

Перельман Экструдеры-бакалавры.ppt
- Количество слайдов: 122
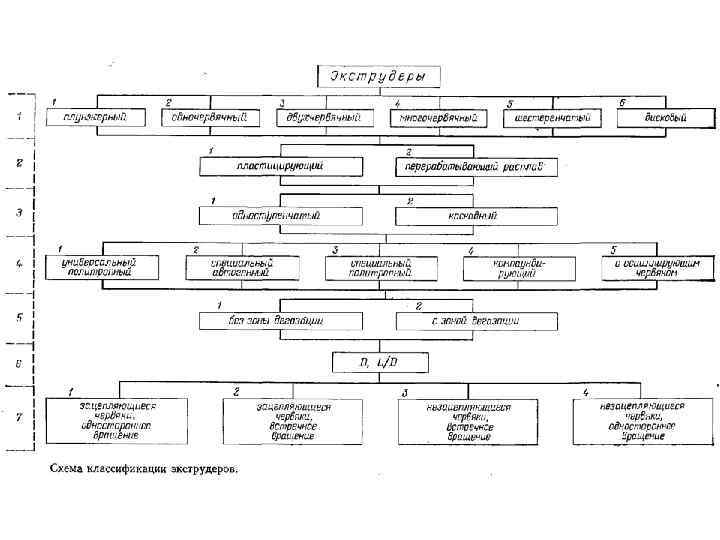
 Экструдеры – машины, предназначенные для направленного выдавливания полимерного материала через формующую оснастку определенного сечения, соответствующего профилю изделия. Типы экструдеров. В соответствии с конструкцией основного рабочего органа экструдеры могут быть: 1). Шнековые (червячные) – одно- и многошнековые; 2). Безшнековые: 2. 1. плунжерные (поршневые) 2. 2. дисковые 3). Комбинированные (дисково-червячные). Одношнековые экструдеры могут создавать давление расплава перед головкой (формующей оснасткой) до 50 МПа (в интервале 10 – 50 МПа), двухшнековые –в интервале 10 – 35 МПа, дисковые не более 5 МПа (в интервале 0, 5 – 5 МПа) и плунжерные более 100 МПа.
Экструдеры – машины, предназначенные для направленного выдавливания полимерного материала через формующую оснастку определенного сечения, соответствующего профилю изделия. Типы экструдеров. В соответствии с конструкцией основного рабочего органа экструдеры могут быть: 1). Шнековые (червячные) – одно- и многошнековые; 2). Безшнековые: 2. 1. плунжерные (поршневые) 2. 2. дисковые 3). Комбинированные (дисково-червячные). Одношнековые экструдеры могут создавать давление расплава перед головкой (формующей оснасткой) до 50 МПа (в интервале 10 – 50 МПа), двухшнековые –в интервале 10 – 35 МПа, дисковые не более 5 МПа (в интервале 0, 5 – 5 МПа) и плунжерные более 100 МПа.
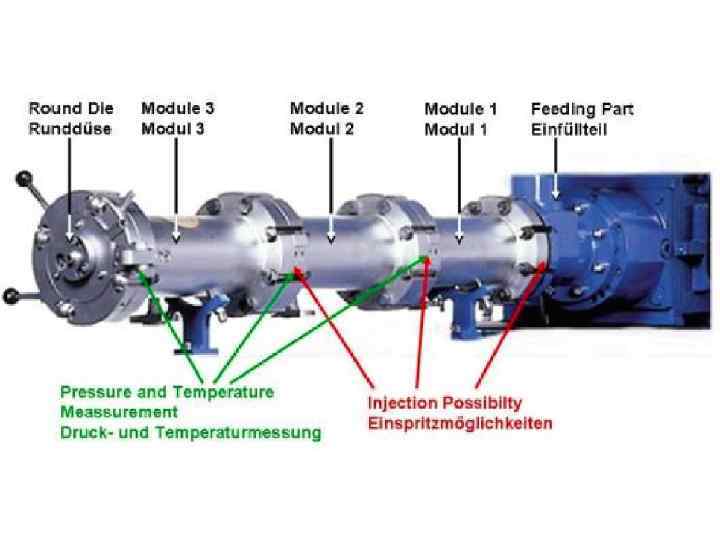
 Классификация шнековых экструдеров • • Одношнековые, Двух- и более шнековые, Одно-, двух- или многоцилиндровые (каждый шнек может быть размещен в общем или индивидуальном цилиндре), Одно- и двухстадийные (пластикация и выдавливание расплава осуществляются соответственно в одну или две стадии), По расположению шнека-горизонтальные и вертикальные (в двухшнековых экструдерах один шнек может быть горизонтальным, другой - вертикальным) Цилиндры и шнеки с зоной дегазации и без неё, Экструдеры с модульной (сменной секцией цилиндров и шнеков) конструкцией.
Классификация шнековых экструдеров • • Одношнековые, Двух- и более шнековые, Одно-, двух- или многоцилиндровые (каждый шнек может быть размещен в общем или индивидуальном цилиндре), Одно- и двухстадийные (пластикация и выдавливание расплава осуществляются соответственно в одну или две стадии), По расположению шнека-горизонтальные и вертикальные (в двухшнековых экструдерах один шнек может быть горизонтальным, другой - вертикальным) Цилиндры и шнеки с зоной дегазации и без неё, Экструдеры с модульной (сменной секцией цилиндров и шнеков) конструкцией.





