофобный радикал с числом атомов углерода в углеводородной цепи от 3 до 20 и более; гидрофильную группу, например, ONa, COONa, NH 2, ОН, О ; промежуточные группы СН 2 и др.
 По своей структуре и свойствам все ПАВ подразделяются на три группы: анионные, катионные, неионогенные. Анионные ПАВ отличаются тем, что в состав аниона, образующегося в водном растворе, входит гидрофобный радикал. К анионным ПАВ от носятся мыла, алкилсульфонаты R — SO 3— Me, алкилсульфаты R — О — S 03 Н. Катионные ПАВ растворяются в воде с образованием катиона, содержащего гидрофобный радикал. К катионным ПАВ относятся соли аминов, четырехзамещенные аммониевые основания и их производные. Неионогенные поверхностно активные вещества (НПАВ) представ ляют собой продукты взаимодействия окиси этилена СН 2 — СН 2 О с различными органическими соединениями (карбоновыми кислотами, аминами, спиртами, фенолами и т. д. ). Они в водном растворе практи чески не образуют ионов.
По своей структуре и свойствам все ПАВ подразделяются на три группы: анионные, катионные, неионогенные. Анионные ПАВ отличаются тем, что в состав аниона, образующегося в водном растворе, входит гидрофобный радикал. К анионным ПАВ от носятся мыла, алкилсульфонаты R — SO 3— Me, алкилсульфаты R — О — S 03 Н. Катионные ПАВ растворяются в воде с образованием катиона, содержащего гидрофобный радикал. К катионным ПАВ относятся соли аминов, четырехзамещенные аммониевые основания и их производные. Неионогенные поверхностно активные вещества (НПАВ) представ ляют собой продукты взаимодействия окиси этилена СН 2 — СН 2 О с различными органическими соединениями (карбоновыми кислотами, аминами, спиртами, фенолами и т. д. ). Они в водном растворе практи чески не образуют ионов.
 НПАВ характеризуются комплексом специфических свойств: спо собностью понижать поверхностное и межфазное натяжение в очень раз бавленных растворах; сильнымидиспергирующими свойствами; об ладают значительной величинойсолюбилизации; вследствие своего строения, плохой всасываемости в организме НПАВ не токсичны; име ют невысокую химическую активность (не взаимодействуют с раствора ми кислот, щелочей). Такой комплекс физико химических свойств делает растворы, содержащие НПАВ, перспективными для очистки по верхности ИС. К НПАВ, представляющим наибольший интерес, от носятся следующие: эмульгирующее вещество ОП 7, ОП 10; синтанол ДС 10; смачиватели СВ 104 П, ДБ; синтамид 5. Многокомпонентные системы обеспечивают удаление десорбированных загрязнений из зоны очистки. К таким системам относятся эмуль сии типа «вода в масле» , «масло в воде» . Очистка поверхности от органических и коллоидно дисперсных за грязнений обеспечивается наличием развитой поверхности раздела двух фаз, на которой происходит процесс очистки, а также десорбцией загрязнений всех видов по механизму солюбилизации.
НПАВ характеризуются комплексом специфических свойств: спо собностью понижать поверхностное и межфазное натяжение в очень раз бавленных растворах; сильнымидиспергирующими свойствами; об ладают значительной величинойсолюбилизации; вследствие своего строения, плохой всасываемости в организме НПАВ не токсичны; име ют невысокую химическую активность (не взаимодействуют с раствора ми кислот, щелочей). Такой комплекс физико химических свойств делает растворы, содержащие НПАВ, перспективными для очистки по верхности ИС. К НПАВ, представляющим наибольший интерес, от носятся следующие: эмульгирующее вещество ОП 7, ОП 10; синтанол ДС 10; смачиватели СВ 104 П, ДБ; синтамид 5. Многокомпонентные системы обеспечивают удаление десорбированных загрязнений из зоны очистки. К таким системам относятся эмуль сии типа «вода в масле» , «масло в воде» . Очистка поверхности от органических и коллоидно дисперсных за грязнений обеспечивается наличием развитой поверхности раздела двух фаз, на которой происходит процесс очистки, а также десорбцией загрязнений всех видов по механизму солюбилизации.
 Солюбилизация является процессом растворения в водных раство рах ПАВ нерастворимых или плохо растворимых в обычных условиях веществ. Солюбилизация обусловлена мицеллообразованием в раст ворах ПАВ и наличиеммелкодиспергированного очищающего компо нента в составе эмульсии. Эмульсии на основе 1, 2, 2 трифтор — 1, 1, 2 трихлорэтана (хладон 113), воды, НПАВ являются исключительно эффективными при удалении различного рода загрязнений, включая такие трудноудаляемые, как отпечатки пальцев, содержащие хлориды, жиры, органи ческие кислоты и их соли.
Солюбилизация является процессом растворения в водных раство рах ПАВ нерастворимых или плохо растворимых в обычных условиях веществ. Солюбилизация обусловлена мицеллообразованием в раст ворах ПАВ и наличиеммелкодиспергированного очищающего компо нента в составе эмульсии. Эмульсии на основе 1, 2, 2 трифтор — 1, 1, 2 трихлорэтана (хладон 113), воды, НПАВ являются исключительно эффективными при удалении различного рода загрязнений, включая такие трудноудаляемые, как отпечатки пальцев, содержащие хлориды, жиры, органи ческие кислоты и их соли.
 В отличие от однокомпонентных гомогенных растворителей во время обработки, в которых быстро наступает динамическое равновесие: при использовании многокомпонентных эмульсий равновесие смещается вправо за счет необратимого удаления десорбированных с поверхности загрязнений в объем диспергированной фазы, что в конечном итоге обеспечивает эффективность очистки как от органических загряз нений, так и от загрязнений неорганического характера. Эффективность удаления поверхностных загрязнений повышается при наложении внешних интенсифицирующих воздействий, например ультразвука.
В отличие от однокомпонентных гомогенных растворителей во время обработки, в которых быстро наступает динамическое равновесие: при использовании многокомпонентных эмульсий равновесие смещается вправо за счет необратимого удаления десорбированных с поверхности загрязнений в объем диспергированной фазы, что в конечном итоге обеспечивает эффективность очистки как от органических загряз нений, так и от загрязнений неорганического характера. Эффективность удаления поверхностных загрязнений повышается при наложении внешних интенсифицирующих воздействий, например ультразвука.
 УДАЛЕНИЕ НЕОРГАНИЧЕСКИХ ВЕЩЕСТВ С ПОВЕРХНОСТИ СТРУКТУР «МОКРЫМИ» ПРОЦЕССАМИ Удаление неорганических загрязнений в атомном и ионном состоя ниях, связанных с поверхностью силами физической и химической адсорбции, является непростой задачей и требует применения весьма сложных методов, которые по механизму протекающих процессов можно разделить на две группы: травление поверхностного слоя и обработка в растворах реагентов с сильными комплексообразующими свойствами. Самое широкое распространение для очистки поверхности структур получили кислоты, например концентрированная азотная кислота. Это объясняется ее значительной десорбирующей способностью, а также высокими окислительными свойствами. Применение серной кислоты для очистки нецелесообразно из за опасности загрязнения поверхности атомами серы, что может в дальнейшем привести к деградации электри ческих характеристик и нестабильности ИС. Введение замедлителей приводит к снижению скорости окисления и комплексообразования вследствие значительного уменьшения степени диссоциации HN 03 и HF. Наличие замедлителей, например уксусной кислоты, позволяет более точно управлять скоростью травления полупроводника.
УДАЛЕНИЕ НЕОРГАНИЧЕСКИХ ВЕЩЕСТВ С ПОВЕРХНОСТИ СТРУКТУР «МОКРЫМИ» ПРОЦЕССАМИ Удаление неорганических загрязнений в атомном и ионном состоя ниях, связанных с поверхностью силами физической и химической адсорбции, является непростой задачей и требует применения весьма сложных методов, которые по механизму протекающих процессов можно разделить на две группы: травление поверхностного слоя и обработка в растворах реагентов с сильными комплексообразующими свойствами. Самое широкое распространение для очистки поверхности структур получили кислоты, например концентрированная азотная кислота. Это объясняется ее значительной десорбирующей способностью, а также высокими окислительными свойствами. Применение серной кислоты для очистки нецелесообразно из за опасности загрязнения поверхности атомами серы, что может в дальнейшем привести к деградации электри ческих характеристик и нестабильности ИС. Введение замедлителей приводит к снижению скорости окисления и комплексообразования вследствие значительного уменьшения степени диссоциации HN 03 и HF. Наличие замедлителей, например уксусной кислоты, позволяет более точно управлять скоростью травления полупроводника.
