LUBRICANTS_2.pptx
- Количество слайдов: 40



http: //amastercar. ru/articles/fuel_oil_5. shtml? print http: //avtomaslo. info/kakoe-maslo-byivaet-/index. php http: //www. rul. ua/news/2/harakteristiki-i-klassifikaciyamotornyh-masel. html http: //vtk 34. narod. ru/shevireva_avtmatzarub/II/II_1_3. ht m CHEMMOTOLOGY OF LUBRICANTS http: //www. teboil-oil. ru/book 5. html http: //www. mssoil. ru/allabout/grease/7/

§ Lubricating greases belong to a special group of lubricants. They have paste-like structure with complex dispersion (colloidal) system which is a highly-structured dispersion of solid thickeners in liquid medium. § Dispersing medium is usually oils of petroleum or synthetic nature (70 -80%), and thickeners usually are sodium, lithium, calcium, barium, zinc and aluminum soaps or solid hydrocarbons (paraffin wax, ceresine) (10 -15%)/ Besides, consistent lubricants may contain various structure modifiers and additives (1 -15%). § Thickener forms a three-dimensional matrix which retains oil. Due to this structure lubricating greases bear both, solid and liquid body properties. Thus, greases have an ability to maintain their physical shape for years while being applied with a thick layer on the vertical surfaces.

§ An advantage of greases over oils is in their ability to be retained in unsealed friction unit, as well as their better lubricating abilities, higher protective characteristics, high application efficiency. The greases are used in such applications where liquid oils cannot be used. § A drawback of lubricating greases are: bad ability of cooling the friction surfaces, an absence of transfer of wear products from the friction area, complicated supply to some friction units, and some others. § A thickener determines the service properties of a lubricating grease. A dispersion medium (oil) has a less significant influence. Additives dissolve in the oil and take an active part in the processes of formation of grease structure. § Thickener forms a three-dimensional matrix which retains oil. Due to this structure lubricating greases bear both, solid and liquid body properties. Thus, greases have an ability to maintain their physical shape for years while being applied with a thick layer on the vertical surfaces. § When a shear load of higher than some critical value is applied, a structured matrix is destroyed, and the grease starts to flow as a liquid with its viscosity being equal to that of an oil. § It is worth to mention another important property of greases called thixotropy. After a shear load is removed, a flow of the grease stops, and structured matrix is quickly renewed, so that grease acquires solid body properties again.

§ Thixotropic transformation of grease from plastic state into a viscous flow and vice versa provides an advantage of grease use over liquid and solid lubricants. § A process of grease manufacturing is complex and contains the following stages: raw materials preparation, thickener preparation, thermo-mechanical dispersing of a thickener (grease compounding), product cooling, and other associated processes. § An amount of greases manufactured is relatively small and is about 5% of all finished lubricants. § Areas of grease application include: 1. open and unsealed friction units; 2. inaccessible friction units; 3. friction units with no frequent lubricant change possible; 4. forced contacts of friction units or protected surface from water or aggressive medium; 5. sealing of flexible packing, staffing boxes and threaded connection; 6. long-term conservation of machines, equipment, devices and metal items.

§ Classification system of lubricating greases is determined by ISO 6743. 9 (GOST 28549. 9) standards. § A basis for generalized grease classification is made of three indications: 1. consistency; 2. composition (thickener nature); 3. application. § Based on consistency greases are subdivided to semisolid, plastic and solid. § Based on composition greases are subdivided into four groups: - greases with thickeners being salts of higher carboxylic acids (lithium, sodium, potassium, calcium, barium, aluminum, zinc and lead soaps); - greases with inorganic thickeners (silica gel, graphite); - greases with organic thickeners (polymer, pigment, polyurea, soot); - greases with refractory hydrocarbon thickeners (ceresine, natural and synthetic waxes). § Based on application there are: anti-friction, anti-wear, conservation, protective, sealing, cable greases, etc.
 which has become")
§ A modern classification of greases based on viscosity grade (VG) which has become internationally accepted has been developed by the National Lubricating Grease Institute (NLGI) of the USA> According to the NLGI classification, the consistency of greases is measured by a special laboratory technique called "work penetration. " Thus, 9 categories have been set which class range from 000 to 6. 000 -00 grade NLGI categories belong to very soft lubricating greases with penetration ranging from 400 to 430. They are the best materials for substitution of industrial oils. Soft grease class from 0 to 1 has penetration ranging between 310 and 385. These greases are used for industrial equipment and heavy-duty trucks.