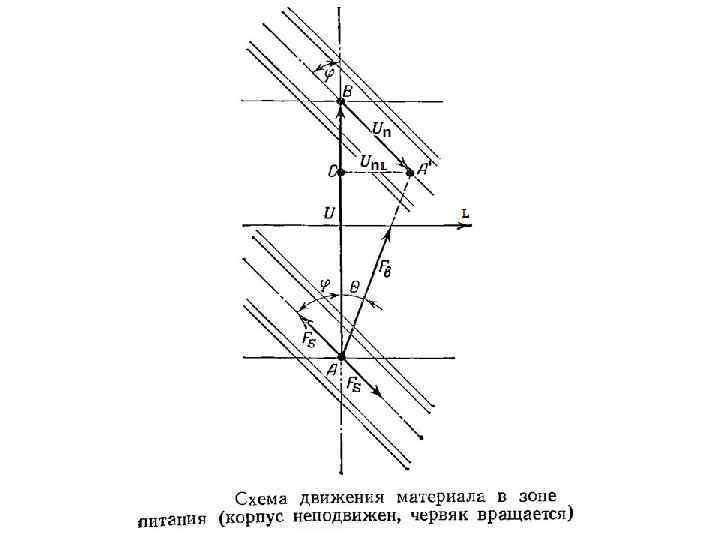
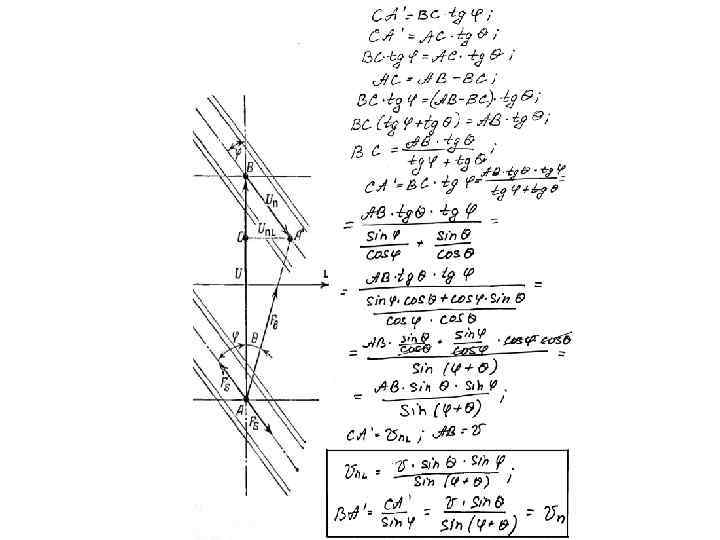
 Вертикальный экструдер с питанием со стороны открытого конца червяка: а –общий вид; б, в – варианты загрузочной части экструдера; г – вариант зоны выдавливания
Вертикальный экструдер с питанием со стороны открытого конца червяка: а –общий вид; б, в – варианты загрузочной части экструдера; г – вариант зоны выдавливания

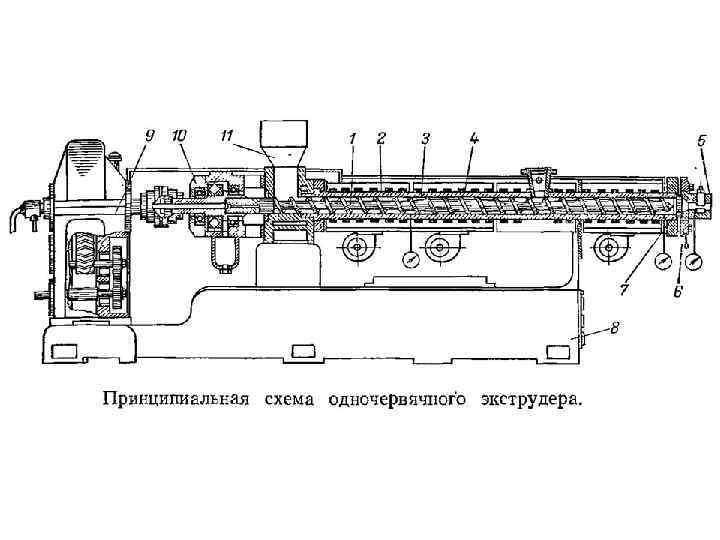
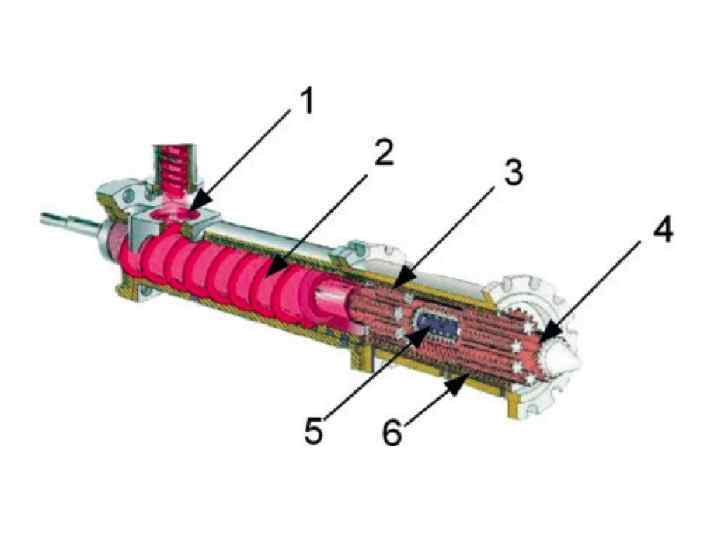
 Схема отрезка шнека и цилиндра экструдера. Обозначение зон физического состояния материала: № 1 - зона питания, № 2 - зона пластикации, № 3 -зона дозирования 1 - бункер, 2 – шнек, 3 – цилиндр, 4 – каналы охлаждения воронки, 5 – нагреватели цилиндра, 6 – экструзионная головка
Схема отрезка шнека и цилиндра экструдера. Обозначение зон физического состояния материала: № 1 - зона питания, № 2 - зона пластикации, № 3 -зона дозирования 1 - бункер, 2 – шнек, 3 – цилиндр, 4 – каналы охлаждения воронки, 5 – нагреватели цилиндра, 6 – экструзионная головка
 вид (червячный,") Условные обозначения экструдеров Экструдеры имеют соответствующие условные обозначения, в которых указывается (1) вид (червячный, плунжерный или дисковый), (2) тип (количество шнеков), (3) группа (компоновки: в 1 и 2 ступени, то есть стадийность переработки), (4) ряд (область применения), (5) исполнение (с дегазацией или без неё), (6) модель (значение D и L/D). Упрощенное условное обозначение одношнекового экструдера: ЧП 20 х 20 расшифровывается как: ЧП - червячный пресс, 20 - диаметр шнека, мм, (вторая цифра) 20 - отношение L/D, без зон дегазации, одношнековый. В технической характеристике для данной марки экструдера указываются сведения о максимальной производительности (Q) — кг/час, интервал частоты (скорости) вращения шнека (N) - об/мин, мощности двигателя и нагревателей - к. Вт, количества зон нагрева - и т. д. .
Условные обозначения экструдеров Экструдеры имеют соответствующие условные обозначения, в которых указывается (1) вид (червячный, плунжерный или дисковый), (2) тип (количество шнеков), (3) группа (компоновки: в 1 и 2 ступени, то есть стадийность переработки), (4) ряд (область применения), (5) исполнение (с дегазацией или без неё), (6) модель (значение D и L/D). Упрощенное условное обозначение одношнекового экструдера: ЧП 20 х 20 расшифровывается как: ЧП - червячный пресс, 20 - диаметр шнека, мм, (вторая цифра) 20 - отношение L/D, без зон дегазации, одношнековый. В технической характеристике для данной марки экструдера указываются сведения о максимальной производительности (Q) — кг/час, интервал частоты (скорости) вращения шнека (N) - об/мин, мощности двигателя и нагревателей - к. Вт, количества зон нагрева - и т. д. .