 Кроме кислот, применяют и перекисно аммиачные растворы с раз личным соотношением аммиака, перекиси водорода и воды в зависи мости от вида загрязнений и характера подложки. В щелочной среде в присутствии аммиака идет реакция разложения перекиси водород а Атомарный кислород обладает сильными окислительными свой ствами, обеспечивает деструкцию и перевод в раствор органических загрязнений. Неорганические ионы переходят в высшие степени окисления, что облегчает процесс образования устойчивых комплексов с NH 4+ группой. Известно применение для очистки поверхности полупроводника перекисно кислотных систем, например НС 1 — Н 202 — Н 20. Соляная кислота эффективно десорбирует с поверхности полупроводника неор ганические ионы, особенно ионы индия, галлия, железа, сурьмы, что связано с образованием устойчивых хлоридных комплексов. Введение в систему сильного комплексообразователя обеспечивает сдвиг устано вившегося динамического равновесия в сторону десорбции примесей с поверхности. Добавки различных аммониевых солей, в частности оксиэтилидендифосфоновой кислоты, в систему NH 4 OH — Н 202 — Н 20 рез ко повышают эффективность очистки. Установлено, что введение в систему НС 1 — Н 202 — Н 2 О оксиэтилидендифосфоновой кислоты обес печивает значительное улучшение качества очистки поверхности.
Кроме кислот, применяют и перекисно аммиачные растворы с раз личным соотношением аммиака, перекиси водорода и воды в зависи мости от вида загрязнений и характера подложки. В щелочной среде в присутствии аммиака идет реакция разложения перекиси водород а Атомарный кислород обладает сильными окислительными свой ствами, обеспечивает деструкцию и перевод в раствор органических загрязнений. Неорганические ионы переходят в высшие степени окисления, что облегчает процесс образования устойчивых комплексов с NH 4+ группой. Известно применение для очистки поверхности полупроводника перекисно кислотных систем, например НС 1 — Н 202 — Н 20. Соляная кислота эффективно десорбирует с поверхности полупроводника неор ганические ионы, особенно ионы индия, галлия, железа, сурьмы, что связано с образованием устойчивых хлоридных комплексов. Введение в систему сильного комплексообразователя обеспечивает сдвиг устано вившегося динамического равновесия в сторону десорбции примесей с поверхности. Добавки различных аммониевых солей, в частности оксиэтилидендифосфоновой кислоты, в систему NH 4 OH — Н 202 — Н 20 рез ко повышают эффективность очистки. Установлено, что введение в систему НС 1 — Н 202 — Н 2 О оксиэтилидендифосфоновой кислоты обес печивает значительное улучшение качества очистки поверхности.
 Необходимо отметить, что полное удаление коллоидно дисперсных и механических частиц можно обеспечить только при гидромеханиче ской отмывке или при воздействии сильного ультразвукового поля (что не всегда рационально из за опасности разрушения сложных структур). При проведении гидромеханической отмывки полупроводниковые плас тины помещают на специальные держатели и приводят их в соприкос новение с вращающимися кистями. Обработку ведут в проточной деионизованной воде или водных растворах НПАВ. Гидромеханическая отмывка кистями позволяет обеспечить качественное удаление кол лоидно дисперсных и механических загрязнений, значительно умень шить количество неорганических загрязнений, в частности ионов на трия, на очищаемой поверхности. Для очистки поверхности от ионных загрязнений, коллоидно дисперсных и механических частиц применяют полимерные пленки. Сущность метода очистки полимерными пленками заключается в сле дующем. На очищаемой поверхности методом центрифугирования фор мируется пленка лака на основе поливинилхлоридной смолы (ПВХ, ХВ), полиакрилонитрила (ПАН лак). В процессе сушки в контроли руемой среде происходит удаление растворителя из полимерной пленки. Ионы металлов, адсорбированные на поверхности полупровод ника, образуют прочные комплексы с лигандами, являющимися функцио нальными группами полимерной цепи: полиакрилонитрил — поли метилметакрилат — перхлорвинил. Так как донорно акцепторное взаимодействие иона металла с лигандом значительно сильнее адсорб ционных сил, то при механическом удалении пленки полимера про исходит очистка поверхности от ионных загрязнений. Для повышения эффективности очистки в полимерный раствор вводятся добавки силь ных комплексообразователей. При удалении пленки полимера проис ходит очистка от механических и коллоидно дисперсных частиц, вклю ченных в объем пленки в процессе ее формирования на поверхности. Полимерные пленки применяются также для консервации очищенных подложек перед эпитаксией, а также для хранения и транспортировки.
Необходимо отметить, что полное удаление коллоидно дисперсных и механических частиц можно обеспечить только при гидромеханиче ской отмывке или при воздействии сильного ультразвукового поля (что не всегда рационально из за опасности разрушения сложных структур). При проведении гидромеханической отмывки полупроводниковые плас тины помещают на специальные держатели и приводят их в соприкос новение с вращающимися кистями. Обработку ведут в проточной деионизованной воде или водных растворах НПАВ. Гидромеханическая отмывка кистями позволяет обеспечить качественное удаление кол лоидно дисперсных и механических загрязнений, значительно умень шить количество неорганических загрязнений, в частности ионов на трия, на очищаемой поверхности. Для очистки поверхности от ионных загрязнений, коллоидно дисперсных и механических частиц применяют полимерные пленки. Сущность метода очистки полимерными пленками заключается в сле дующем. На очищаемой поверхности методом центрифугирования фор мируется пленка лака на основе поливинилхлоридной смолы (ПВХ, ХВ), полиакрилонитрила (ПАН лак). В процессе сушки в контроли руемой среде происходит удаление растворителя из полимерной пленки. Ионы металлов, адсорбированные на поверхности полупровод ника, образуют прочные комплексы с лигандами, являющимися функцио нальными группами полимерной цепи: полиакрилонитрил — поли метилметакрилат — перхлорвинил. Так как донорно акцепторное взаимодействие иона металла с лигандом значительно сильнее адсорб ционных сил, то при механическом удалении пленки полимера про исходит очистка поверхности от ионных загрязнений. Для повышения эффективности очистки в полимерный раствор вводятся добавки силь ных комплексообразователей. При удалении пленки полимера проис ходит очистка от механических и коллоидно дисперсных частиц, вклю ченных в объем пленки в процессе ее формирования на поверхности. Полимерные пленки применяются также для консервации очищенных подложек перед эпитаксией, а также для хранения и транспортировки.
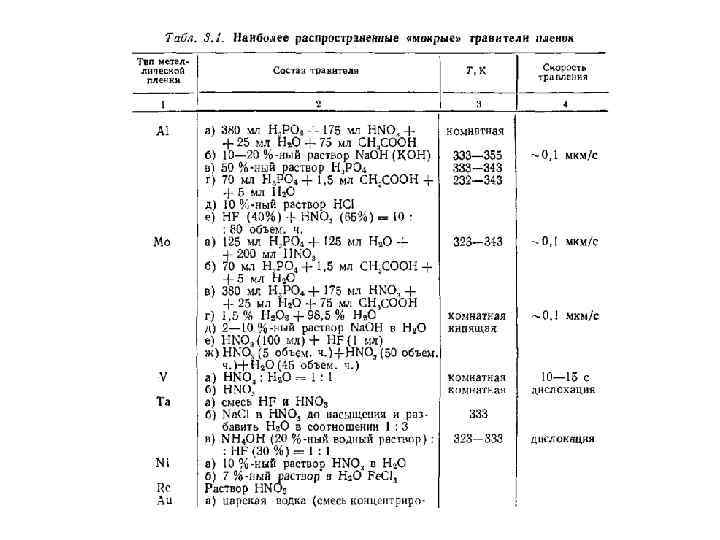
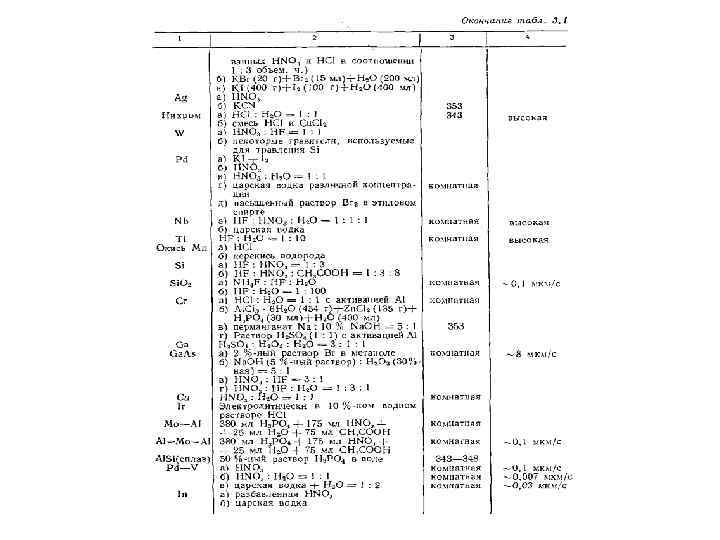
 Описанные методы широко применяются в производстве полупро водниковых приборов и ИС, они достаточно эффективны, позволяют получать воспроизводимые результаты и обеспечивают высокие тех нико экономические показатели. В заключение рассмотрим конкретный пример подготовки поверх ности подложек перед термическим окислением. Кипячение в водном растворе НПАВ приводит к интенсивному пе ремешиванию, предотвращает осаждение на очищаемую поверхность загрязнений, переведенных в водную фазу. Гидромеханическая обработ ка кистями в среде горячего водного раствора НПАВ обеспечивает эффективное удаление с поверхности органических загрязнений, кол лоидно дисперсных и механических частиц. В процессе очистки в кипящем перекисно аммиачном растворе про исходит десорбция неорганических загрязнений, перевод ионов метал лов в высшие степени окисления и образование устойчивых комплекс ных соединений с Н 202 и NH 3. Такая обработка обеспечивает малые обратные токи р—n переходов(0, 02— 0, 03 мк. А при 75 В) в кремние вых структурах, исключает применение дорогих и остродефицитных реактивов, отличается простотой и позволяет автоматизировать тех нологический процесс. Широкое распространение локального удаления пленок получили «мокрые» процессы. В табл. 3. 1 приведены некоторые наиболее извест ные «мокрые» травители. При выборе травителя необходимо учитывать клин травления, неравномерность края травления, скорость и техно логичность процесса.