LUBRICATING GREASE CONSISTENCY GRADE Grade Penetration range at 250 С, 0, 1 mm 000 445– 475 Very soft, very viscous oil analog 00 400– 430 Very soft, very viscous oil analog 0 335– 338 Soft 1 310– 340 Soft 2 265– 295 Paste-like 3 220– 250 Almost solid 4 175– 205 Solid 5 130– 160 Solid 6 85– 115 Very solid Visual consistency appearance

OIL VISCOSITY ISO CLASSIFICATION Viscosity grade Average viscosity at 400 С, mm 2/s ISO VG 2 ISO VG 3 ISO VG 5 ISO VG 7 ISO VG 10 ISO VG 15 ISO VG 22 ISO VG 32 ISO VG 46 ISO VG 68 ISO VG 100 ISO VG 150 ISO VG 220 ISO VG 320 ISO VG 460 ISO VG 680 ISO VG 1000 2, 2 3, 2 4, 6 6, 8 10 15 22 32 46 68 100 150 220 320 460 680 1000 Kinematic viscosity at 400 С, mm 2/s Min max 1, 98 2, 42 2, 88 3, 52 4, 14 5, 06 6, 12 7, 48 9, 0 11, 0 13, 5 16, 5 19, 8 24, 2 28, 8 35, 2 41, 4 50, 6 61, 2 74, 8 90, 0 110 135 165 198 242 288 352 414 506 612 748 900 1100

§ Groups of greases for vehicles servicing and specific requirements for their quality are reviewed in the following standards and recommendations: - ASTM D 4950 -89 "Standard Classification and Specifications For Automotive Service Greases; " - SAE J 310 "Automotive Lubricating Greases; " - NLGI "Recommendations for service lubrication of passenger car wheel bearings; " - NLGI "Recommendations for service lubrication of heavyduty truck wheel ball joints; " - NLGI "Recommendations for service lubrication of heavyduty truck wheel bearings. "

§ ASTM D 4950 -89 developed by ASTM, NLGI and SAE classification of automotive greases suggest two service Category Groups: chassis lubricants (letter designation L) and wheel bearing lubricants (letter designation G). These groups are farther subdivided into automotive greases quality categories based on quality parameters guaranteed and are designated with the corresponding NLGI letter. § NLGI LA category greases are for service typical of chassis components and universal joints in passenger cars, trucks, and other vehicles under mild duty only. These greases should satisfactory lubricate chassis components and universal joints where frequent relubrication is practiced. The greases should resist oxidation and consistency degradation and protect the chassis components and universal joints from corrosion and wear and lightly loaded conditions. NLGI 2 consistency greases are commonly recommended.

MANDATORY TESTS FOR NLGI CATEGORY DETERMINATION АSТМ D 217 D 566 D 1264 D 1742 D 1743 D 2266 D 2596 D 3527 D 4170 D 4289 D 4290 D 4693 Test Consistency, worked penetration Dropping point Water resistance Oil separation Rust protection Wear protection EP performance High temperature life Fretting protection Elastomer compatibility Leakage tendencies Low temperature performance, torque LA LB GA GB GC + + - + + + + + + + + +

§ The most important properties of lubricating grease include: viscosity; mechanical stability (characterized by shear strength and penetration); thixotropic properties i. e. properties describing structural mechanical (rheological) grease properties; grease stability (thermal, colloidal, chemical, against radiation, against evaporation); resistance to other external factors. § An ability of lubricating grease to retain a given consistency determines their physical stability. An assessment of this ability is provided by colloidal stability. Colloidal stability is determined by an ability to retain dispersion system under the influence of mechanical load. A change in colloidal stability is determined by syneresis value (a separation of liquid phase from colloidal system). In some cases (due to influence of external factors) a lubricating grease can be transformed into thickener heaps floating in oil. Colloidal stability is assessed by the amount of oil which has been produced during the test at standard conditions.

