429cd722b3b36845d7004f920090f64e.ppt
- Количество слайдов: 12



Gorffeniad Arwyneb ac Amddiffyn Arwyneb Gorffeniad Arwyneb yn delio gyda y gorffeniad ar ol torri / castio / gofannu – y garwedd, amddiffyn yn delio efo adio defnydd i’r cydran i’w amddiffyn Surface Finish and Surface Protection Surface finish deals with the quality of finish of a machined / cast / forged component – its roughness , protection deals with adding material to the component to protect it

Gorffeniad Arwyneb Surface Finish Torri ag Oxy Acetylene Cutting Proses Lapio - Lapping Process Gorffeniad garw – Rough Finish Gorffeniad llyfn iawn – Very smooth Finish

GARWEDD - ROUGHNESS Mesuridd ansawdd gorffeniad gwyneb cydran sydd wedi ei dorri, castio ayyb gan ei Garwedd – mae’r diagram ar y dde yn dangos y termau i ddisgrifio gwyneb metel wedi eu weithio. Mae yna nifer fawr o ddisgrifio garwedd ond Ra ydi’r mwya poblogaidd. Mae Garwedd Cyfartalog Ra yn cael ei ddisgrifio fel… The quality of a machined , cut, cast or forged component is measured by its roughness – the diagram to the right shows the terms used to describe a typical surface There are many different roughness parameters in use, but Ra is by far the most common. Average roughness Ra is described as… “ R a - Average Roughness. . The average roughness is the area between the roughness profile and its mean line, or the integral of the absolute value of the roughness profile height over the evaluation length given by the formula: ” Yn lwcus mae mesurwydd digidol yn cael eu defnyddio i weithio allan y gwerthoedd Ra. Maent yn defnyddio steilws a pen diamwnt arno “deimlo” y gwyneb Luckily digital measuring equipment is used to work out the Ra value. They use a diamond tipped stylus to “feel” the surface Profwr garwedd cludadwy Portable roughness tester Mae’r siart ar y dudalen nesaf yn dangos gwerthoedd Ra ar gyfer prosesau gwahanol The chart on the next page show typical Ra values for different processes
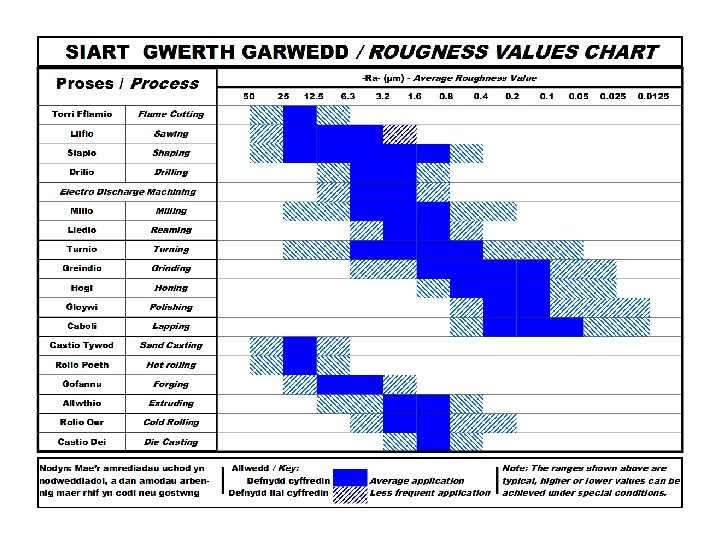