Описанные методы широко применяются в производстве полупро водниковых приборов и ИС, они достаточно эффективны, позволяют получать воспроизводимые результаты и обеспечивают высокие тех нико экономические показатели. В заключение рассмотрим конкретный пример подготовки поверх ности подложек перед термическим окислением. Кипячение в водном растворе НПАВ приводит к интенсивному пе ремешиванию, предотвращает осаждение на очищаемую поверхность загрязнений, переведенных в водную фазу. Гидромеханическая обработ ка кистями в среде горячего водного раствора НПАВ обеспечивает эффективное удаление с поверхности органических загрязнений, кол лоидно дисперсных и механических частиц. В процессе очистки в кипящем перекисно аммиачном растворе про исходит десорбция неорганических загрязнений, перевод ионов метал лов в высшие степени окисления и образование устойчивых комплекс ных соединений с Н 202 и NH 3. Такая обработка обеспечивает малые обратные токи р—n переходов(0, 02— 0, 03 мк. А при 75 В) в кремние вых структурах, исключает применение дорогих и остродефицитных реактивов, отличается простотой и позволяет автоматизировать тех нологический процесс. Широкое распространение локального удаления пленок получили «мокрые» процессы. В табл. 3. 1 приведены некоторые наиболее извест ные «мокрые» травители. При выборе травителя необходимо учитывать клин травления, неравномерность края травления, скорость и техно логичность процесса.
 К недостаткам «мокрого» химического травления относятся капил лярные процессы в тонких щелях и проколах, проблемы адгезии фоторезистивных масок и их стойкость к травителям, ускоренный характер травления по границам зерен, необходимость применения различных травителей при многослойных и многоуровневых структурах, трудность контроля в процессе травления и др. Как уже упоминалось в § 1. 4, перспективными для травления металлических пленок являются ион ные, плазмоионные и плазмохимические методы.
К недостаткам «мокрого» химического травления относятся капил лярные процессы в тонких щелях и проколах, проблемы адгезии фоторезистивных масок и их стойкость к травителям, ускоренный характер травления по границам зерен, необходимость применения различных травителей при многослойных и многоуровневых структурах, трудность контроля в процессе травления и др. Как уже упоминалось в § 1. 4, перспективными для травления металлических пленок являются ион ные, плазмоионные и плазмохимические методы.
 УДАЛЕНИЕ ВЕЩЕСТВ С ПОВЕРХНОСТИ СТРУКТУР ИС «СУХИМИ» ПРОЦЕССАМИ Сущность «сухих» процессов сводится к физическому распылению и химическим реакциям, протекающим на границе газ (ускоренные по токи материальных частиц) — твердое тело. Наибольший интерес пред ставляют процессы, основанные на ионном, ионноплазменном и плазмохимическом удалении веществ органического и неорганического про исхождения. Рассмотрим эти процессы более подробно. Метод ионной очистки представляет собой обработку поверхности подложки (структуры) пучком ионов с энергией >100 э. В и малой плот ностью (≤ 1015— 1016 ион/см 2 • с). Взаимодействие химически неактивного иона (Аr+, Хе+, Кr+) энер гией 100— 5000 э. В с поверхностью твердого тела вызывает протекание ряда физических явлений: повышение энергии атомов поверхностных слоев решетки; десорбцию инородных атомов с поверхности; удаление поверхностных слоев за счет явления распыления; генерацию дефектов в приповерхностной области твердого тела (вакансии, дефекты по Френ келю); изменение зарядового состояния поверхности за счет явлений вторичной электронной (ионной) эмиссии и накопления заряда, прино симого ионами в случае обработки нескомпенсированным ионным пуч ком; изменение состава поверхности за счет явлений селективного распыления при очистке твердого тела сложного состава и имплан тации бомбардирующих ионов.
УДАЛЕНИЕ ВЕЩЕСТВ С ПОВЕРХНОСТИ СТРУКТУР ИС «СУХИМИ» ПРОЦЕССАМИ Сущность «сухих» процессов сводится к физическому распылению и химическим реакциям, протекающим на границе газ (ускоренные по токи материальных частиц) — твердое тело. Наибольший интерес пред ставляют процессы, основанные на ионном, ионноплазменном и плазмохимическом удалении веществ органического и неорганического про исхождения. Рассмотрим эти процессы более подробно. Метод ионной очистки представляет собой обработку поверхности подложки (структуры) пучком ионов с энергией >100 э. В и малой плот ностью (≤ 1015— 1016 ион/см 2 • с). Взаимодействие химически неактивного иона (Аr+, Хе+, Кr+) энер гией 100— 5000 э. В с поверхностью твердого тела вызывает протекание ряда физических явлений: повышение энергии атомов поверхностных слоев решетки; десорбцию инородных атомов с поверхности; удаление поверхностных слоев за счет явления распыления; генерацию дефектов в приповерхностной области твердого тела (вакансии, дефекты по Френ келю); изменение зарядового состояния поверхности за счет явлений вторичной электронной (ионной) эмиссии и накопления заряда, прино симого ионами в случае обработки нескомпенсированным ионным пуч ком; изменение состава поверхности за счет явлений селективного распыления при очистке твердого тела сложного состава и имплан тации бомбардирующих ионов.
 Непосредственно для очистки поверхности достаточно использо вания явлений десорбции и удаления поверхностных слоев распыле нием. Наличие всех остальных перечисленных явлений в процессе ион ной очистки вызывает необходимость критической оценки возможности ее применения в каждом конкретном случае. Итак, если указанные процессы и не вносят существенных изменений в работу элементов схе мы, то метод ионной очистки является одним из наиболее эффективных приемов подготовки поверхности. Подобная ситуация имеет место, например, при очистке поверхности диэлектриков компенсированным ионным пучком (например, в технологии ГИС, подготовка поверхности подложек из СТ 50 1) или при очистке проводящих слоев (очистка кон тактных участков первого уровня ТС перед нанесением второго уровня в приборах многоуровневой ТС).
Непосредственно для очистки поверхности достаточно использо вания явлений десорбции и удаления поверхностных слоев распыле нием. Наличие всех остальных перечисленных явлений в процессе ион ной очистки вызывает необходимость критической оценки возможности ее применения в каждом конкретном случае. Итак, если указанные процессы и не вносят существенных изменений в работу элементов схе мы, то метод ионной очистки является одним из наиболее эффективных приемов подготовки поверхности. Подобная ситуация имеет место, например, при очистке поверхности диэлектриков компенсированным ионным пучком (например, в технологии ГИС, подготовка поверхности подложек из СТ 50 1) или при очистке проводящих слоев (очистка кон тактных участков первого уровня ТС перед нанесением второго уровня в приборах многоуровневой ТС).
 К ионной очистке поверхности полупроводников следует относить ся крайне осторожно, поскольку большинство из перечисленных выше явлений могут повлечь за собой изменение электрофизических свойств поверхности кристалла полупроводника, а следовательно, и изменение характеристик прибора. Применение ионной очистки в этом случае зависит от общей схемы технологического процесса формирования ИС. Если по этой схеме на отдельных этапах предусматривается просто создание идеально чистой поверхности полупроводника, то ионная очистка возможна либо с определенными режимами (энергия, сорт, зарядовое состояние пучка ионов), либо в сочетании с другими мето дами подготовки поверхности (например, высокотемпературная обработка). Если по схеме технологического процесса необходимо, кроме чистой, получить поверхность с определенными электрофизическими свойствами, то ионная очистка может нести двойную функцию удаления поверхностных слоев и изменения в нужную сторону свойств поверхности.
К ионной очистке поверхности полупроводников следует относить ся крайне осторожно, поскольку большинство из перечисленных выше явлений могут повлечь за собой изменение электрофизических свойств поверхности кристалла полупроводника, а следовательно, и изменение характеристик прибора. Применение ионной очистки в этом случае зависит от общей схемы технологического процесса формирования ИС. Если по этой схеме на отдельных этапах предусматривается просто создание идеально чистой поверхности полупроводника, то ионная очистка возможна либо с определенными режимами (энергия, сорт, зарядовое состояние пучка ионов), либо в сочетании с другими мето дами подготовки поверхности (например, высокотемпературная обработка). Если по схеме технологического процесса необходимо, кроме чистой, получить поверхность с определенными электрофизическими свойствами, то ионная очистка может нести двойную функцию удаления поверхностных слоев и изменения в нужную сторону свойств поверхности.