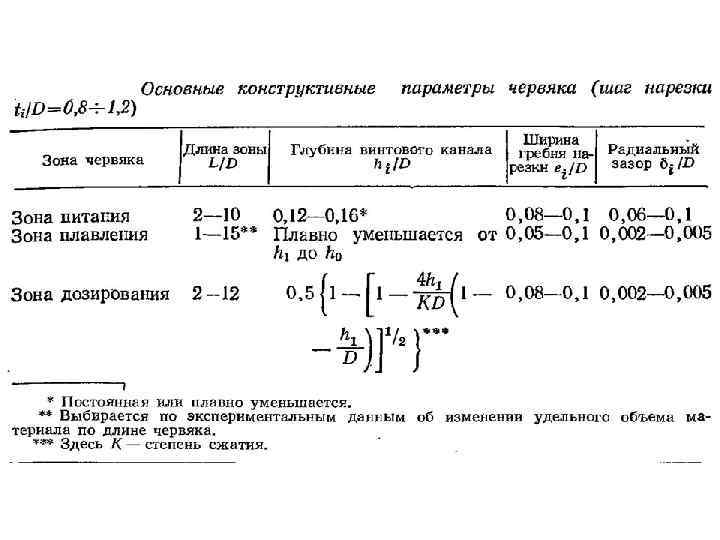
 параметры шнековых экструдеров D – диаметр шнека, мм L – длина шнека,") Основные (конструкционные) параметры шнековых экструдеров D – диаметр шнека, мм L – длина шнека, мм L/D Выпускаемые экструдеры соответствуют ряду по D шнека. Например, (мм): 20, 32, 45, 63, 90, 125, 160, 200, 250, 320 и по отношению L/D : 20, 25, 30, 35, 40.
Основные (конструкционные) параметры шнековых экструдеров D – диаметр шнека, мм L – длина шнека, мм L/D Выпускаемые экструдеры соответствуют ряду по D шнека. Например, (мм): 20, 32, 45, 63, 90, 125, 160, 200, 250, 320 и по отношению L/D : 20, 25, 30, 35, 40.

 Конструкционные особенности шнеков • • • Переменный или постоянный шаг или глубина нарезки винтового канала. С одной или несколькими винтовыми нарезками - одноили многозаходные. С постоянным или переменным углом нарезки винтового канала. Конический или цилиндрический сердечник Комбинированные или модульной конструкции (сборные из секторов различной конструкции )
Конструкционные особенности шнеков • • • Переменный или постоянный шаг или глубина нарезки винтового канала. С одной или несколькими винтовыми нарезками - одноили многозаходные. С постоянным или переменным углом нарезки винтового канала. Конический или цилиндрический сердечник Комбинированные или модульной конструкции (сборные из секторов различной конструкции )
 Конструкции шнеков
Конструкции шнеков
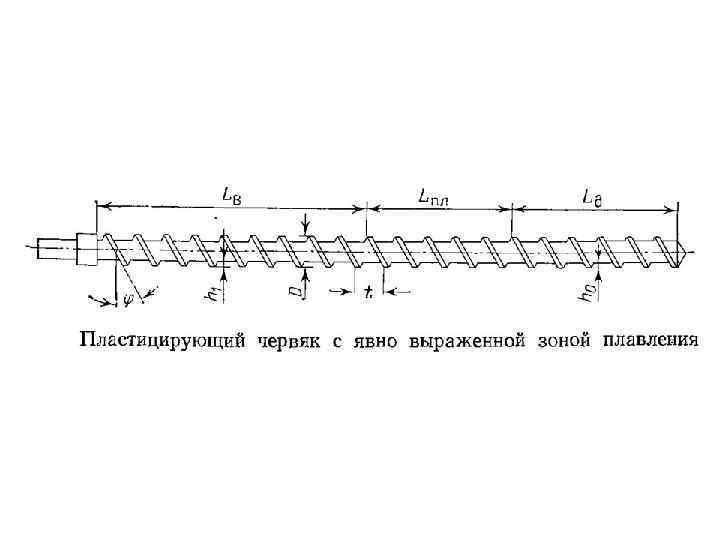
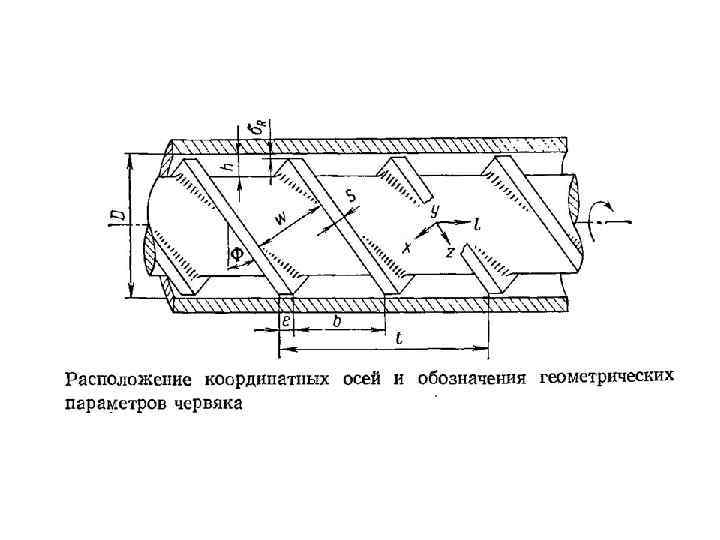
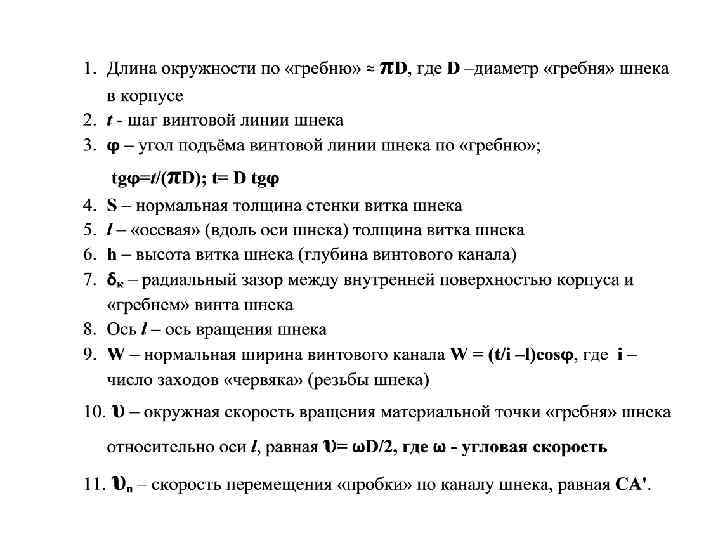
 Схема отрезка шнека и цилиндра экструдера. 1 - цилиндр, 2 - шнек. Условные обозначения: I - зона питания, II - зона пластикации, 3 -зона дозирования. D - диаметр шнека, t - шаг шнека, L - длина (полная) шнека, h - глубина нарезки, е - ширина гребня винта, - угол подъема винтовой линии, d -диаметр сердечника, - зазор между гребнем шнека и поверхностью цилиндра, N - число оборотов шнека, i - степень сжатия полимера, λ – количество заходов винтовой нарезки. 21