Dangos GARWEDD ar luniadau Peirianneg - Showing ROUGHNESS on Drawings Mae’r gwybodaeth isod wedi ei tynnu or British Standards 1302 ar gyfer labelu diagramau er mwyn ddisgrifio garwedd BS EN ISO 1302: 2002 Geometrical product specifications (GPS). Indication of surface texture in technical product documentation The information below is taken from the British Standards 1302 for labelling diagrams to describe the surface finish: Esiampl o ddiagram yn dangos y symbol ar gorffeniad Example showing the symbol being used on an engineering drawing Esiamplau gwerthoedd Ra gwahanol / Rules of Thumb for surface finish in Ra values Turnio garw – medru gweld y marciau / Rough turned with visible toolmarks. . Ra = 12. 5μm (micro. m) Peiriannu llyfn / Smooth machined surface. . Ra = 3. 2 μm (micro. m) Greindio / Surface Grinding… Ra = 1. 6 μm(micro. m) Gwynebau Lapio Llyfn / Fine lapped surfaces. . Ra= 0. 025 μm (micro. m)

Amddiffyn Arwyneb Surface Protection

Paent / Paint Wedi ei wneud o rhwymwr a pigment – arbed y defnydd cael ei ddinistrio gan ocsygen a dwr. Pigmentau– adio lliw, rhai naturiol fel clai neu silica. Farnish yn glir – dim pigment. Rhwymwr – achosi y paent i ludo – resin syntheteg neu naturiol - acrylics, vinyl-acrylics, vinyl acetate/ethylene (VAE), polyurethanes, polyesters, melamine resins, epoxy, latex neu oel – toddyddion. Paent yn sychu drwy ageru – rhai angen gwres syn creu gorffeniad caled. Gallwch brwsio, rolio, chwistrellu neu dipio paent. Nifer o wahanol fathau ar gyfer defnyddiau gwahanol, cymhwysiad gwahanol, a gorffeniadau gwahanol – afloyw, gloyw neu sidan syn draddodiadol Made of a binder and pigment – used to stop oxygen and water attacking the base material Pigments – add colour natural like clays and silicas or synthetic. Varnish is clear – no pigment. Binder or vehicle – this causes the paint to stick – synthetic or natural resins - acrylics, vinyl-acrylics, vinyl acetate/ethylene (VAE), polyurethanes, polyesters, melamine resins, epoxy, latex or oils – known as solvent based Most paint dry by evaporation – some require heat which produce a very hard finish – baked. Paint can be applied by brush, roller, spray or dipped Many different paints for different materials, different application and different paint finishes – matt, satin and gloss are the classics

Preimar red oxide ar fetel “Red” oxide metal undercoat: Gorffeniad gloyw ar gar Gloss finish on a car: Fidio Defnyddio robot chwsitrellu paent Video Paint spraying robot :

Galfaneiddio a Electroplatio Galvanizing and Electroplating Mae’r broses o gymhwyso zinc ar fetel drwy broses o ddefnyddio cell galfannaidd yn cael ei alw yn Galfaneiddio neu enw arall Electroplatio. Y prif wahniaeth ydi for galfaneiddio yn cynhyrchu gorchydd trwchus ar y metel a electroplatio yn cynhyrchu gorchydd tennau. Hefyd mae eletroplatio yn creu arwyneb glan, gloyw, a galfaneiddio dip yn creu arwyneb afloyw, llwydaidd. -ve +ve Mae’r diagram yn dangos y broses – mae foltedd yn cael ei basio rhwng y gwaith ar defnydd platio – mae’r cydran negatif yn dennu y defnydd positif toddedig sy’n cel ei gario trwy’r electolite – bath halen. Dros amser maer cydran yn cael ei orchuddio. The term galvanizing, is the application of the zinc coating by the use of a galvanic cell – also known as Electroplating. The practical difference is that hot dip zinc coating produces a much thicker, durable coating, whereas genuine galvanizing (electroplating) produces a very thin coating. Electroplating produces a nice, shiny surface, whereas hot dip zinc coating produces a matte, grey surface. The simple diagram shows the process - a voltage is passed between the component and the plating material the negative component attracts the dissolving positive material and its carried through the electrolytic solution – salt bath. Over time the component is coated. Cydran sy’n cael ei plation Defnydd platio Part to be plated negative Positive Plating material Defnyddiau platio : Sinc, Cromiwm, Nicel Plating materials: Zinc. Chromium, Nickel

