Лекция 3 Осн. През..ppt
- Количество слайдов: 69
 Качество поверхности Лекция 3
Качество поверхности Лекция 3
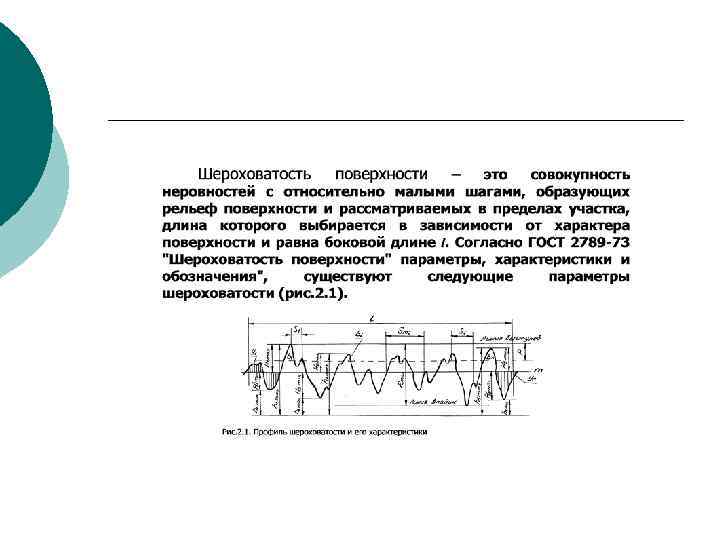
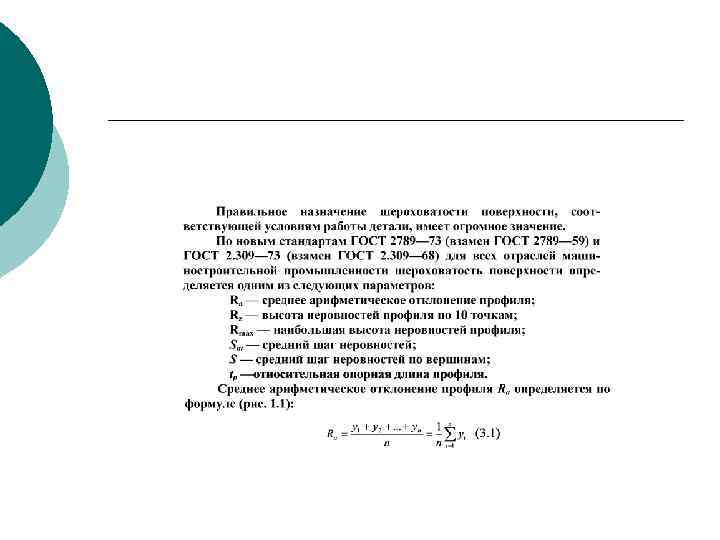
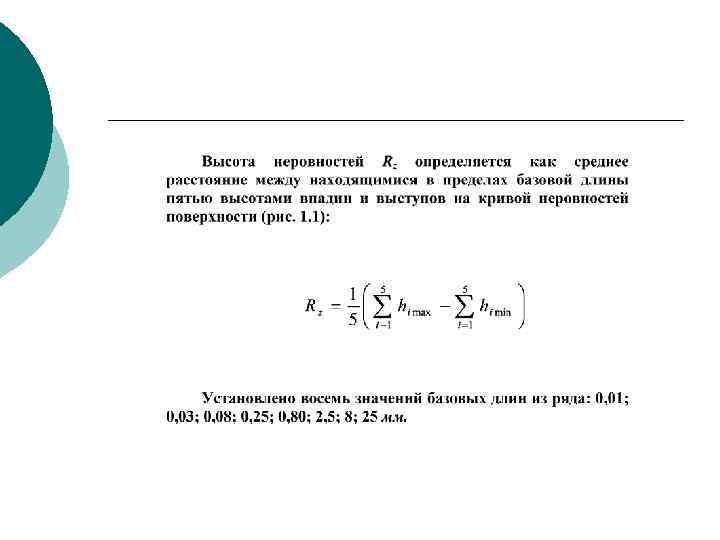
 Качество поверхности. Параметры.
Качество поверхности. Параметры.
 . Качество поверхностного слоя детали. Под поверхностным слоем детали понимается как сама поверхность, полученная в результате обработки, так и слой материала, непосредственно прилегающий к ней. Схема поверхностного слоя детали. 1 макроотклонение; 2 волнистость; 3 шероховатость; 4 субшероховатость; 5 адсорбированная зона; 6 зона оксидов; 7 гpаничная зона материала; 8 зона материала с изменёнными физико механическими свойствами.
. Качество поверхностного слоя детали. Под поверхностным слоем детали понимается как сама поверхность, полученная в результате обработки, так и слой материала, непосредственно прилегающий к ней. Схема поверхностного слоя детали. 1 макроотклонение; 2 волнистость; 3 шероховатость; 4 субшероховатость; 5 адсорбированная зона; 6 зона оксидов; 7 гpаничная зона материала; 8 зона материала с изменёнными физико механическими свойствами.
 Обозначение Ra и Rz на чертежах: Rz 3. 2 Ra 1. 25 ГОСТом также предусмотрены типы направлений неровностей поверхности: параллельное перекрещивающееся кругообразное произвольное
Обозначение Ra и Rz на чертежах: Rz 3. 2 Ra 1. 25 ГОСТом также предусмотрены типы направлений неровностей поверхности: параллельное перекрещивающееся кругообразное произвольное

 Схемы образования обработанных поверхностей
Схемы образования обработанных поверхностей
 ¡ ¡ ¡ ¡ Поперечная шероховатость – высота неровностей, измеренная перпендикулярно к движению резания. На образование поперечной шероховатости непосредственно влияют такие факторы, как геометрическая форма режущего инструмента и величина подачи. Поэтому размеры поперечной шероховатости обычно в 2 3 раза превосходят величину продольной шероховатости. Следовательно, шероховатость поверхности детали обычно оценивают по поперечной шероховатости. ГОСТом также предусмотрены типы направлений неровностей поверхности: параллельное перекрещивающееся кругообразное произвольное
¡ ¡ ¡ ¡ Поперечная шероховатость – высота неровностей, измеренная перпендикулярно к движению резания. На образование поперечной шероховатости непосредственно влияют такие факторы, как геометрическая форма режущего инструмента и величина подачи. Поэтому размеры поперечной шероховатости обычно в 2 3 раза превосходят величину продольной шероховатости. Следовательно, шероховатость поверхности детали обычно оценивают по поперечной шероховатости. ГОСТом также предусмотрены типы направлений неровностей поверхности: параллельное перекрещивающееся кругообразное произвольное
 ¡ ¡ ¡ Измерение микротвердости Микротвердость, глубину и степень наклепа определяют по ме тоду Хрущева Берковича по ГОСТ 9450 76 путем вдавливания в испы тываемую поверхность алмазной четырехгранной пирамиды с углом при вершине 136° под нагрузкой от 0, 0196 до I, 96 H [17]. Метод определения микротвердости широко используют для опре деления твердости очень тонких слоев (азотированного, цианированного), изделий небольших размеров, отдельных структурных состав ляющих сплавов и т. д. Поверхность образца для определения микротвердости проходит специальную подготовку: делается микрошлиф и затем протравлива ется для выявлений микроструктуры. Желательно делать косые срезы с целью получения большего числа точек, а значит, и более точно го определения глубины наклепа. Для измерения микротвердости применяются приборы ПМТ 3, ПМТ 5. Прибор имеет рычажное устройство для нагружения алмазной пира миды, два сменных объектива и окуляр микрометр для измерения диа гонали отпечатков.
¡ ¡ ¡ Измерение микротвердости Микротвердость, глубину и степень наклепа определяют по ме тоду Хрущева Берковича по ГОСТ 9450 76 путем вдавливания в испы тываемую поверхность алмазной четырехгранной пирамиды с углом при вершине 136° под нагрузкой от 0, 0196 до I, 96 H [17]. Метод определения микротвердости широко используют для опре деления твердости очень тонких слоев (азотированного, цианированного), изделий небольших размеров, отдельных структурных состав ляющих сплавов и т. д. Поверхность образца для определения микротвердости проходит специальную подготовку: делается микрошлиф и затем протравлива ется для выявлений микроструктуры. Желательно делать косые срезы с целью получения большего числа точек, а значит, и более точно го определения глубины наклепа. Для измерения микротвердости применяются приборы ПМТ 3, ПМТ 5. Прибор имеет рычажное устройство для нагружения алмазной пира миды, два сменных объектива и окуляр микрометр для измерения диа гонали отпечатков.