Схема отрезка шнека и цилиндра экструдера. 1 - цилиндр, 2 - шнек. Условные обозначения: I - зона питания, II - зона пластикации, 3 -зона дозирования. D - диаметр шнека, t - шаг шнека, L - длина (полная) шнека, h - глубина нарезки, е - ширина гребня винта, - угол подъема винтовой линии, d -диаметр сердечника, - зазор между гребнем шнека и поверхностью цилиндра, N - число оборотов шнека, i - степень сжатия полимера, λ – количество заходов винтовой нарезки. 21
 Шнеки со смесительными элементами 22
Шнеки со смесительными элементами 22



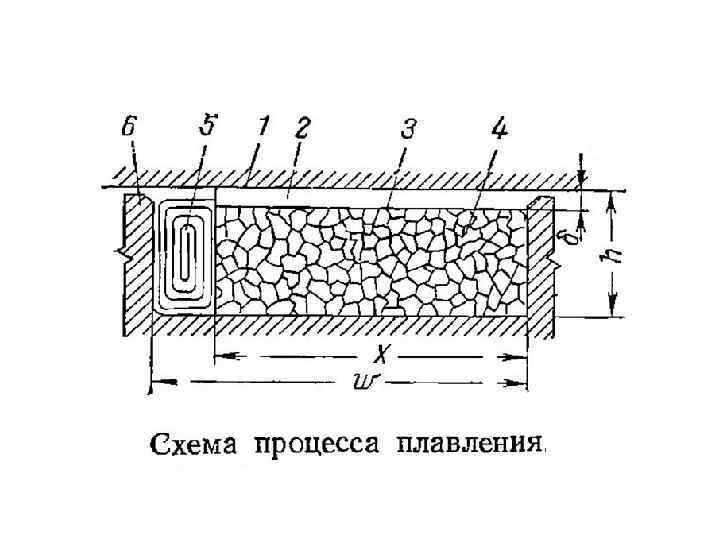
 Схема плавления пробки материала в зоне II в межвитковом сечении шнека 1 – стенки цилиндра 2 - гребень шнека 3 - потоки расплава полимера 4 спрессованный твердый полимер (пробка) в экструдере. 27
Схема плавления пробки материала в зоне II в межвитковом сечении шнека 1 – стенки цилиндра 2 - гребень шнека 3 - потоки расплава полимера 4 спрессованный твердый полимер (пробка) в экструдере. 27
 Эпюры скоростей расплава: а- прямой поток; б- обратный поток; в- результирующий поток; h- расстояние между движущейся (шнек) и неподвижной (цилиндр) поверхностями
Эпюры скоростей расплава: а- прямой поток; б- обратный поток; в- результирующий поток; h- расстояние между движущейся (шнек) и неподвижной (цилиндр) поверхностями
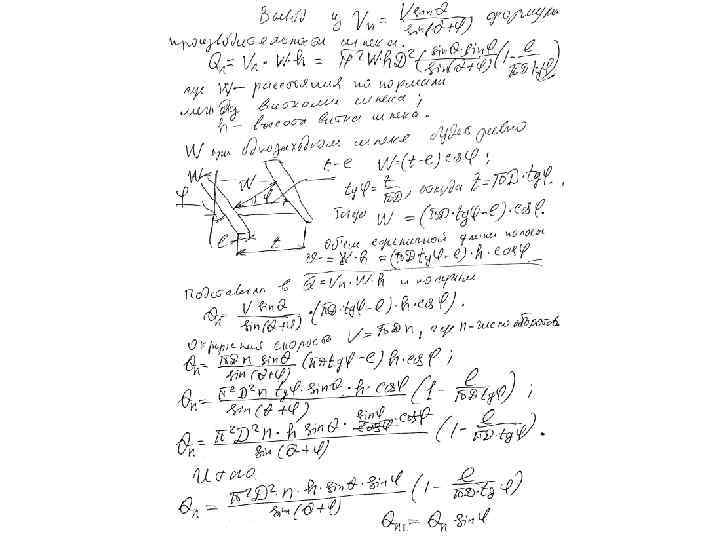