Trelar Anifeiliaid wedi ei galfaneiddio Fidio yn dangos y broses Galfaneiddio Galvanised animal trailer Video showing the galvanizing prosses Olwyn wedi ei Blatio gan Cromiwn Chromium plated wheel Fidio yn dangos y broses Electroplatio Boltiau wedi eu platio efo Nicel Nickel plated bolts Video showing the Electroplating prosses

Anodeiddio -ve Anodising Proses o adio haen Anodig er mwyn amddiffyn aluminium, mae proses tebyg ar gyfer titaniwm, sinc a magnesiwm. Ni allwch ei ddenyddio ar gyfer haearn neu dur – maer gorchydd yn dod i ffwrdd yn hawdd. Mae anodeiddio fel electroplatio i’r gwrthwyneb. Pan yn anodeiddio maer cydran yn anode neu positif. Mae’r aliwminiwm yn cael ei osod mewn electrolyte – cymysgedd o asid a dwr. Asid sylffiwrig ar gyfer gorchudd meddal syn hawdd eu lliwio ac asidiau organic ar gyfer gorchydd caled. Mae’r tymheredd yn bwysig hefyd ee. 20°C mewn asid selffiwrig i greu gorchydd meddal a lliwgar, 5 °C yn creu gorchydd caled, dwys a llwyd – anodeiddio caled. +ve Electrolyte – wedi ei liwio Electrolyte – dyed to desired colour Darn syn cael ei blatio Lead Cathode - negative Anodic films are most commonly applied to protect aluminium, although processes also exist for titanium, zinc and magnesium This process is not a useful treatment for iron or steel because the coating flakes off Anodising is electroplating in reverse. During anodising the part is made the anode (positive electrode) in an electrolytic cell. The aluminium is immersed in an electrolyte consisting of an acid/water solution. A range of acids may be used, eg sulphuric acid for relatively soft, easily dyed coatings and organic acids for hard integral coatings. The temperature of the solution is controlled to give the desired properties, eg at 20°C a sulphuric acid anodising solution will give a soft, transparent clear, easily dyed coating whereas at 5°C a hard, dense, dull grey coating is produced (hard anodising). Cthod plwm Part to be plated – Positive ANODE Fidio yn dangos y broses Anodeiddio Video showing the Anodising prosses

Golchiad Pwdwr Powder Coating Proses weddol newydd ydi’r techneg yma. Mewn peintio gwlyb rhaid i’r rhwymwr ageru er mwyn sychu’r paent. Yn y broses golchiad pwdwr mae 2 dechneg: 1. Dipio’r cydran mewn pwdwr sy’n hylifol (chwythu aer drwyddo) – debyg iawn broses yn yr ysgol. 2. Y pwdwr paent yn cael ei siarsio yn drydanol ai chwistrellu ar y cydran. Ai osod mewn popty i greu y gorchydd. Dau prif fath o bwdwr ar gael: Thermoset – gallwch ailfeddalu trwy gynhesu, a Thermoset – ni allwch ei ailmeddalu trwy gynhesu. Yn ystod y broses ciwrio yn y popty mae’r gwres yn creu adwaith cemegol sy’n rhoi y priodweddion i’r gorffeniad. Powder coating is by far the youngest of the surface finishing techniques in common use today. In normal wet painting such as house paints, the bonder must evaporate before the solid paint coating is produced. In powder coating, the powdered paint may be applied by either of two techniques. 1 - The item is lowered into a fluidised (air blown through it) bed of the powder – similar to school plastic coating. 2 -The powdered paint is electrostatically charged and sprayed onto the part. The part is then placed in an oven and the powder particles melt to form a continuous film. There are two main types of powder available to the surface finisher: Thermoplastic powders that will remelt when heated, and Thermosetting powders that will not remelt upon reheating. During the curing process (in the oven) a chemical reaction occurs giving the powder coating many of its desirable properties. Fidio yn dangos y broses Video showing the prosses
429cd722b3b36845d7004f920090f64e.ppt