

02 Инструменты и материалы.pptx
- Количество слайдов: 114
 ГОУ СПО «Кузнецкий металлургический техникум» Курс «Слесарное дело» преподаватель Романов Андрей Андреевич
ГОУ СПО «Кузнецкий металлургический техникум» Курс «Слесарное дело» преподаватель Романов Андрей Андреевич
 Тема 2. ИНСТРУМЕНТЫ и МАТЕРИАЛЫ Учебные вопросы: 1. Контрольно-измерительные инструменты 2. Конструкционные и инструментальные материалы 3. Резание металлов
Тема 2. ИНСТРУМЕНТЫ и МАТЕРИАЛЫ Учебные вопросы: 1. Контрольно-измерительные инструменты 2. Конструкционные и инструментальные материалы 3. Резание металлов
 1. Контрольно-измерительные инструменты Точность обработки Действительная поверхность детали после обработки может иметь различные отклонения от номинальной поверхности, определенной чертежом. Рис. 1. 5. Отклонения от номинальных значений геометрических параметров обработанной детали: а цилиндрической: Dном номинальный диаметр детали; Dдайств действительный диаметр детали; ΔD отклонение действительного диаметра детали от номинального; Rо радиус номинальной поверхности; R и R, соответственно радиус поверхности в точке, расположенной под углами φ и φ1 к горизонтали; ОО' расстояние между реальной и идеальной осями; φ и φ1 углы поворота при контроле реального
1. Контрольно-измерительные инструменты Точность обработки Действительная поверхность детали после обработки может иметь различные отклонения от номинальной поверхности, определенной чертежом. Рис. 1. 5. Отклонения от номинальных значений геометрических параметров обработанной детали: а цилиндрической: Dном номинальный диаметр детали; Dдайств действительный диаметр детали; ΔD отклонение действительного диаметра детали от номинального; Rо радиус номинальной поверхности; R и R, соответственно радиус поверхности в точке, расположенной под углами φ и φ1 к горизонтали; ОО' расстояние между реальной и идеальной осями; φ и φ1 углы поворота при контроле реального
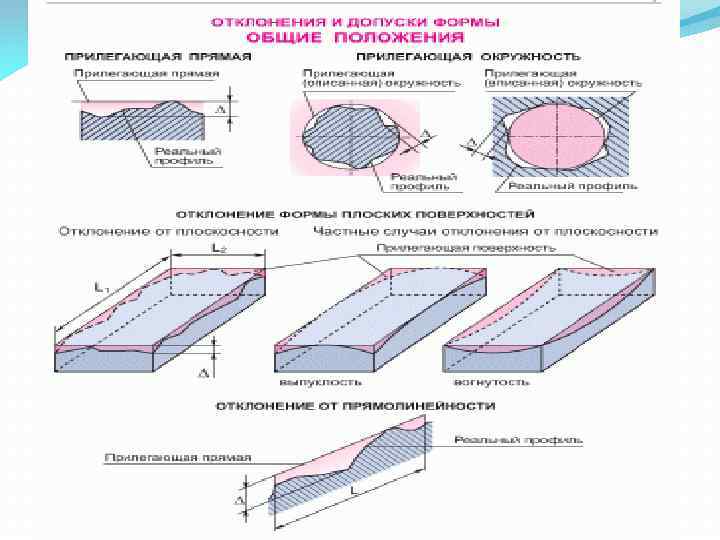
 размеров детали от номинальных, отклонения") Продолжение 1 вопроса К отклонениям относятся отклонения действительных (измеренных) размеров детали от номинальных, отклонения во взаимном расположении поверхностей обработанной детали (отклонения от параллельности, перпендикулярности, заданных углов наклона одной поверхности относительно другой), волнистость поверхности и ее шероховатость. К отклонениям формы относятся отклонения от прямолинейности, плоскостности, круглости, цилиндричности и отклонение профиля продольного сечения.
Продолжение 1 вопроса К отклонениям относятся отклонения действительных (измеренных) размеров детали от номинальных, отклонения во взаимном расположении поверхностей обработанной детали (отклонения от параллельности, перпендикулярности, заданных углов наклона одной поверхности относительно другой), волнистость поверхности и ее шероховатость. К отклонениям формы относятся отклонения от прямолинейности, плоскостности, круглости, цилиндричности и отклонение профиля продольного сечения.

 Продолжение 1 вопроса Рис. 1. 6. Отклонение плоских поверхностей от формы: а-д - отклонение от прямолинейности; е-з отклонение от плоскостности; 1 реальный профиль; 2 прилегающая (номинальная) прямая; 3, 5 - реальные оси; 4 номинальная ось; б реальная поверхность; 7 номинальная поверхность; L, L L - длина
Продолжение 1 вопроса Рис. 1. 6. Отклонение плоских поверхностей от формы: а-д - отклонение от прямолинейности; е-з отклонение от плоскостности; 1 реальный профиль; 2 прилегающая (номинальная) прямая; 3, 5 - реальные оси; 4 номинальная ось; б реальная поверхность; 7 номинальная поверхность; L, L L - длина
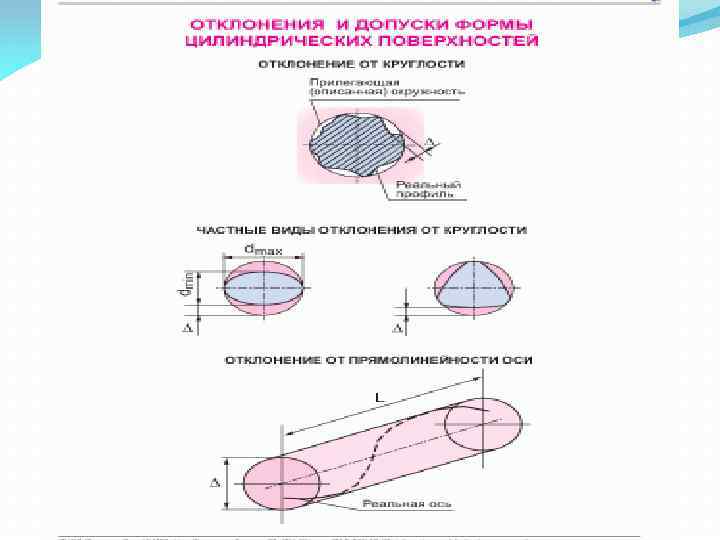
 Продолжение 1 вопроса Рис. 1. 7. Отклонение от круглости: а - общий случай; б- овальность; в - огранка; г - отклонение от цилиндричности; 1, 3 - номинальные профили; 2, 4 - реальные профили; Δ отклонение реального профиля от номинального; dmin,
Продолжение 1 вопроса Рис. 1. 7. Отклонение от круглости: а - общий случай; б- овальность; в - огранка; г - отклонение от цилиндричности; 1, 3 - номинальные профили; 2, 4 - реальные профили; Δ отклонение реального профиля от номинального; dmin,
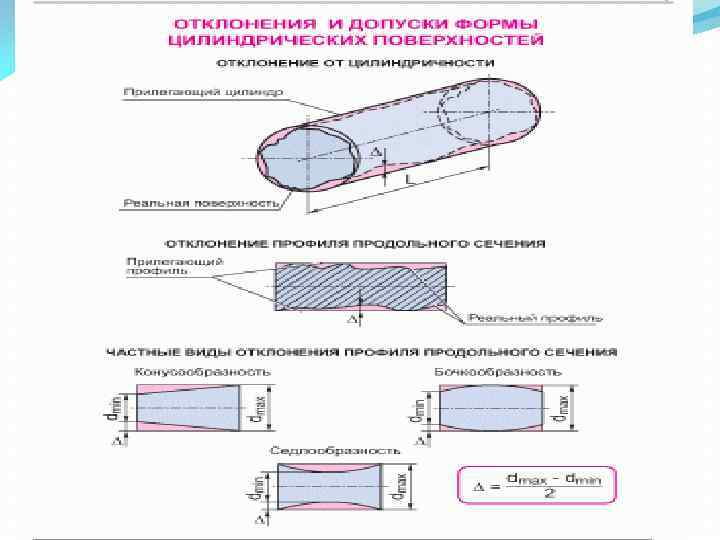
 Продолжение 1 вопроса Рис. 1. 8. Отклонение профиля продольного сечения: а общий случай; б конусность; в - бочкообразностъ; г седлообразность; 1 номинальный профиль; 2 - реальный профиль; L - длина контролируемого участка; Δ отклонение реального
Продолжение 1 вопроса Рис. 1. 8. Отклонение профиля продольного сечения: а общий случай; б конусность; в - бочкообразностъ; г седлообразность; 1 номинальный профиль; 2 - реальный профиль; L - длина контролируемого участка; Δ отклонение реального
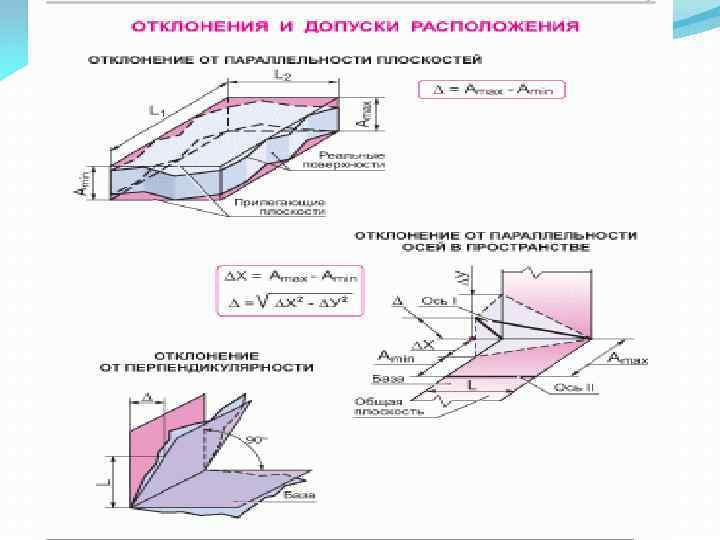
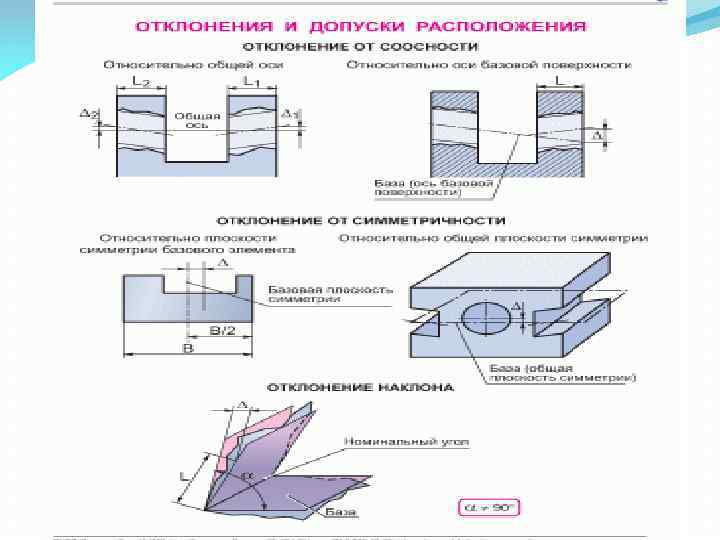
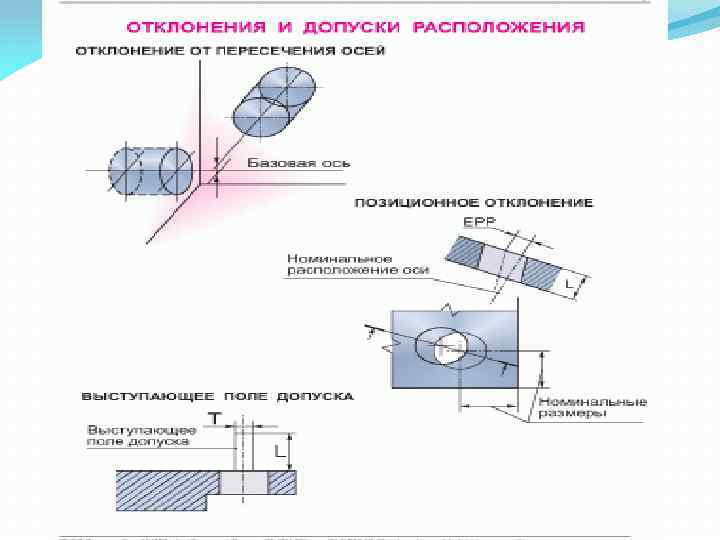
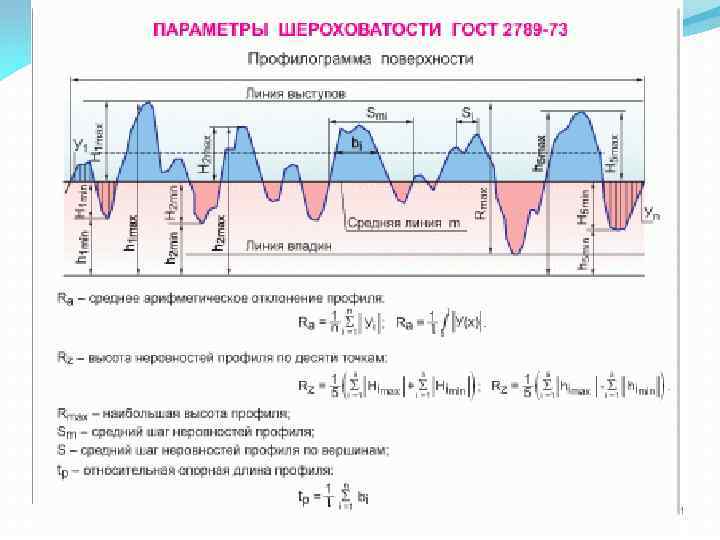
 Продолжение 1 вопроса К отклонениям взаимного расположения поверхностей относятся отклонения от параллельности, перпендикулярности, угла расположения, соосности, концентричности. Незначительные отклонения реальной поверхности от номинальной в виде неровностей с относительно малыми расстояниями между ними называются шероховатостью.