 Предварительная очистка химическим путем поверхности подлож ки не устраняет всех видов загрязнений. Помимо остатков продуктов реакции, на поверхности часто сохраняются также окисные слон, препятствующие непосредственному контакту наносимого пленочного слоя с поверхностью подложки. Кроме того, в процессе достижения необходимых вакуумных условий возможно образование полимерных слоев на поверхности подложек за счет обратной диффузии паров масла из откачной системы. Таким образом, непосредственно перед нанесе нием пленочного слоя поверхность подложки не является достаточно чистой. С помощью газоразрядного устройства или источника ионов форми руется пучок ионов инертного газа заданной энергии. При использо вании источника ионов можно задавать угол, под которым ионы стал киваются с поверхностью подложки. Кроме того, с помощью дополни тельных накальных катодов компенсаторов возможно управление зарядовым состоянием обрабатываемой поверхности. К типовым режи мам ионной очистки можно отнести следующие: очистка диэлектри ческих и проводящих поверхностей (энергия ионов 300— 3000 э. В; плотность ионного тока 0, 1— 1 м. А/см 2; время обработки до 1 ч, зарядо вое состояние любое); очистка поверхностей полупроводников (энер гия ионов до 500 э. В; плотность ионного тока 0, 1— 1 м. А/см 2; время обработки до 30 мин; зарядовое состояние пучка — нейтральный, отри цательный; последующий отжиг при 473— 773 К).
Предварительная очистка химическим путем поверхности подлож ки не устраняет всех видов загрязнений. Помимо остатков продуктов реакции, на поверхности часто сохраняются также окисные слон, препятствующие непосредственному контакту наносимого пленочного слоя с поверхностью подложки. Кроме того, в процессе достижения необходимых вакуумных условий возможно образование полимерных слоев на поверхности подложек за счет обратной диффузии паров масла из откачной системы. Таким образом, непосредственно перед нанесе нием пленочного слоя поверхность подложки не является достаточно чистой. С помощью газоразрядного устройства или источника ионов форми руется пучок ионов инертного газа заданной энергии. При использо вании источника ионов можно задавать угол, под которым ионы стал киваются с поверхностью подложки. Кроме того, с помощью дополни тельных накальных катодов компенсаторов возможно управление зарядовым состоянием обрабатываемой поверхности. К типовым режи мам ионной очистки можно отнести следующие: очистка диэлектри ческих и проводящих поверхностей (энергия ионов 300— 3000 э. В; плотность ионного тока 0, 1— 1 м. А/см 2; время обработки до 1 ч, зарядо вое состояние любое); очистка поверхностей полупроводников (энер гия ионов до 500 э. В; плотность ионного тока 0, 1— 1 м. А/см 2; время обработки до 30 мин; зарядовое состояние пучка — нейтральный, отри цательный; последующий отжиг при 473— 773 К).
 В процессе ионной очистки диэлектрических или проводящих по верхностей за счет десорбции загрязняющих частиц и распыления обнажается структура поверхности, подлежащей покрытию. Если процесс нанесения пленочного слоя начинается раньше окончания процесса ионной очистки, то наносимый материал будет вступать в непосредственный контакт с почти идеально чистой поверхностью подложки. При этом значительно возрастает адгезия пленочного покрытия к поверхности. Если очистке подвергается поверхность металла, покрытая тонким окисным слоем, на которую затем наносится второй слой металла, то достигается минимальное значение переходного электрического сопротивления между обоими металлами за счет удаления окисного слоя распылением. Это преимущество ионной очистки особенно важно при изготовлении БИС с многоуровневой ТС на основе Аl, поскольку позволяет значительно снизить электрические потери в межсоединениях. Ионная очистка полупроводников приводит в основном к двум не желательным эффектам — нарушению упорядоченного строения крис таллической решетки у поверхности кристалла и изменению концен трации активных примесей в полупроводнике. Проводимость полупро водника, подвергнутого ионной обработке, в большинстве случаев уменьшается.
В процессе ионной очистки диэлектрических или проводящих по верхностей за счет десорбции загрязняющих частиц и распыления обнажается структура поверхности, подлежащей покрытию. Если процесс нанесения пленочного слоя начинается раньше окончания процесса ионной очистки, то наносимый материал будет вступать в непосредственный контакт с почти идеально чистой поверхностью подложки. При этом значительно возрастает адгезия пленочного покрытия к поверхности. Если очистке подвергается поверхность металла, покрытая тонким окисным слоем, на которую затем наносится второй слой металла, то достигается минимальное значение переходного электрического сопротивления между обоими металлами за счет удаления окисного слоя распылением. Это преимущество ионной очистки особенно важно при изготовлении БИС с многоуровневой ТС на основе Аl, поскольку позволяет значительно снизить электрические потери в межсоединениях. Ионная очистка полупроводников приводит в основном к двум не желательным эффектам — нарушению упорядоченного строения крис таллической решетки у поверхности кристалла и изменению концен трации активных примесей в полупроводнике. Проводимость полупро водника, подвергнутого ионной обработке, в большинстве случаев уменьшается.
 Особый случай имеет место при ионной очистке сложных полупро водников, например. Ga. As. Кроме описанных изменений, в поверхност ных слоях наблюдается изменение соотношения компонентов. Устранение указанных эффектов достигается обычно последующим отжигом очищенной поверхности при температуре в несколько сотен градусов. При этом происходит восстановление кристаллической струк туры полупроводника и его электрических свойств. Сведение к мини муму радиационных повреждений достигается применением ионов до статочно низкой энергии (<500 э. В), а устранения нарушений стехио метрии можно достичь подбором соответствующего сорта ионов. На пример, применение ионов Хе+ и Кr+ вместо Аr+ позволяет значитель но снизить изменения в стехиометрии поверхности Ga. As. Глубину на рушенного слоя можно значительно снизить, применяя наклонную к поверхности траекторию бомбардирующих частиц. Изменения, вносимые ионной бомбардировкой в электрические свой ства поверхности полупроводника, в некоторых случаях можно ис пользовать целенаправленно. Таким образом, ионная очистка подложек обладает определенными преимуществами перед другими методами подготовки поверхностей. Целесообразность применения этого метода должна определяться в за висимости от общей схемы технологического процесса формирования прибора.
Особый случай имеет место при ионной очистке сложных полупро водников, например. Ga. As. Кроме описанных изменений, в поверхност ных слоях наблюдается изменение соотношения компонентов. Устранение указанных эффектов достигается обычно последующим отжигом очищенной поверхности при температуре в несколько сотен градусов. При этом происходит восстановление кристаллической струк туры полупроводника и его электрических свойств. Сведение к мини муму радиационных повреждений достигается применением ионов до статочно низкой энергии (<500 э. В), а устранения нарушений стехио метрии можно достичь подбором соответствующего сорта ионов. На пример, применение ионов Хе+ и Кr+ вместо Аr+ позволяет значитель но снизить изменения в стехиометрии поверхности Ga. As. Глубину на рушенного слоя можно значительно снизить, применяя наклонную к поверхности траекторию бомбардирующих частиц. Изменения, вносимые ионной бомбардировкой в электрические свой ства поверхности полупроводника, в некоторых случаях можно ис пользовать целенаправленно. Таким образом, ионная очистка подложек обладает определенными преимуществами перед другими методами подготовки поверхностей. Целесообразность применения этого метода должна определяться в за висимости от общей схемы технологического процесса формирования прибора.
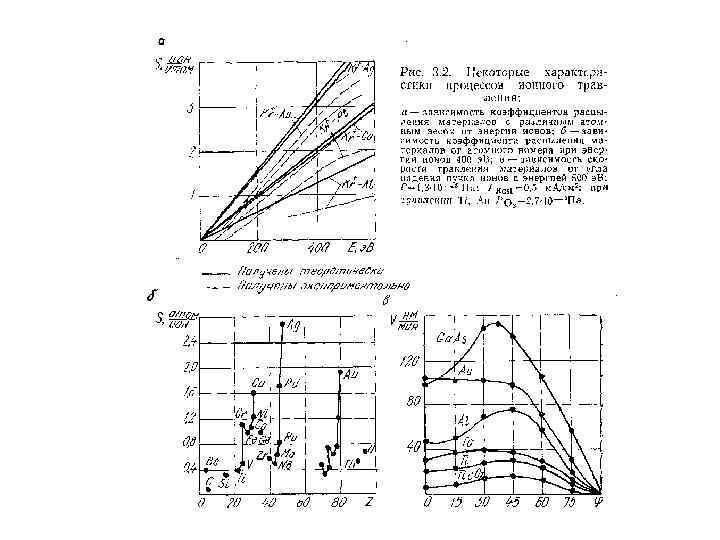
 Ионное травление обеспечивает разрешающую способность фоторезистивных масок, получение элементов с вертикальными стенками и большим отношением глубины к ширине. Скорость травления пленок в первом приближении пропорциональна произведению плотности потока падающих ионов и коэффициента распыления материала. Плот ность потока обусловлена в основном конструкцией источника и степенью ионизации рабочего газа. Коэффициент распыления S определяется как число атомов, выбитых из подложки, на один падающий ион. В свою очередь на коэффициент распыления влияет природа мишени (пленки), величина ускоряющего напряжения, энергия ионов, тип газа и угол падения. На рис. 3. 2, а приведены коэффициенты распыления материалов с различным атомным весом в зависимости от энергии ионов. Исходя из зависимостей рис. 3. 2, б, следует, что скорость распыления переходных металлов, вероятно, связана со степенью за полнения электронных оболочек 3 d, 4 d, 5 d. Как было показано в § 1. 4, скорость травления практически всех материалов зависит от угла падения ионов на обрабатываемую поверхность (рис. 3. 2, в). Оптимальным углом наклона луча следует считать 30— 60°. В табл. 3. 2 приведены скорости травления различных пленок ионами, нормально падающими на поверхность. К недостаткам метода ионного травления относятся: нагрев подложек; гранение маски из фоторезиста, приводящее к более быстрому распылению краев маски из за неодинаковых углов падения ионов; образование канавок вблизи маски; воздействие заряженных частиц на диэлектрические слои полупроводниковых структур, способных вызвать диэлектрический пробой при j ≈1015 ионов/см 2 (поверхностные состояния можно устранить с помощью отжига в среде водорода или азота при t≤ 773 К). Однако при ионном травлении лучше нейтра лизовать положительный заряд на подложках, например с помощью нити накаливания, эмиттирующей электроны.
