[ТКМ] 13_ЭФХМО.ppt
- Количество слайдов: 38



ФОРМООБРАЗОВАНИЕ ДЕТАЛЕЙ МАШИН ЭФХ МЕТОДАМИ

ФОРМООБРАЗОВАНИЕ ДЕТАЛЕЙ МАШИН ЭФХ МЕТОДАМИ 1. Назначение и классификация методов 2. Электроэрозионная обработка 3. Электрохимические методы 4. Ультразвуковые методы 5. Лучевые методы

НАЗНАЧЕНИЕ ЭФХМ ОБРАБОТКИ Назначение: - Обработка особо твердых и хрупких конструкционных материалов; - Обработки хрупких неметаллических материалов; - Решение сложных технологических задач Преимущества: - Малые силовые нагрузки на заготовках (или их отсутствие); - Отсутствие наклепа, малый деформированный слой; - Повышение эксплуатационных характеристик деталей; - Твердость материала заготовки мало влияет на точность обработки



Электроэрозионная обработка КМ Сущность электроэрозионных методов обработки Электроэрозионные методы обработки основаны на явлении эрозии (разрушении) электродов из токопроводящих материалов при пропускании между ними разрядов электрического тока 1 й – разряд - наличие разноси потенциалов достаточная для пробоя диэлектрика -Возникновение искрового или дугового разряда - Процесс скоротечен от долей мкс до нескольких сотен мкс -Плотность тока У = 10000 А -Температура -1000 o. C Производительность обработки и шероховатость обработанной поверхности зависит от вида материала, частоты импульсов и их мощности - Период между импульсом - Длительность импульса Технол. хар-ки: Производить A- энер. Имп f - частота

Схема электроимпульсной обработки + Так как при импульсе тока >200 мкс сильно изнашивается катод, + подается на ЭИ Длительность импульсов tн= 500 -10000 мкс Преимущества: - меньше износ ЭИ; - повышенная производительность, т. к. импульс подается с большой мощью Назначение: - обработка твердых сплавов; - формообразование заготовок из труднообрабатываемых материалов

Схема электроискровой обработки Источники импульсов электронные: -? ? - ламповые - транзисторные Пробой диэлектрика (керосин, солярка) осущ. С помощью R-C генератора Работа: - конденсатор V пробоя происходит электроразряд и образ лунки - при достижении V пробоя происходит электроразряд и образ лунки Назначение: - обработка твердых 20 -200 vrc – tразр = 20 -200 мкс (регул. с по R) сплавов и труднообраб. - С увел. с увел. произв. процесса Металлов и их сплавов (? ? ? , молибден, итд) Режимы: ? ? ? ?








Схема электроконтактной обработки Охлажд. медн. Или чугун. диск Локальный нагрев заготовки в месте контакта Сущность обработки – удаление размагниченного эл. импуль металла с места контакта механизма способом за счет относ. движения заготовки и инструм. Применение: -Зачистка заготовок - ченов. шлефов - разрезание - обработка и тд. Грубый метод точности не дает но высокопроизводителен.

Сущность обработки – удаление размагниченного электрическими импульсами металла за счет относительного движения заготовки и инструмента

