Трубы.ppt
- Количество слайдов: 76



Изготовление сварных труб

На изготовление труб расходуется до 10% мирового производства стали, причем доля сварных труб в общем объеме их выпуска составляет более половины и продолжает увеличиваться. Сварные трубы более тонкостенны, экономичнее при изготовлении и лучшего качества, чем бесшовные. Серийный характер производства, большая протяженность швов и простая форма сварного соединения позволяют широко механизировать весь процесс изготовления труб В сварном варианте выпускают трубы с внешним диаметром 4. . . 1420 мм. Трубы диаметром до 529 мм изготовляют из рулонного материала с прямым швом, а трубы больших диаметров из рулонного материала со спиральным швом или из отдельных листов с прямыми швами

Технологическая схема изготовления трубы большого диаметра на Челябинском трубопрокатном заводе Операции формообразования

Формовка кромок

Технологическая схема изготовления трубы большого диаметра на Челябинском трубопрокатном заводе Сварочные операции

Технологическая схема изготовления трубы большого диаметра на Челябинском трубопрокатном заводе Заключительные операции

Технологические операции изготовления трубна Харцызском трубном заводе

Стенд формовки полуобечаек

Спиральношовные трубы изготовляют из рулонной стали шириной 1450 мм и толщиной до 14 мм. Расположение сварного шва по спирали позволяет получать любой диаметр трубы из относительно узкой полосы при непрерывном процессе изготовления, с обеспечением высокой точности без применения калибровки.

Технологическая схема изготовления спиральношовных труб

Схема стана для производства спиральношовных труб

Стан для производства спиральношовных труб

Увеличение давления в магистральных трубопроводах требует увеличения толщины стенки, поэтому возникла необходимость спиральношовные трубы диаметром 1420 мм и более изготавливать из отдельных листов требуемой толщины либо из рулонной стали в два слоя

Технологические особенности изготовления двухслойных труб __ __ __ После компенсационной петли обе полосы двумя заталкивающими устройствами подаются в формующее устройство таким образом, чтобы спиральные стыки наружного и внутреннего слоев оказались сдвинутыми на шаг равный 100 мм. Сварку стыков на стане выполняют только технологичес кими прихваточными швами в среде углекислого газа внутри и снаружи трубы Отрезают трубу мерной длины и на отдельном рабочем месте выполняют рабочие швы под флюсом двумя дугами одновременно двумя сварочными головками, перемещающимися вдоль трубы внутри и снаружи, с полным переплавом технологических швов

Технологические особенности изготовления двухслойных труб __ У каждого конца трубы накладывают кольцевой шов, соединяющий оба слоя __ После этого обрабатывают торцы трубы с образованием фаски под монтажные швы

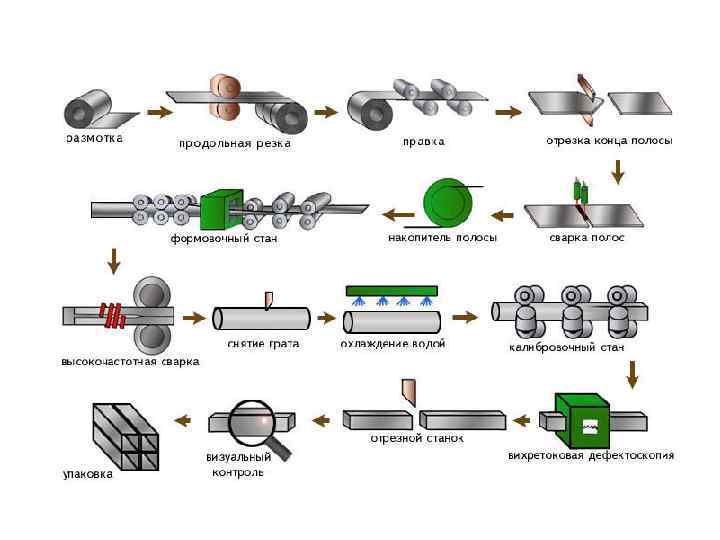
Технология изготовления труб небольшого диаметра Сварные трубы малых и средних диаметров до 529 мм изготовляют с одним прямолинейным швом из ленты, поставляемой в рулонах. Стыковое соединение выполняют контактной сваркой токами высокой частоты (ТВЧ), аргонно дуговой и печной (кузнечной).