Ионное травление обеспечивает разрешающую способность фоторезистивных масок, получение элементов с вертикальными стенками и большим отношением глубины к ширине. Скорость травления пленок в первом приближении пропорциональна произведению плотности потока падающих ионов и коэффициента распыления материала. Плот ность потока обусловлена в основном конструкцией источника и степенью ионизации рабочего газа. Коэффициент распыления S определяется как число атомов, выбитых из подложки, на один падающий ион. В свою очередь на коэффициент распыления влияет природа мишени (пленки), величина ускоряющего напряжения, энергия ионов, тип газа и угол падения. На рис. 3. 2, а приведены коэффициенты распыления материалов с различным атомным весом в зависимости от энергии ионов. Исходя из зависимостей рис. 3. 2, б, следует, что скорость распыления переходных металлов, вероятно, связана со степенью за полнения электронных оболочек 3 d, 4 d, 5 d. Как было показано в § 1. 4, скорость травления практически всех материалов зависит от угла падения ионов на обрабатываемую поверхность (рис. 3. 2, в). Оптимальным углом наклона луча следует считать 30— 60°. В табл. 3. 2 приведены скорости травления различных пленок ионами, нормально падающими на поверхность. К недостаткам метода ионного травления относятся: нагрев подложек; гранение маски из фоторезиста, приводящее к более быстрому распылению краев маски из за неодинаковых углов падения ионов; образование канавок вблизи маски; воздействие заряженных частиц на диэлектрические слои полупроводниковых структур, способных вызвать диэлектрический пробой при j ≈1015 ионов/см 2 (поверхностные состояния можно устранить с помощью отжига в среде водорода или азота при t≤ 773 К). Однако при ионном травлении лучше нейтра лизовать положительный заряд на подложках, например с помощью нити накаливания, эмиттирующей электроны.
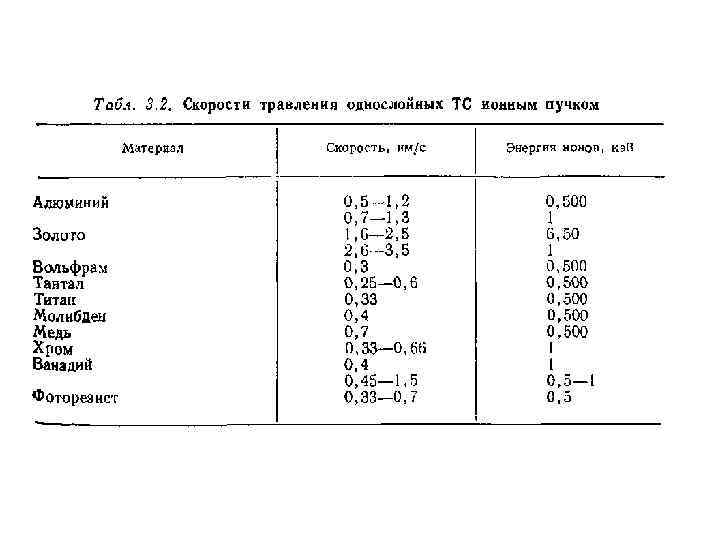
 Если ионное травление осуществляется только за счет направлен ного потока ионов, то процесс ионно плазменного травления протекает при участии направленного потока ионов, электронов, возбужденных атомов без химического взаимодействия с поверхностью твердого тела. При ионно плазменном травлении возможно удаление загрязне ний металлов, диэлектриков, полупроводников, что особенно важно при формировании многоуровневых структур. Одним из преимуществ ионно плазменного травления является отсутствие нейтрализации заряда для ВЧ систем и варьирование параметров разряда в широком диапазоне. К недостаткам травления с помощью ВЧ разряда следует отнести повышение температуры подложки за счет дополнительного воздействия на поверхность потока электронов и протекание ВЧ тока. Причиной этого эффекта является то обстоятельство, что ВЧ разряд существует при более высоких давлениях, а перераспыление происхо дит как при встрече с атомами газа в плазме, так и от твердых частиц. Скорости травления ВЧ распылением ниже, чем при ионном травлении. Это связано с трудностью охлаждения подложек (с увеличением мощ ности ВЧ разряда скорость травления возрастает почти линейно), об разованием адсорбированного слоя кислорода и окисных слоев хи мически активных материалов.
Если ионное травление осуществляется только за счет направлен ного потока ионов, то процесс ионно плазменного травления протекает при участии направленного потока ионов, электронов, возбужденных атомов без химического взаимодействия с поверхностью твердого тела. При ионно плазменном травлении возможно удаление загрязне ний металлов, диэлектриков, полупроводников, что особенно важно при формировании многоуровневых структур. Одним из преимуществ ионно плазменного травления является отсутствие нейтрализации заряда для ВЧ систем и варьирование параметров разряда в широком диапазоне. К недостаткам травления с помощью ВЧ разряда следует отнести повышение температуры подложки за счет дополнительного воздействия на поверхность потока электронов и протекание ВЧ тока. Причиной этого эффекта является то обстоятельство, что ВЧ разряд существует при более высоких давлениях, а перераспыление происхо дит как при встрече с атомами газа в плазме, так и от твердых частиц. Скорости травления ВЧ распылением ниже, чем при ионном травлении. Это связано с трудностью охлаждения подложек (с увеличением мощ ности ВЧ разряда скорость травления возрастает почти линейно), об разованием адсорбированного слоя кислорода и окисных слоев хи мически активных материалов.
 При ионно химическом травлении процесс удаления вещества происходит главным образом за счет взаимодействия направленного потока заряженных химически активных частиц (ионов, свободных радикалов) и электронов с материалом структуры. Образовавшиеся под действием ускоряющего напряжения и электронной бомбардировки химически активные радикалы вступают в реакции с веществом поверхностного слоя. Одним из существенных недостатков ионных методов травления является недостаточная селективность травления. Наиболее высокой селективности можно достичь, используя плазмохимическое травление пленок (ПХТ). ПХТ находит все более широкое применение в производстве ИС с высокой степенью интеграции. По сравнению с обработкой на основе жидкофазных технологических сред ПХТ обладает существенными преимуществами: высокое разрешение процесса; некритичность к адгезии защитных масок; повышение качества очистки; улучшение технико экономических показателей.
При ионно химическом травлении процесс удаления вещества происходит главным образом за счет взаимодействия направленного потока заряженных химически активных частиц (ионов, свободных радикалов) и электронов с материалом структуры. Образовавшиеся под действием ускоряющего напряжения и электронной бомбардировки химически активные радикалы вступают в реакции с веществом поверхностного слоя. Одним из существенных недостатков ионных методов травления является недостаточная селективность травления. Наиболее высокой селективности можно достичь, используя плазмохимическое травление пленок (ПХТ). ПХТ находит все более широкое применение в производстве ИС с высокой степенью интеграции. По сравнению с обработкой на основе жидкофазных технологических сред ПХТ обладает существенными преимуществами: высокое разрешение процесса; некритичность к адгезии защитных масок; повышение качества очистки; улучшение технико экономических показателей.
 Для проведения ПХТ наиболее распространены системы с индукционным разрядом и ВЧ емкостным разрядом. При ПХТ подложки помещаются в неравновесную низкотемпературную, т. е. слабоионизированную, плазму при низком давлении. При этом поверхность твердого тала подвергается одновременному воздействию фотонов, электронов, положительных и отрицательных ионов, свободных радикалов, быстрых нейтральных атомов. Этот комплекс микрочастиц способствует эффективному удалению поверхностного слоя вещества при взаимодействии с твердым телом. Процесс ПХТ является изотропным, удаление вещества осуществляется за счет чисто химического распыления образующихся летучих соединений. Скорость ПХТ вещества зависит от его физико химических характеристик и технологических параметров процесса. В плазме газового разряда происходит диссоциация молекул актив ного газа, скорость которой зависит от давления и температуры в зоне реакции и от концентрации частиц (электронов и молекул газа). Регулируя технологические параметры, можно изменять скорость ПХТ различных веществ от 10 до 5000 нм/мин. В газоразрядной плаз ме молекулы галогенсодержащих соединений разлагаются с образованием реакционноспособных радикалов.