 деляют по формуле ¡ Метод Виккерса также основан на вдавливании алмазной четырехгранной пирамиды с углом при вершине 136° под на грузкой 98 1156 H (ГОСТ 2999 75). Применяется главным образом для испытания металлов высокой твердости.
деляют по формуле ¡ Метод Виккерса также основан на вдавливании алмазной четырехгранной пирамиды с углом при вершине 136° под на грузкой 98 1156 H (ГОСТ 2999 75). Применяется главным образом для испытания металлов высокой твердости.
 Структура металла ¡ ¡ ¡ Металлы и сплавы имеют кристаллическую структуру, атомы расположены в строго определенном порядке и образуют пространственную кристаллическую решетку. На свойства металла и сплава оказывают влияние форма, размеры и расположение зерен, а также химический состав примесей к основному металлу. Влияние качества поверхности на эксплуатационные свойства деталей машин Работоспособность деталей машин определяется в основном их эксплуатационными свойствами и условиями работы. Рассмотрим важнейшие из них. Износостойкость – характеризуется сопротивлением поверхности детали изнашиванию.
Структура металла ¡ ¡ ¡ Металлы и сплавы имеют кристаллическую структуру, атомы расположены в строго определенном порядке и образуют пространственную кристаллическую решетку. На свойства металла и сплава оказывают влияние форма, размеры и расположение зерен, а также химический состав примесей к основному металлу. Влияние качества поверхности на эксплуатационные свойства деталей машин Работоспособность деталей машин определяется в основном их эксплуатационными свойствами и условиями работы. Рассмотрим важнейшие из них. Износостойкость – характеризуется сопротивлением поверхности детали изнашиванию.
 ¡ ¡ Механические методы основаны на предположении, что при разрезке или удалении части детали с остаточными напряжениями у оставшейся части детали на вновь образовавшихся поверхностях имеют место эквивалентные напряжения, обратные по знаку удаленным. Эти обратные напряжения вызывают деформацию детали. Измерив возникшие деформации, можно вычислить остаточные напряжения. При прохождении постоянного тока от анода через электролит к ка тоду происходит электролитическое травление поверхностного слоя образца. В качестве регистрирующего прибора используются индика торы часового типа. В процессе травления через определенные про межутки времени производится запись показаний индикатора про гиб образцаf. Прогиб считается положительным, если он направ лен в сторону снятого слоя, и отрицательным, если он направлен в обратную сторону.
¡ ¡ Механические методы основаны на предположении, что при разрезке или удалении части детали с остаточными напряжениями у оставшейся части детали на вновь образовавшихся поверхностях имеют место эквивалентные напряжения, обратные по знаку удаленным. Эти обратные напряжения вызывают деформацию детали. Измерив возникшие деформации, можно вычислить остаточные напряжения. При прохождении постоянного тока от анода через электролит к ка тоду происходит электролитическое травление поверхностного слоя образца. В качестве регистрирующего прибора используются индика торы часового типа. В процессе травления через определенные про межутки времени производится запись показаний индикатора про гиб образцаf. Прогиб считается положительным, если он направ лен в сторону снятого слоя, и отрицательным, если он направлен в обратную сторону.
 ¡ ¡ После окончания травления Рассмотрим механический метод для определения остаточных на пряжений. I рода в поверхностном слое сплошного цилиндрическо го стержня. Этот метод основан на измерении деформации, возника ющей при постепенном стравливании металла по его полуцилиндриче ской поверхности (метод Н. Н. Давиденкова). Перед травлением об разцы обезжиривают ацетоном и покрывают химически стойким лаком таким образом, чтобы осталась непокрытой цилиндрическая поверх ность, с которой стравливается поверхностный слой. Одностороннее травление стержня нарушает равновесное состоя ние металла и вызывает его деформацию. При этом допускается, что осевые остаточные напряжения постоянны по длине стержня и симметричны относительно его оси. Травление, производится на специальном приборе. Образец помещается в ванну с электролитом. К образ цу аноду и катоду (цинковая пластина) подводится постоянный с образца снимается лак, поверх ность протирается ацетоном. Образец взвешивается, и определяется величина снятого слоя по формуле
¡ ¡ После окончания травления Рассмотрим механический метод для определения остаточных на пряжений. I рода в поверхностном слое сплошного цилиндрическо го стержня. Этот метод основан на измерении деформации, возника ющей при постепенном стравливании металла по его полуцилиндриче ской поверхности (метод Н. Н. Давиденкова). Перед травлением об разцы обезжиривают ацетоном и покрывают химически стойким лаком таким образом, чтобы осталась непокрытой цилиндрическая поверх ность, с которой стравливается поверхностный слой. Одностороннее травление стержня нарушает равновесное состоя ние металла и вызывает его деформацию. При этом допускается, что осевые остаточные напряжения постоянны по длине стержня и симметричны относительно его оси. Травление, производится на специальном приборе. Образец помещается в ванну с электролитом. К образ цу аноду и катоду (цинковая пластина) подводится постоянный с образца снимается лак, поверх ность протирается ацетоном. Образец взвешивается, и определяется величина снятого слоя по формуле
 . Схема влияния остаточных напряжений на предел усталости круглых образцов при внешнем нагружении
. Схема влияния остаточных напряжений на предел усталости круглых образцов при внешнем нагружении
 ТЕМА 2. КАЧЕСТВО И ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ МАШИНЫ. 2. 1. Понятие качества и точности изготовления машины. 2. 1. 3. Качество поверхностного слоя детали. Схема раскрывающая эффект упрочнения
ТЕМА 2. КАЧЕСТВО И ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ МАШИНЫ. 2. 1. Понятие качества и точности изготовления машины. 2. 1. 3. Качество поверхностного слоя детали. Схема раскрывающая эффект упрочнения
 Влияние скорости резания при точении на шероховатость поверхности Влияние подачи при точении стали на шероховатость поверхности
Влияние скорости резания при точении на шероховатость поверхности Влияние подачи при точении стали на шероховатость поверхности
 Рис. 3. 6 Зависимость высоты неровностей от подачи при точении конструкционной стали Ст5: 1 скорость резания v= 24 м/мин; 2 скорость резания v= 38 м/мин
Рис. 3. 6 Зависимость высоты неровностей от подачи при точении конструкционной стали Ст5: 1 скорость резания v= 24 м/мин; 2 скорость резания v= 38 м/мин
 Влияние охлаждения на микрогеометрию поверхности: 1 точение без охлаждения жидкости; 2 обильное охлаждение водной эмульсией (0, 5% сода с 0, 1% мыла)
Влияние охлаждения на микрогеометрию поверхности: 1 точение без охлаждения жидкости; 2 обильное охлаждение водной эмульсией (0, 5% сода с 0, 1% мыла)
 Рис. 3. 8 Влияние подачи s и радиуса округления резца r на наклеп поверхности Hd при точении: 1 s=0, 76 мм/об; 2 s= 0, 15 мм/об; 3 s= 0, 25 мм/об; 4 s= 0, 12 мм/об Рис. 3. 9 Влияние скорости резания v при точении на наклеп Hd сталей: 1 сталь 30 ХГС; 2 сталь 20
Рис. 3. 8 Влияние подачи s и радиуса округления резца r на наклеп поверхности Hd при точении: 1 s=0, 76 мм/об; 2 s= 0, 15 мм/об; 3 s= 0, 25 мм/об; 4 s= 0, 12 мм/об Рис. 3. 9 Влияние скорости резания v при точении на наклеп Hd сталей: 1 сталь 30 ХГС; 2 сталь 20
 Рис. 3. 10 Влияние скорости v точения на остаточные напряжения σ
Рис. 3. 10 Влияние скорости v точения на остаточные напряжения σ
 График, характеризующий влияния подачи при точении на остаточные напряжения в поверхностно слое обработанного металла
График, характеризующий влияния подачи при точении на остаточные напряжения в поверхностно слое обработанного металла
 Рис. 3. 2 Схема работы профилометра и профилографа
Рис. 3. 2 Схема работы профилометра и профилографа
 Рис 3. 3 Оптическая схема двойного микроскопа: 1 проектирующий микроскоп; 2 микроскоп наблюдения; 3 окуляр; 4 контролируемая поверхность; 5 и 6 объективы
Рис 3. 3 Оптическая схема двойного микроскопа: 1 проектирующий микроскоп; 2 микроскоп наблюдения; 3 окуляр; 4 контролируемая поверхность; 5 и 6 объективы
 график, характеризующий влияния подачи при точении на остаточные напряжения в поверхностно слое обработанного металла
график, характеризующий влияния подачи при точении на остаточные напряжения в поверхностно слое обработанного металла
 Рис. 3. 12 Влияние переднего угла на остаточные напряжения: 1 γ=17 о; 2 γ= 5 о; 3 γ = 10 о
Рис. 3. 12 Влияние переднего угла на остаточные напряжения: 1 γ=17 о; 2 γ= 5 о; 3 γ = 10 о
 Влияние глубины шлифования на остаточные напряжения σ в высокоуглеродистой стали 18: Режим: n=480 мин 1; v= 47 м/мин; s= 3750 мм/мин; 1 vкр= 30 м/сек; 2 vкр= 50 м/сек
Влияние глубины шлифования на остаточные напряжения σ в высокоуглеродистой стали 18: Режим: n=480 мин 1; v= 47 м/мин; s= 3750 мм/мин; 1 vкр= 30 м/сек; 2 vкр= 50 м/сек
 Эксплуатационные свойства обработанных деталей машин ¡ ¡ ¡ Работоспособность деталей машин определяется в основном их эксплуатационными свойствами и условиями работы. Рассмотрим важнейшие из них. Износостойкость – характеризуется сопротивлением поверхности детали изнашиванию. В процессе изнашивания происходит изменение формы и размеров сопрягаемых деталей, нарушаются условия правильной эксплуатации. Усталостная прочность, или предел выносливости, характеризуется напряжением, при котором деталь выдерживает неограниченное число циклов нагружений без разрушения. Контактная усталость – усталость материала в условиях контактной нагрузки. Сопротивление коррозии – сопротивление материала действию коррозионных процессов. Отражательная способность характеризуется количеством отраженного и рассеянного света.
