

Единая система конструкторской документации.ppt
- Количество слайдов: 34
 —") Единая система конструкторской документации Еди ная систе ма констру кторской документа ции (ЕСКД) — комплекс государственных стандартов, устанавливающих взаимосвязанные правила, требования и нормы по разработке, оформлению и обращению конструкторской документации, разрабатываемой и применяемой на всех стадиях жизненного цикла изделия (при проектировании, разработке, изготовлении, контроле, приёмке, эксплуатации, ремонте, утилизации).
Единая система конструкторской документации Еди ная систе ма констру кторской документа ции (ЕСКД) — комплекс государственных стандартов, устанавливающих взаимосвязанные правила, требования и нормы по разработке, оформлению и обращению конструкторской документации, разрабатываемой и применяемой на всех стадиях жизненного цикла изделия (при проектировании, разработке, изготовлении, контроле, приёмке, эксплуатации, ремонте, утилизации).
 Основное назначение стандартов ЕСКД состоит в установлении единых оптимальных правил, требований и норм выполнения, оформления и обращения конструкторской документации, которые обеспечивают: • применение современных методов и средств на всех стадиях жизненного цикла изделия; • возможность взаимообмена конструкторской документацией без её переоформления; • оптимальную комплектность конструкторской документации; • механизацию и автоматизацию обработки конструкторских документов и содержащейся в них информации; • высокое качество изделий; • наличие в конструкторской документации требований, обеспечивающих безопасность использования изделий для жизни и здоровья потребителей, окружающей среды, а также предотвращение причинения вреда имуществу;
Основное назначение стандартов ЕСКД состоит в установлении единых оптимальных правил, требований и норм выполнения, оформления и обращения конструкторской документации, которые обеспечивают: • применение современных методов и средств на всех стадиях жизненного цикла изделия; • возможность взаимообмена конструкторской документацией без её переоформления; • оптимальную комплектность конструкторской документации; • механизацию и автоматизацию обработки конструкторских документов и содержащейся в них информации; • высокое качество изделий; • наличие в конструкторской документации требований, обеспечивающих безопасность использования изделий для жизни и здоровья потребителей, окружающей среды, а также предотвращение причинения вреда имуществу;
 • возможность расширения унификации и стандартизации проектировании изделий и разработке конструкторской документации; • возможность проведения сертификации изделий; • сокращение сроков и снижение трудоёмкости подготовки производства; • правильную эксплуатацию изделий; • оперативную подготовку документации для быстрой переналадки действующего производства; • упрощение форм конструкторских документов и графических изображений; • возможность создания и ведения единой информационной базы; • возможность гармонизации стандартов ЕСКД с международными стандартами (ИСО, МЭК) в области конструкторской документации; • возможность информационного обеспечения поддержки жиз -ненного цикла изделия.
• возможность расширения унификации и стандартизации проектировании изделий и разработке конструкторской документации; • возможность проведения сертификации изделий; • сокращение сроков и снижение трудоёмкости подготовки производства; • правильную эксплуатацию изделий; • оперативную подготовку документации для быстрой переналадки действующего производства; • упрощение форм конструкторских документов и графических изображений; • возможность создания и ведения единой информационной базы; • возможность гармонизации стандартов ЕСКД с международными стандартами (ИСО, МЭК) в области конструкторской документации; • возможность информационного обеспечения поддержки жиз -ненного цикла изделия.