Технологическая схема изготовления труб цилиндрической и прямоугольной формы

Схема изготовления труб небольшого диаметра

Схема изготовления труб небольшого диаметра

Схема изготовления труб небольшого диаметра

 при контактном подводе тока; б, в)")
Схемы контактной сварки труб токами высокой частоты а) при контактном подводе тока; б, в) при индукционном подводе тока


Технологическая схема изготовления особо тонкостенных труб
 контактная шовная; б) микроплазменная; в) электронно лучевая")
Схемы сварки особо тонкостенных труб: а) контактная шовная; б) микроплазменная; в) электронно лучевая

Сборка-сварка трубопроводов

Подготовка торцов труб Нормируемый показатель Значение показателя Овальность концов труб Толщина до 20 мм 1% Толщина более 20 мм 0, 8% Кривизна труб На 1 м длины 1, 5 мм Общая кривизна 0, 2% длины трубы Допустимый эквивалент углерода, Сэ Смещение свариваемых кромок Проверка сварных соединений при изго товлении труб Минимальная толщина стенок соединительных деталей Косина реза торцов труб не более 0, 46% 10% номинальной толщины стенки 100 % ультразвуковой контроль с после дующейрасшифровкой дефектных мест рентгеновским просвечиванием, плюс до полнительный рентгеновский контроль сварных соединений на концах труб на длине 200 мм 4 мм 1, 6 мм

Овальность концов труб D D min D max

Типы разделки кромок труб для ручной дуговой сварки, односторонней автоматической сварки под флюсом, полуавтоматической сварки в защитных газах а) б) в) а – для труб диаметром 57 – 1420 мм с толщиной стенки до 16 мм и после газовой резки б – для труб диаметром 273 – 1420 мм с толщиной стенки более 15 мм; в – для автоматической сварки труб в защитных газах.

Механическая обработка кромок под сварку с высокой точностью: Средняя стоимость комплекта оборудования: 200 тыс. – 2 млн. руб. Средняя продолжительность обработки кромки: 15 – 40 мин. Термическая резка кромок под сварку с невысокой точностью: Средняя стоимость комплекта оборудования: 30 тыс. – 200 тыс. руб. Средняя продолжительность обработки кромки: 4 – 20 мин.

Машина для полуавтоматической газокислородной резки труб

Сборка труб под сварку Трубы, детали трубопроводов, арматура и сварочные материалы должны пройти входной контроль в соответствии с требованиями СНи. П III 42 80* и ВСН 012 88. До начала работ следует проверить наличие сертификатов (паспортов) на трубы, детали и запорную арматуру и все сварочные материалы, которые будут использованы для сооружения объекта, а также соответствие маркировки (клейм) обозначениям, указанным в сертификатах (паспортах). При отсутствии клейм, маркировки, сертификатов (или других документов, удостоверяющих их качество) трубы, детали трубопроводов и арматура к сборке и сварке не допускаются.

Центраторы наружные Центраторы эксцентриковые ЦНЭ Центраторы наружные эксцентриковые ЦНЭ предназначены для центровки торцов труб диаметрами 89426 мм при сварке Центраторы ЦН Центраторы наружные ЦН 9 - ЦН 32 предназначены для центровки торцев труб перед сваркой стыков при строительстве и ремонте трубопроводов

Центраторы наружные Центраторы звенные Ж 08 А Центраторы звенные наружные предназначены для центрирования “катушек” или труб магистральных газопроводов при сварке. Диапазон диаметров 426 1420 мм. Центраторы ручные эксцентриковые Ж 08 А Центраторы ручные эксцентриковые предназначены для сборки, центровки и рихтовки недопустимых смещений кромок при сварке труб магистральных трубопроводов в полевых условиях. Диапазон диаметров 57 325 мм.

Центраторы наружные с гидродомкратом Центраторы предназначены для центровки торцев труб диаметрами 89 1420 мм при сварке Центраторы звенные наружные ЦЗН и ЦЗА Центраторы предназначены для центровки торцев труб диаметрами 89 1420 мм при сварке

Центраторы наружные нажимные цепные типа ЦНЦ Центраторы наружные нажимные цепные с ручным приводом предназначены для центровки и подгонки торцев труб диаметрами 426 – 1420 мм под сварку при устранении разрывов в трубопроводах как при ремонтных работах, так и при строительстве

Центраторы гидравлические типа ЦВ ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ЦВ 54 ЦВ 85 ЦВ 107 ЦВ 127 ЦВ 147 530 630 720 820 1020 1220 1420 6 14 7 22 10 20 Число жимков в одном ряду 8 12 12 16 16 Число центрирующих рядов 2 2 2 Общее усилие на один торец, к. Н 500 800 800 Габаритные размеры, мм: длина (без штанги) диаметр 2250 500 2310 800 3000 1020 3000 1220 3000 1420 Масса, кг 577 830 1420 1640 1810 Диаметр труб, мм Толщина стенки, мм

Центраторы гидравлические типа ЦВ Внутренние центраторы придают торцам собираемых труб форму окружности, обеспечивают их концентричную сборку, равномерно распределяя разность периметров. Преимущество их по сравнению с наружными центраторами состоит в том, что стык, оставаясь полностью открытым, позволяет вести сварку первого слоя непрерывно и использовать сварочные автоматы. Внутренние центраторы имеют электрогидравлический привод и два независимых ряда центрирующих жимков. Питание центраторов осуществляется от сварочных агрегатов постоянного тока.