Эксплуатационные свойства обработанных деталей машин ¡ ¡ ¡ Работоспособность деталей машин определяется в основном их эксплуатационными свойствами и условиями работы. Рассмотрим важнейшие из них. Износостойкость – характеризуется сопротивлением поверхности детали изнашиванию. В процессе изнашивания происходит изменение формы и размеров сопрягаемых деталей, нарушаются условия правильной эксплуатации. Усталостная прочность, или предел выносливости, характеризуется напряжением, при котором деталь выдерживает неограниченное число циклов нагружений без разрушения. Контактная усталость – усталость материала в условиях контактной нагрузки. Сопротивление коррозии – сопротивление материала действию коррозионных процессов. Отражательная способность характеризуется количеством отраженного и рассеянного света.
 ¡ ¡ ¡ Опорная поверхность характеризуется площадью контакта соприкасающихся поверхностей. Электрические и магнитные свойства (электропроводность, прохождение электромагнитных волн и др. ). Эстетические свойства, или товарный вид, изделий (блеск, оттенок, цвет, гладкость и т. д. ). При оценке эксплуатационных свойств деталей и изделий рассматривают также обобщенные показатели: долговечность и надежность. Под долговечностью понимают продолжительность работы детали (изделия) до разрушения или потери работоспособности. Например, долговечность коленчатого вала, поршневого кольца, коробки скоростей и др. Под надежностью понимают свойство изделия (детали) сохранять работоспособность в течение установленного времени в заданных условиях эксплуатации. Надежность характеризуется безотказной работой изделия (детали) в течение заданного времени, если число отказов в этот интервал времени не превышает допустимого.
¡ ¡ ¡ Опорная поверхность характеризуется площадью контакта соприкасающихся поверхностей. Электрические и магнитные свойства (электропроводность, прохождение электромагнитных волн и др. ). Эстетические свойства, или товарный вид, изделий (блеск, оттенок, цвет, гладкость и т. д. ). При оценке эксплуатационных свойств деталей и изделий рассматривают также обобщенные показатели: долговечность и надежность. Под долговечностью понимают продолжительность работы детали (изделия) до разрушения или потери работоспособности. Например, долговечность коленчатого вала, поршневого кольца, коробки скоростей и др. Под надежностью понимают свойство изделия (детали) сохранять работоспособность в течение установленного времени в заданных условиях эксплуатации. Надежность характеризуется безотказной работой изделия (детали) в течение заданного времени, если число отказов в этот интервал времени не превышает допустимого.
 ¡ ¡ Наиболее важные эксплуатационные свойства деталей машин и приборов (износостойкость, усталостная прочность, коррозионная стойкость, оптические, электрические и диэлектрические свойства и др. ) в значительной мере определяются состоянием поверхности и поверхностных слоев материала (шероховатостью, микротвердостью, структурой, остаточными напряжениями, наличием на поверхности тонких пленок и т. п. ), несущих на себе наибольшую нагрузку при трении, являющихся местом зарождения усталостных трещин при динамических и знакопеременных нагрузках, местом зарождения коррозионных процессов и т. п. Рассмотрим, как влияет каждый из перечисленных параметров качества поверхности на важнейшие эксплуатационные свойства деталей.
¡ ¡ Наиболее важные эксплуатационные свойства деталей машин и приборов (износостойкость, усталостная прочность, коррозионная стойкость, оптические, электрические и диэлектрические свойства и др. ) в значительной мере определяются состоянием поверхности и поверхностных слоев материала (шероховатостью, микротвердостью, структурой, остаточными напряжениями, наличием на поверхности тонких пленок и т. п. ), несущих на себе наибольшую нагрузку при трении, являющихся местом зарождения усталостных трещин при динамических и знакопеременных нагрузках, местом зарождения коррозионных процессов и т. п. Рассмотрим, как влияет каждый из перечисленных параметров качества поверхности на важнейшие эксплуатационные свойства деталей.
 ¡ ¡ ¡ Шероховатость поверхности является одним из основных параметров качества поверхности, определяющим многие эксплуатационные свойства деталей машин: износостойкость, коррозионную стойкость, усталостную прочность, контактную усталость, оптические свойства, прочность прессовых посадок, некоторые электрические свойства. Многочисленные экспериментальные данные показывают, что величина сил трения и износостойкость деталей машин тесно связанны с такими параметрами шероховатости, как высота и форма микронеровностей, опорная поверхность, а также направление обработочных рисок относительно действующих нагрузок. Во многих случаях установлена оптимальная шероховатость, обеспечивающая наилучшие условия работы трущейся поверхности. Например, для подшипников качения оптимальным является шероховатость поверхности Ra= 0, 04 – 0, 16 мкм, для гильз цилиндров двигателей Ra=0, 08 – 0, 32 мкм.
¡ ¡ ¡ Шероховатость поверхности является одним из основных параметров качества поверхности, определяющим многие эксплуатационные свойства деталей машин: износостойкость, коррозионную стойкость, усталостную прочность, контактную усталость, оптические свойства, прочность прессовых посадок, некоторые электрические свойства. Многочисленные экспериментальные данные показывают, что величина сил трения и износостойкость деталей машин тесно связанны с такими параметрами шероховатости, как высота и форма микронеровностей, опорная поверхность, а также направление обработочных рисок относительно действующих нагрузок. Во многих случаях установлена оптимальная шероховатость, обеспечивающая наилучшие условия работы трущейся поверхности. Например, для подшипников качения оптимальным является шероховатость поверхности Ra= 0, 04 – 0, 16 мкм, для гильз цилиндров двигателей Ra=0, 08 – 0, 32 мкм.
 ¡ ¡ ¡ Следы обработки, из которых образуются шероховатости, являются местом зарождения коррозионных процессов и усталостных трещин. Чем грубее следы обработки, тем выше скорость протекания и развития отмеченных процессов. Увеличение микротвердости способствует повышению износостойкости, усталостной прочности, контактной усталости. Существует оптимальное значение микротвердости для конкретных условий. Величина и знак остаточных напряжений оказывают влияние на усталостную прочность, предел выносливости. В большинстве случаев благоприятными являются сжимающие остаточные напряжения ( 0).
¡ ¡ ¡ Следы обработки, из которых образуются шероховатости, являются местом зарождения коррозионных процессов и усталостных трещин. Чем грубее следы обработки, тем выше скорость протекания и развития отмеченных процессов. Увеличение микротвердости способствует повышению износостойкости, усталостной прочности, контактной усталости. Существует оптимальное значение микротвердости для конкретных условий. Величина и знак остаточных напряжений оказывают влияние на усталостную прочность, предел выносливости. В большинстве случаев благоприятными являются сжимающие остаточные напряжения ( 0).