 Перечень стандартов, входящих в ЕСКД Стандарты ЕСКД распространяются на изделия машиностроения и приборостроения. 1. 1 Общие положения 1. 2 Основные положения 1. 3 Классификация и обозначение изделий в конструкторских документах 1. 4 Общие правила выполнения чертежей 1. 5 Правила выполнения чертежей отдельных видов изделий 1. 6 Правила учёта и хранения 1. 7 Эксплуатационные документы 1. 8 Обозначения условные графические в схемах 1. 9 Макетный метод проектирования 1. 10 Документация, отправляемая за границу
Перечень стандартов, входящих в ЕСКД Стандарты ЕСКД распространяются на изделия машиностроения и приборостроения. 1. 1 Общие положения 1. 2 Основные положения 1. 3 Классификация и обозначение изделий в конструкторских документах 1. 4 Общие правила выполнения чертежей 1. 5 Правила выполнения чертежей отдельных видов изделий 1. 6 Правила учёта и хранения 1. 7 Эксплуатационные документы 1. 8 Обозначения условные графические в схемах 1. 9 Макетный метод проектирования 1. 10 Документация, отправляемая за границу
 Общие положения ГОСТ 2. 001 -93 ЕСКД. Общие положения. ГОСТ 2. 002 -72 ЕСКД. Требования к моделям, макетам и темплетам, применяемым при проектировании. ГОСТ 2. 004 -88 ЕСКД. Общие требования к выполнению конструкторских и технологических документов на печатающих и графических устройствах вывода ЭВМ. ГОСТ 2. 051 -2006 ЕСКД. Электронные документы. Общие положения. ГОСТ 2. 052 -2006 ЕСКД. Электронная модель изделия. Общие положения. ГОСТ 2. 053 -2006 ЕСКД. Электронная структура изделия. Общие положения.
Общие положения ГОСТ 2. 001 -93 ЕСКД. Общие положения. ГОСТ 2. 002 -72 ЕСКД. Требования к моделям, макетам и темплетам, применяемым при проектировании. ГОСТ 2. 004 -88 ЕСКД. Общие требования к выполнению конструкторских и технологических документов на печатающих и графических устройствах вывода ЭВМ. ГОСТ 2. 051 -2006 ЕСКД. Электронные документы. Общие положения. ГОСТ 2. 052 -2006 ЕСКД. Электронная модель изделия. Общие положения. ГОСТ 2. 053 -2006 ЕСКД. Электронная структура изделия. Общие положения.
 Основные положения ГОСТ 2. 101 -68 ЕСКД. Виды изделий. ГОСТ 2. 102 -68 ЕСКД. Виды и комплектность конструкторских документов. ГОСТ 2. 103 -68 ЕСКД. Стадии разработки. ГОСТ 2. 104 -2006 ЕСКД. Основные надписи. ГОСТ 2. 105 -95 ЕСКД. Общие требования к текстовым документам. ГОСТ 2. 106 -96 ЕСКД. Текстовые документы. ГОСТ 2. 109 -73 ЕСКД. Основные требования к чертежам. ГОСТ 2. 111 -68 ЕСКД. Нормоконтроль. ГОСТ 2. 113 -75 ЕСКД. Групповые и базовые конструкторские документы. ГОСТ 2. 114 -95 ЕСКД. Технические условия. ГОСТ 2. 116 -84 ЕСКД. Карта технического уровня и качества продукции. ГОСТ 2. 118 -73 ЕСКД. Техническое предложение. ГОСТ 2. 119 -73 ЕСКД. Эскизный проект. ГОСТ 2. 120 -73 ЕСКД. Технический проект. ГОСТ 2. 123 -93 ЕСКД. Комплектность конструкторских документов на печатные платы при автоматизированном проектировании. ГОСТ 2. 124 -85 ЕСКД. Порядок применения покупных изделий ГОСТ 2. 125 -2008 ЕСКД. Правила выполнения эскизных конструкторских документов. Общие положения
Основные положения ГОСТ 2. 101 -68 ЕСКД. Виды изделий. ГОСТ 2. 102 -68 ЕСКД. Виды и комплектность конструкторских документов. ГОСТ 2. 103 -68 ЕСКД. Стадии разработки. ГОСТ 2. 104 -2006 ЕСКД. Основные надписи. ГОСТ 2. 105 -95 ЕСКД. Общие требования к текстовым документам. ГОСТ 2. 106 -96 ЕСКД. Текстовые документы. ГОСТ 2. 109 -73 ЕСКД. Основные требования к чертежам. ГОСТ 2. 111 -68 ЕСКД. Нормоконтроль. ГОСТ 2. 113 -75 ЕСКД. Групповые и базовые конструкторские документы. ГОСТ 2. 114 -95 ЕСКД. Технические условия. ГОСТ 2. 116 -84 ЕСКД. Карта технического уровня и качества продукции. ГОСТ 2. 118 -73 ЕСКД. Техническое предложение. ГОСТ 2. 119 -73 ЕСКД. Эскизный проект. ГОСТ 2. 120 -73 ЕСКД. Технический проект. ГОСТ 2. 123 -93 ЕСКД. Комплектность конструкторских документов на печатные платы при автоматизированном проектировании. ГОСТ 2. 124 -85 ЕСКД. Порядок применения покупных изделий ГОСТ 2. 125 -2008 ЕСКД. Правила выполнения эскизных конструкторских документов. Общие положения