Продолжение 1 вопроса К отклонениям взаимного расположения поверхностей относятся отклонения от параллельности, перпендикулярности, угла расположения, соосности, концентричности. Незначительные отклонения реальной поверхности от номинальной в виде неровностей с относительно малыми расстояниями между ними называются шероховатостью.
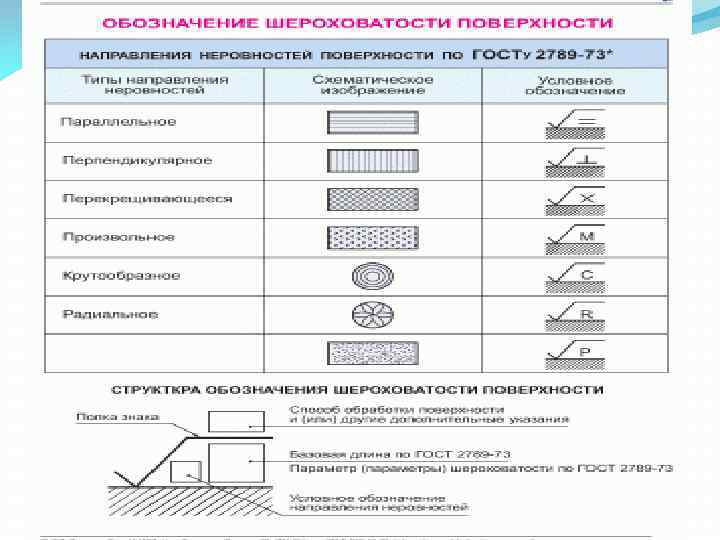
 Продолжение 1 вопроса Рис. 1. 9. Структура и знаки обозначения шероховатости поверхности: а структура знака; б размеры знака; в знак для поверхности, метод обработки которой не установлен; г - знак для поверхности, которую обрабатывают снятием стружки; д - знак для поверхности, образуемой без снятия стружки; h - высота знака; Н – высота полки
Продолжение 1 вопроса Рис. 1. 9. Структура и знаки обозначения шероховатости поверхности: а структура знака; б размеры знака; в знак для поверхности, метод обработки которой не установлен; г - знак для поверхности, которую обрабатывают снятием стружки; д - знак для поверхности, образуемой без снятия стружки; h - высота знака; Н – высота полки
 Продолжение 1 вопроса Точность измерений К основным причинам, снижающим точность измерения, можно отнести: неудовлетворительное состояние инструмента (механические повреждения измерительных поверхностей или их загрязнение, неправильное положение нулевых отметок шкалы и нониуса); неправильное взаимное расположение контролируемой детали и измерительного инструмента; температурные отклонения детали инструмента от нормального значения температуры измерения (нормальной считается температура 20 о. С, незнание устройства измерительного инструмента или неправильное пользование им; неправильный выбор баз для измерения. Для повышения точности измерения необходимо повторять несколько раз, а затем вычислять их среднее арифметическое значение.
Продолжение 1 вопроса Точность измерений К основным причинам, снижающим точность измерения, можно отнести: неудовлетворительное состояние инструмента (механические повреждения измерительных поверхностей или их загрязнение, неправильное положение нулевых отметок шкалы и нониуса); неправильное взаимное расположение контролируемой детали и измерительного инструмента; температурные отклонения детали инструмента от нормального значения температуры измерения (нормальной считается температура 20 о. С, незнание устройства измерительного инструмента или неправильное пользование им; неправильный выбор баз для измерения. Для повышения точности измерения необходимо повторять несколько раз, а затем вычислять их среднее арифметическое значение.
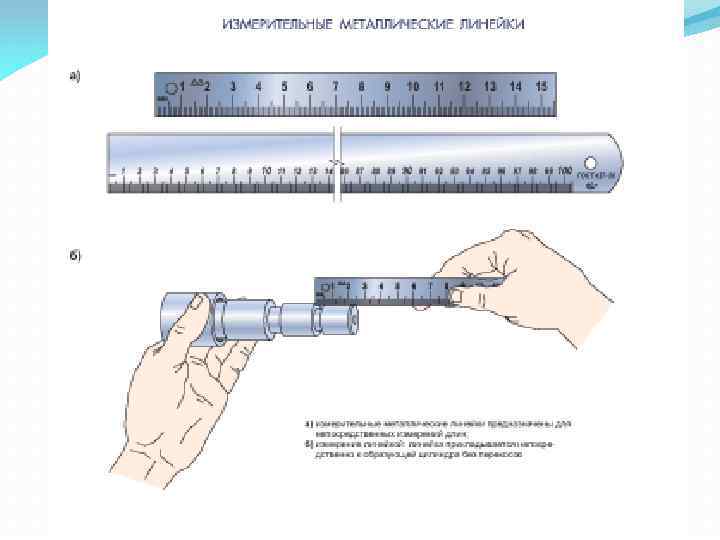