Для проведения ПХТ наиболее распространены системы с индукционным разрядом и ВЧ емкостным разрядом. При ПХТ подложки помещаются в неравновесную низкотемпературную, т. е. слабоионизированную, плазму при низком давлении. При этом поверхность твердого тала подвергается одновременному воздействию фотонов, электронов, положительных и отрицательных ионов, свободных радикалов, быстрых нейтральных атомов. Этот комплекс микрочастиц способствует эффективному удалению поверхностного слоя вещества при взаимодействии с твердым телом. Процесс ПХТ является изотропным, удаление вещества осуществляется за счет чисто химического распыления образующихся летучих соединений. Скорость ПХТ вещества зависит от его физико химических характеристик и технологических параметров процесса. В плазме газового разряда происходит диссоциация молекул актив ного газа, скорость которой зависит от давления и температуры в зоне реакции и от концентрации частиц (электронов и молекул газа). Регулируя технологические параметры, можно изменять скорость ПХТ различных веществ от 10 до 5000 нм/мин. В газоразрядной плаз ме молекулы галогенсодержащих соединений разлагаются с образованием реакционноспособных радикалов.
 Введение в газовую фазу веществ, взаимодействующих с радика лами, резко уменьшает скорость ПХТ. Например, введение водорода снижает скорость процесса, так как водород активно соединяется с галогенрадикалами. Небольшие добавки 02 ускоряют ПХТ в связи с тем, что образующийся радикал О: связывает радикалы углеводоро дов эффективнее, чем радикалы галогенов (из за меньшего размера атома). Для обеспечения качественного протекания процесса ПХТ необ ходимо в зависимости от природы вещества подложки соответствующим образом подбирать газовую технологическую среду. Для ПХТ Si, Si 02 приемлемы фторхлорпроизводные алифатических углеводородов (фреоны), так как фтор образует с кремнием легколетучий Si. F 4. Для алюминия осуществить ПХТ невозможно, используя радикалы фтора, так как фторид алюминия нелетуч при достижимых температурах (Ткип≈ 1533 К). Используя галогенпроизводные на основе хлора, брома, иода, мож но обеспечить качественное травление Аl, поскольку Ткип. А 1 С 13 = 433, 7 К, Ткип. А 1 Вr 3 = 537 К, Ткип. Al. I 3 = 611 К. Аналогично ПХТ ра дикалами фтора невозможно осуществить для ряда металлов, например хрома, меди, серебра, золота, никеля и т. д. Здесь необходимо подби рать другую среду, обеспечивающую образование легколетучих со единений. Для многих металлов, например Сr, Мо, весьма летучи оксигалогениды (например, Ткип оксигалогенида хрома Сr. O 2 С 12 составляет 391 К). В этом случае ПХТ необходимо осуществлять в галогенкислородной плазме, причем концентрации кислорода и галогена должны быть примерно одинаковы.
Введение в газовую фазу веществ, взаимодействующих с радика лами, резко уменьшает скорость ПХТ. Например, введение водорода снижает скорость процесса, так как водород активно соединяется с галогенрадикалами. Небольшие добавки 02 ускоряют ПХТ в связи с тем, что образующийся радикал О: связывает радикалы углеводоро дов эффективнее, чем радикалы галогенов (из за меньшего размера атома). Для обеспечения качественного протекания процесса ПХТ необ ходимо в зависимости от природы вещества подложки соответствующим образом подбирать газовую технологическую среду. Для ПХТ Si, Si 02 приемлемы фторхлорпроизводные алифатических углеводородов (фреоны), так как фтор образует с кремнием легколетучий Si. F 4. Для алюминия осуществить ПХТ невозможно, используя радикалы фтора, так как фторид алюминия нелетуч при достижимых температурах (Ткип≈ 1533 К). Используя галогенпроизводные на основе хлора, брома, иода, мож но обеспечить качественное травление Аl, поскольку Ткип. А 1 С 13 = 433, 7 К, Ткип. А 1 Вr 3 = 537 К, Ткип. Al. I 3 = 611 К. Аналогично ПХТ ра дикалами фтора невозможно осуществить для ряда металлов, например хрома, меди, серебра, золота, никеля и т. д. Здесь необходимо подби рать другую среду, обеспечивающую образование легколетучих со единений. Для многих металлов, например Сr, Мо, весьма летучи оксигалогениды (например, Ткип оксигалогенида хрома Сr. O 2 С 12 составляет 391 К). В этом случае ПХТ необходимо осуществлять в галогенкислородной плазме, причем концентрации кислорода и галогена должны быть примерно одинаковы.
 Методы очистки поверхности подложек Зависят от характера загрязнений поверхности. Примеси на поверхности подложки делят на: - Физические загрязнения; - Химические загрязнения.
Методы очистки поверхности подложек Зависят от характера загрязнений поверхности. Примеси на поверхности подложки делят на: - Физические загрязнения; - Химические загрязнения.
 Особенности физических загрязнений 1. Обусловлены физической адсорбцией и слабо связаны с поверхностью полупроводника. 2. Физическая адсорбция загрязнений к поверхности происходит в результате межмолекулярного взаимодействия, обусловленного: - силами Ван–дер–Ваальса; ческой ризацией (кулоновским взаимодействием заряженных частиц). 3. Адсорбированные частицы могут преодолевать силы адсорбции десорбироваться (т. е. физические загрязнения носят обратимый характер).
Особенности физических загрязнений 1. Обусловлены физической адсорбцией и слабо связаны с поверхностью полупроводника. 2. Физическая адсорбция загрязнений к поверхности происходит в результате межмолекулярного взаимодействия, обусловленного: - силами Ван–дер–Ваальса; ческой ризацией (кулоновским взаимодействием заряженных частиц). 3. Адсорбированные частицы могут преодолевать силы адсорбции десорбироваться (т. е. физические загрязнения носят обратимый характер).
 Физические загрязнения Подразделяют на:
Физические загрязнения Подразделяют на:
 Полярные загрязнения - жиры; - белки; - жирные кислоты; - следы поверхностно–активных веществ; - остатки синтетических плёнок. Особенности: - Молекулы данных веществ обладают дипольными моментами и, как правило, ориентированы на поверхности; - Ориентация таких молекул приводит к росту плотности их упаковки на поверхности и к сокращению площади загрязнения.
Полярные загрязнения - жиры; - белки; - жирные кислоты; - следы поверхностно–активных веществ; - остатки синтетических плёнок. Особенности: - Молекулы данных веществ обладают дипольными моментами и, как правило, ориентированы на поверхности; - Ориентация таких молекул приводит к росту плотности их упаковки на поверхности и к сокращению площади загрязнения.
 Неполярные загрязнения Минеральные масла; Парафин; Остатки битумов; Вазелины. Особенности: Из–за малого дипольного момента данные вещества обладают высокой поверхностной энергией и способны покрывать большие площади.
Неполярные загрязнения Минеральные масла; Парафин; Остатки битумов; Вазелины. Особенности: Из–за малого дипольного момента данные вещества обладают высокой поверхностной энергией и способны покрывать большие площади.
 Особенности химических загрязнений - химические загрязнения связаны с поверхностью подложки силами хемосорбции; - образуются прочные ковалентные или ионные связи с поверхностью (т. е. имеют необратимый характер). Химические загрязнения подразделяются на: - ионные загрязнения; - атомные загрязнения; - остатки оксидных, нитридных или сульфидных плёнок.
Особенности химических загрязнений - химические загрязнения связаны с поверхностью подложки силами хемосорбции; - образуются прочные ковалентные или ионные связи с поверхностью (т. е. имеют необратимый характер). Химические загрязнения подразделяются на: - ионные загрязнения; - атомные загрязнения; - остатки оксидных, нитридных или сульфидных плёнок.
 Ионные загрязнения растворимые в воде соли; кислоты; и основания. Осаждаются на поверхность пластин из очищающих растворов и травителей, а также из окружающей среды.
Ионные загрязнения растворимые в воде соли; кислоты; и основания. Осаждаются на поверхность пластин из очищающих растворов и травителей, а также из окружающей среды.
 Атомные загрязнения Осаждаются на поверхности подложек в виде: - микрозародышей из атомов золота; - железа, - меди, - серебра; - других химических элементов, присутствующих в реактивах. Могут покрывать всю поверхность подложки и даже образовывать макроскопические слои.
Атомные загрязнения Осаждаются на поверхности подложек в виде: - микрозародышей из атомов золота; - железа, - меди, - серебра; - других химических элементов, присутствующих в реактивах. Могут покрывать всю поверхность подложки и даже образовывать макроскопические слои.
 Основными источники загрязнений – абразивные и клеящие материалы, используемые при механической обработке полупроводниковых подложек; – пыль и аэрозольные частицы, содержащиеся в воздушной среде производственных помещений; – технологическое оборудование и оснастка, операционная и транспортная тара для подложек; – технологические среды, органические и неорганические реагенты, промывочная вода; – одежда, эпителий, косметика, бактерии и вирусы, жировые отпечатки пальцев оператора.