 — это документ, устанавливающий технические требования, которым должны удовлетворять конкретное изделие,") Технические условия (ТУ) — это документ, устанавливающий технические требования, которым должны удовлетворять конкретное изделие, материал, вещество и пр. или их группа. Кроме того, в них должны быть указаны процедуры, с помощью которых можно установить, соблюдены ли данные требования. Технические условия являются техническим документом, кото -рый разрабатывается по решению разработчика (изготовителя) или по требованию заказчика (потребителя) продукции. Технические условия являются неотъемлемой частью комплекта конструкторской или другой технической документации на продукцию, а при отсутствии документации должны содержать полный комплекс требований к продукции, ее изготовлению, контролю и приемке.
Технические условия (ТУ) — это документ, устанавливающий технические требования, которым должны удовлетворять конкретное изделие, материал, вещество и пр. или их группа. Кроме того, в них должны быть указаны процедуры, с помощью которых можно установить, соблюдены ли данные требования. Технические условия являются техническим документом, кото -рый разрабатывается по решению разработчика (изготовителя) или по требованию заказчика (потребителя) продукции. Технические условия являются неотъемлемой частью комплекта конструкторской или другой технической документации на продукцию, а при отсутствии документации должны содержать полный комплекс требований к продукции, ее изготовлению, контролю и приемке.
 Технические условия разрабатывают на одно конкретное изделие, материал, вещество или несколько конкретных изделий, материалов, веществ и т. п. (тогда указывается код по ОКП на каждое изделие, материал и т. п. ) Требования, установленные техническими условиями, не должны противоречить обязательным требованиям государственных или межгосударственных стандартов, распространяющихся на данную продукцию. Технические условия и стандарты в соответствии с законом о техническом регулировании не являются обязательными для выпуска продукции за исключением ряда видов продукции, например, технических устройств, используемых наопасных производственных объектах.
Технические условия разрабатывают на одно конкретное изделие, материал, вещество или несколько конкретных изделий, материалов, веществ и т. п. (тогда указывается код по ОКП на каждое изделие, материал и т. п. ) Требования, установленные техническими условиями, не должны противоречить обязательным требованиям государственных или межгосударственных стандартов, распространяющихся на данную продукцию. Технические условия и стандарты в соответствии с законом о техническом регулировании не являются обязательными для выпуска продукции за исключением ряда видов продукции, например, технических устройств, используемых наопасных производственных объектах.
 На изделия машиностроения и приборостроения технические условия обозначают как и другие неосновные конструкторские документы по ГОСТ 2. 201 (три группы знаков, разделенных точками, с кодом документа в конце): • четырехзначный буквенный код организации-разработчика (или код, выделенный при централизованном присвоении обозначения); • шестизначный цифровой код классификационной характеристики, присвоенный изделию и конструкторскому документу по ОКП; • трехзначный цифровой порядковый регистрационный номер документа; • код документа по ГОСТ 2. 102 — «ТУ» . Пример: АБВГ. 123456. 789 ТУ, где АБВГ — код организации-разработчика, 123456 — код изделия по Классификатору ЕСКД, 789 — порядковый регистрационный номер.