Приспособление для стыковки труб предназначено для стыковки и выверки зазора при сварке труб диаметром 325, 426, 530, 720, 820, 1020, 1220, 1420. Винты стяжные изготовлены из стали 40 Х, остальное из стали 20.

Таблица 4 Условия предварительного подогрева при сварке корневого слоя шва электродами с основным видом покрытия

Таблица 5 Условия предварительного подогрева при сварке корневого слоя шва электродами с целлюлозным видом покрытия
 индукторами (током промышленной или средней частоты), 2) радиационными нагревателями сопротивления,")
Подогревать стык можно: 1) индукторами (током промышленной или средней частоты), 2) радиационными нагревателями сопротивления, 3) газовым пламенем, обеспечивая нагрев стыка по всему периметру. В стыках труб с толщиной стенки более 30 мм ширина зоны подогрева должна быть не менее 150 мм (по 70 — 75 мм с каждой стороны), при толщине стенки до 30 мм — не менее 100 мм. Ширина зоны подогрева угловых и нахлесточных соеди нений — 50— 75 мм в каждую сторону от будущего шва.

Установка для индукционного нагрева изделий перед прихваткой и сваркой Схема двухстороннего подогрева стыка 1 – стык труб, 2 теплоизоляция, 3 нагреватель

Схема нагрева стыка газовой горелкой 1 сварочный шов; 2 стальная или асбестовая воронка; 3 горелка

Горелка «Крокет» , пропан. Горелка «Крокет» предназначена для нагрева различных материалов до температуры не более 700 0 С. Горелка «Очаг - 1003» , «Очаг - 1004» , пропан.

Горелки газовые для труб и тел вращения

Горелка линейная охлаждаемая ГЛ-100
 ТУ 839 7 -019 -01297858 -ОП 1 -99 ИСПОЛЬЗУЕТСЯ: для защиты")
ТЕРМОСТОЙКИЙ ПОЯС (ТП) ТУ 839 7 -019 -01297858 -ОП 1 -99 ИСПОЛЬЗУЕТСЯ: для защиты изоляционного покрытия труб в околошовной зоне в процессе их сварки и сварного стыка от внережимного охлаждения. Рис. 1. Схема размещения термостойких поясов в процессе сварки стыка 1. Свариваемые трубы 2. Сварной шов 3. Изоляционное покрытие труб 4. Термостойкий пояс 5. Дополнительный термостойкий пояс Ширина 300 мм Длина Dтp + 500 мм Толщина 3 + 1 мм Рис. 2. Схема размещения термостойких поясов в процессе охлаждения сварного стыка
, цифровых контактных термометров (ТК 3 М,")
Температуру подогрева можно контролировать с помощью термопар (ТП), цифровых контактных термометров (ТК 3 М, ТК 5 и др. ), пирометров, термокарандашей, термокрасок.

Контактные термометры а – компактный типа Elmeter; б – термометр ТК– 5. 01; в и г – зонды к термометру ТК– 5. 01 прямой (в) и изогнутый (г)


Укрытие для сварки в непогоду Технические характеристики Наименование характеристики 751. 13. 000 751. 14. 000 751. 17. 000 Диаметр труб для установки укрытия, мм 1420, 1220, 1020 820, 720, 530, 426, 325 Место выполняемых работ в траншеях вне траншей в траншеях и вне траншей 8. 5 7 Площадь укрытия рабочей зоны, м 2 8. 5

Требования к прихваткам

РУЧНАЯ ДУГОВАЯ СВАРКА ПОКРЫТЫМИ ЭЛЕКТРОДАМИ
 Прокалка электродов может производиться не более трех раз. 2) Если электроды после трех")
1) Прокалка электродов может производиться не более трех раз. 2) Если электроды после трех прокалок показали неудовлетворительные сварочно технологические свойства, то применение их для сварочных работ не допускается. 3) Импортные электроды прокаливают по тому же режиму, что и отечественные с аналогичным типом покрытия.