Основными источники загрязнений – абразивные и клеящие материалы, используемые при механической обработке полупроводниковых подложек; – пыль и аэрозольные частицы, содержащиеся в воздушной среде производственных помещений; – технологическое оборудование и оснастка, операционная и транспортная тара для подложек; – технологические среды, органические и неорганические реагенты, промывочная вода; – одежда, эпителий, косметика, бактерии и вирусы, жировые отпечатки пальцев оператора.
 Борьба с загрязнениями Данную задачу решают в трёх аспектах: – использование эффективных методов очистки подложек перед выполнением ответственных технологических операций; – исключение попадания загрязнений на поверхность подложек из воздушной среды производственных помещений путём реализации техпроцесса в чистых производственных помещениях; – исключение попадания загрязнений на поверхность подложек при выполнении операций в технологических установках путем использования чистых технологических сред и тщательной под готовки технологического оборудования.
Борьба с загрязнениями Данную задачу решают в трёх аспектах: – использование эффективных методов очистки подложек перед выполнением ответственных технологических операций; – исключение попадания загрязнений на поверхность подложек из воздушной среды производственных помещений путём реализации техпроцесса в чистых производственных помещениях; – исключение попадания загрязнений на поверхность подложек при выполнении операций в технологических установках путем использования чистых технологических сред и тщательной под готовки технологического оборудования.
 Требования к методам очистки полупроводниковых подложек – инертность по отношению к обрабатываемому материалу; – пожаробезопасность и минимальная токсичность; – высокая степень чистоты используемых химреактивов, газов и воды; – оборудование для очистки должно конструироваться по принципу «бесконечного разбавления» .
Требования к методам очистки полупроводниковых подложек – инертность по отношению к обрабатываемому материалу; – пожаробезопасность и минимальная токсичность; – высокая степень чистоты используемых химреактивов, газов и воды; – оборудование для очистки должно конструироваться по принципу «бесконечного разбавления» .
 Классификация методов очистки подложек
Классификация методов очистки подложек
 Обезжиривание в органических растворителях В основе метода лежат процессы замещения адсорбированных молекул примесей молекулами растворителей. В результате десорбции молекулы загрязнений переходят с очищаемой поверхности подложки в приповерхностный слой растворителя и далее равномерно распределяются в его объёме. Используемые материалы: трихлорэтилен, толуол, спирты, бензин, ацетон. Недостаток метода: неполное удаление загрязнений вследствие уравнивания скоростей десорбции и адсорбции. Т. е, наблюдается вторичное загрязнение поверхности из объёма растворителя.
Обезжиривание в органических растворителях В основе метода лежат процессы замещения адсорбированных молекул примесей молекулами растворителей. В результате десорбции молекулы загрязнений переходят с очищаемой поверхности подложки в приповерхностный слой растворителя и далее равномерно распределяются в его объёме. Используемые материалы: трихлорэтилен, толуол, спирты, бензин, ацетон. Недостаток метода: неполное удаление загрязнений вследствие уравнивания скоростей десорбции и адсорбции. Т. е, наблюдается вторичное загрязнение поверхности из объёма растворителя.
 Очистка подложек в очищающих растворах Основана на химическом взаимодействии компонентов растворов с загрязнениями поверхности. Органические загрязнения разрушаются, окисляются до легкорастворимых форм или до образования газообразных веществ и воды. Обработка в щелочных растворах основана на разложении жиров щелочью и переводе их в легкорастворимые мыла. Очистка поверхности от атомов и ионов металлов, оксидных, сульфидных и нитридных пленок проводится в кислотных растворах. Удаление атомных и ионных загрязнений с помощью кислот основано на вытеснении атомов и ионов металлов ионами водорода.
Очистка подложек в очищающих растворах Основана на химическом взаимодействии компонентов растворов с загрязнениями поверхности. Органические загрязнения разрушаются, окисляются до легкорастворимых форм или до образования газообразных веществ и воды. Обработка в щелочных растворах основана на разложении жиров щелочью и переводе их в легкорастворимые мыла. Очистка поверхности от атомов и ионов металлов, оксидных, сульфидных и нитридных пленок проводится в кислотных растворах. Удаление атомных и ионных загрязнений с помощью кислот основано на вытеснении атомов и ионов металлов ионами водорода.
 Интенсификации процессов очистки Осуществляется для повышения эффективности очистки. При этом ускоряются наиболее медленные стадии процесса (например, подвод свежего реагента в зону обработки, отвод продуктов химических реакций от обрабатываемой поверхности, десорбция атомов или ионов и т. д. ). Методы интенсификации подразделяются на физические , химические и комбинированные.
Интенсификации процессов очистки Осуществляется для повышения эффективности очистки. При этом ускоряются наиболее медленные стадии процесса (например, подвод свежего реагента в зону обработки, отвод продуктов химических реакций от обрабатываемой поверхности, десорбция атомов или ионов и т. д. ). Методы интенсификации подразделяются на физические , химические и комбинированные.
 Физические методы интенсификации нагрев, кипячение, обработка струёй, обработка гидроциркуляцией, обработка протоком, гидромеханическая отмывка, центрифугирование, обработку ультра– и мегазвуком, плазменная обработка.
Физические методы интенсификации нагрев, кипячение, обработка струёй, обработка гидроциркуляцией, обработка протоком, гидромеханическая отмывка, центрифугирование, обработку ультра– и мегазвуком, плазменная обработка.
, - очистка комплексообразователями.") Химические методы интенсификации - очистка поверхностно–активными веществами (ПАВ), - очистка комплексообразователями.
Химические методы интенсификации - очистка поверхностно–активными веществами (ПАВ), - очистка комплексообразователями.
 Комбинированные методы интенсификации объединяют в себе физические и химические методы: обработка горячей струёй, подогрев ультразвуковой ванны, использование травителей в сочетании с использованием ультразвука, и т. д.
Комбинированные методы интенсификации объединяют в себе физические и химические методы: обработка горячей струёй, подогрев ультразвуковой ванны, использование травителей в сочетании с использованием ультразвука, и т. д.
 Способы реализации обработки поверхности подложек Объёмная химическая обработка; Химическая обработка в аэрозолях.
Способы реализации обработки поверхности подложек Объёмная химическая обработка; Химическая обработка в аэрозолях.
 Объёмная химическая обработка реализуется погружением кассет с пластинами в ванну, заполненную технологическим раствором. Отличительные особенности: для каждого технологического раствора, используемого в техпроцессе, должна быть отдельная ванна; для каждого технологического раствора устанавливается регламент замены, исходя из количества обработанных в одном объёме раствора пластин и срока годности раствора; нагрев технологического раствора осуществляется непосредственно в ванне; - отмывка пластин от технологического раствора производится в специальных ваннах с проточной деионизованной водой; - сушка пластин после отмывки осуществляется на специальном оборудовании, чаще всего в центрифуге.
Объёмная химическая обработка реализуется погружением кассет с пластинами в ванну, заполненную технологическим раствором. Отличительные особенности: для каждого технологического раствора, используемого в техпроцессе, должна быть отдельная ванна; для каждого технологического раствора устанавливается регламент замены, исходя из количества обработанных в одном объёме раствора пластин и срока годности раствора; нагрев технологического раствора осуществляется непосредственно в ванне; - отмывка пластин от технологического раствора производится в специальных ваннах с проточной деионизованной водой; - сушка пластин после отмывки осуществляется на специальном оборудовании, чаще всего в центрифуге.
 Химическая обработка в аэрозолях реализуется путем обработки пластин в специальной ванне-центрифуге, в которую в виде аэрозолей вначале подается технологический раствор или его компоненты, затем деионизованная вода, а в конце – очищенный азот для высушивания пластин. Характерные особенности: – каждая пластина проходит обработку в новой порции технологического раствора; – в одной ванне реализуются все стадии процесса химической обработки подложек.
Химическая обработка в аэрозолях реализуется путем обработки пластин в специальной ванне-центрифуге, в которую в виде аэрозолей вначале подается технологический раствор или его компоненты, затем деионизованная вода, а в конце – очищенный азот для высушивания пластин. Характерные особенности: – каждая пластина проходит обработку в новой порции технологического раствора; – в одной ванне реализуются все стадии процесса химической обработки подложек.
 Последовательность очистки поверхности подложек от загрязнений Большинство методов очистки требует последовательного использования нескольких очищающих растворов: 1) Удаление органических загрязнений; 2) Удаление слоёв оксида; 3) Удаление механических частиц; 4) Удаление металлических и ионных примесей.
Последовательность очистки поверхности подложек от загрязнений Большинство методов очистки требует последовательного использования нескольких очищающих растворов: 1) Удаление органических загрязнений; 2) Удаление слоёв оксида; 3) Удаление механических частиц; 4) Удаление металлических и ионных примесей.
 Очередность применения технологических растворов – Травитель КАРО; – Раствор плавиковой кислоты; – Перекисно–аммиачный раствор (ПАР); – Перекисно–соляный раствор (ПСР).
Очередность применения технологических растворов – Травитель КАРО; – Раствор плавиковой кислоты; – Перекисно–аммиачный раствор (ПАР); – Перекисно–соляный раствор (ПСР).