 Продолжение 1 вопроса Измерительные и поверочные линейки и кронциркули Рис. 1. 10. Приемы использования измерительной линейки: а неправильный; б, в- правильные
Продолжение 1 вопроса Измерительные и поверочные линейки и кронциркули Рис. 1. 10. Приемы использования измерительной линейки: а неправильный; б, в- правильные
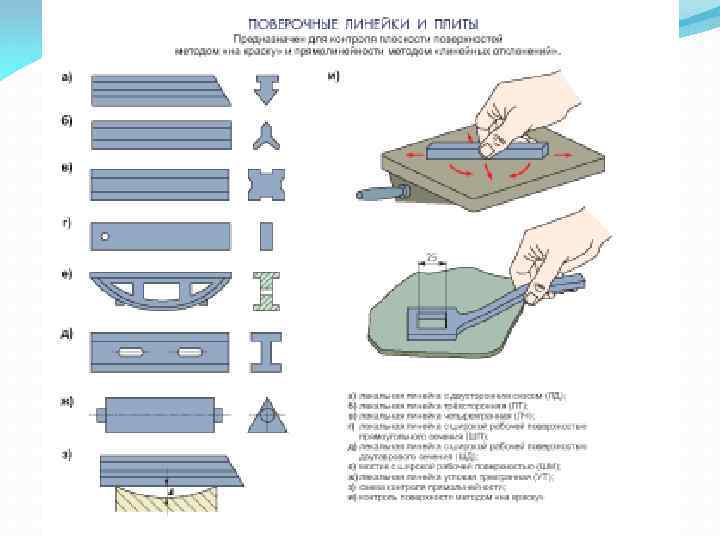
 Продолжение 1 вопроса Рис. 1. 12. Лекальная линейка: а - формы поперечного сечения; б прием измерения Рис. 1. 11. Кронциркуль: а - для наружных и внутренних измерений; б пружинный для наружных и внутренних измерений: 1 - пружина; 2 гайка; 3 винт; в, г - определение размера по кронциркулю с использованием измерительной линейки и штангенциркуля
Продолжение 1 вопроса Рис. 1. 12. Лекальная линейка: а - формы поперечного сечения; б прием измерения Рис. 1. 11. Кронциркуль: а - для наружных и внутренних измерений; б пружинный для наружных и внутренних измерений: 1 - пружина; 2 гайка; 3 винт; в, г - определение размера по кронциркулю с использованием измерительной линейки и штангенциркуля
 Наиболее широкоприменяемый инструмент
Наиболее широкоприменяемый инструмент
 Продолжение 1 вопроса Концевые меры длины
Продолжение 1 вопроса Концевые меры длины
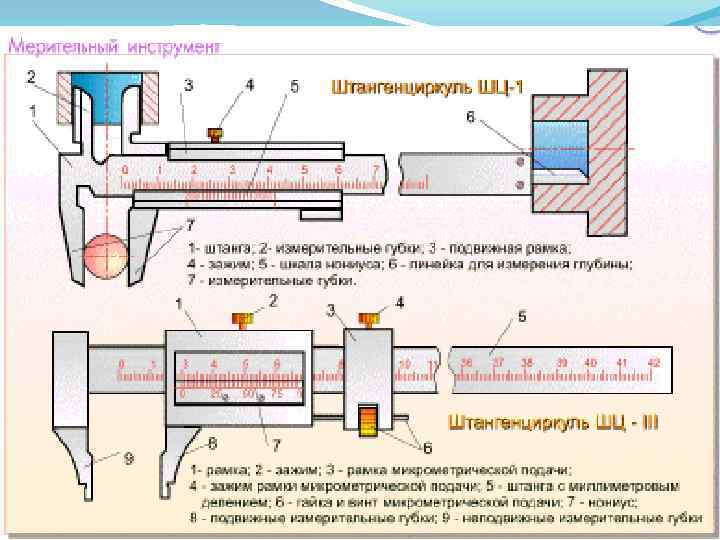
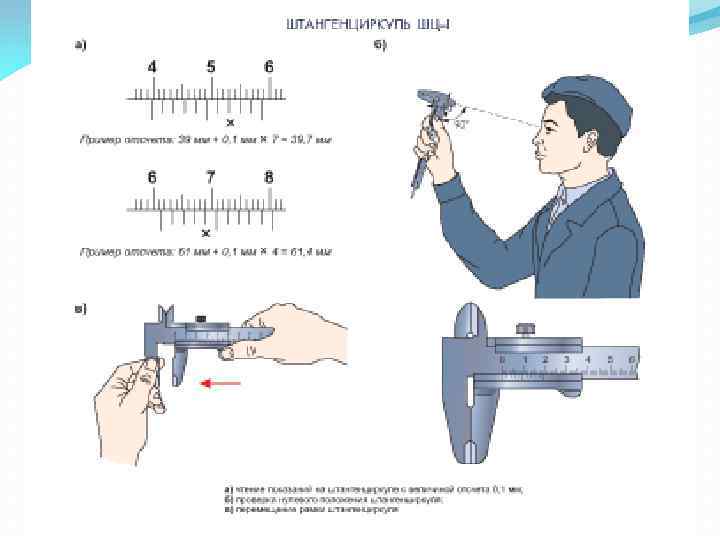
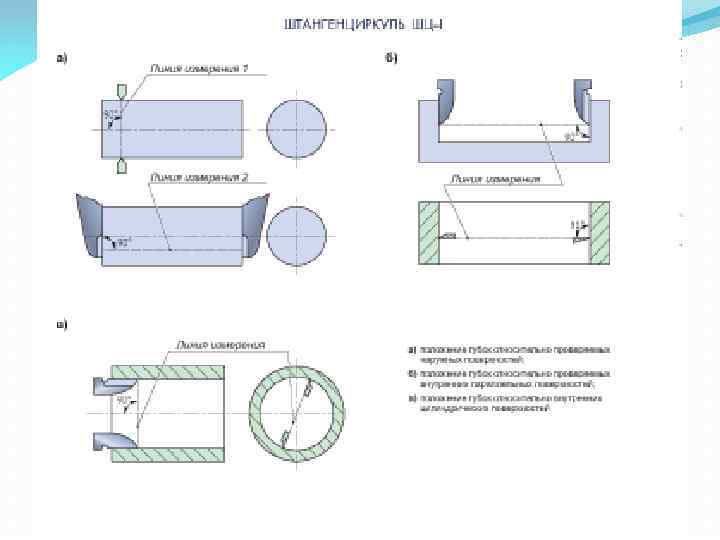
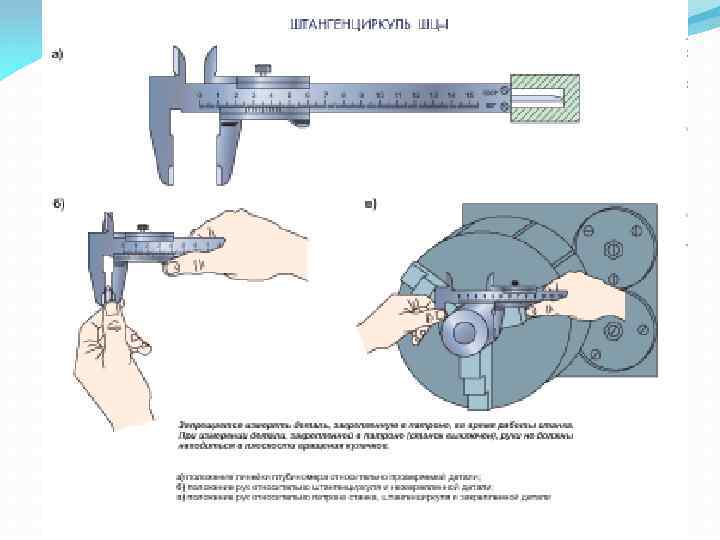
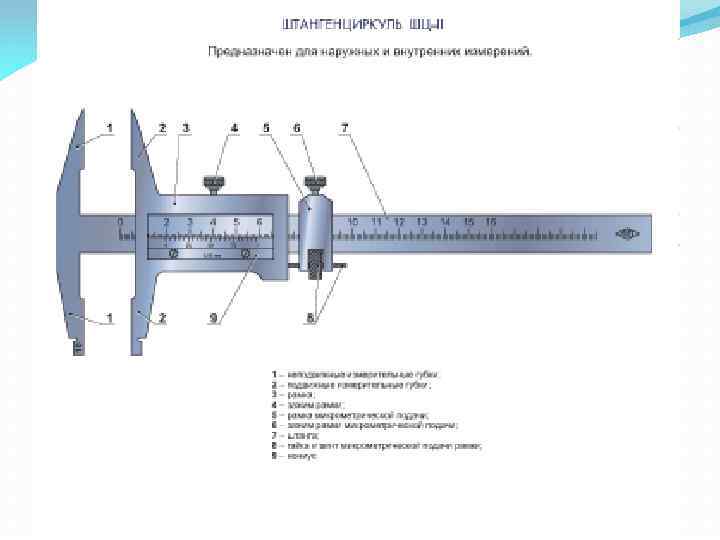
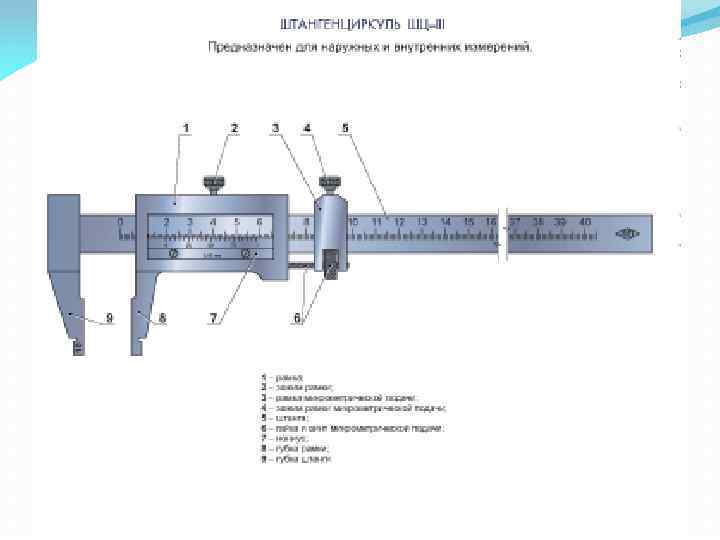
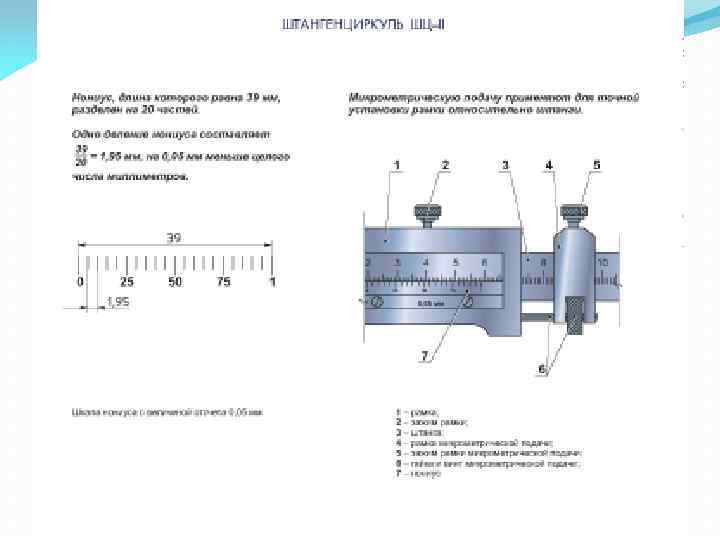
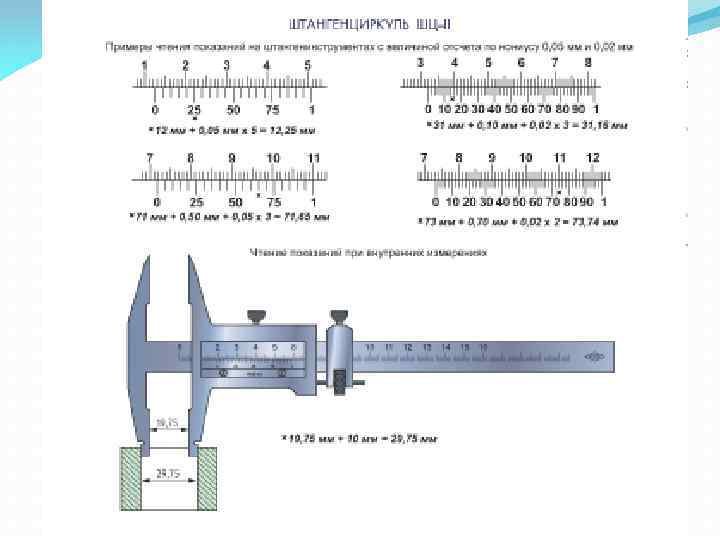
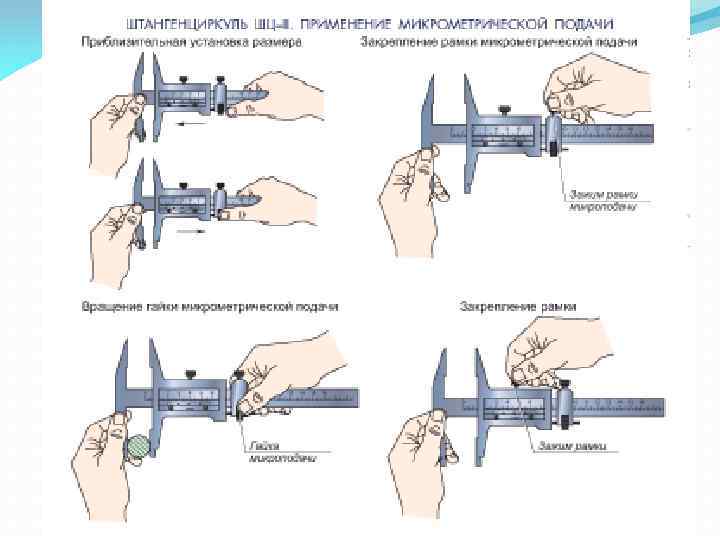
 Штангенинструменты предназначены для абсолютных измерений линейных размеров. Штангенциркуль предназначен для измерения наружных и внутренних размеров
Штангенинструменты предназначены для абсолютных измерений линейных размеров. Штангенциркуль предназначен для измерения наружных и внутренних размеров
 Штангенглубиномеры принципиально не отличаются от штангенциркулей и предназначены для измерения глубины отверстий, пазов и расстояний между пазами.
Штангенглубиномеры принципиально не отличаются от штангенциркулей и предназначены для измерения глубины отверстий, пазов и расстояний между пазами.
 Штангеирейсмасы являются основными приборами для разметки и измерения высоты деталей
Штангеирейсмасы являются основными приборами для разметки и измерения высоты деталей
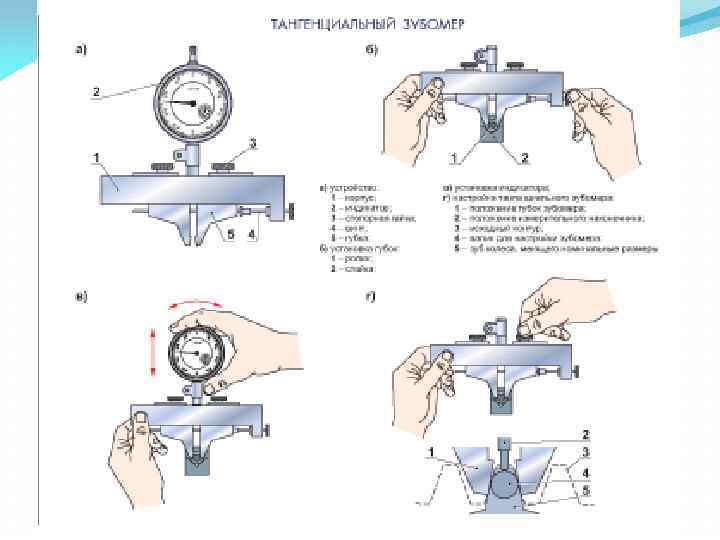
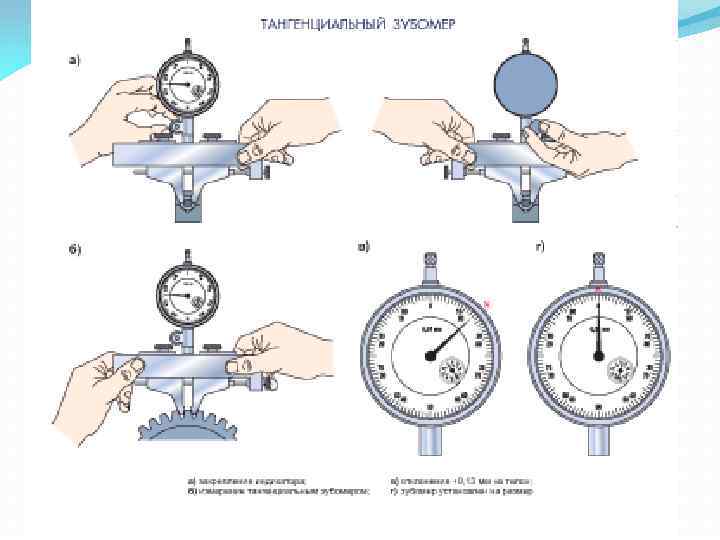
 Штангензубомер предназначен для измерения толщины зуба зубчатых колес.
Штангензубомер предназначен для измерения толщины зуба зубчатых колес.