Печи для сушки и прокалки сварочных электродов ЭПЭ-20/400 ЭПЭ-50/400

Печи для сушки и прокалки сварочных электродов ЭПЭ-140/400 ЭПЭ-40/400

Условия хранения прокаленных электродов Состояние хранения электродов Условия хранения электродов Непосредственно перед выдачей на рабочее место и на рабочем месте в термостатах (термопеналах) Не использованные (или не выданные) за смену электроды с основным видом покрытия, поставляемые: в картонных коробках или пластиковых пеналах: в герметичных металлических банках, а также электроды с целлюлозным покрытием: Термопеналы типа ТП 10 в сушильно прокалочных печах (шкафах)* в герметичной ёмкости в сухом помещении при темп ре не менее +150 С** Тара закрытая для электродов и флюса

Сварку выполнять на умеренных режимах во избежание перегрева металла. При вертикальном и потолочном положениях шва ток должен быть уменьшен на 10 20 %. Сварку производят узкими валиками, без поперечных колебаний электрода с тщательной заваркой кратера перед отрывом дуги.

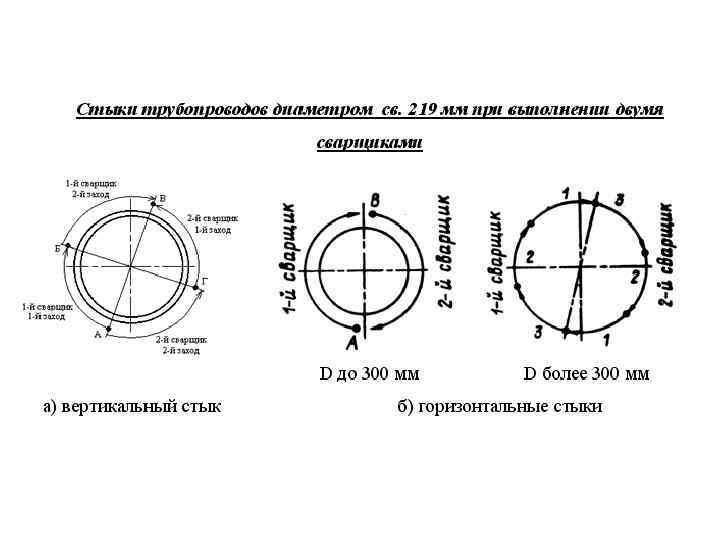
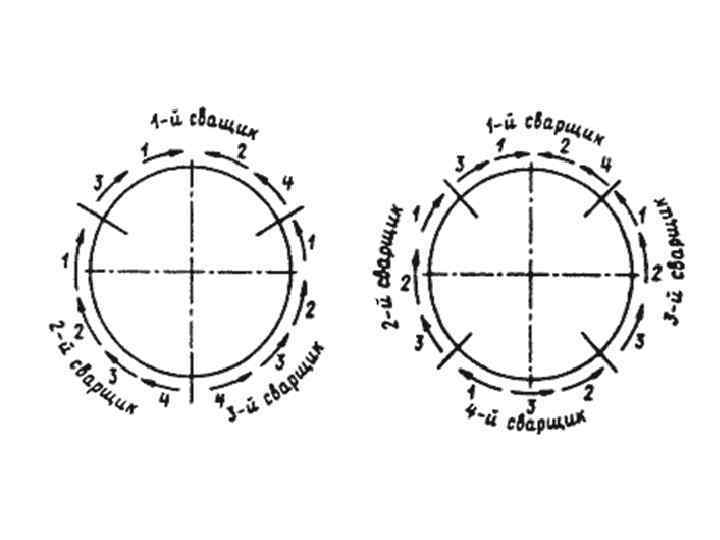
Порядок наложения слоев при сварке одним сварщиком вертикальных неповоротных стыков труб: диаметром до 219 мм диаметром более 219 мм

Порядок наложения слоев при сварке одним сварщиком горизонтальных неповоротных стыков труб: диаметром до 219 мм диаметром более 219 мм

Высокоэффективным методом получения качественных сварных соединений является автоматическая орбитальная сварка трубопроводов. Только ее применение способно обеспечить чрезвычайно высокие требования по качеству сварных соединений и его стабильности в условиях серийного производства.

Под термином автоматическая орбитальная сварка понимается автоматическая дуговая сварка кольцевых швов с помощью специальных сварочных головок или самоходных механизмов

Схема поста автоматической аргонодуговой сварки неповоротных стыков труб

Рекомендуемые типы сварочных автоматов отечественного производства

Внешний вид головок для орбитальной сварки головка закрытого типа для сварки малых диаметров (до 40 мм) камерные головки закрытого типа головка отрытого типа (для труб диаметров от 42 мм и выше)

Внешний вид автоматической головки для аргонодуговой сварки неповоротных стыков труб

Горелка для АДС входящая в состав сварочной головки

Общий вид источника питания DC 200 A. 32 и аппаратуры управления САУ 4.

Процесс сварки трубы 108× 4 мм под управлением оператора

Внешний вид облицовочного слоя шва выполненного АДС

Общий установки для АДС неповоротных стыков труб приизводства ПКЦ «Констар»
Трубы.ppt