§ Mechanical properties of lubricating grease are described by ultimate strength. A relatively solid grease structured matrix has an ability to reversely deform (as a solid substance does) under load at some conditions. At first, these deformations are within elastic deformations of structured matrix and do not cause the destruction. Then, as the deformations build up, the destruction of the matrix begins. At that the properties of the grease reach the properties of a liquid. § Minimal load which causes matrix destruction is called grease ultimate strength. Ultimate strength value determines an ability of grease to be retained in a given space under the influence of external forces, as well as a value of initial displacement force in a friction unit (for example, a force which is needed to be applied to a bearing at the beginning of its rotation). To a reasonable point, ultimate strength depends on the type and quantity of the thickener.

§ An ability of a grease to resist extrusion from a friction unit as well as an easiness of its supply to rubbing surfaces is determined by grease consistency which is usually described by penetration. Penetration value is a distance in mm of a standard metallic cone into the test grease under the influence of its own mass. § Thixotropic properties are also important service parameters of lubricating grease. A thixotropy phenomenon is an ability of colloidal systems reversely liquefy under mechanical load and renew their initial state during some rest period.
 of a standard device i. e.")
MECHANICAL PROPERTIES. PENETRATION Measuring penetration (immersing distance ) of a standard device i. e. penetrometer. Penetration value = 0, 1 mm immersing distance.

MECHANICAL PROPERTIES. ULTIMATE STRENGTH. VISCOSITY Every grease has some critical load in case of reaching which a proportionality between the load and deformation shifts, whereupon a grease starts to behave as a liquid. This critical load (shear stress) is called ultimate strength measured in Pa⋅s (g/cm 2). For greases at 20 -120 o. C it is equal 100 -500 Pa⋅s (0, 5 -20, 0 g/cm 2). Shear ultimate strength is measured with plastomer (shown in the picture). The method is based on measuring the pressure at which a shear of grease in plastomer capillary is observed at a given temperature. An ability to preserve the properties after long shear deformation period is assessed by the change of penetration value.

A value of grease ultimate strength depends on the type, particle size and concentration of the thickener. Ultimate strength is also significantly influenced by grease manufacturing process, especially cooling and homogenization. Greases with low ultimate strengths are thrown out from moving parts, flow on vertical surfaces, and are poorly retained in unsealed friction units. At working temperatures, the lowest ultimate strength should be at least 1 -2 g/cm 2. A very big ultimate strength is undesirable since such grease is poorly supplied to friction surfaces. Ultimate strength at 200 o. C should not exceed 15 -20 g/cm 2. Since viscosity of grease depends on the speed of destruction of the structured matrix, it is accepted to apply a concept of "effective viscosity. " It is a viscosity of Newtonian fluid which resist the shear with the same force as the grease does at a given flow pattern.

§ After destruction of structured matrix a grease starts to flow as a liquid. The higher the deformation speed (at a constant temperature), the faster the decrease in grease viscosity, the easier its flow. Deformation speed (D) is measured in s-1. Grease viscosity is measured mostly at deformation speed being 10 s-1. § Viscosity of grease similarly with its ultimate strength depends on the type, particle size and concentration of the thickener, manufacturing processes and other parameters. Viscosity of greases determines their pumpability and energy expenditure on relative displacement of lubricated parts, especially during the starting period. When two greases with the same ultimate strengths are taken into consideration, the one that has lower viscosity is said to have better quality. Viscosity of greases at low temperatures should not exceed 150 -200 Pa⋅s at 10 s-1 deformation speed.