На изделия машиностроения и приборостроения технические условия обозначают как и другие неосновные конструкторские документы по ГОСТ 2. 201 (три группы знаков, разделенных точками, с кодом документа в конце): • четырехзначный буквенный код организации-разработчика (или код, выделенный при централизованном присвоении обозначения); • шестизначный цифровой код классификационной характеристики, присвоенный изделию и конструкторскому документу по ОКП; • трехзначный цифровой порядковый регистрационный номер документа; • код документа по ГОСТ 2. 102 — «ТУ» . Пример: АБВГ. 123456. 789 ТУ, где АБВГ — код организации-разработчика, 123456 — код изделия по Классификатору ЕСКД, 789 — порядковый регистрационный номер.
 На материалы, вещества и т. п. обозначение технических условий рекомендуется формировать следующим образом: • код «ТУ» , • затем 4 группы цифр, разделенных дефисами: • код группы продукции по классификатору продукции страныразработчика технических условий (в России — код группы продукции — первые четыре цифры по Общероссийскому классификатору продукции ОКП); • трехразрядный регистрационный номер, присваиваемый разработчиком; • код предприятия разработчика технических условий по классификатору предприятий страны-разработчика технических условий (в России — код предприятия по Общероссийскому классификатору предприятий и организаций ОКПО); • две последние цифры года утверждения документа. Пример: ТУ 1115 -017 -38576343 -93, где 1115 — код ОКП, 38576343 — код ОКПО.
На материалы, вещества и т. п. обозначение технических условий рекомендуется формировать следующим образом: • код «ТУ» , • затем 4 группы цифр, разделенных дефисами: • код группы продукции по классификатору продукции страныразработчика технических условий (в России — код группы продукции — первые четыре цифры по Общероссийскому классификатору продукции ОКП); • трехразрядный регистрационный номер, присваиваемый разработчиком; • код предприятия разработчика технических условий по классификатору предприятий страны-разработчика технических условий (в России — код предприятия по Общероссийскому классификатору предприятий и организаций ОКПО); • две последние цифры года утверждения документа. Пример: ТУ 1115 -017 -38576343 -93, где 1115 — код ОКП, 38576343 — код ОКПО.
 Техническое предложение — совокупность конструкторских документов, которые должны содержать уточнённые технические и технико-экономические обоснования целесообразности разработки документации изделия на основании: • анализа технического задания заказчика и различных вариантов возможных конструктивных решений; • сравнительной оценки решений с учетом конструктивных и эксплуатационных особенностей разрабатываемого и существующих изделий и др. Техническое предложение разрабатывается в случае, если это предусмотрено техническим заданием.
Техническое предложение — совокупность конструкторских документов, которые должны содержать уточнённые технические и технико-экономические обоснования целесообразности разработки документации изделия на основании: • анализа технического задания заказчика и различных вариантов возможных конструктивных решений; • сравнительной оценки решений с учетом конструктивных и эксплуатационных особенностей разрабатываемого и существующих изделий и др. Техническое предложение разрабатывается в случае, если это предусмотрено техническим заданием.
 Техническое предложение разрабатывается с целью выявления дополнительных или уточненных требований к изделию (технических характеристик, показателей качества и др. ), которые не могли быть указаны в техническом задании, и это целесообразно сделать на основе предварительной конструкторской проработки и анализа различных вариантов изделия. Перечень работ, выполняемых на стадии технического предложения, устанавливается на основе технического задания и определяется разработчиком в зависимости от характера и назначения изделия. В техническое предложение включают конструкторские документы, предусмотренные техническим заданием, в соответствии с ГОСТ 2. 102 -68. Конструкторские документы, разрабатываемые для изготовления макетов, в комплект документов технического предложения не включают.