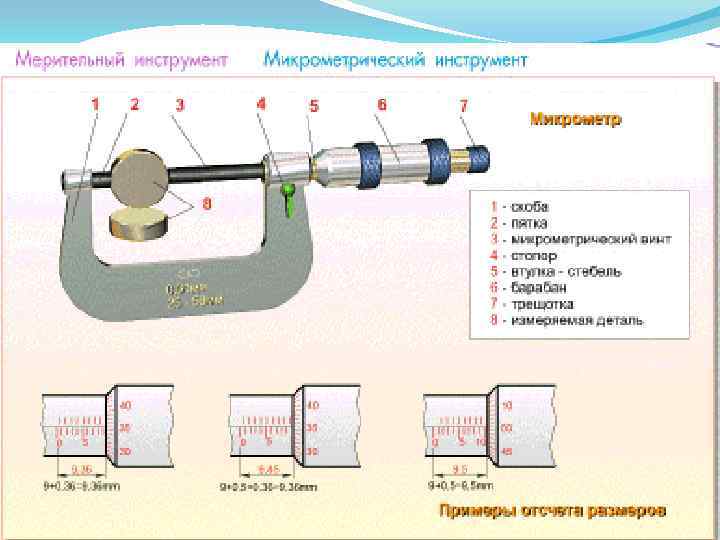
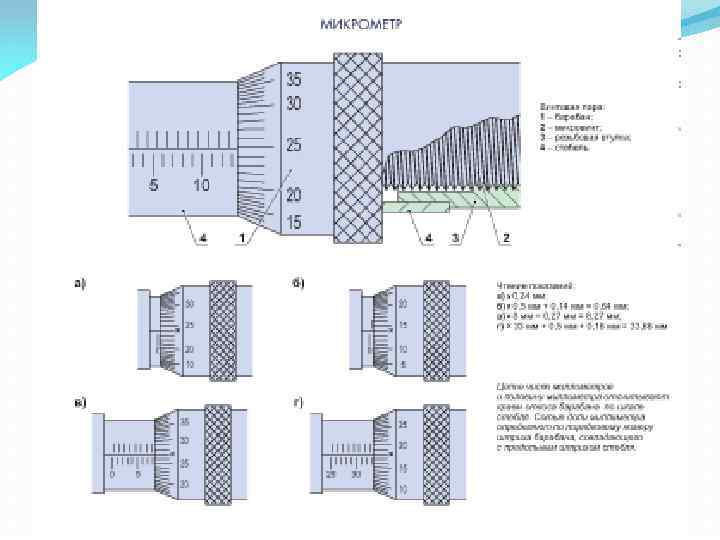
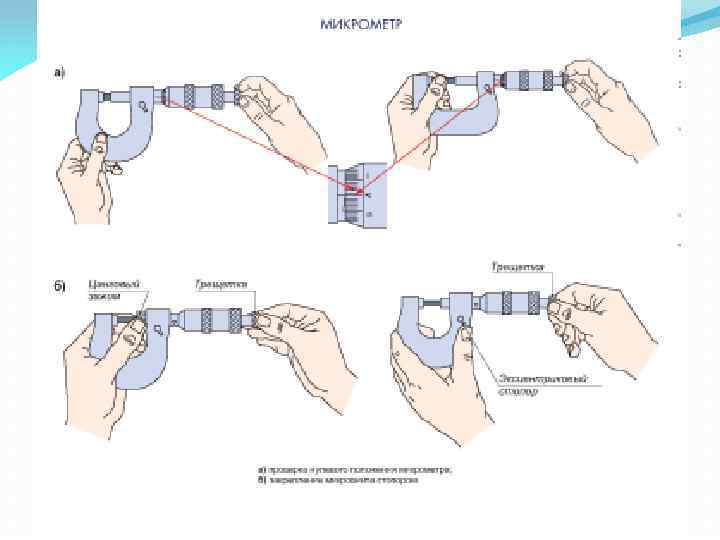
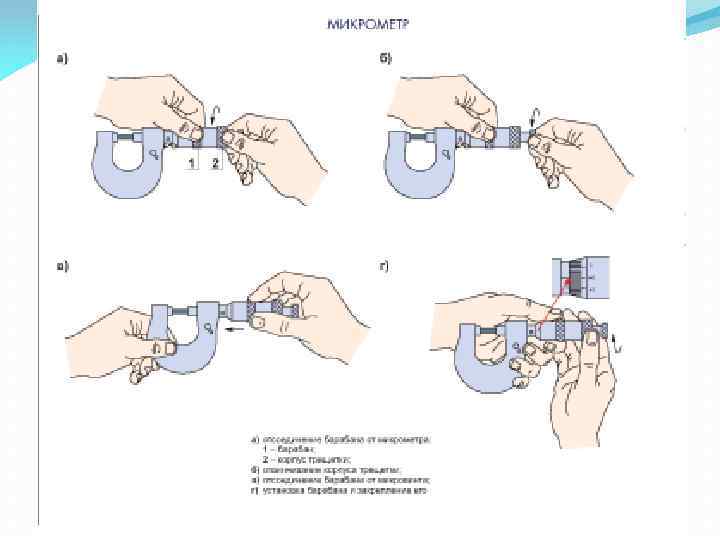
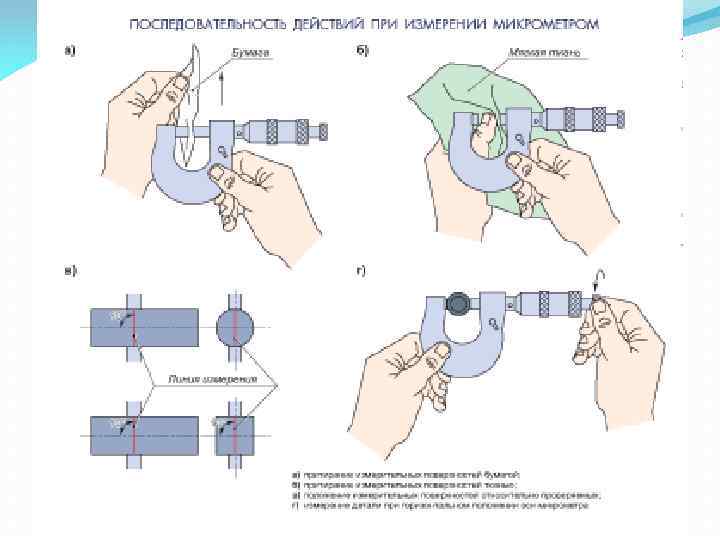
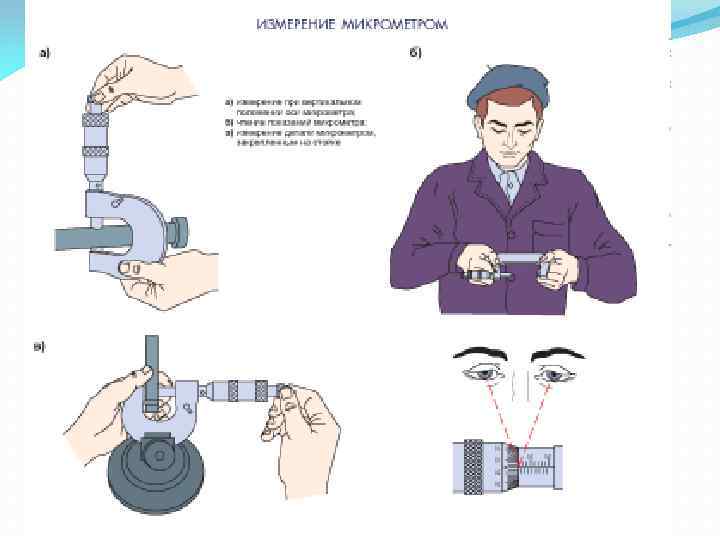
 Микрометрические инструменты предназначены для абсолютных измерений наружных и внутренних размеров, высот уступов, глубин отверстий и т. д. Микрометры гладкие МК предназначены для измерения наружных размеров.
Микрометрические инструменты предназначены для абсолютных измерений наружных и внутренних размеров, высот уступов, глубин отверстий и т. д. Микрометры гладкие МК предназначены для измерения наружных размеров.
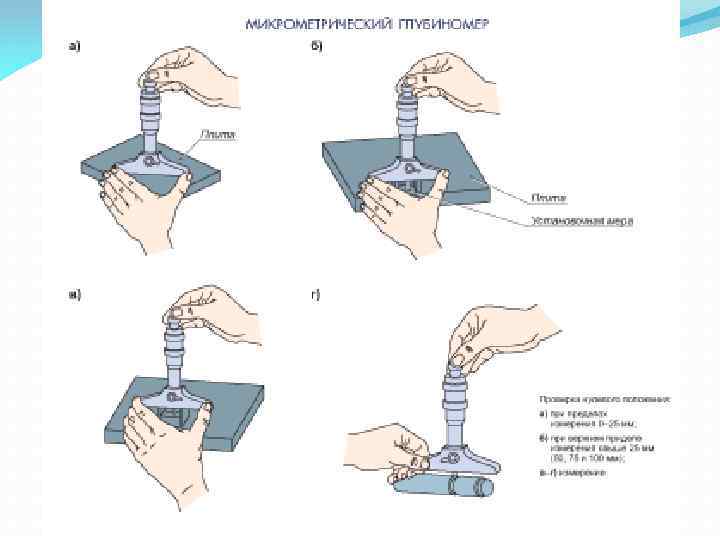
 Микрометрические глубиномеры предназначены для измерения глубины отверстий, пазов и т. п.
Микрометрические глубиномеры предназначены для измерения глубины отверстий, пазов и т. п.
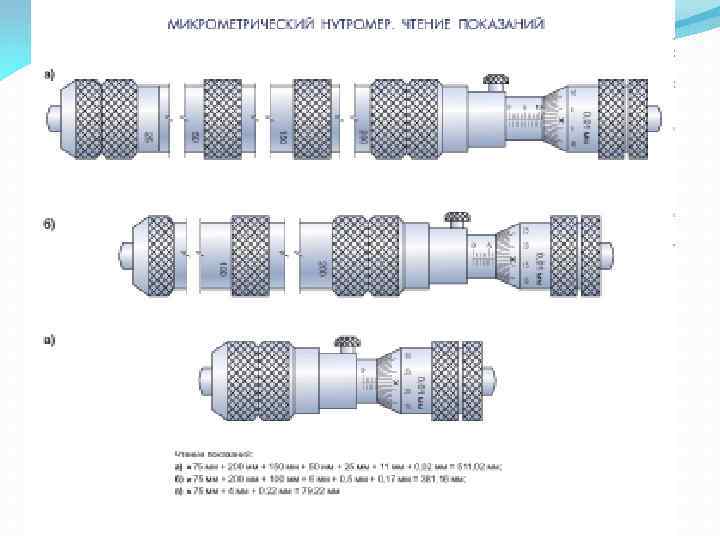
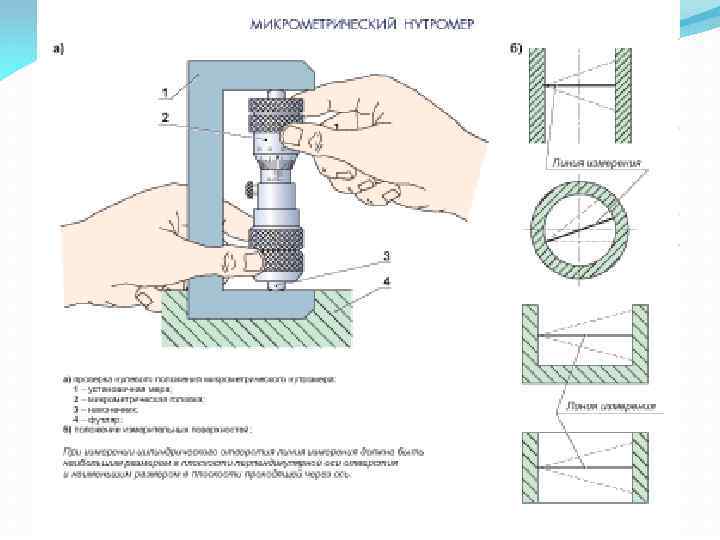
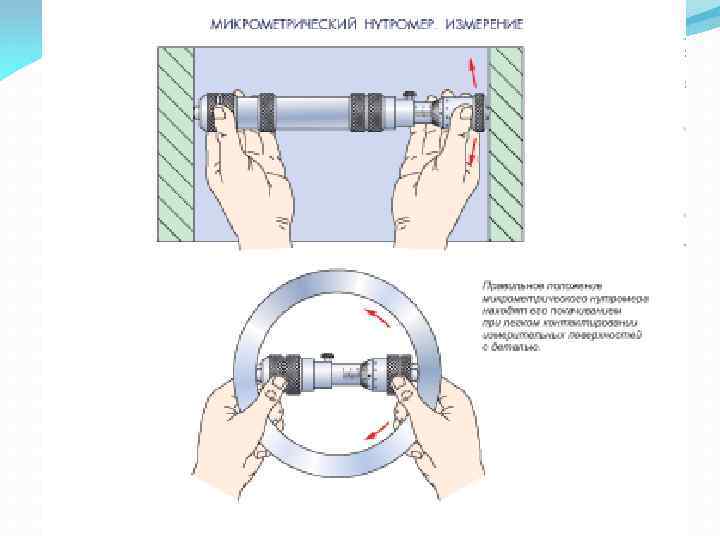
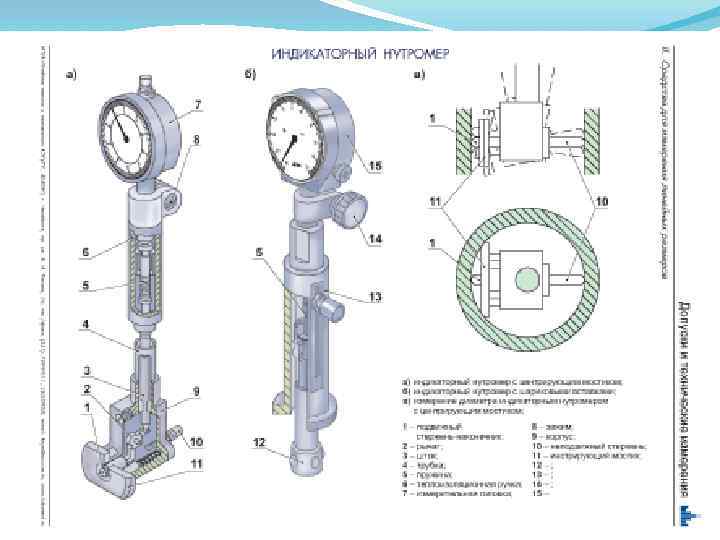
, предназначены для измерения внутренних размеров (диаметров отверстий, ширины пазов и") Микрометрические нутромеры НМ (штихмассы), предназначены для измерения внутренних размеров (диаметров отверстий, ширины пазов и т. п. ).