 Влияние качества поверхности на износостойкость деталей машин ¡ ¡ ¡ Недостаточная износостойкость деталей машин в значительной мере ограничивает производительность машинного парка, так как увеличение нагрузок на отдельные элементы машин или повышение скоростей в ряде случаев недопустимо вследствие быстрого износа и выхода ее из строя. Быстрый износ машин в условиях эксплуатации приводит к простоям, связанным с ремонтом и регулировкой, что вызывает большие материальные и трудовые затраты. При трении и износе деталей машин на поверхности и в поверхностных слоях металла под влиянием внешних механических воздействий среды, материала трущихся пар, в зависимости от исходного состояния поверхности, теплоты трения возникают и развиваются механические, физические и химические процессы. Из этих процессов наиболее существенными при износе являются процессы схватывания, окисления, усталостного и абразивного разрушения.
Влияние качества поверхности на износостойкость деталей машин ¡ ¡ ¡ Недостаточная износостойкость деталей машин в значительной мере ограничивает производительность машинного парка, так как увеличение нагрузок на отдельные элементы машин или повышение скоростей в ряде случаев недопустимо вследствие быстрого износа и выхода ее из строя. Быстрый износ машин в условиях эксплуатации приводит к простоям, связанным с ремонтом и регулировкой, что вызывает большие материальные и трудовые затраты. При трении и износе деталей машин на поверхности и в поверхностных слоях металла под влиянием внешних механических воздействий среды, материала трущихся пар, в зависимости от исходного состояния поверхности, теплоты трения возникают и развиваются механические, физические и химические процессы. Из этих процессов наиболее существенными при износе являются процессы схватывания, окисления, усталостного и абразивного разрушения.
 ¡ Формирование исходного состояния поверхностных слоев завершается при окончательной технологической обработке. Поэтому важно получить такое качество поверхности при изготовлении деталей машин, которое было бы в условиях эксплуатации близким к рабочему состоянию поверхностных слоев и сопровождалось высоким комплексом прочностных свойств.
¡ Формирование исходного состояния поверхностных слоев завершается при окончательной технологической обработке. Поэтому важно получить такое качество поверхности при изготовлении деталей машин, которое было бы в условиях эксплуатации близким к рабочему состоянию поверхностных слоев и сопровождалось высоким комплексом прочностных свойств.
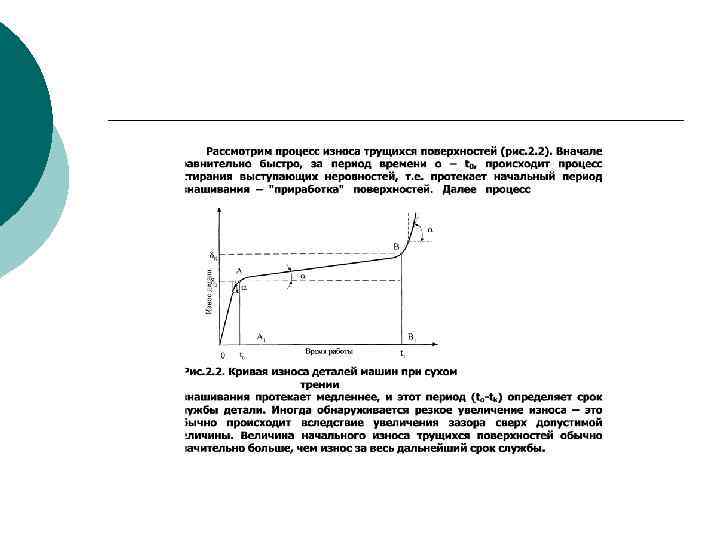
. Шероховатость поверхности, соответствующую") ¡ ¡ ¡ Не всегда наибольшая износостойкость связана с минимальной шероховатостью). Шероховатость поверхности, соответствующую минимальному изнашиванию трущейся пары, принято называть оптимальной. Так, например, по данным ВНИИПП, для рабочих поверхностей беговых дорожек шариковых подшипников является шероховатость Rа =0, 04– 0, 08 мкм, а по данным НАТИ, по соединению поршневой палец – бобышка поршня для пальца оптимальная шероховатость соответствует Rа=0, 16 0, 32 мкм, а для поверхности бобышки Rа=0, 63– 1, 25 мкм. Для зеркала цилиндра двигателей Rа =0, 08 – 0, 16 мкм. Период установившегося изнашивания характеризуется относительным постоянством условий работы поверхностей трения; период ускоренного износа характеризуется резким ухудшением условий работы поверхностей трения. Результаты многочисленных исследований показывают, что оптимальная шероховатость является наиболее благоприятной для приработки
¡ ¡ ¡ Не всегда наибольшая износостойкость связана с минимальной шероховатостью). Шероховатость поверхности, соответствующую минимальному изнашиванию трущейся пары, принято называть оптимальной. Так, например, по данным ВНИИПП, для рабочих поверхностей беговых дорожек шариковых подшипников является шероховатость Rа =0, 04– 0, 08 мкм, а по данным НАТИ, по соединению поршневой палец – бобышка поршня для пальца оптимальная шероховатость соответствует Rа=0, 16 0, 32 мкм, а для поверхности бобышки Rа=0, 63– 1, 25 мкм. Для зеркала цилиндра двигателей Rа =0, 08 – 0, 16 мкм. Период установившегося изнашивания характеризуется относительным постоянством условий работы поверхностей трения; период ускоренного износа характеризуется резким ухудшением условий работы поверхностей трения. Результаты многочисленных исследований показывают, что оптимальная шероховатость является наиболее благоприятной для приработки
 ¡ ¡ ¡ ¡ По классификации М. М. Хрущева, все разновидности износа разделяются на три группы: 1) механические виды, 2) молекулярно механические, 3) коррозионно механические. Исследования показывают, что в связи с процессом трения и износа имеют место три состояния поверхности и поверхностных слоев металла узлов трения: исходное, рабочее и остаточное. Исходное состояние поверхности и поверхностных слоев определяется материалом элементов узла трения и технологией обработки входящих в него деталей. Рабочее состояние поверхностных слоев формируется в процессе эксплуатации под действием рабочих нагрузок и соответствующих сред. В поверхностном слое, находящемся в рабочем состоянии, возникают процессы, возможности развития которых обусловлены исходным состоянием поверхностного слоя и условиями эксплуатации. После снятия нагрузки трением в поверхностных слоях деталей фиксируется остаточное состояние.
¡ ¡ ¡ ¡ По классификации М. М. Хрущева, все разновидности износа разделяются на три группы: 1) механические виды, 2) молекулярно механические, 3) коррозионно механические. Исследования показывают, что в связи с процессом трения и износа имеют место три состояния поверхности и поверхностных слоев металла узлов трения: исходное, рабочее и остаточное. Исходное состояние поверхности и поверхностных слоев определяется материалом элементов узла трения и технологией обработки входящих в него деталей. Рабочее состояние поверхностных слоев формируется в процессе эксплуатации под действием рабочих нагрузок и соответствующих сред. В поверхностном слое, находящемся в рабочем состоянии, возникают процессы, возможности развития которых обусловлены исходным состоянием поверхностного слоя и условиями эксплуатации. После снятия нагрузки трением в поверхностных слоях деталей фиксируется остаточное состояние.
 ¡ ¡ Необходимо создавать следы обработки, совпадающие с направлением движения при легких условиях трения (хорошая смазка, небольшое удельное давление). В этом случае трущиеся поверхности имеют большую площадь контакта и разделены тонким слоем смазки. При тяжелых условиях работы (недостаточная смазка, большие удельные давления) лучше иметь пересекающиеся штрихи, что умень шает возможность выдавливания смазки, появления схватывания и задиров, улучшает смазку поверхности (например, такая поверхность образуется после хонингования, суперфиниширования, струйно абразивной обработки, виброобработки и др. ). Имеются сведения о том, что наибольшая износостойкость оказалась у поверхностей с одинаковой микрогеометрией во всех направлениях. Для получения таких поверхностей рекомендуется абразивно жидкостная обработка (гидрополирование), виброабразивная обработка, виброобкатывание, вибровыглаживание.
¡ ¡ Необходимо создавать следы обработки, совпадающие с направлением движения при легких условиях трения (хорошая смазка, небольшое удельное давление). В этом случае трущиеся поверхности имеют большую площадь контакта и разделены тонким слоем смазки. При тяжелых условиях работы (недостаточная смазка, большие удельные давления) лучше иметь пересекающиеся штрихи, что умень шает возможность выдавливания смазки, появления схватывания и задиров, улучшает смазку поверхности (например, такая поверхность образуется после хонингования, суперфиниширования, струйно абразивной обработки, виброобработки и др. ). Имеются сведения о том, что наибольшая износостойкость оказалась у поверхностей с одинаковой микрогеометрией во всех направлениях. Для получения таких поверхностей рекомендуется абразивно жидкостная обработка (гидрополирование), виброабразивная обработка, виброобкатывание, вибровыглаживание.