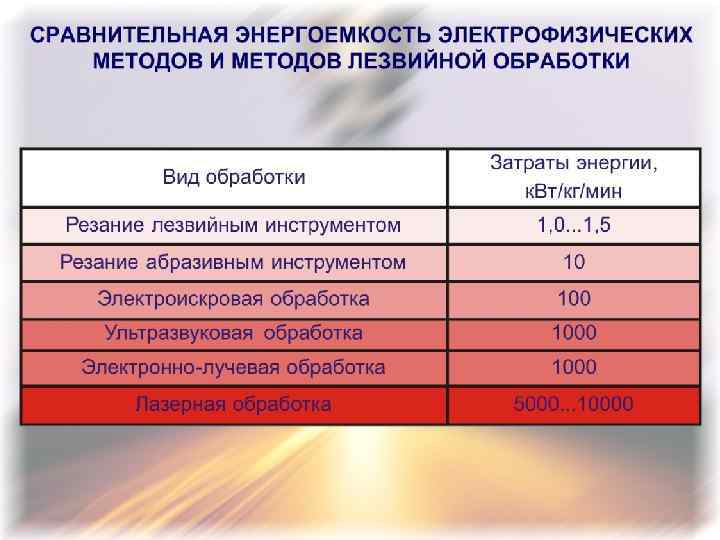
УЛЬТРАЗВУКОВОЕ РЕЗАНИЕ Ультразвуковая обработка - процесс механического разрушения, производимого частичками абразива, лежащими на обрабатываемой поверхности заготовки, в результате удара по ним инструмента, колеблющегося с ультразвуковой частотой (20. . . 40 к. Гц) и прижимаемого к поверхности с заданной силой F.
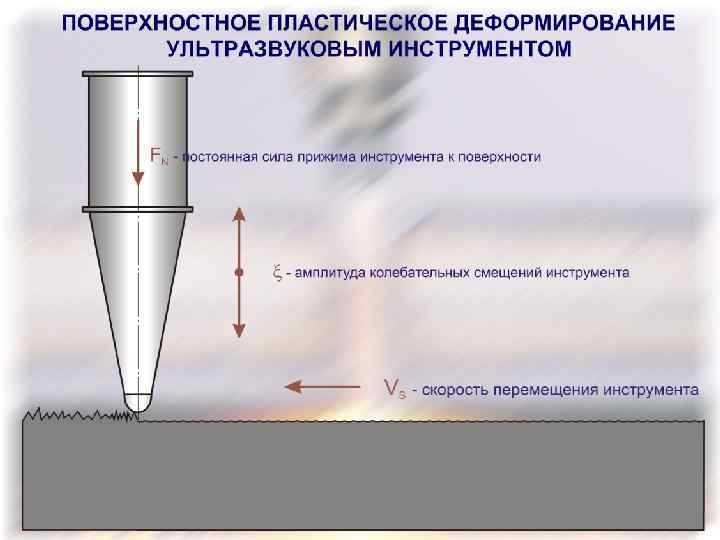

СВЯЗЬ ТЕХНОЛОГИЧЕСКИХ ХАРАКТЕРИСТИК УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ С ПАРАМЕТРАМИ РЕЖИМА ОБРАБОТКИ

ПРИНЦИП АНОДНО–МЕХАНИЧЕСКОЙ ОБРАБОТКИ Сущность – обработка заготовок за счет сочетания электротермических и электрохимических процессов Процессы: - анодное растворение; - электроэрозия при соприкосновении инструмента с микро неровностями; - разогрев металла при пропускании электрического тока Применение – обработка твердых сплавов, высокопрочных и труднообрабатываемых и вязких сплавов При прохождении постоянного тока через электролит и погруженные в него электроды (анод — заготовка) и (катод — движущейся инструмент) происходит растворение поверхности анода с образованием пленок, которые снимаются движущимся металлическим катодом (инструментом). Необходимая обработка осуществляется направленным снятием пленок с заготовок.
 заготовка (анод) Режим при обработке твердосплавного инструмента:")
УСТАНОВКА АНОДНО–МЕХАНИЧЕСКОЙ ОБРАБОТКИ электролит вращающийся диск (катод) заготовка (анод) Режим при обработке твердосплавного инструмента: - напряжение на электродах 18. . . 22 В, - плотность тока 15. . . 25 А/см 2, - скорость перемещения электродов 12. . . 20 м/с, источник - среда (электролит) — водный раствор жидкого стекла - интенсивность съема металла 120. . . 200 мм 3/ (мин*см 2). Установка для анодно-механической обдирки состоит из вращающегося диска (катод), надвигающегося на заготовку (анод), между которыми подается электролит. Питание на электроды установки поступает от источника. При обдирке этим способом в качестве инструмента используют массивные чугунные или стальные диски, работающие периферией.

ЭЛЕКТРОХИМИЧЕСКАЯ РАЗМЕРНАЯ ОБРАБОТКА Обработка с неподвижными электродами Сущность обработки – растворение требуемого участка заготовки – анода путем воздействия струи электролита. Электролит прокачивается через соответствующее технологическое отверстие. Рекомендуется для обработки заготовок из высокопрочных сплавов, карбидных и др. труднообрабатываемых материалов

СХЕМЫ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ Прошивание полостей и отверстий Схема точения наружных поверхностей Получение отверстий струйным методом Схема точения внутренних поверхностей