Effective viscosity is measured with the help of automatic viscometers. Rheotest rotary viscometers

THERMAL STABILITY § Thermal stability of lubricating grease is a kind of physical stability. An increase in temperature causes a failure in structured matrix and a weakening of adhesion forces holding base oil and a thickener together. § Thermal stability is determined as an ability of greases to preserve their service properties without change when ambient temperature increases. The properties of most of the greases practically do not change if they are heated by 50 -100 o. C and cooled subsequently. However, after heating and gradual cooling some lubricating greases compress and experience a rapid increase in ultimate strength and viscosity, which can lead to the loss of flexibility.

§ Thermal stability of grease is described by the beginning of melting point and is assessed by a grease dropping point. § Lubricating grease dropping point is measured visually at standard conditions by measuring a temperature at which a first drop of liquid phase of grease being heated falls.

CHEMICAL STABILITY § Chemical stability is described as an ability of lubricating greases to preserve their properties under the influence of chemically active substances. Oxidation is the most common reason which determines a change in chemical stability of lubricating grease. § Chemical stability is very important for long-service and "eternal" greases that are supplied one or two times during 1015 years or once per the whole service life, as well as for greases that operate at temperatures higher than 100 o. C. Lubricating greases with low chemical stability have short service life and require their frequent exchange which leads to their increased expenditure. An appearance of a solid crust on the grease surface during its storage is a sign of severe oxidation of the grease. This grease is no longer suitable for service. Modern greases are produced using high quality lubricating oils and chemically stable thickeners with an addition of antioxidant additives and metal deactivators.

WATER RESISTANCE § Water resistance is important for greases operating in unsealed friction units and those that are in contact with water. Lubricating greases should not be washed by water nor change their properties under the influence of moisture. Hygroscopicity is taken into account when water resistance is assessed. § Water-bearing greases lose their properties. Water resistance is primarily determined by the nature of a thickener. For the most part, lubricating greases are water-stable. Calcium complex greases posses an insufficient water resistance, even though they are insoluble in water. Low water resistance is typical for complex calcium grease soaps of low-molecular organic acids that are structure stabilizers. That is why hygrophobic additives are introduced to composition of calcium complex grease operating at high air humidity conditions. An increased water resistance should be typical for conservation (protective) greases. Lithium greases have high water resistance.

EVAPORABILITY § Evaporability describes a stability of greases composition during their storage and use. Since some lubricating greases operate at high temperatures and high vacuum conditions and are rarely replaced (or not replaced at all) during evaporation of dispersion medium they dry out, crusts and cracks appear on their surface causing a deterioration in lubricating film uniformity and lowering in grease protective ability. A loss of an oil due to evaporation causes increase in thickener concentration and grease ultimate strength, as well as worsening of grease low-temperature properties. Oil evaporation speed depends on the composition, storage and use of the grease. It is mainly determined by distillation profile of the oil and, to a lower extent, by the type and concentration of the thickener. Methods that are based on determination of the mass loss of a sample of grease which is kept at standard temperature conditions during some time are used for quantitative assessment of lubricating grease evaporation.

THE MAIN QUALITY PARAMETERS OF GREASE Water resistance A number of parameters describing solubility, lubricity, hygroscopicity, and water permeability of grease. Penetration A parameter that shows a distance of immersing of a standard cone into grease at standard conditions. Unit of measurement is tenth of mm. Colloidal stability A parameter that describes an ability of grease to resist separation of oil out of it. Unit of measurement is %. Ultimate strength A parameter that indicates critical load (shear stress), which, if increased, causes a rapid transfer of grease to flow as a liquid. Unit of measurement is Pa.

Dropping point Tribological characteristics A parameter that indicates grease melting point i. e. the lowest temperature at which a drop of grease falls if heated in Ubbelohde thermometer. Unit of measurement is 0 С. A number of parameters describing antiwear, antiscuffing and antifrictional properties of grease. These are measured using special friction test machine.