Микрометрические нутромеры НМ (штихмассы), предназначены для измерения внутренних размеров (диаметров отверстий, ширины пазов и т. п. ).
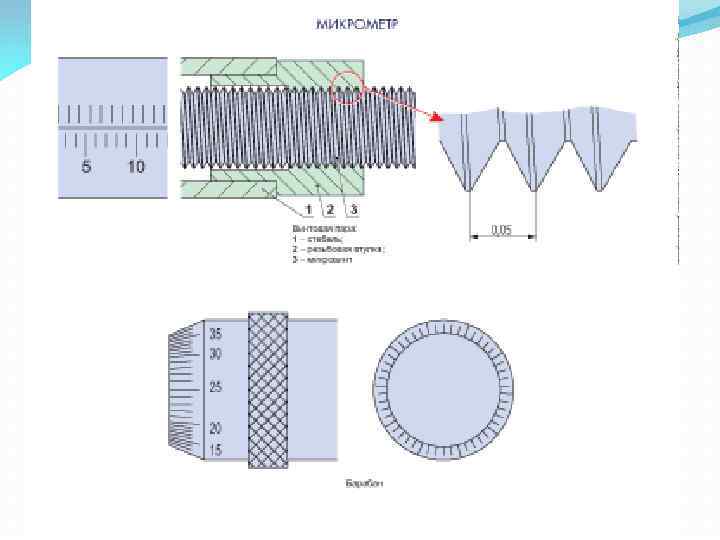
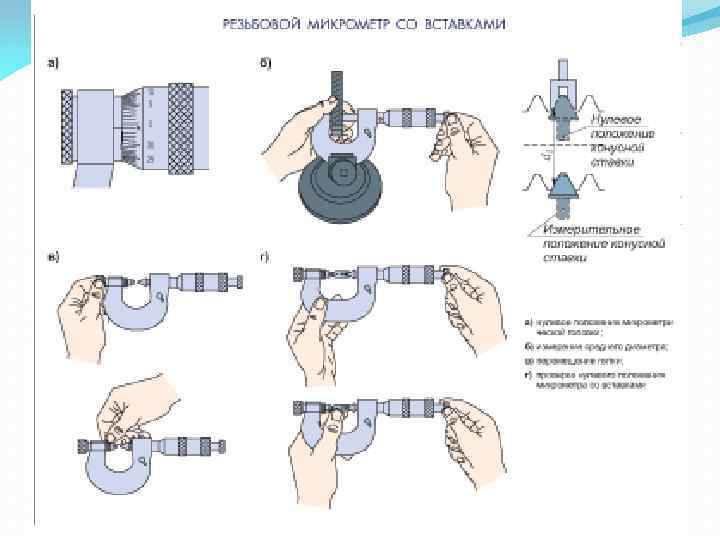
 Резьбовой микрометр предназначен для измерения среднего диаметра треугольной наружной резьбы. Он отличается от обычного тем, что в пятке и стержне микрометрического винта имеются отверстия, в которые устанавливают призматическую и коническую вставки с углами, равными углу профиля резьбы.
Резьбовой микрометр предназначен для измерения среднего диаметра треугольной наружной резьбы. Он отличается от обычного тем, что в пятке и стержне микрометрического винта имеются отверстия, в которые устанавливают призматическую и коническую вставки с углами, равными углу профиля резьбы.
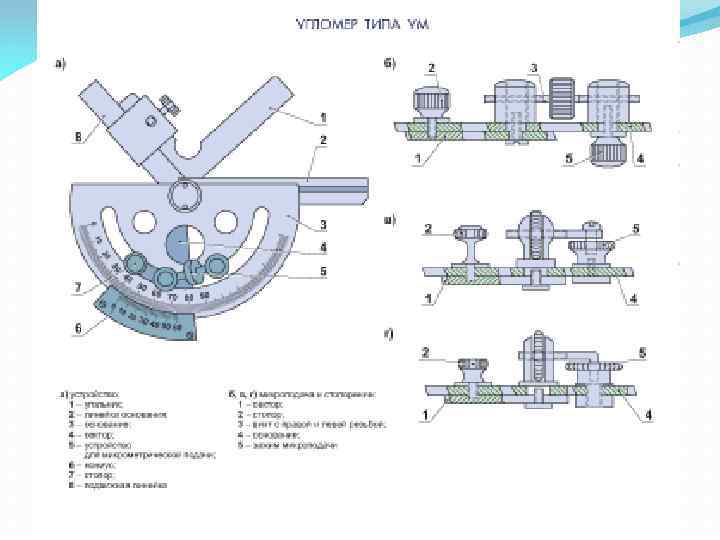
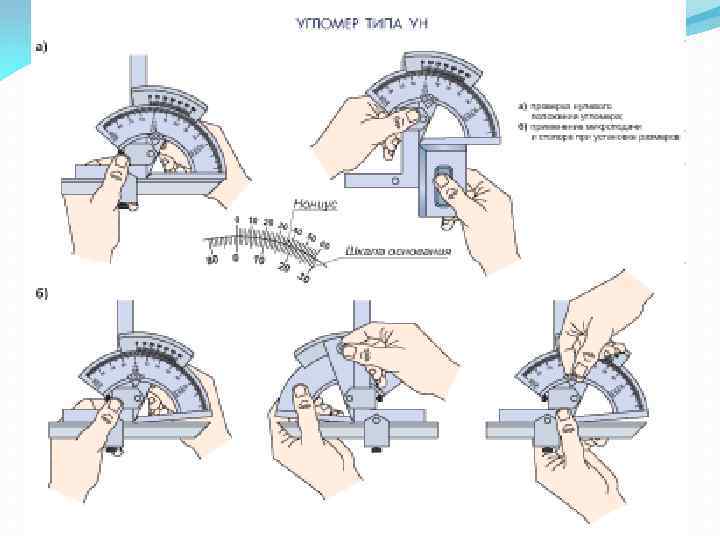
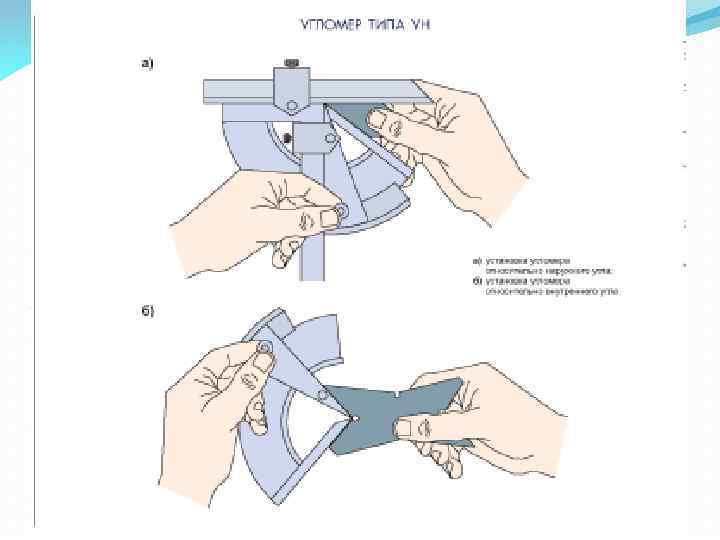
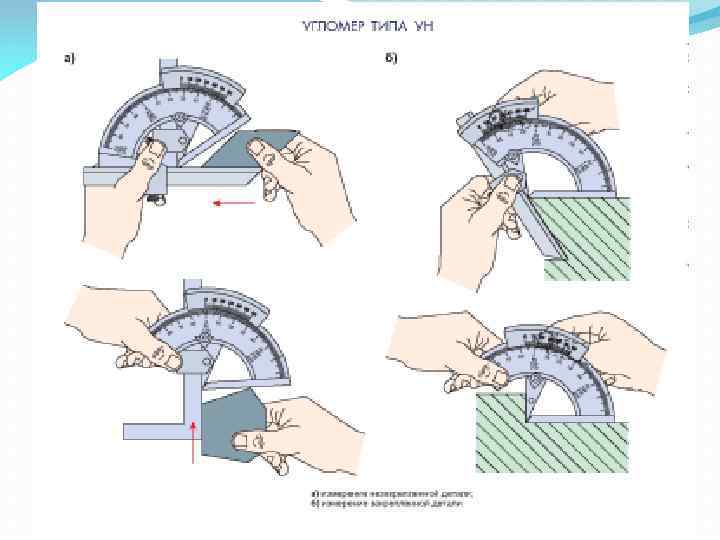
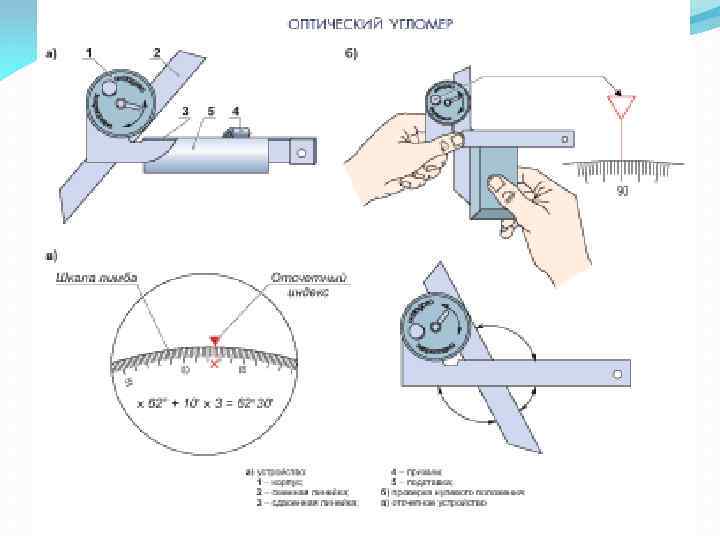
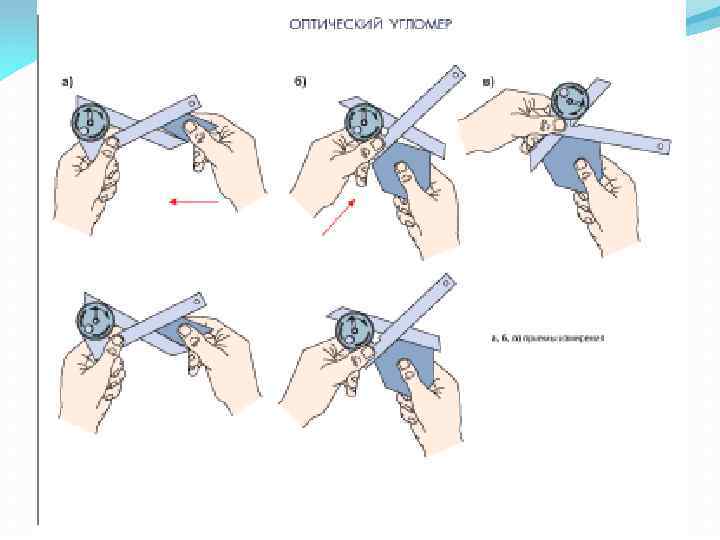