 ВИДЫ технологических ТП ¡ ¡ ¡ В зависимости от серийности производства, назначения ТП и степени его подробности можно различать следующие классификационные виды ТП: Единичный ТП (ЕТП) – это ТП специально разработанный для обработки одного наименования конкретной детали. Унифицированный ТП (УТП) – это ТП разработанный для обработки целой совокупности деталей. Два основных направления: типизация и группирование. Типовой ТП – это ТП общий для некоторой совокупности деталей объединенным общими конструкторско технологическими признаками. Групповой ТП (ГТП) – ТП общий для некоторой совокупности деталей, который называется группой. Эти детали объединяются в группу по принципу общности технологической наладки на некоторой технологической операции. Типовые и групповые ТП значительно упрощают проектирование. Широко применяются во всех видах производства вплоть до массового.
ВИДЫ технологических ТП ¡ ¡ ¡ В зависимости от серийности производства, назначения ТП и степени его подробности можно различать следующие классификационные виды ТП: Единичный ТП (ЕТП) – это ТП специально разработанный для обработки одного наименования конкретной детали. Унифицированный ТП (УТП) – это ТП разработанный для обработки целой совокупности деталей. Два основных направления: типизация и группирование. Типовой ТП – это ТП общий для некоторой совокупности деталей объединенным общими конструкторско технологическими признаками. Групповой ТП (ГТП) – ТП общий для некоторой совокупности деталей, который называется группой. Эти детали объединяются в группу по принципу общности технологической наладки на некоторой технологической операции. Типовые и групповые ТП значительно упрощают проектирование. Широко применяются во всех видах производства вплоть до массового.
 ¡ ¡ ¡ По области применения ТП бывают: Проектный ТП – находящийся в стадии проектирования. По завершении проектирования он превращается в любой другой. Перспективный ТП – это прогрессивный ТП разработанный на будущее, но неосуществленный по технико организационным причинам. Рабочий ТП – это ТП по которому выполняется обработка. Временный ТП – это ТП временно применяемый вместо рабочего (аварийный ТП). Стандартный ТП – это принудительный ТП, установленный соответствующим стандартом и отступление от него наказывается (относится к пищевому производству).
¡ ¡ ¡ По области применения ТП бывают: Проектный ТП – находящийся в стадии проектирования. По завершении проектирования он превращается в любой другой. Перспективный ТП – это прогрессивный ТП разработанный на будущее, но неосуществленный по технико организационным причинам. Рабочий ТП – это ТП по которому выполняется обработка. Временный ТП – это ТП временно применяемый вместо рабочего (аварийный ТП). Стандартный ТП – это принудительный ТП, установленный соответствующим стандартом и отступление от него наказывается (относится к пищевому производству).
 ¡ ¡ ¡ Единичные ТП используются главным образом в массовом производстве, в котором любое улучшение ТП выражается значительной экономией. По степени подробности подразделяются на: Маршрутный ТП – представляет собой перечень операций с указанием оборудования на котором они выполняются. …. . ¡ ¡ 005 Фрезерно центровальная МР 70 ¡ ¡ 010 Токарная 16 К 20 наименование операции всегда является прилагательным, произведенным от названия станка на котором она выполняется. Маршрутные ТП применяются именно как ТП, исключительно в мелкосерийном и единичном производстве, где на каждом рабочем месте занят высококвалифицированный станочник, а ТП служит лишь указанием (маршрутом) перемещения заготовки со станка на станок. ¡ ¡ В крупносерийном и массовом производстве, где используются операционные и комплексные ТП, маршрутный ТП применяется в качестве оглавления
¡ ¡ ¡ Единичные ТП используются главным образом в массовом производстве, в котором любое улучшение ТП выражается значительной экономией. По степени подробности подразделяются на: Маршрутный ТП – представляет собой перечень операций с указанием оборудования на котором они выполняются. …. . ¡ ¡ 005 Фрезерно центровальная МР 70 ¡ ¡ 010 Токарная 16 К 20 наименование операции всегда является прилагательным, произведенным от названия станка на котором она выполняется. Маршрутные ТП применяются именно как ТП, исключительно в мелкосерийном и единичном производстве, где на каждом рабочем месте занят высококвалифицированный станочник, а ТП служит лишь указанием (маршрутом) перемещения заготовки со станка на станок. ¡ ¡ В крупносерийном и массовом производстве, где используются операционные и комплексные ТП, маршрутный ТП применяется в качестве оглавления
 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ДЕТАЛЕЙ ¡ ИСХОДНЫЕ ДАННЫЕ И ПОСЛЕДОВАТЕЛЬНОСТЬ РАЗРАБОТКИ ¡ ¡ Основной задачей разработки технологических процессов является обеспечение при заданной программе выпуска деталей высокого качества при минимальной себестоимости. Для разработки технологических процессов технолог должен иметь: 1) рабочийчертеж детали; ¡ ¡ 2) программу выпуска деталей; ¡ ¡ 3) чертеж заготовки; ¡ ¡ 4) сведения об оборудовании, необходимом для изготовления деталей, и разные вспомогательные материалы в виде паспорта станка, различных нормалей и нормативов по операционным припускам и допускам, режимам резания, нормирования операции обработки и др.
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ДЕТАЛЕЙ ¡ ИСХОДНЫЕ ДАННЫЕ И ПОСЛЕДОВАТЕЛЬНОСТЬ РАЗРАБОТКИ ¡ ¡ Основной задачей разработки технологических процессов является обеспечение при заданной программе выпуска деталей высокого качества при минимальной себестоимости. Для разработки технологических процессов технолог должен иметь: 1) рабочийчертеж детали; ¡ ¡ 2) программу выпуска деталей; ¡ ¡ 3) чертеж заготовки; ¡ ¡ 4) сведения об оборудовании, необходимом для изготовления деталей, и разные вспомогательные материалы в виде паспорта станка, различных нормалей и нормативов по операционным припускам и допускам, режимам резания, нормирования операции обработки и др.
 Рабочий чертеж детали ¡ ¡ ¡ Рабочий чертеж детали является основным документом, в котором указываются все параметры детали, заданные конструктором: геометрическая форма и размеры, материал и термообработка, точность и шероховатость отдельных поверхностей и другие технические условия. Рабочий чертеж детали служит основным документом и для контроля и приемки деталей. Внесение каких либо изменений в рабочий чертеж детали, например в части технологичности конструкции применительно к условиям обработки, изменения допусков или других параметров, улучшающих работу детали в собранном узле механизма, осуществляется конструктором по предложению технолога. Данные о производственной программе необходимы технологу для установления типа производства (массовое, серийное или единичное), с учетом которого должен разрабатываться технологический процесс, для выбора оборудования и оснастки (приспособления, инструмента), средств механизации операции и учета всех других вопросов, способствующих повышению производительности труда.
Рабочий чертеж детали ¡ ¡ ¡ Рабочий чертеж детали является основным документом, в котором указываются все параметры детали, заданные конструктором: геометрическая форма и размеры, материал и термообработка, точность и шероховатость отдельных поверхностей и другие технические условия. Рабочий чертеж детали служит основным документом и для контроля и приемки деталей. Внесение каких либо изменений в рабочий чертеж детали, например в части технологичности конструкции применительно к условиям обработки, изменения допусков или других параметров, улучшающих работу детали в собранном узле механизма, осуществляется конструктором по предложению технолога. Данные о производственной программе необходимы технологу для установления типа производства (массовое, серийное или единичное), с учетом которого должен разрабатываться технологический процесс, для выбора оборудования и оснастки (приспособления, инструмента), средств механизации операции и учета всех других вопросов, способствующих повышению производительности труда.
 ¡ ¡ Выбор способа изготовления и разработка чертежа заготовки производятся с учетом рабочего чертежа детали. При разработке технологических процессов для действующего завода данные об Оборудовании, имеющемся на заводе, необходимы с целью наилучшего использования, выбора рационального способа обработки и оснастки, нормирования операции и др. С этой же целью необходимы данные об оборудовании и в случае разработки технологических процессов для вновь проектируемого предприятия, которые можно получить из каталога металлорежущего оборудования или паспортных данных станков, применяющихся на заводах.