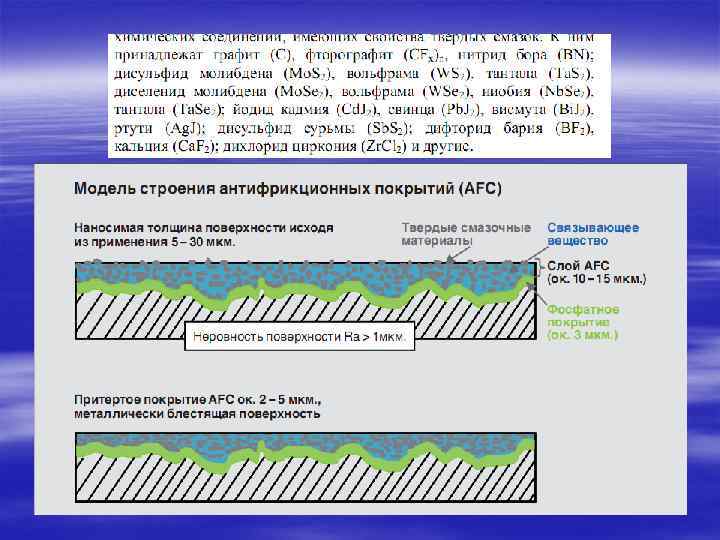
§ Solid lubricants are primarily used for dry lubrication. In this case, a boundary friction is observed, which, if liquid and consistent lubricants are included, can become a part of a complete tribological system lubrication. Solid lubricants are mainly used when liquid or solid lubricants cannot be used due to functional features or contamination, and application of the solid ones is sufficient. § Solid lubricants are usually used in the form of powders or pastes with solid lubricant concentration being between 20 and 70 % of total weight.

All solid lubricants have layered structure. In this structure atom located in the same plane (in the same layer) are closer to each other than to atoms of other layers. For example, a distance between graphite lattice carbon atoms of the same layer is 1, 42 • 10 -10 m, and the distance between the layers is 3, 44 • 10 -10 m. This determines a different strength of bonds between atoms in different directions, thereby, sliding (shear) of some crystal layers relatively the others takes place under the influence of external forces (lowering shear resistance creates accumulation of adsorbed products on the surfaces of crystals). This property is necessary but not sufficient enough. A satisfactory adhesion of grease to the friction surface of a material is needed as well. Titanium disulfide and many aluminum silicates (mica, talc, etc) do not posses extraordinary lubricity due to poor metal adhesion, even though they have a layered structure. The quality and properties of solid lubricants are influenced by heterogeneity of bonds between crystal lattice atoms; work needed to splitting the crystal on sliding surfaces; metal surface adhesion level, etc.

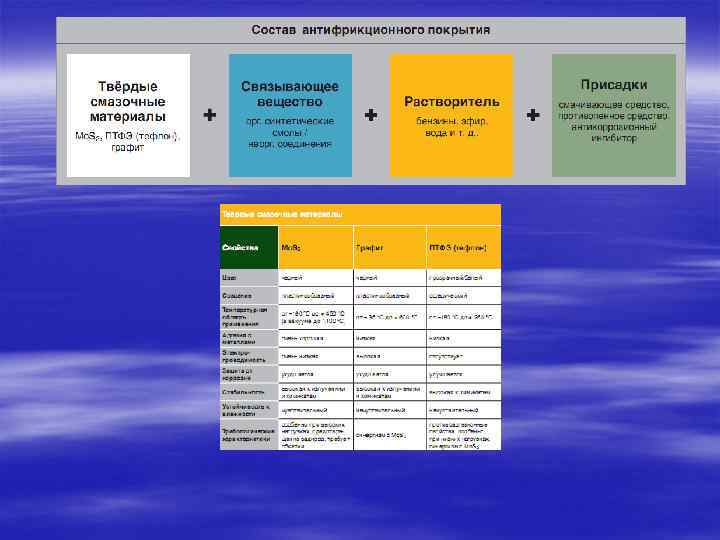
§ A group of solid lubricants is used in friction units operating at low and high temperature conditions, in aggressive media, at vacuum conditions, i. e. when neither lubricating oils nor lubricating greases can be applied. § The following types of solid lubricants are distinguished: polymers (fluoroplastic, kapron, nylon, polyethylene, polytetrafluoroethylene (teflon), polyamide); layered solid lubricants (molybdenum sulfide and disulfide, tungsten sulfide, graphite, boron nitride); soft metals (lead, indium, tin, cadmium, silver, copper, zinc); chemically active coatings (sulfide, chloride, phosphide, oxide).