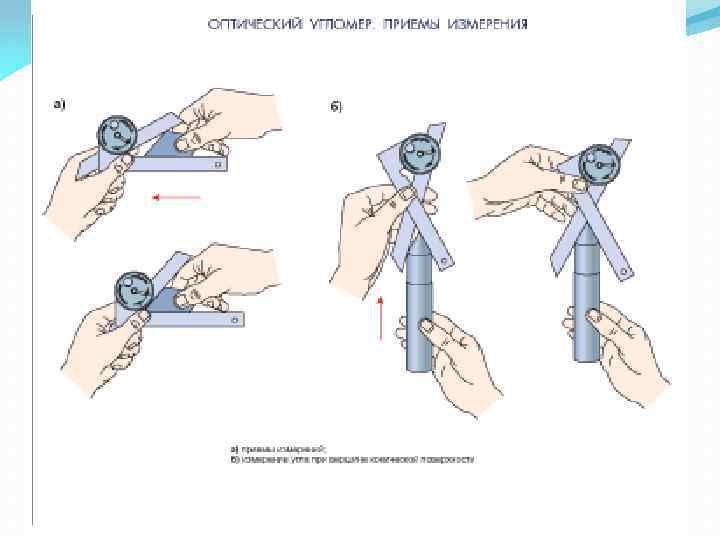
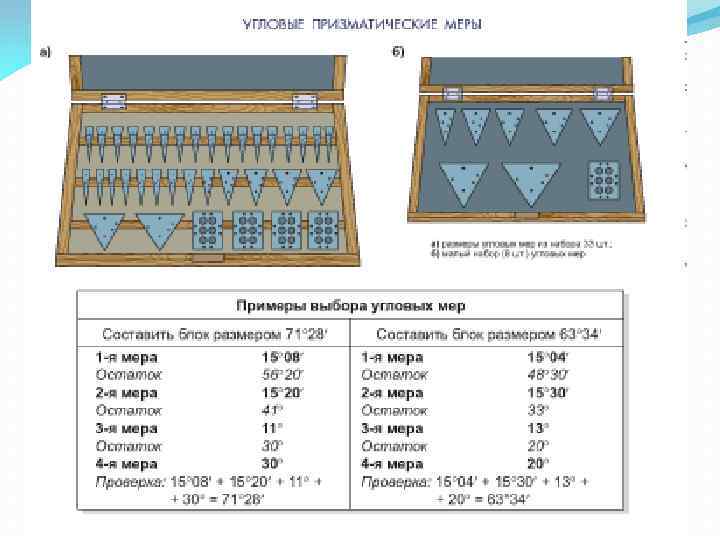
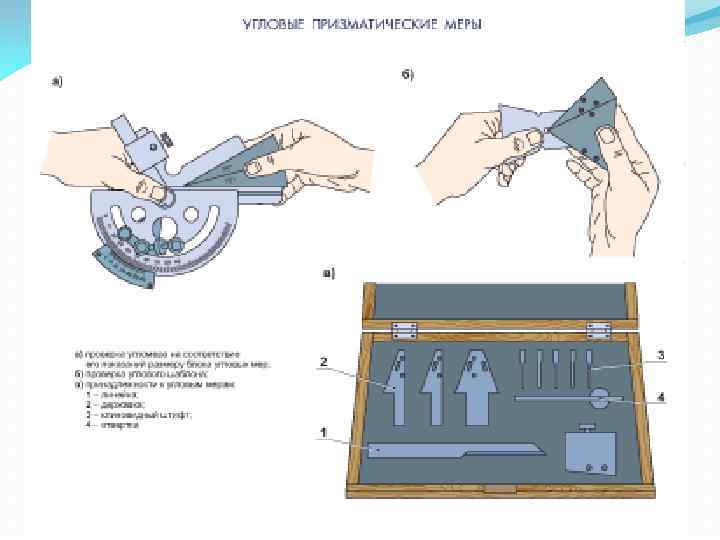
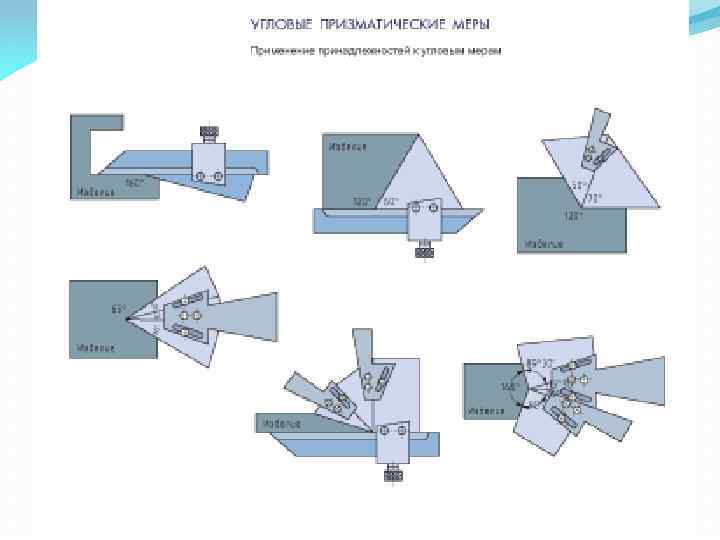
 изготавливают") Продолжение 1 вопроса Угловые меры и угольники Угловые меры (рис. 1. 19, а) изготавливают в виде прямых призм и применяют для контроля углов и градуировки угломерных инструментов и угловых шаблонов. Рис. 1. 19. Угловые меры (а) и державки для их применения (бг)
Продолжение 1 вопроса Угловые меры и угольники Угловые меры (рис. 1. 19, а) изготавливают в виде прямых призм и применяют для контроля углов и градуировки угломерных инструментов и угловых шаблонов. Рис. 1. 19. Угловые меры (а) и державки для их применения (бг)
 угольники
угольники

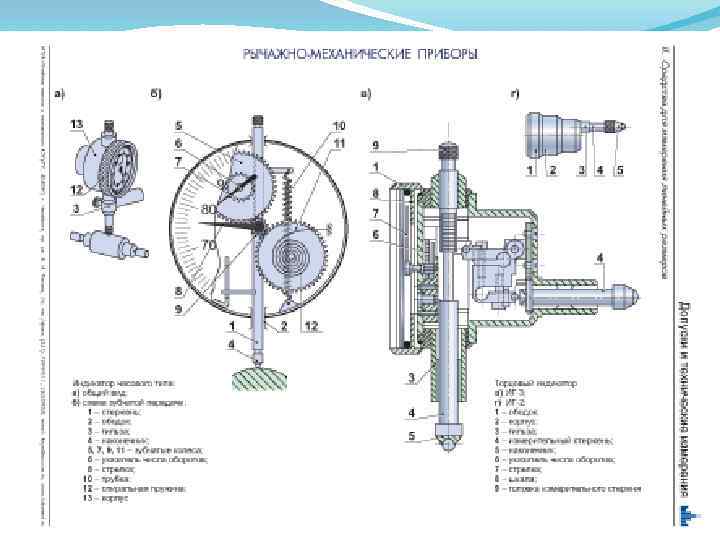
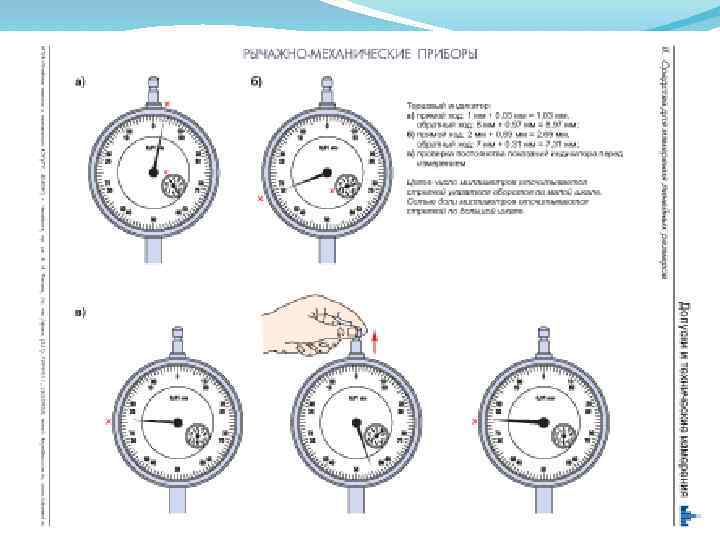
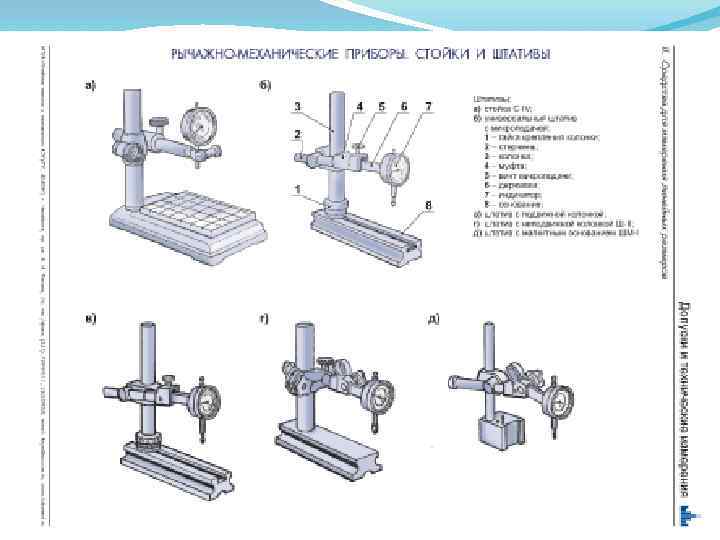
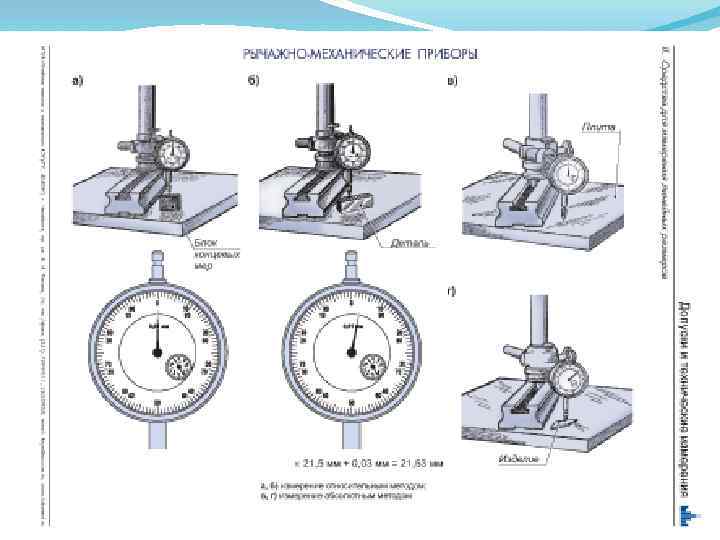
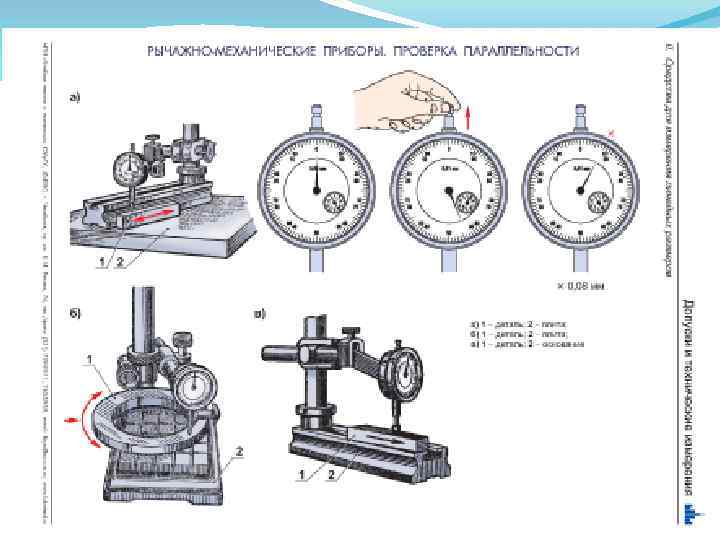
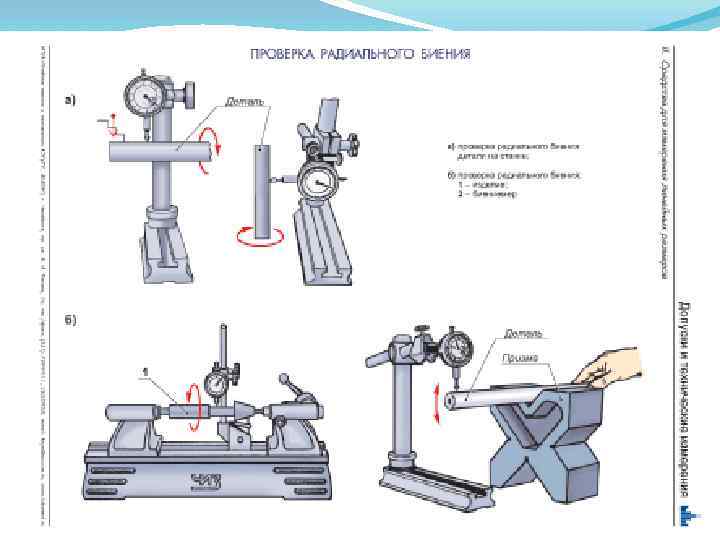
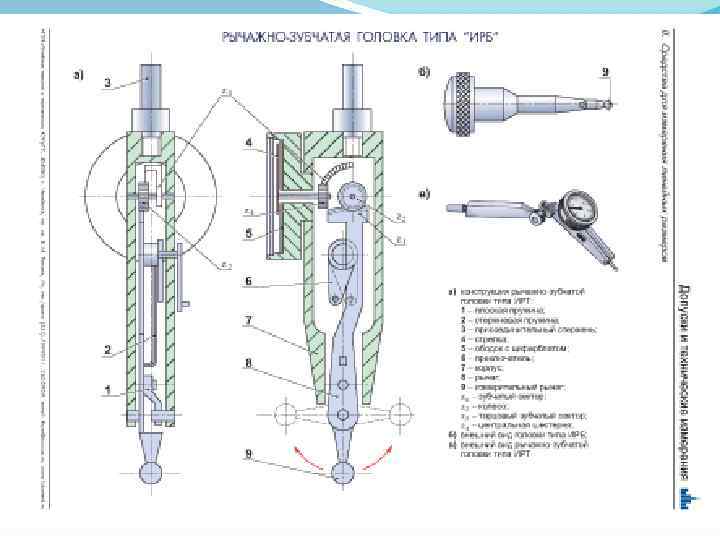
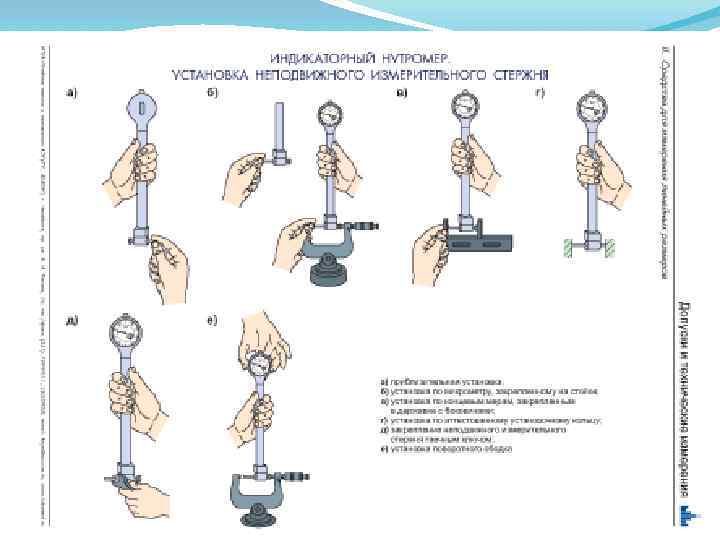