¡ ¡ Выбор способа изготовления и разработка чертежа заготовки производятся с учетом рабочего чертежа детали. При разработке технологических процессов для действующего завода данные об Оборудовании, имеющемся на заводе, необходимы с целью наилучшего использования, выбора рационального способа обработки и оснастки, нормирования операции и др. С этой же целью необходимы данные об оборудовании и в случае разработки технологических процессов для вновь проектируемого предприятия, которые можно получить из каталога металлорежущего оборудования или паспортных данных станков, применяющихся на заводах.
 составления плана (маршрута)") ¡ ¡ ¡ Разработка технологического процесса состоит из двух стадий: 1) составления плана (маршрута) операции и 2) разработки операции процесса. На первой стадии производится разделение процесса на отдельные операции и последовательность их выполнения, степень концентрации операции на основе выбора установочных баз, оборудования, приспособлений и др. Разделяя технологический процесс на черновые, чистовые и отделочные операции, выявляют наиболее ответственные поверхности, требующие многократной обработки, поверхности, которые целесообразно обрабатывать совместно с другими, или допускающие обработку в отдельной операции и т. п. При этом учитывается место выполнения термической обработки, предусмотренной рабочим чертежом детали.
¡ ¡ ¡ Разработка технологического процесса состоит из двух стадий: 1) составления плана (маршрута) операции и 2) разработки операции процесса. На первой стадии производится разделение процесса на отдельные операции и последовательность их выполнения, степень концентрации операции на основе выбора установочных баз, оборудования, приспособлений и др. Разделяя технологический процесс на черновые, чистовые и отделочные операции, выявляют наиболее ответственные поверхности, требующие многократной обработки, поверхности, которые целесообразно обрабатывать совместно с другими, или допускающие обработку в отдельной операции и т. п. При этом учитывается место выполнения термической обработки, предусмотренной рабочим чертежом детали.
 снятия внутренних напряжений в материале") ¡ ¡ Термическая обработка обычно производится с целью: 1) снятия внутренних напряжений в материале заготовки и улучшения их обрабатываемости и 2) для получения механических свойств детали, заданных рабочим чертежом детали. Для осуществления первой цели литые заготовки и поковки перед началом механической обработки подвергают нормализации, отжигу или старению. Осуществить вторую цель — повысить механические свойства детали термической или химико термической обработкой до начала механической обработки — не представляется возможным для подавляющей части основных деталей автомобилей, поверхностная твердость которых обычно выше HRC 40, т. е, того предела твердости материала, выше которого обработка деталей лезвийным инструментом становится затруднительной.
¡ ¡ Термическая обработка обычно производится с целью: 1) снятия внутренних напряжений в материале заготовки и улучшения их обрабатываемости и 2) для получения механических свойств детали, заданных рабочим чертежом детали. Для осуществления первой цели литые заготовки и поковки перед началом механической обработки подвергают нормализации, отжигу или старению. Осуществить вторую цель — повысить механические свойства детали термической или химико термической обработкой до начала механической обработки — не представляется возможным для подавляющей части основных деталей автомобилей, поверхностная твердость которых обычно выше HRC 40, т. е, того предела твердости материала, выше которого обработка деталей лезвийным инструментом становится затруднительной.
 Типизация и стандартизация технологических процессов ¡ ¡ ¡ Одним из путей повышения эффективности проектирования технологических процессов является проведение технологической унификации процессов, которая позволяет сократить сроки тех нологической подготовки производства и выполнить ее на высо ком организационно техническом уровне. Основными направлениями технологической унификации яв ляются типизация технологических процессов, стандартизация технологических процессов и групповой метод обработки деталей. Под типизацией технологических процессов понимается раз бивка деталей на конструктивно технологические классы (типы) и составление для каждого из них типового технологического процесса.
Типизация и стандартизация технологических процессов ¡ ¡ ¡ Одним из путей повышения эффективности проектирования технологических процессов является проведение технологической унификации процессов, которая позволяет сократить сроки тех нологической подготовки производства и выполнить ее на высо ком организационно техническом уровне. Основными направлениями технологической унификации яв ляются типизация технологических процессов, стандартизация технологических процессов и групповой метод обработки деталей. Под типизацией технологических процессов понимается раз бивка деталей на конструктивно технологические классы (типы) и составление для каждого из них типового технологического процесса.
 операции ¡ ¡ ¡ ¡ Установленный план (маршрут) операции уточняют и подробно") План (маршрут) операции ¡ ¡ ¡ ¡ Установленный план (маршрут) операции уточняют и подробно разрабатывают осуществление отдельных операций процесса: выбирают станок, определяют операционные размеры и допуски, выбирают приспособление и инструмент, режимы обработки и производят нормирование операции. Выбор станка производится с учетом габаритов заготовки, обеспечения необходимой точности и производительности обработки при наименьшей ее стоимости. В связи с этим размеры рабочей зоны станка должны соответствовать размерам обрабатываемых заготовок. Станок должен обеспечить не только необходимую производительность и точность, но и чистоту поверхности. Жесткость и мощность станка должны соответствовать условиям обработки на нем. Для черновых операций используются станки с невысокой точностью, не ограничивающие сечение снимаемой стружки. Наоборот для чистовых операций выбор станка обусловливается жесткостью, точностью и быстроходностью. Правильность выбора станка по производительности, которая должна соответствовать заданной программе, может быть оценена коэффициентом загрузки станка по времени.
План (маршрут) операции ¡ ¡ ¡ ¡ Установленный план (маршрут) операции уточняют и подробно разрабатывают осуществление отдельных операций процесса: выбирают станок, определяют операционные размеры и допуски, выбирают приспособление и инструмент, режимы обработки и производят нормирование операции. Выбор станка производится с учетом габаритов заготовки, обеспечения необходимой точности и производительности обработки при наименьшей ее стоимости. В связи с этим размеры рабочей зоны станка должны соответствовать размерам обрабатываемых заготовок. Станок должен обеспечить не только необходимую производительность и точность, но и чистоту поверхности. Жесткость и мощность станка должны соответствовать условиям обработки на нем. Для черновых операций используются станки с невысокой точностью, не ограничивающие сечение снимаемой стружки. Наоборот для чистовых операций выбор станка обусловливается жесткостью, точностью и быстроходностью. Правильность выбора станка по производительности, которая должна соответствовать заданной программе, может быть оценена коэффициентом загрузки станка по времени.
 ¡ Приспособления для обработки по возможности следует применять универсальные, быстродействующие. Однако в массовом. автомобильном производстве широко пользуются специальными приспособлениями, позволяющими значительно повышать производительность труда. При выборе режущего инструмента следует ориентироваться по возможности на остированный и нормализованный инструмент и лишь в необходимых случаях на специальный.
¡ Приспособления для обработки по возможности следует применять универсальные, быстродействующие. Однако в массовом. автомобильном производстве широко пользуются специальными приспособлениями, позволяющими значительно повышать производительность труда. При выборе режущего инструмента следует ориентироваться по возможности на остированный и нормализованный инструмент и лишь в необходимых случаях на специальный.
 ¡ ¡ 2 Выбор режущего инструмента и оценка его эффективности Выбор режущего инструмента, его вида, конструкции и размеров при разработке технологического процесса изготовления детали в значительной мере предопределяется методами обработки, свойствами обрабатываемого материала, требуемой точностью обработки и качества обрабатываемой поверхности детали. При выборе режущего инструмента необходимо стремиться принимать стандартный инструмент, но, когда целесообразно, следует применять специальный, комбинированный, фасонный инструмент, позволяющий совмещать обработку нескольких поверхностей. Правильный выбор режущей части инструмента имеет большое значение для повышения производительности и снижения себестоимости обработки. Для обработки стали рекомендуется применять инструмент, режущая часть которого изготовлена из титановольфрамовых твердых сплавов (Т 5 К 10, Т 14 К 8, Т 15 К 6 Т, Т 30 К 4), быстрорежущих инструментальных сталей (Р 18, Р 9 Ф 4, Р 14 Ф 4) и др.
¡ ¡ 2 Выбор режущего инструмента и оценка его эффективности Выбор режущего инструмента, его вида, конструкции и размеров при разработке технологического процесса изготовления детали в значительной мере предопределяется методами обработки, свойствами обрабатываемого материала, требуемой точностью обработки и качества обрабатываемой поверхности детали. При выборе режущего инструмента необходимо стремиться принимать стандартный инструмент, но, когда целесообразно, следует применять специальный, комбинированный, фасонный инструмент, позволяющий совмещать обработку нескольких поверхностей. Правильный выбор режущей части инструмента имеет большое значение для повышения производительности и снижения себестоимости обработки. Для обработки стали рекомендуется применять инструмент, режущая часть которого изготовлена из титановольфрамовых твердых сплавов (Т 5 К 10, Т 14 К 8, Т 15 К 6 Т, Т 30 К 4), быстрорежущих инструментальных сталей (Р 18, Р 9 Ф 4, Р 14 Ф 4) и др.