 одношнекового экструдера (по шнеку) Q = Qα - Q β -") Расчет производительности (Q) одношнекового экструдера (по шнеку) Q = Qα - Q β - Qγ Q = α Ν - (β + γ)Ρ / η α, β, γ - коэффициенты, характеризующие прямой, обратный потоки и утечки расплава, N - частота оборотов шнека, Ρ - давление в конце шнека, η - вязкость расплава. α = π2 D 2 h sin φ cos φ/2 β = πDh 3 sin 2φ/(12 L) γ = π2 D 2δ 3 tφ/10 ( L e) где D- диаметр, L- длина, h- глубина нарезки; φ - угол подъема винтовой линии шнека; δ- зазор между гребнем и поверхностью цилиндра; е- ширина гребня шнека. 30
Расчет производительности (Q) одношнекового экструдера (по шнеку) Q = Qα - Q β - Qγ Q = α Ν - (β + γ)Ρ / η α, β, γ - коэффициенты, характеризующие прямой, обратный потоки и утечки расплава, N - частота оборотов шнека, Ρ - давление в конце шнека, η - вязкость расплава. α = π2 D 2 h sin φ cos φ/2 β = πDh 3 sin 2φ/(12 L) γ = π2 D 2δ 3 tφ/10 ( L e) где D- диаметр, L- длина, h- глубина нарезки; φ - угол подъема винтовой линии шнека; δ- зазор между гребнем и поверхностью цилиндра; е- ширина гребня шнека. 30
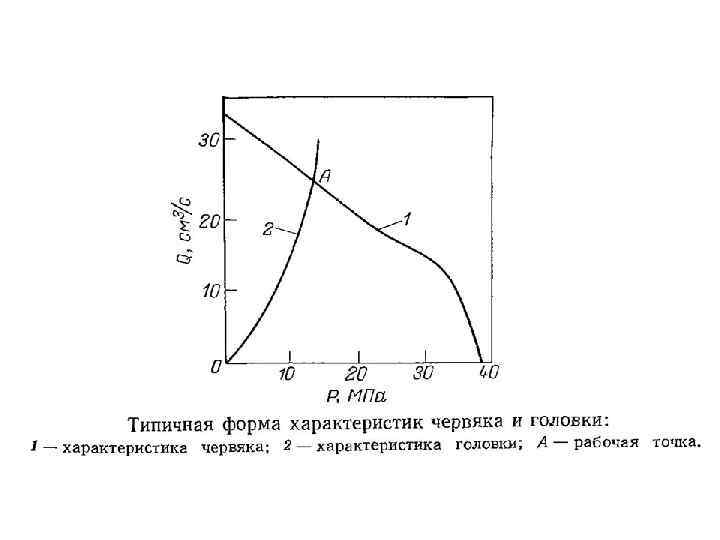
 Примеры определения рабочей точки
Примеры определения рабочей точки







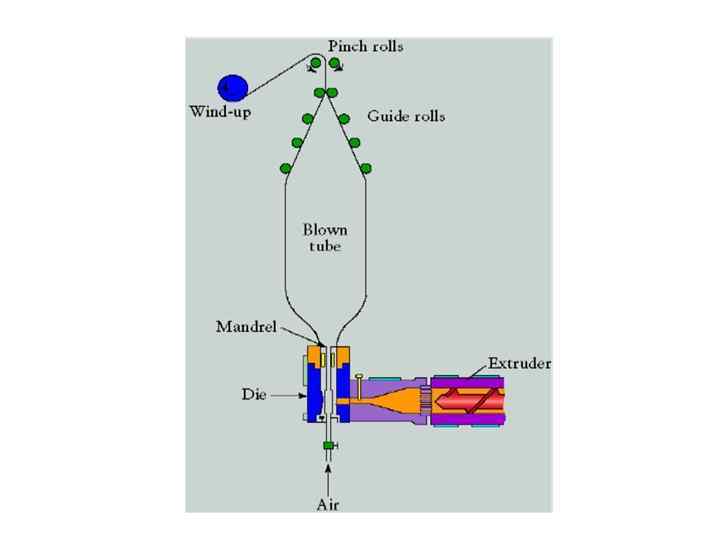
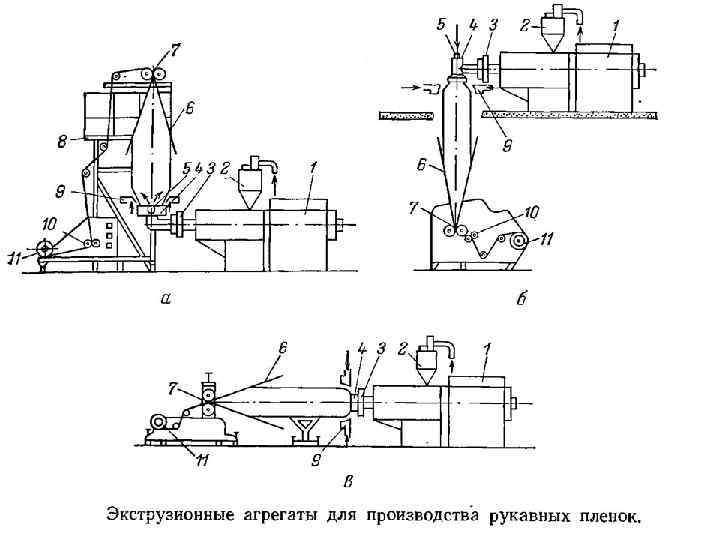
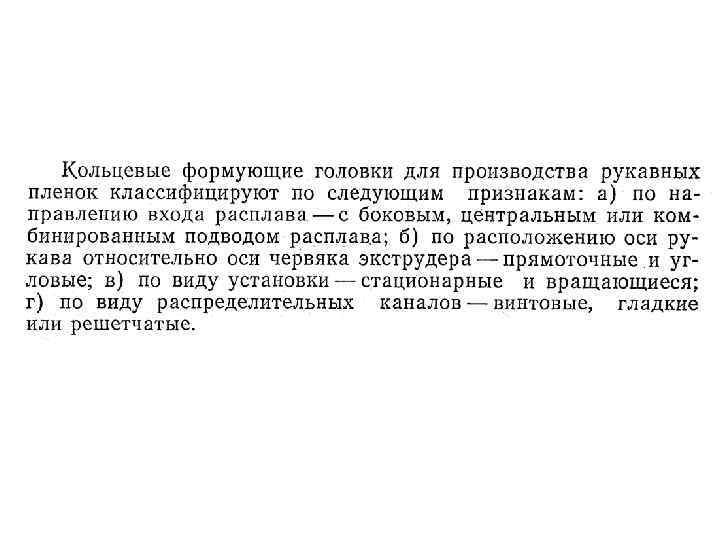
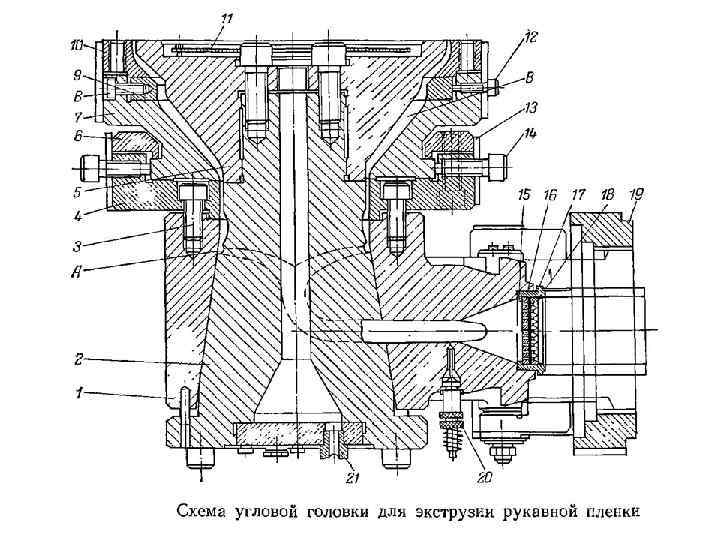
 Схема кольцевой экструзионной головки 54
Схема кольцевой экструзионной головки 54
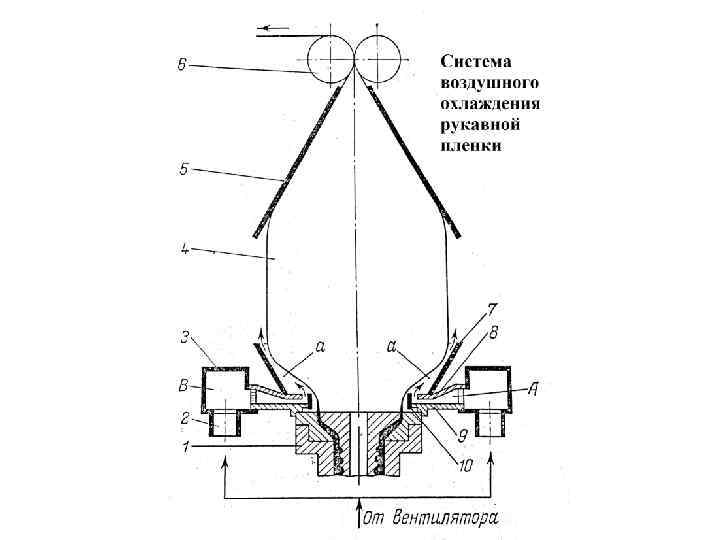
 Установка для производства пленки рукавным методом с приемкой рукава вверх 57
Установка для производства пленки рукавным методом с приемкой рукава вверх 57
 58
58







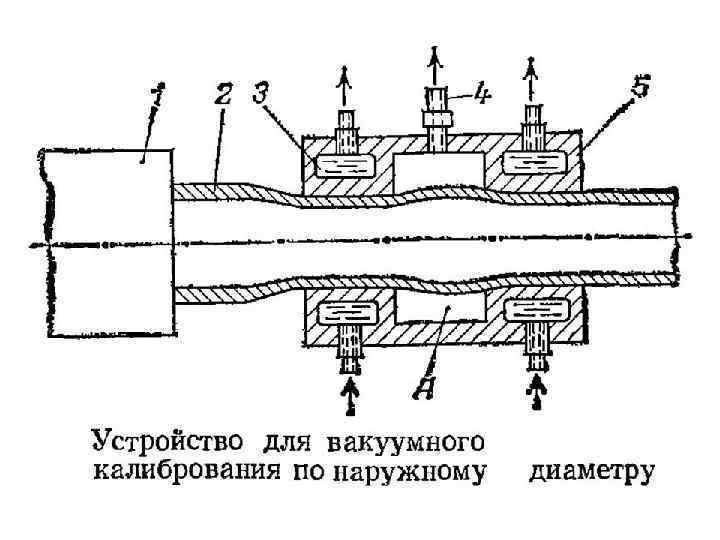
 Вакуумный калибратор
Вакуумный калибратор
 Отрезное устройство 72
Отрезное устройство 72
 Машина для производства гофрированных труб
Машина для производства гофрированных труб


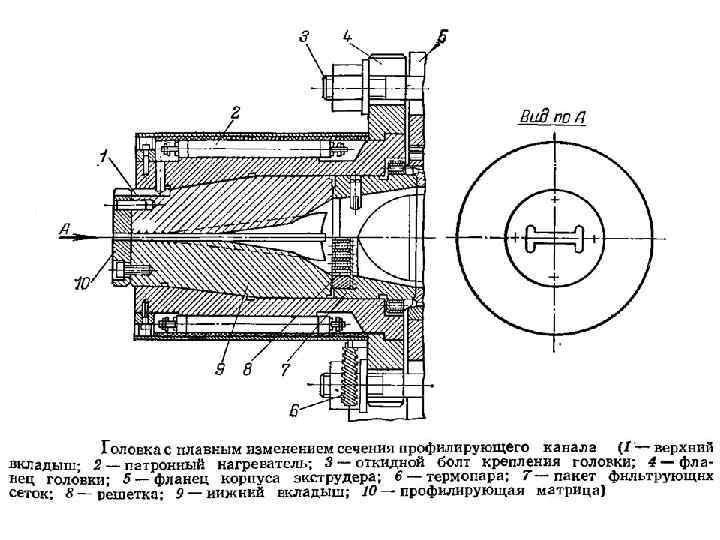
 Листовальная головка: 1 - неподвижная губка; 2 - подвижная губка; 3 - матрица; 4 - регулировочные болты; 5 - регулировочная призма; 6 - коллектор.