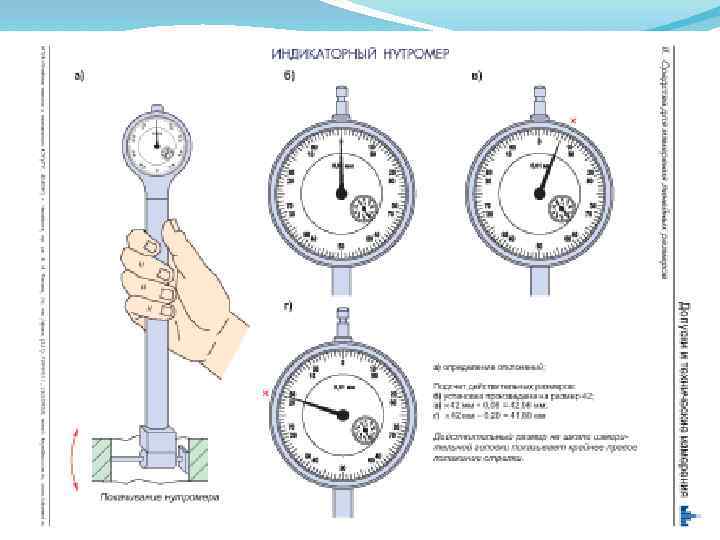
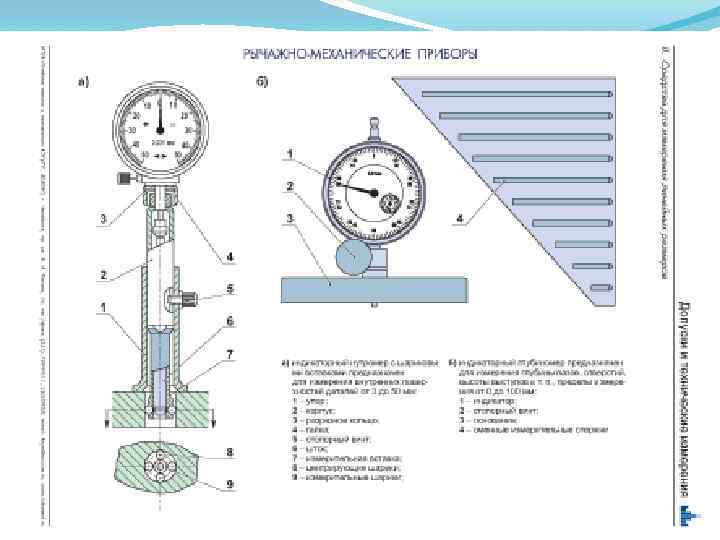
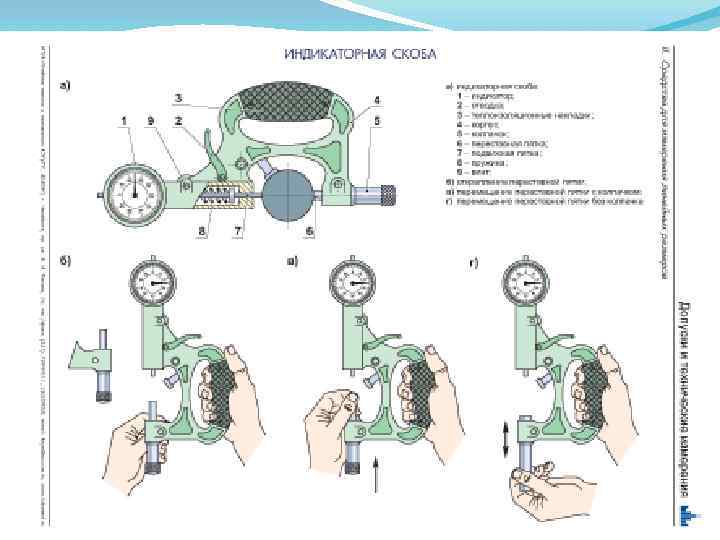
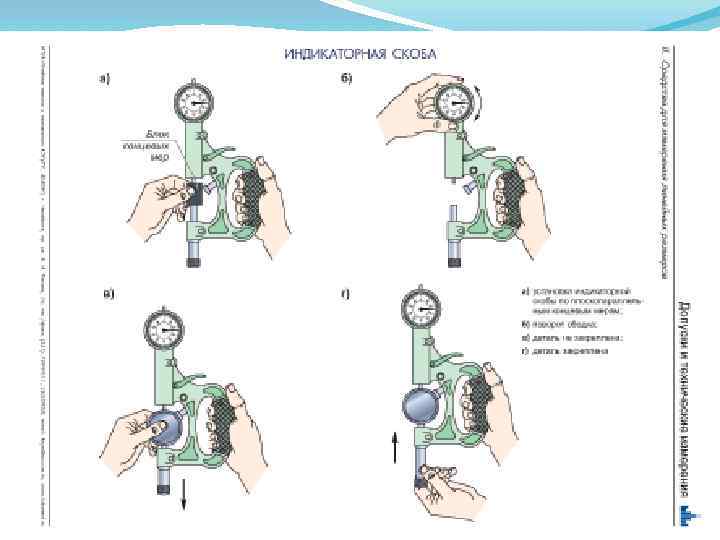
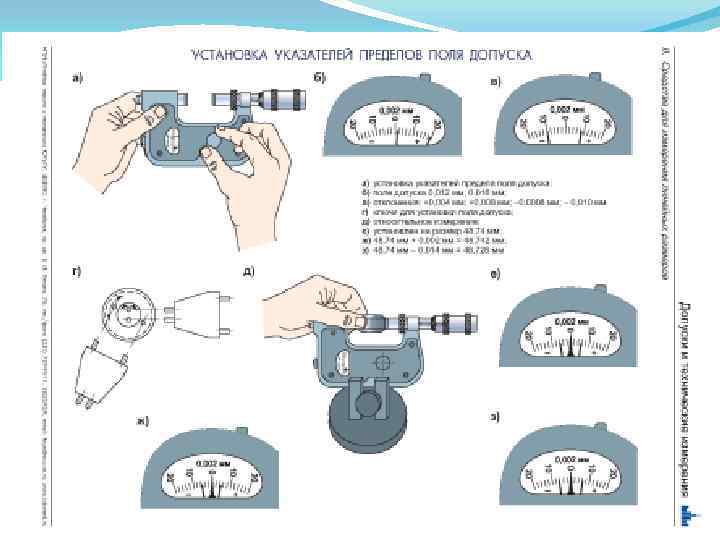
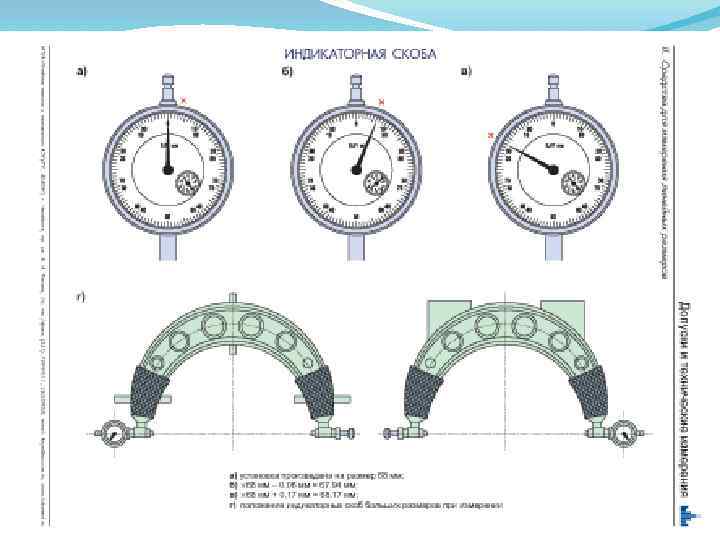
 Индикаторные инструменты
Индикаторные инструменты

 2. КОНСТРУКЦИОННЫЕ И ИНСТРУМЕНТАЛЬНЫЕ МАТЕРИАЛЫ Конструкционные материалы К основным механическим свойствам относятся прочность, пластичность, твердость и износостойкость. Под прочностью понимается способность материала сопротивляться деформации или разрушению под действием внешних сил. Пластичность - это способность твердых материалов изменять без разрушения форму и размеры под влиянием внешней нагрузки, устойчиво сохраняя полученную форму и размеры после снятия нагрузки. Твердость это способность материала сопротивляться проникновению в него инородного тела, например, шарика при испытании материала на твердость по методу Бринелля. Износостойкость это способность материала сопротивляться поверхностному разрушению под действием внешнего трения.