 ¡ ¡ Для обработки чугуна, цветных металлов и неметаллических материалов используют инструмент из вольфрамокобальтовых твердых сплавов (ВК 2, ВК 3 М, ВК 6, ВК 8) и быстрорежущих инструментальных сталей. Выбор материала для режущего инструмента зависит от формы и размеров инструмента, материала обрабатываемой заготовки, режимов резания и типа производства. Режущий инструмент необходимо выбирать по соответствующим стандартам и справочной литературе в зависимости от методов обработки деталей
¡ ¡ Для обработки чугуна, цветных металлов и неметаллических материалов используют инструмент из вольфрамокобальтовых твердых сплавов (ВК 2, ВК 3 М, ВК 6, ВК 8) и быстрорежущих инструментальных сталей. Выбор материала для режущего инструмента зависит от формы и размеров инструмента, материала обрабатываемой заготовки, режимов резания и типа производства. Режущий инструмент необходимо выбирать по соответствующим стандартам и справочной литературе в зависимости от методов обработки деталей
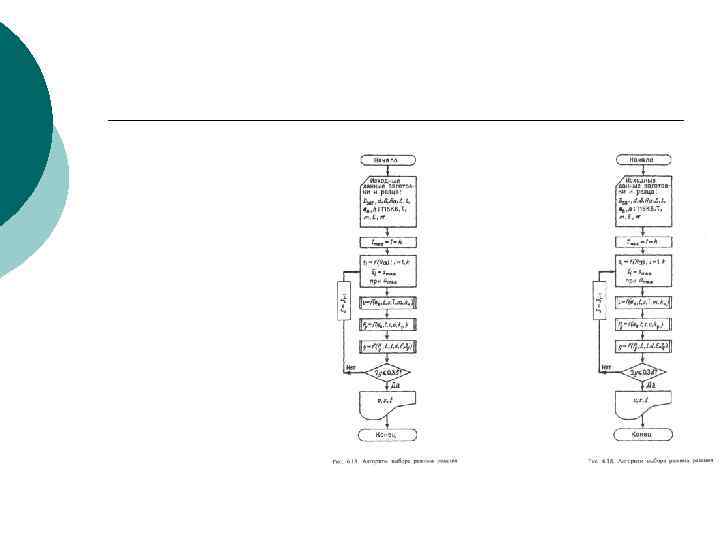
 Последовательность разработки ТП ¡ Анализ исходных данных. ¡ Установление типа производства ¡ Анализ технологичности конструкции. ¡ Выбор действующего группового, типового ТП или поиск аналога единичного ТП. Выбор исходной заготовки и методов ее изготовления. Разработка вариантов технологического маршрута обработки типовых поверхностей. Выбор вариантов базирования. Синтез маршрута обработки заготовки. Разработка технологических операций Определение требований техники безопасности. Оценка технико экономической эффективности спроектированного ТП. ¡ ¡ ¡ ¡ ¡ Сравнение вариантов ТП. Оформление технологической документации.
Последовательность разработки ТП ¡ Анализ исходных данных. ¡ Установление типа производства ¡ Анализ технологичности конструкции. ¡ Выбор действующего группового, типового ТП или поиск аналога единичного ТП. Выбор исходной заготовки и методов ее изготовления. Разработка вариантов технологического маршрута обработки типовых поверхностей. Выбор вариантов базирования. Синтез маршрута обработки заготовки. Разработка технологических операций Определение требований техники безопасности. Оценка технико экономической эффективности спроектированного ТП. ¡ ¡ ¡ ¡ ¡ Сравнение вариантов ТП. Оформление технологической документации.
 Разработка технологических операций l l l Выбор типов и определение технических характеристик оборудования, приспособлений, режущего и мерительного инструмента. Определение размеров обрабатываемых поверхностей. Определение режимов обработки. Определение нормы времени на обработку по каждой операции. Определение квалификации работы
Разработка технологических операций l l l Выбор типов и определение технических характеристик оборудования, приспособлений, режущего и мерительного инструмента. Определение размеров обрабатываемых поверхностей. Определение режимов обработки. Определение нормы времени на обработку по каждой операции. Определение квалификации работы
 ¡ ¡ ¡ разработка технологических операций, включающая в себя вы бор структуры операции, установление рациональной последова тельности переходов, выбор оборудования с оптимальной произво дительностью при обеспечении требуемого качества, расчет загруз ки оборудования, выбор конструкции оснастки и установление при надлежности ее к стандартным системам оснастки, установление исходных данных и расчет припусков на обработку, установление исходных данных и расчет режимов обработки, установление норм времени и квалификационных разрядов исполнителей; расчет точности, производительности и экономической эф фективности вариантов типовых технологических процессов для выбора оптимального варианта типового технологического про цесса изготовления деталей; оформление типовых технологических процессов, предусмат ривающее разработку, согласование и утверждение необходимых технологических документов в соответствии с требованиями ЕСТД.
¡ ¡ ¡ разработка технологических операций, включающая в себя вы бор структуры операции, установление рациональной последова тельности переходов, выбор оборудования с оптимальной произво дительностью при обеспечении требуемого качества, расчет загруз ки оборудования, выбор конструкции оснастки и установление при надлежности ее к стандартным системам оснастки, установление исходных данных и расчет припусков на обработку, установление исходных данных и расчет режимов обработки, установление норм времени и квалификационных разрядов исполнителей; расчет точности, производительности и экономической эф фективности вариантов типовых технологических процессов для выбора оптимального варианта типового технологического про цесса изготовления деталей; оформление типовых технологических процессов, предусмат ривающее разработку, согласование и утверждение необходимых технологических документов в соответствии с требованиями ЕСТД.
 ¡ ¡ ¡ ¡ По ГОСТу предусмотрена следующая последовательность проектирования ТП механической обработки деталей: Анализ исходных данных для проектирования ТП; Определение типа производства; Подбор действующего типового или группового ТП, или аналога ЕТП; Выбор заготовки; Анализ технологичности детали с точки зрения механической обработки; Выбор технологических баз: а) Выбор черновых или черных баз; б) Выбор чистовых или чистых технологических баз; в) Возможность использования ЕТБ; Разработка планов обработки поверхностей детали; Выбор средств технологического оснащения (СТО); Выбор оборудования (окончательное оформление ранее принятого решения). Формирование операций механической обработки деталей;
¡ ¡ ¡ ¡ По ГОСТу предусмотрена следующая последовательность проектирования ТП механической обработки деталей: Анализ исходных данных для проектирования ТП; Определение типа производства; Подбор действующего типового или группового ТП, или аналога ЕТП; Выбор заготовки; Анализ технологичности детали с точки зрения механической обработки; Выбор технологических баз: а) Выбор черновых или черных баз; б) Выбор чистовых или чистых технологических баз; в) Возможность использования ЕТБ; Разработка планов обработки поверхностей детали; Выбор средств технологического оснащения (СТО); Выбор оборудования (окончательное оформление ранее принятого решения). Формирование операций механической обработки деталей;
 ¡ ¡ ¡ разработка технологических операций, включающая в себя выбор структуры операции, установление рациональной последова тельности переходов, выбор оборудования с оптимальной произво дительностью при обеспечении требуемого качества, расчет загруз ки оборудования, выбор конструкции оснастки и установление при надлежности ее к стандартным системам оснастки, установление исходных данных и расчет припусков на обработку, установление исходных данных и расчет режимов обработки, установление норм времени и квалификационных разрядов исполнителей; расчет точности, производительности и экономической эф фективности вариантов типовых технологических процессов для выбора оптимального варианта типового технологического про цесса изготовления деталей; оформление типовых технологических процессов, предусмат ривающее разработку, согласование и утверждение необходимых технологических документов в соответствии с требованиями ЕСТД.
¡ ¡ ¡ разработка технологических операций, включающая в себя выбор структуры операции, установление рациональной последова тельности переходов, выбор оборудования с оптимальной произво дительностью при обеспечении требуемого качества, расчет загруз ки оборудования, выбор конструкции оснастки и установление при надлежности ее к стандартным системам оснастки, установление исходных данных и расчет припусков на обработку, установление исходных данных и расчет режимов обработки, установление норм времени и квалификационных разрядов исполнителей; расчет точности, производительности и экономической эф фективности вариантов типовых технологических процессов для выбора оптимального варианта типового технологического про цесса изготовления деталей; оформление типовых технологических процессов, предусмат ривающее разработку, согласование и утверждение необходимых технологических документов в соответствии с требованиями ЕСТД.