Листовальная головка: 1 - неподвижная губка; 2 - подвижная губка; 3 - матрица; 4 - регулировочные болты; 5 - регулировочная призма; 6 - коллектор.
 Схема листовальной головки
Схема листовальной головки
 гнгнн
гнгнн

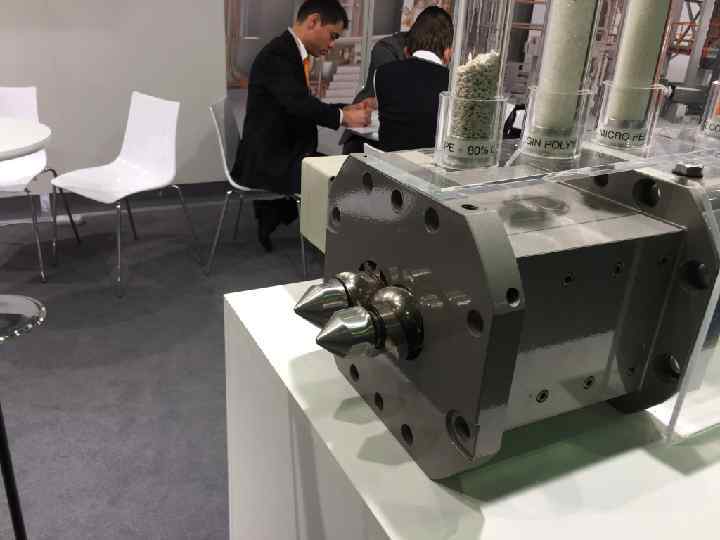
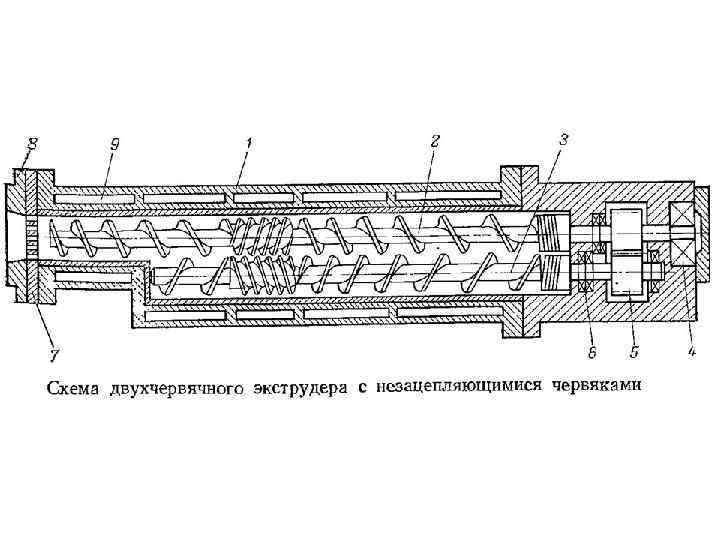
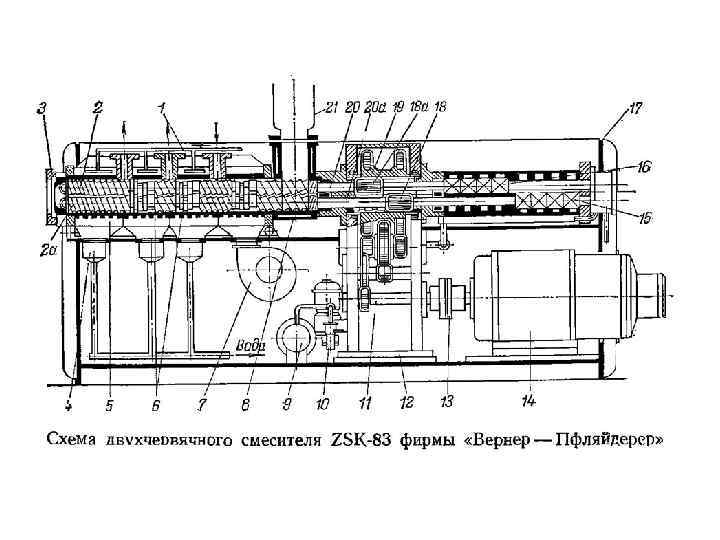
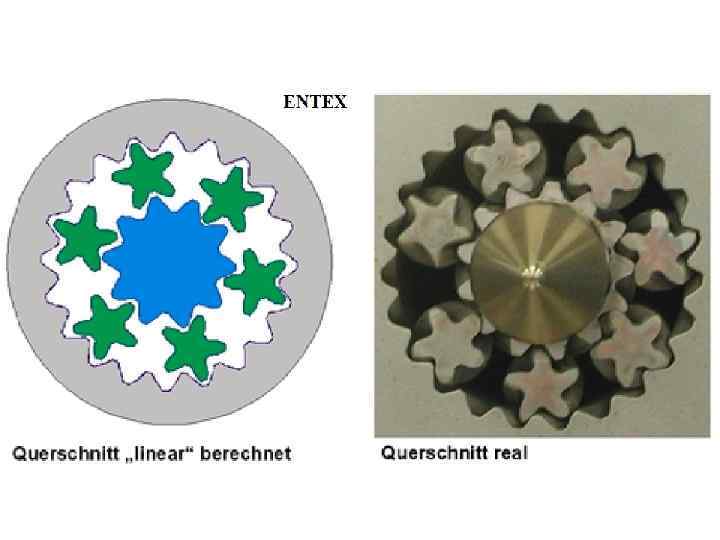
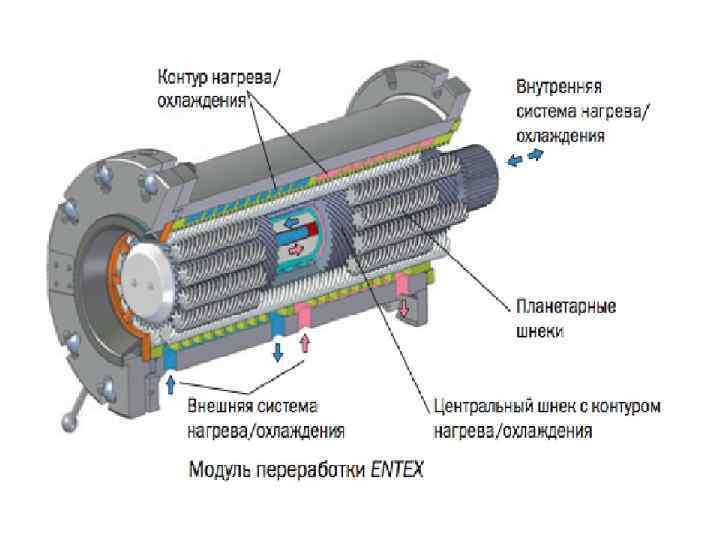
 и без зацепления (не") Двухшнековые экструдеры могут иметь цилиндрические или конические шнеки зацепляющиеся (совмещаемые) и без зацепления (не совмещаемые); с зонами дегазации и без них; модульной конструкции и т. д. Двухшнековые экструдеры с зацепляющимися шнеками применяются для переработки полимерных композиций, полимеров с плохой термоста-бильностью (ПВХ). Для них характерны свойства самоочищения после окончания экструзии и улучшенная дозирующая способность (отсутствие пульсаций) расплава. Двухшнековые экструдеры с незацепляющимися шнеками имеют превосходную смесительную способность благодаря сложной конфигурации потоков расплава полимера, большим сдвиговым напряжениям и т. Д. Опасны для переработки нетермостабильных полимеров (термомеханическая деструкция). 87