2. КОНСТРУКЦИОННЫЕ И ИНСТРУМЕНТАЛЬНЫЕ МАТЕРИАЛЫ Конструкционные материалы К основным механическим свойствам относятся прочность, пластичность, твердость и износостойкость. Под прочностью понимается способность материала сопротивляться деформации или разрушению под действием внешних сил. Пластичность - это способность твердых материалов изменять без разрушения форму и размеры под влиянием внешней нагрузки, устойчиво сохраняя полученную форму и размеры после снятия нагрузки. Твердость это способность материала сопротивляться проникновению в него инородного тела, например, шарика при испытании материала на твердость по методу Бринелля. Износостойкость это способность материала сопротивляться поверхностному разрушению под действием внешнего трения.
 Продолжение 2 вопроса Технологические свойства металлов и сплавов характеризуют их способность поддаваться различным методам горячей и холодной обработки. Основными технологическими свойствами конструкционных материалов являются ковкость, свариваемость и обрабатываемость резанием. Ковкость - это способность материала деформироваться с минимальным сопротивлением под воздействием внешней нагрузки, принимать и сохранять заданную форму. Свариваемость - это способность материала образовывать неразъемное соединение с комплексом свойств, обеспечивающих ра ботоспособность конструкции. Обрабатываемость - это свойство металла поддаваться обработке резанием. Критериями обрабатываемости являются режимы резания и качество обработанной поверхности.
Продолжение 2 вопроса Технологические свойства металлов и сплавов характеризуют их способность поддаваться различным методам горячей и холодной обработки. Основными технологическими свойствами конструкционных материалов являются ковкость, свариваемость и обрабатываемость резанием. Ковкость - это способность материала деформироваться с минимальным сопротивлением под воздействием внешней нагрузки, принимать и сохранять заданную форму. Свариваемость - это способность материала образовывать неразъемное соединение с комплексом свойств, обеспечивающих ра ботоспособность конструкции. Обрабатываемость - это свойство металла поддаваться обработке резанием. Критериями обрабатываемости являются режимы резания и качество обработанной поверхности.
 Продолжение 2 вопроса Черные металлы К черным металлам относят чугун и сталь, которые представляют собой сплавы железа и углерода. Чугун это сплав железа с углеродом при содержании углерода 2, 14. . . 4, 5%. Помимо углерода в сплав могут входить некоторые количества кремния, марганца и других элементов в небольших количествах. В зависимости от технологических свойств различают несколько видов чугунов: серый, высокопрочный, ковкий и легированный. Стали также представляют собой сплавы железа с углеродом (до 2, 14%) и другими элементами. Конструкционные стали делят на углеродистые и легированные.
Продолжение 2 вопроса Черные металлы К черным металлам относят чугун и сталь, которые представляют собой сплавы железа и углерода. Чугун это сплав железа с углеродом при содержании углерода 2, 14. . . 4, 5%. Помимо углерода в сплав могут входить некоторые количества кремния, марганца и других элементов в небольших количествах. В зависимости от технологических свойств различают несколько видов чугунов: серый, высокопрочный, ковкий и легированный. Стали также представляют собой сплавы железа с углеродом (до 2, 14%) и другими элементами. Конструкционные стали делят на углеродистые и легированные.
 Продолжение 2 вопроса Цветные металлы и сплавы Медь, алюминий, цинк, марганец, титан и другие цветные металлы широко применяют в промышленности, однако в качестве конструкционных материалов используются сплавы этих металлов. Наиболее широкое применение получили сплавы на основе меди (латунь, бронза) и алюминия. Латунь это сплав меди с цинком, обозначается буквой Л и двузначным числом, показывающим процентное содержание меди в сплаве. Бронза это сплав меди с оловом, алюминием, марганцем, кремнием и другими элементами. Бронзы обозначают буквами Бр, начальными буквами основных элементов, вошедших в сплав и цифрами, указывающими процентное содержание этих элементов в сплаве. Например, сплав Бр. ЩЗЦ 12 С 5 содержит 3% олова, 12% цинка и 5% свинца, остальное медь. Алюминиевые сплавы это сплавы алюминия с различными добавками (кремний, марганец, медь и др. ), повышающими прочность сплава.
Продолжение 2 вопроса Цветные металлы и сплавы Медь, алюминий, цинк, марганец, титан и другие цветные металлы широко применяют в промышленности, однако в качестве конструкционных материалов используются сплавы этих металлов. Наиболее широкое применение получили сплавы на основе меди (латунь, бронза) и алюминия. Латунь это сплав меди с цинком, обозначается буквой Л и двузначным числом, показывающим процентное содержание меди в сплаве. Бронза это сплав меди с оловом, алюминием, марганцем, кремнием и другими элементами. Бронзы обозначают буквами Бр, начальными буквами основных элементов, вошедших в сплав и цифрами, указывающими процентное содержание этих элементов в сплаве. Например, сплав Бр. ЩЗЦ 12 С 5 содержит 3% олова, 12% цинка и 5% свинца, остальное медь. Алюминиевые сплавы это сплавы алюминия с различными добавками (кремний, марганец, медь и др. ), повышающими прочность сплава.
 Продолжение 2 вопроса Инструментальные материалы Углеродистые инструментальные стали Для изготовления инструментов применяют качественные инструментальные стали марок У 10 А, У 11 А, У 12 А, которые после термической обработки имеют твердость HRC 60. . . 62 и сохраняют свойства до температуры 200. . . 250 °С. Из них изготавливают метчики, плашки, ножовочные полотна, зубила, чертилки и другие ручные слесарные инструменты, при работе которыми в зоне обработки не возникает высоких температур, способных привести к потери инструментом его функциональных свойств. Легированные инструментальные стали имеют несколько большую твердость (HRC 62. . . 64), по сравнению с углеродистыми, и не изменяют своих режущих свойств при температуре 250. . . 300 °С. Их используют для изготовления сверл, протяжек, метчиков, плашек, разверток и некоторых других слесарных инструментов для механизированных работ. Марки сталей 9 ХВГ, ХГ, 9 ХС, 6 ХС.
Продолжение 2 вопроса Инструментальные материалы Углеродистые инструментальные стали Для изготовления инструментов применяют качественные инструментальные стали марок У 10 А, У 11 А, У 12 А, которые после термической обработки имеют твердость HRC 60. . . 62 и сохраняют свойства до температуры 200. . . 250 °С. Из них изготавливают метчики, плашки, ножовочные полотна, зубила, чертилки и другие ручные слесарные инструменты, при работе которыми в зоне обработки не возникает высоких температур, способных привести к потери инструментом его функциональных свойств. Легированные инструментальные стали имеют несколько большую твердость (HRC 62. . . 64), по сравнению с углеродистыми, и не изменяют своих режущих свойств при температуре 250. . . 300 °С. Их используют для изготовления сверл, протяжек, метчиков, плашек, разверток и некоторых других слесарных инструментов для механизированных работ. Марки сталей 9 ХВГ, ХГ, 9 ХС, 6 ХС.
 Продолжение 2 вопроса Быстрорежущие стали Для изготовления режущих инструментов используют быстрорежущие стали марок Р 9, Р 12, Р 18, Р 6 МЗ, Р 6 М 5, Р 9 Ф 5, Р 14 Ф 4, Р 18 Ф 2, Р 9 К 5, Р 9 К 10, Р 10 К 5 Ф 2, Р 10 К 5 Ф 5. Режущий инст румент из этих сталей имеет твердость RC 62. . . 65 и сохраняет H режущие свойства при температуре до 600 °С. Твердые сплавы разделяют на три группы. Вольфрамовые (однокарбидные) твердые сплавы, содержащие карбиды вольфрама (ВК 2, ВКЗ, ВК 4, ВК 6, ВК 8 и др. ), которые применяют для обработки чугуна и других хрупких материалов при прерывистом резании (строгание, фрезерование). Титановольфрамовые (двухкарбидные) твердые сплавы содержат карбиды вольфрама и титана (Т 5 К 10, Т 14 К 8, Т 15 К 6 и др. ), которые применяют для обработки сталей. Титанотанталовольфрамовые (трехкарбидные) твердые сплавы, содержащие карбиды титана, карбиды тантала, карбиды вольфра ма и кобальт (ТТ 7 К 12, ТТ 7 К 15, ТТ 8 К 6), которые применяют при обработке труднообрабатываемых сталей
Продолжение 2 вопроса Быстрорежущие стали Для изготовления режущих инструментов используют быстрорежущие стали марок Р 9, Р 12, Р 18, Р 6 МЗ, Р 6 М 5, Р 9 Ф 5, Р 14 Ф 4, Р 18 Ф 2, Р 9 К 5, Р 9 К 10, Р 10 К 5 Ф 2, Р 10 К 5 Ф 5. Режущий инст румент из этих сталей имеет твердость RC 62. . . 65 и сохраняет H режущие свойства при температуре до 600 °С. Твердые сплавы разделяют на три группы. Вольфрамовые (однокарбидные) твердые сплавы, содержащие карбиды вольфрама (ВК 2, ВКЗ, ВК 4, ВК 6, ВК 8 и др. ), которые применяют для обработки чугуна и других хрупких материалов при прерывистом резании (строгание, фрезерование). Титановольфрамовые (двухкарбидные) твердые сплавы содержат карбиды вольфрама и титана (Т 5 К 10, Т 14 К 8, Т 15 К 6 и др. ), которые применяют для обработки сталей. Титанотанталовольфрамовые (трехкарбидные) твердые сплавы, содержащие карбиды титана, карбиды тантала, карбиды вольфра ма и кобальт (ТТ 7 К 12, ТТ 7 К 15, ТТ 8 К 6), которые применяют при обработке труднообрабатываемых сталей
 3. РЕЗАНИЕ МЕТАЛЛОВ Под резанием понимается процесс пластического деформирования и удаление слоя материала под действием клинообразного твердого тела инструмента. Для осуществления процесса резания необходимо выполнение двух основных условий: заготовка и инструмент должны перемещаться друг относительно друга; твердость режущего инструмента должна превосходить твердость обрабатываемой заготовки. Основными видами обработки резанием являются точение, строгание, сверление, фрезерование, шлифование.
3. РЕЗАНИЕ МЕТАЛЛОВ Под резанием понимается процесс пластического деформирования и удаление слоя материала под действием клинообразного твердого тела инструмента. Для осуществления процесса резания необходимо выполнение двух основных условий: заготовка и инструмент должны перемещаться друг относительно друга; твердость режущего инструмента должна превосходить твердость обрабатываемой заготовки. Основными видами обработки резанием являются точение, строгание, сверление, фрезерование, шлифование.
 Продолжение 3 вопроса Рис. 1. 33. Схема процесса резания: 1 стружка; 2 режущий клин; а толщина снимаемого слоя; ас толщина стружки; Ау - передняя поверхность режущего клина; у передний угол; а задний угол; φ угол стружкообразования; OML зона стружкообразования; Р сила резания; D направление движения заготовки
Продолжение 3 вопроса Рис. 1. 33. Схема процесса резания: 1 стружка; 2 режущий клин; а толщина снимаемого слоя; ас толщина стружки; Ау - передняя поверхность режущего клина; у передний угол; а задний угол; φ угол стружкообразования; OML зона стружкообразования; Р сила резания; D направление движения заготовки
 Продолжение 3 вопроса Элементы процесса резания Рис. 1. 34. Элементы процесса резания: D - диаметр обрабатываемой заготовки; d- диаметр обработанной детали; Dp направление вращения заготовки; φ главный угол в плане; φ1 вспомогательный угол в плане; t глубина резания; b ширина срезаемого слоя; а толщина срезаемого слоя; S подача; Ds направление подачи
Продолжение 3 вопроса Элементы процесса резания Рис. 1. 34. Элементы процесса резания: D - диаметр обрабатываемой заготовки; d- диаметр обработанной детали; Dp направление вращения заготовки; φ главный угол в плане; φ1 вспомогательный угол в плане; t глубина резания; b ширина срезаемого слоя; а толщина срезаемого слоя; S подача; Ds направление подачи