Layered materials are most widely used in modern technology among other solid lubricants: Graphite (friction coefficient f = 0, 08 -0, 11) and molybdenum disulfide Мо. S 2 – (f = 0, 05 -0, 095).

AVERAGE FRICTION COEFFICIENTS OF SOME SOLID LUBRICANTS Molybdenum disulfide 0, 05 Cadmium iodide 0, 06 Cadmium chloride 0, 07 Tungsten sulfate 0, 08 Silver sulfate 0, 14 Lead iodide 0, 28 Graphite (in humid air) 0, 10 Cobalt chloride 0, 10 Mercury iodide 0, 18 Mercury bromide 0, 06 Silver iodide 0, 25 Wear resistance of solid lubricants is assessed by their erasing. Erasing is determined by the period of friction unit operation at standard conditions until a solid lubricant is erased.

Advancing existing types of solid lubricants and developing the new ones are important steps of development of adiabatic (ceramic) engine. A perspective application area of solid lubricants is composite lubricants which are combinations of different solid lubricants which provide optimal combination of their lubricity, mechanical strength and workability. The main advantage of composite lubricants is providing good antifrictional and antiwear properties over a long period of time (during the complete service life of a mechanism). In its physical nature, composite lubricants is a mixture of two or more solid materials with different properties. In this mixture one of the substances which is a base can create a structured matrix determining preset mechanical properties. The matrix can be produced from polymers, metal or ceramic materials.

Molybdenum disulfide is a soft grey powder containing 99, 0 – 99, 8% of Mo. S 2. It can be natural (from molybdenite) and artificial (synthesized by reaction of Na 2 S or gaseous S and molybdenum or Mo. O 3). It is thermally stable: up to 300 -400 °С in air and 1000 -1500 °С in vacuum and noble gases. It is insoluble in water, has resistance to oil, acid, alkali and high dose radiation actions. At some conditions (when reacting with HNO 3) it easily oxidizes. Graphite is thermally stable in air (up to 400 -600 °С). It is stable against cold and hot water, and most of the acids; it oxidizes at 600 -700 °С. It is most often used as an additive for lubricating grease and as a compressed bearing bush.
 is a polymer with melting point being 300 -320 °С; it has")
Polytetrafluoroethylene (teflon) is a polymer with melting point being 300 -320 °С; it has low friction coefficient and is relatively stable against aggressive media. It can be used in the range of temperatures between minus 200 and 300 °С. Its disadvantages are: low thermal conductivity, low wear resistance and inability to withstand loads due to high plasticity. Today lubricating oils and lubricating grease are used in technology for the most part.
, etc. ) are used low-loaded bearing")
GASEOUS LUBRICANTS Gaseous lubricants (air, hydrocarbon vapors (sprays), etc. ) are used low-loaded bearing at a very high shaft angular velocity (centrifuges, grinding spindle, etc. ). For example, silicon spray has developed specifically for lubrication, water protection and renovation of plastic and rubber articles, and also for the food industry. http: //www. youtube. com/watch? v=p. MQi_Eq. Ryt 4

INDIVIDUAL WORK ASSIGNMENTS § § § § АРІ, SAE, ACEA standards engine oils systematization; GOST 17479. 1 engine oil classification; Lubricant classification; Technical requirements for lubricating oils; Properties of lubricating oils; Friction mechanism. Wear process. Wear; Friction. Tribological system. Lubricating properties of oils. Antiwear properties of oils. Petrov law. Amonton-Coulomb law. The Rebinder effect. Sommerfeld number; § Lubricating grease systematization. ISO 6743. 9; § Aviation lubricating oils present production; § Used lubricating oils disposal (р. 4. 3. of the manual)

§ According to Busines. Stat forecast, production of engine oils in the NIS in 2014 will reach 450 thousand tons.
LUBRICANTS_2.pptx