Электронно-лучевая обработка Сущность процесса электроннолучевого воздействия состоит в том, что кинетическая энергия сформированного в вакууме электронного пучка (импульсного или непрерывного) превращается в тепловую в зоне обработки, что обеспечивает нагрев заготовки в узколокальной области до 6000 o. C. Так как диапазоны мощности и концентрации энергии в луче велики, то практически возможно получение всех видов термического воздействия на материалы: нагрев до заданных температур, плавления и испарения с очень высокими скоростями. Применение: - получение отверстий d<1 мм - изготовление тонких сеток - нанесение покрытий


ТЕХНОЛОГИИ БЫСТРОГО ПРОТОТИПИРОВАНИЯ

ПРИМЕНЕНИЕ ТЕХНОЛОГИИ Для быстрого прототипирования, то есть быстрого изготовления прототипов моделей и объектов для дальнейшей доводки. Уже на этапе проектирования можно кардинальным образом изменить конструкцию узла или объекта в целом. В инженерии такой подход способен существенно снизить затраты в производстве и освоении новой продукции. Для быстрого производства — изготовление готовых деталей из материалов, поддерживаемых 3 D-принтерами. Это отличное решение для малосерийного производства. Изготовление моделей и форм для литейного производства. Конструкция из прозрачного материала позволяет увидеть работу механизма «изнутри» , что в частности было использовано инженерами Porsche при изучении тока масла в трансмиссии автомобиля ещё при разработке. Производство различных мелочей в домашних условиях. Производство сложных, массивных, прочных и главное недорогих систем. Например беспилотный самолёт Polecat компании Lockheed, большая часть деталей которого была изготовлена методом скоростной трёхмерной печати.

ТЕХНОЛОГИИ БЫСТРОГО ПРОТОТИПИРОВАНИЯ В основе любого из способов 3 D –печати лежит принцип послойного создания (выращивания) твердого объекта.

3 D – ПРИНТЕР 3 D –принтер – устройство, использующее метод создания физического объекта на основе виртуальной 3 D-модели промышленный 3 D-принтер

ТЕХНОЛОГИИ БЫСТРОГО ПРОТОТИПИРОВАНИЯ Для печати 3 d модели на 3 d принтере или построения ее методом селективного лазерного спекания (sls), необходим 3 d файл. Такой файл может быть создан практически в любой 3 d программе трехмерного (твердотельного) моделирования. Условие для построения прототипа экспорт 3 d модели в файл формата *. STL

ПРОЦЕСС 3 D ПЕЧАТИ Машина для 3 d печати распределяет слой порошка по поверхности рабочей ёмкости. В качестве строительного материала для построения прототипа используется специальный порошок. Жидкий клей на водяной основе, поступая из 128 -струйной головки, связывает частицы порошка, формируя контур одного сечения прототипа. Затем рабочая ёмкость опускается на толщину одного слоя; по всему объёму ёмкости, в том числе и по предыдущему слою, распределяется новый слой порошка, инжекционная головка очерчивает контур следующего сечения прототипа, и т. д. После окончания построения прототипа излишки порошка удаляются. Для увеличения прочности прототипа имеющиеся пустоты могут быть заполнены жидким воском. Процесс 3 d печати происходит следующим образом: 1. Платформа располагается на высоте, необходимой для того, чтобы можно было нанести на нее слой порошка надлежащей толщины. 2. Нанесенный слой порошка избирательно сканируется печатающей головкой, из которой поступает жидкое связующее вещество, вызывающее прилипание частиц друг к другу. Отсканированные печатающей головкой частицы образуют требуемую форму поперечного сечения. 3. Платформа опускается на одну толщину слоя, позволяя нанести следующий слой порошка. 4. Новый слой сканируется, образуя следующее поперечное сечение и склеиваясь с предыдущим слоем. 5. Шаги 3 и 4 повторяются, пока не будет создан верхний слой детали. 6. Для отверждения прототипа детали проводится последующая тепловая обработка.

ИЗГОТОВЛЕНИЕ ТВЕРДОГО ПРОТОТИПА чертеж детали насоса 3 D модель Прототип SLS На основе 3 d файла, по технологии селективного лазерного спекания (sls) из композитного материала на основе полиамида, строится трехмерный твердый прототип.

3 D СКАНЕР 3 D сканер - устройство, которое анализирует физический объект и c помощью полученных данных создает 3 D модель.
[ТКМ] 13_ЭФХМО.ppt