 ¡ ¡ ¡ ¡ Маршрутно операционный ТП – представляет собой тоже маршрутный с кратким перечислением выполняемых переходов. 010 Токарная 16 К 20…. . Проточить с правой стороны Снять фаски Назначение и область применения, те же, что и у маршрутного. Операционный ТП отличается от маршрутно операционного подробным перечислением всех основных и вспомогательных переходов с указанием выдерживаемых размеров, режимов резания и норм времени. Так же указывается используемый инструмент и приспособление на операции. Комплексный ТП – это более подробный вариант операционного ТП, куда кроме основных переходов включают также вспомогательные, как транспортировка, мойка, сушка и т. д.
¡ ¡ ¡ ¡ Маршрутно операционный ТП – представляет собой тоже маршрутный с кратким перечислением выполняемых переходов. 010 Токарная 16 К 20…. . Проточить с правой стороны Снять фаски Назначение и область применения, те же, что и у маршрутного. Операционный ТП отличается от маршрутно операционного подробным перечислением всех основных и вспомогательных переходов с указанием выдерживаемых размеров, режимов резания и норм времени. Так же указывается используемый инструмент и приспособление на операции. Комплексный ТП – это более подробный вариант операционного ТП, куда кроме основных переходов включают также вспомогательные, как транспортировка, мойка, сушка и т. д.
 ¡ ¡ ¡ ¡ ¡ Оформление маршрутного технологического процесса; Расчеты припусков и режимов резания на спроектированные операции ТП; Нормирование ТП (определение норм времени на спроектированные операции ТП); Оформление операционного ТП; На этом завершается проектирование ТП механической обработки. Однако ГОСТ 14. 301 предусматривает дальнейшие мероприятия носящие организационный характер: Заказ на проектирование и изготовление средств технологического оснащения; Выбор средств механизации, автоматизации и межоперационного транспорта; Разработка мероприятий по технике безопасности; Расчет экономической эффективности ТП; Оформление комплексного ТП.
¡ ¡ ¡ ¡ ¡ Оформление маршрутного технологического процесса; Расчеты припусков и режимов резания на спроектированные операции ТП; Нормирование ТП (определение норм времени на спроектированные операции ТП); Оформление операционного ТП; На этом завершается проектирование ТП механической обработки. Однако ГОСТ 14. 301 предусматривает дальнейшие мероприятия носящие организационный характер: Заказ на проектирование и изготовление средств технологического оснащения; Выбор средств механизации, автоматизации и межоперационного транспорта; Разработка мероприятий по технике безопасности; Расчет экономической эффективности ТП; Оформление комплексного ТП.
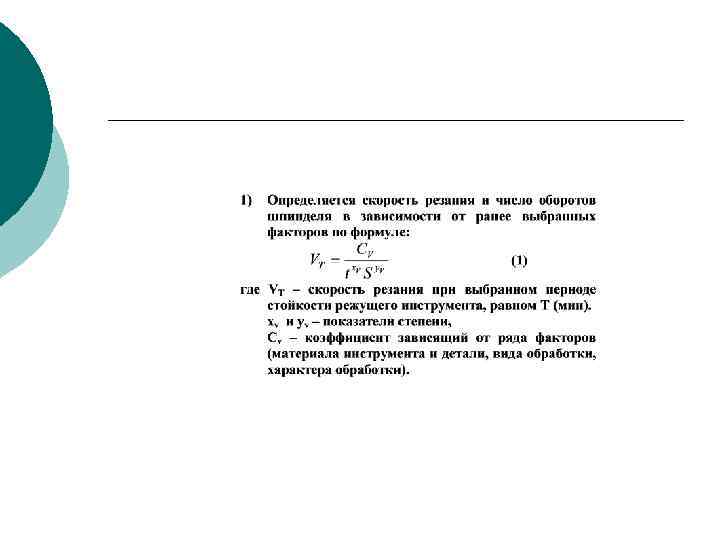
 Расчет и выбор режимов резания ¡ ¡ ¡ Режим резания металла включает в себя следующие определяющие его основные элементы: глубину резания t (мм), подачу S (мм/об), скорость резания V (м/мин) или число оборотов шпинделя станка n (об/мин). Исходными данными для выбора режима резания являются: Данные об обрабатываемой детали: род материала и его характеристика: форма, размеры и допуски на обработку, допускаемые погрешности, требуемая шероховатость и т. п. Сведения о заготовке: род заготовки, величина и характер распределения припусков, состояние поверхностного слоя (наличие корки, окалины, упрочнения) Паспорта станков
Расчет и выбор режимов резания ¡ ¡ ¡ Режим резания металла включает в себя следующие определяющие его основные элементы: глубину резания t (мм), подачу S (мм/об), скорость резания V (м/мин) или число оборотов шпинделя станка n (об/мин). Исходными данными для выбора режима резания являются: Данные об обрабатываемой детали: род материала и его характеристика: форма, размеры и допуски на обработку, допускаемые погрешности, требуемая шероховатость и т. п. Сведения о заготовке: род заготовки, величина и характер распределения припусков, состояние поверхностного слоя (наличие корки, окалины, упрочнения) Паспорта станков
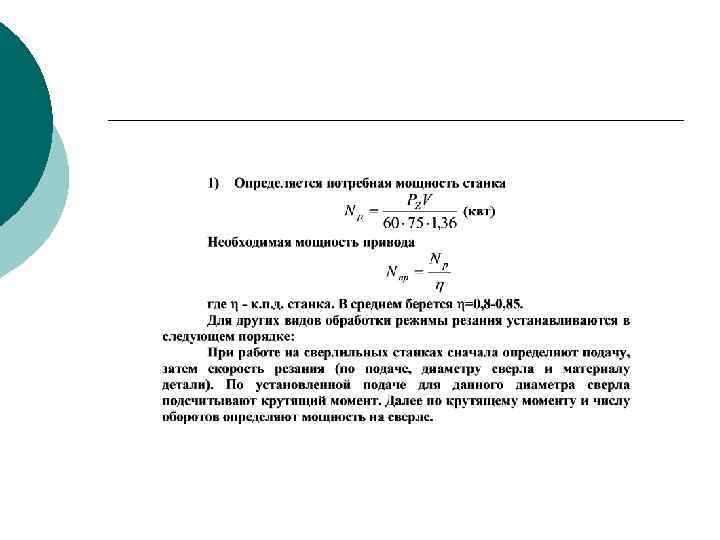
 ¡ ¡ Элементы режимов резания выбираются таким образом, чтобы была достигнута наибольшая производительность труда, при наименьшей себестоимости технологической операции. Это требование выполняется при работе инструментом рациональной конструкции, а также если станок не ограничивает полного использования режущих свойств инструмента. Выбор величин элементов резания и параметров инструмента для точения ведется в следующем порядке:
¡ ¡ Элементы режимов резания выбираются таким образом, чтобы была достигнута наибольшая производительность труда, при наименьшей себестоимости технологической операции. Это требование выполняется при работе инструментом рациональной конструкции, а также если станок не ограничивает полного использования режущих свойств инструмента. Выбор величин элементов резания и параметров инструмента для точения ведется в следующем порядке:
 ¡ ¡ Выбирается глубина резания, устанавливаемая в зависимости от припуска на обработку и числа проходов. Припуск разбивается на черновой, чистовой и отделочный. Необходимо стремиться к уменьшению числа проходов. Припуск на черновую обработку обычно снимают за 1 2 хода. Количество чистовых и отделочных ходов выбирается в зависимости от требуемых точности обработки, шероховатости поверхности и состояния поверхностного слоя детали. Выбирается режущий инструмент. Устанавливается его тип, размер, материал и наивыгоднейшая геометрия в зависимости от: а) вида обрабатываемой детали; б) характера обработки; в)материала режущей части инструмента; г)жесткости и виброустойчивости инструмента
¡ ¡ Выбирается глубина резания, устанавливаемая в зависимости от припуска на обработку и числа проходов. Припуск разбивается на черновой, чистовой и отделочный. Необходимо стремиться к уменьшению числа проходов. Припуск на черновую обработку обычно снимают за 1 2 хода. Количество чистовых и отделочных ходов выбирается в зависимости от требуемых точности обработки, шероховатости поверхности и состояния поверхностного слоя детали. Выбирается режущий инструмент. Устанавливается его тип, размер, материал и наивыгоднейшая геометрия в зависимости от: а) вида обрабатываемой детали; б) характера обработки; в)материала режущей части инструмента; г)жесткости и виброустойчивости инструмента