 Обработка в травителе КАРО Травитель КАРО - смесь серной кислоты и перекиси водорода в соотношении 10: 1. Используется при температуре 90 – 150 °С: H 2 SO 4 + H 2 O 2 = H 2 SO 5 + H 2 O. Пероксомоносерная кислота при нагревании разлагается с образованием атомарного кислорода: H 2 SO 5 = H 2 SO 4 + O. Атомарный кислород интенсивно взаимодействует с органическими веществами, которые в результате эмульгируются или растворяются в травителе.
Обработка в травителе КАРО Травитель КАРО - смесь серной кислоты и перекиси водорода в соотношении 10: 1. Используется при температуре 90 – 150 °С: H 2 SO 4 + H 2 O 2 = H 2 SO 5 + H 2 O. Пероксомоносерная кислота при нагревании разлагается с образованием атомарного кислорода: H 2 SO 5 = H 2 SO 4 + O. Атомарный кислород интенсивно взаимодействует с органическими веществами, которые в результате эмульгируются или растворяются в травителе.
 Очистка поверхности от неметаллических загрязнений при нагревании концентрированная серная кислота может окислять такие неметаллы как серу, углерод и др. : S+2 H 2 SO 4=3 SO 2+2 H 2 O; C+2 H 2 SO 4=CO 2+2 SO 4+2 H 2 O. Основным недостатком очистки пластин в смеси КАРО является загрязнение поверхности подложек механическими частицами.
Очистка поверхности от неметаллических загрязнений при нагревании концентрированная серная кислота может окислять такие неметаллы как серу, углерод и др. : S+2 H 2 SO 4=3 SO 2+2 H 2 O; C+2 H 2 SO 4=CO 2+2 SO 4+2 H 2 O. Основным недостатком очистки пластин в смеси КАРО является загрязнение поверхности подложек механическими частицами.
 Удаление тонкого естественного слоя оксида как правило, используют травители на основе водных растворов плавиковой кислоты: Si. O 2 + 4 HF → Si. F 4 ↑ + 2 H 2 O. Обработка в растворе HF также эффективна для снижения концентрации металлов на поверхности кремния. Недостатки: Загрязнение поверхности микрочастицами, обусловленное появлением свободных (ненасыщенных) связей на поверхности кремния, повышающих активность поверхности и ее сорбционную способность; По данной причине на завершающей стадии обработки может наблюдаться адсорбция атомов тяжёлых металлов и примесей углерода.
Удаление тонкого естественного слоя оксида как правило, используют травители на основе водных растворов плавиковой кислоты: Si. O 2 + 4 HF → Si. F 4 ↑ + 2 H 2 O. Обработка в растворе HF также эффективна для снижения концентрации металлов на поверхности кремния. Недостатки: Загрязнение поверхности микрочастицами, обусловленное появлением свободных (ненасыщенных) связей на поверхности кремния, повышающих активность поверхности и ее сорбционную способность; По данной причине на завершающей стадии обработки может наблюдаться адсорбция атомов тяжёлых металлов и примесей углерода.
 Обработка подложек в ПАР Обработка в ПАР (NH 4 OH: H 2 O 2: H 2 O=1: 1, 5: 7) при температуре 60 – 80 °С является наиболее универсальной обработкой, обеспечивающей эффективное удаление с поверхности механических и органических загрязнений, а также десорбцию атомарных и ионных примесей. В щелочной среде в присутствии аммиака идет реакция разложения перекиси водорода: 3 H 2 O 2+2 NH 3→ 5 H 2 O+N 2; H 2 O 2→H 2 O+O.
Обработка подложек в ПАР Обработка в ПАР (NH 4 OH: H 2 O 2: H 2 O=1: 1, 5: 7) при температуре 60 – 80 °С является наиболее универсальной обработкой, обеспечивающей эффективное удаление с поверхности механических и органических загрязнений, а также десорбцию атомарных и ионных примесей. В щелочной среде в присутствии аммиака идет реакция разложения перекиси водорода: 3 H 2 O 2+2 NH 3→ 5 H 2 O+N 2; H 2 O 2→H 2 O+O.
 Особености обработки в ПАР Атомарный кислород обладает сильными окислительными свойствами, что обеспечивает: - деструкцию молекул органических загрязнений и их перевод в водорастворимое состояние; окисление атомов металлов до ионного состояния. Образование комплексных соединений с аммиаком обеспечивает десорбцию с поверхности ионных примесей. Выделение пузырьков кислорода обеспечивает интенсивное перемешивание раствора, что в совокупности с созданием щелочной аммиачной среды эффективно очищает поверхность от микрочастиц. НЕДОСТАТКИ: Загрязнение поверхности кремния примесями алюминия, магния и железа, что в ряде случаев требует дополнительной обработки в кислотных растворах.
Особености обработки в ПАР Атомарный кислород обладает сильными окислительными свойствами, что обеспечивает: - деструкцию молекул органических загрязнений и их перевод в водорастворимое состояние; окисление атомов металлов до ионного состояния. Образование комплексных соединений с аммиаком обеспечивает десорбцию с поверхности ионных примесей. Выделение пузырьков кислорода обеспечивает интенсивное перемешивание раствора, что в совокупности с созданием щелочной аммиачной среды эффективно очищает поверхность от микрочастиц. НЕДОСТАТКИ: Загрязнение поверхности кремния примесями алюминия, магния и железа, что в ряде случаев требует дополнительной обработки в кислотных растворах.
 (HCl: H 2 O") Очистка поверхности от металлических примесей Производится в перекисно–соляном растворе (ПСР) (HCl: H 2 O 2: H 2 O=5: 1: 1) при температуре 70 – 90 °С. Действие ПСР основано на образовании хорошо растворимых простых и комплексных солей соляной кислоты с ионными и атомарными загрязнениями на поверхности кремния и диоксида кремния. ПСР эффективен для удаления как щелочных, так и тяжёлых металлов.
Очистка поверхности от металлических примесей Производится в перекисно–соляном растворе (ПСР) (HCl: H 2 O 2: H 2 O=5: 1: 1) при температуре 70 – 90 °С. Действие ПСР основано на образовании хорошо растворимых простых и комплексных солей соляной кислоты с ионными и атомарными загрязнениями на поверхности кремния и диоксида кремния. ПСР эффективен для удаления как щелочных, так и тяжёлых металлов.
 Стадии процесса химической обработки 1. Обработка пластин в технологическом растворе; 2. Промывка обработанных пластин в деионизованной воде; 3. Сушка отмытых пластин.
Стадии процесса химической обработки 1. Обработка пластин в технологическом растворе; 2. Промывка обработанных пластин в деионизованной воде; 3. Сушка отмытых пластин.
 Устройство ванны для химобработки
Устройство ванны для химобработки
 Способы промывки пластин в проточной деионизованной воде 1. Отмывка пластин в трёхкаскадной ванне; 2. Отмывка пластин в однокаскадной ванне; 3. Отмывка пластин в стоп-ванне с последующей отмывкой в однокаскадной ванне.
Способы промывки пластин в проточной деионизованной воде 1. Отмывка пластин в трёхкаскадной ванне; 2. Отмывка пластин в однокаскадной ванне; 3. Отмывка пластин в стоп-ванне с последующей отмывкой в однокаскадной ванне.
 Трёхкаскадная ванна для промывки
Трёхкаскадная ванна для промывки
 Однокаскадная ванна для промывки
Однокаскадная ванна для промывки
 Стоп-ванна 1 - Ванна; 2 - Крышка; 3 - Подставка для кас сет с пластинами; 4 - Форсунки; 5 - Клапан подачи большого расхода воды; 6 - Клапан подачи малого расхода воды; 7 - Клапан быстрого слива.
Стоп-ванна 1 - Ванна; 2 - Крышка; 3 - Подставка для кас сет с пластинами; 4 - Форсунки; 5 - Клапан подачи большого расхода воды; 6 - Клапан подачи малого расхода воды; 7 - Клапан быстрого слива.
 Устройство блока сушки 1 - Корпус; 2 - Крышка; 3 - Вал; 4 - Узел вращения с подшипником; 5 - Шкив вала; 6 - Электродвигатель; 7 - Ремень; 8 - Карусель; 9 - Кассетодержатель; 10 - Форсунка подачи азота; 11 - Заслонка вытяжной вентиляции.
Устройство блока сушки 1 - Корпус; 2 - Крышка; 3 - Вал; 4 - Узел вращения с подшипником; 5 - Шкив вала; 6 - Электродвигатель; 7 - Ремень; 8 - Карусель; 9 - Кассетодержатель; 10 - Форсунка подачи азота; 11 - Заслонка вытяжной вентиляции.
 Типовая автоматизированная установка химобработки 1 - Блок загрузки; 2 - Блок обработки в смеси КАРО; 3 – Стоп-ванна; 4 – Блок обработки в ПАР; 5 – Блок промывки; 6 – Блок сушки; 7 – Блок выгрузки; 8 – Автооператор.
Типовая автоматизированная установка химобработки 1 - Блок загрузки; 2 - Блок обработки в смеси КАРО; 3 – Стоп-ванна; 4 – Блок обработки в ПАР; 5 – Блок промывки; 6 – Блок сушки; 7 – Блок выгрузки; 8 – Автооператор.