Двухшнековые экструдеры могут иметь цилиндрические или конические шнеки зацепляющиеся (совмещаемые) и без зацепления (не совмещаемые); с зонами дегазации и без них; модульной конструкции и т. д. Двухшнековые экструдеры с зацепляющимися шнеками применяются для переработки полимерных композиций, полимеров с плохой термоста-бильностью (ПВХ). Для них характерны свойства самоочищения после окончания экструзии и улучшенная дозирующая способность (отсутствие пульсаций) расплава. Двухшнековые экструдеры с незацепляющимися шнеками имеют превосходную смесительную способность благодаря сложной конфигурации потоков расплава полимера, большим сдвиговым напряжениям и т. Д. Опасны для переработки нетермостабильных полимеров (термомеханическая деструкция). 87
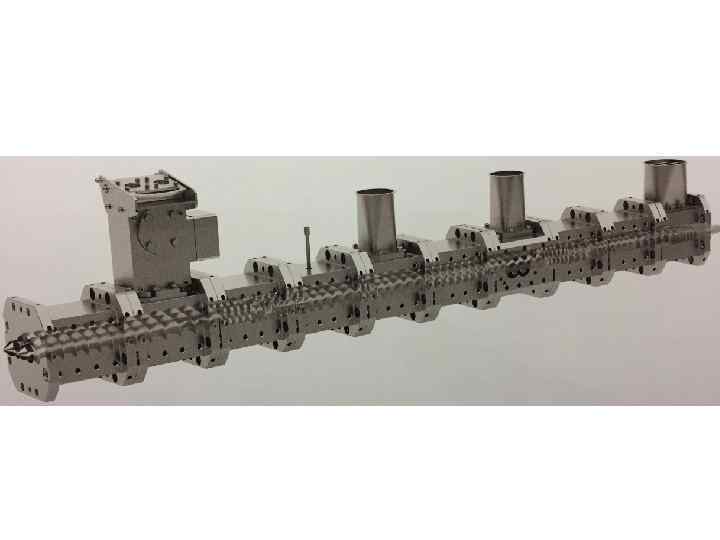
 Двухшнековые экструдеры
Двухшнековые экструдеры




 Червяки двухчервячных экструдеров: а – с обратным изменением объёмов винтовых каналов; б – с плавно развивающейся заходностью нарезки; в, ж – двухстадийные с зоной декомпрессии; г – с уменьшением шага и заходности нарезки; д – конические червяки; е – с плавным изменением толщины витка нарезки
Червяки двухчервячных экструдеров: а – с обратным изменением объёмов винтовых каналов; б – с плавно развивающейся заходностью нарезки; в, ж – двухстадийные с зоной декомпрессии; г – с уменьшением шага и заходности нарезки; д – конические червяки; е – с плавным изменением толщины витка нарезки
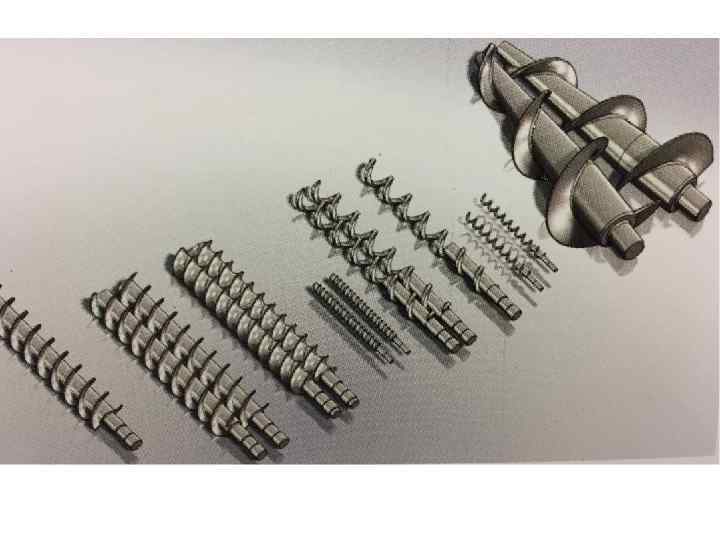
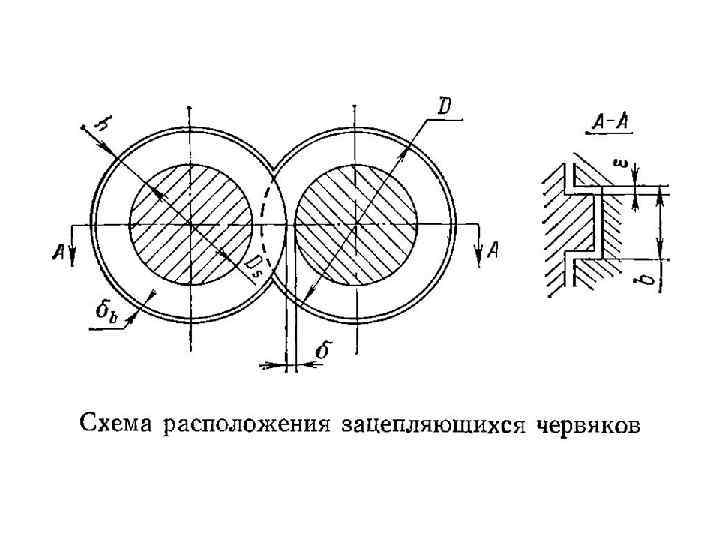



 Схема расположения шнеков в четырехчервячном экструдере
Схема расположения шнеков в четырехчервячном экструдере


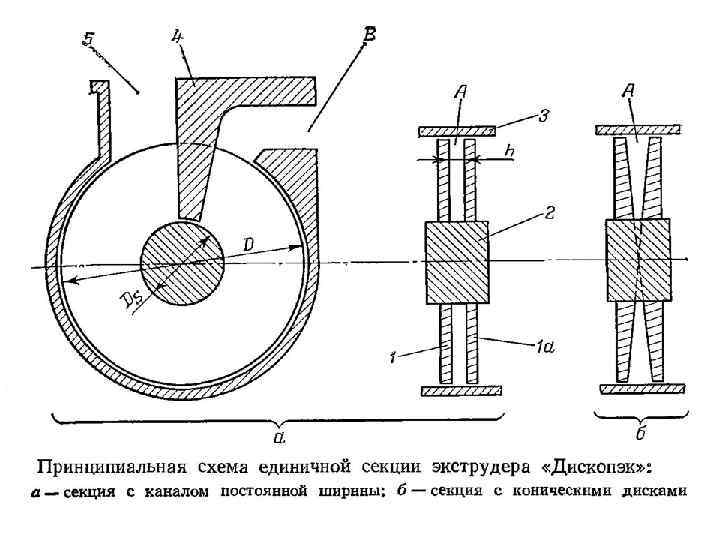
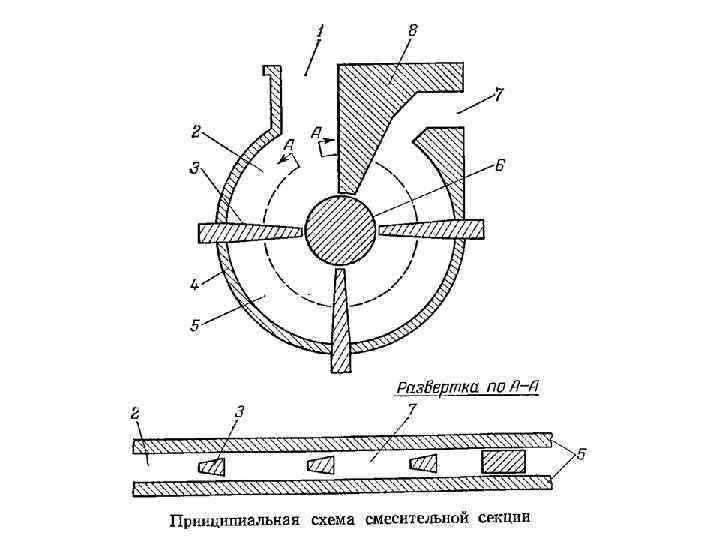
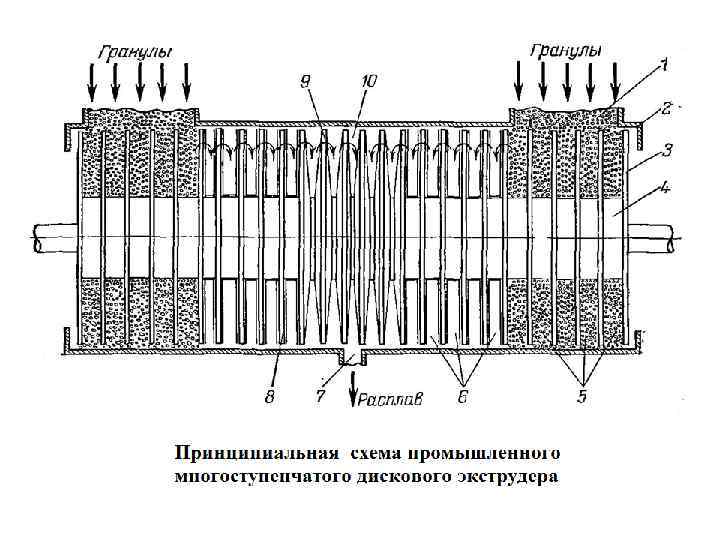
 Дисковый экструдер
Дисковый экструдер
 CОЭКСТРУЗИЯ Совмещение слоев, должно происходить при ламинарном течение 120
CОЭКСТРУЗИЯ Совмещение слоев, должно происходить при ламинарном течение 120
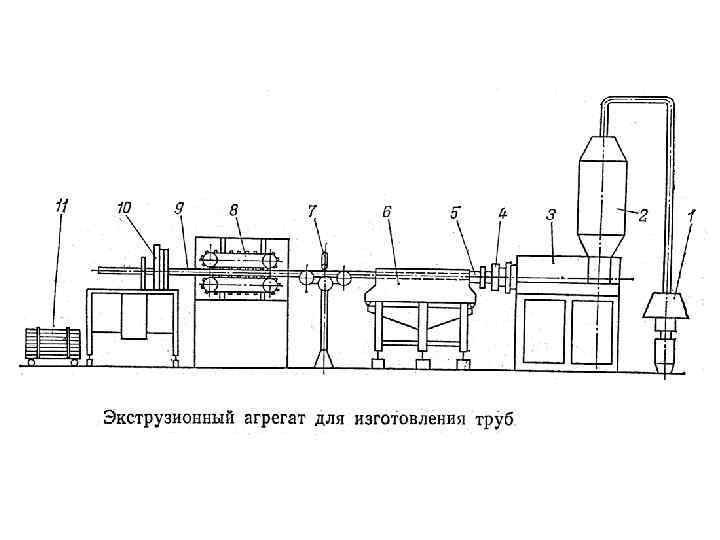
 Специальный экструдер и формующая головка Формующая головка для труб покрытия Выдувная формующая головка Формующие головки для производства труб большого диаметра Сменяемя калибрующая формующая головка Соэкструзионная спиральная формующая головка Формующий блок одновременного выпуска двух труб Многослойная соэкструзионная формующая головка
Специальный экструдер и формующая головка Формующая головка для труб покрытия Выдувная формующая головка Формующие головки для производства труб большого диаметра Сменяемя калибрующая формующая головка Соэкструзионная спиральная формующая головка Формующий блок одновременного выпуска двух труб Многослойная соэкструзионная формующая головка
 122
122