Техническое предложение разрабатывается с целью выявления дополнительных или уточненных требований к изделию (технических характеристик, показателей качества и др. ), которые не могли быть указаны в техническом задании, и это целесообразно сделать на основе предварительной конструкторской проработки и анализа различных вариантов изделия. Перечень работ, выполняемых на стадии технического предложения, устанавливается на основе технического задания и определяется разработчиком в зависимости от характера и назначения изделия. В техническое предложение включают конструкторские документы, предусмотренные техническим заданием, в соответствии с ГОСТ 2. 102 -68. Конструкторские документы, разрабатываемые для изготовления макетов, в комплект документов технического предложения не включают.
 Технический проект — стадия разработки конструкторской документации на изделие или стадия создания автоматизированной системы. В более узком смысле под техническим проектом понимается совокупность технических документов, которые содержат окончательные проектные решения по изделию (системе) и исходные данные для разработки рабочей документации. После согласования и утверждения в установленном порядке технический проект служит основанием для разработки рабочей документации. Последовательность выполнения всех стадий составляет процесс проектирования. Разработку технического проекта на материальные изделия осуществляют в соответствии с Единой системой конструкторской документации (ЕСКД), на автоматизированные системы — в соответствии с Комплексом стандартов на автоматизированные системы
Технический проект — стадия разработки конструкторской документации на изделие или стадия создания автоматизированной системы. В более узком смысле под техническим проектом понимается совокупность технических документов, которые содержат окончательные проектные решения по изделию (системе) и исходные данные для разработки рабочей документации. После согласования и утверждения в установленном порядке технический проект служит основанием для разработки рабочей документации. Последовательность выполнения всех стадий составляет процесс проектирования. Разработку технического проекта на материальные изделия осуществляют в соответствии с Единой системой конструкторской документации (ЕСКД), на автоматизированные системы — в соответствии с Комплексом стандартов на автоматизированные системы
 Общие правила выполнения чертежей ГОСТ 2. 301 -68 ЕСКД. Форматы. ГОСТ 2. 302 -68 ЕСКД. Масштабы. ГОСТ 2. 303 -68 ЕСКД. Линии. ГОСТ 2. 304 -81 ЕСКД. Шрифты чертёжные. ГОСТ 2. 305 -2008 ЕСКД. Изображения — виды, разрезы, сечения. ГОСТ 2. 306 -68 ЕСКД. Обозначения графических материалов и правила их нанесения на чертежах. ГОСТ 2. 307 -2011 ЕСКД. Нанесение размеров и предельных отклонений. ГОСТ 2. 308 -2011 ЕСКД. Указание на чертежах допусков формы и расположения поверхностей. ГОСТ 2. 309 -73 ЕСКД. Обозначение шероховатости поверхностей.
Общие правила выполнения чертежей ГОСТ 2. 301 -68 ЕСКД. Форматы. ГОСТ 2. 302 -68 ЕСКД. Масштабы. ГОСТ 2. 303 -68 ЕСКД. Линии. ГОСТ 2. 304 -81 ЕСКД. Шрифты чертёжные. ГОСТ 2. 305 -2008 ЕСКД. Изображения — виды, разрезы, сечения. ГОСТ 2. 306 -68 ЕСКД. Обозначения графических материалов и правила их нанесения на чертежах. ГОСТ 2. 307 -2011 ЕСКД. Нанесение размеров и предельных отклонений. ГОСТ 2. 308 -2011 ЕСКД. Указание на чертежах допусков формы и расположения поверхностей. ГОСТ 2. 309 -73 ЕСКД. Обозначение шероховатости поверхностей.
 ГОСТ 2. 310 -68 ЕСКД. Нанесение на чертежах обозначений покрытий, термической и других видов обработки. ГОСТ 2. 311 -68 ЕСКД. Изображение резьбы. ГОСТ 2. 312 -72 ЕСКД. Условные изображения и обозначения швов сварных соединений. ГОСТ 2. 313 -82 ЕСКД. Условные изображения и обозначения неразъёмных соединений. ГОСТ 2. 314 -68 ЕСКД. Указания на чертежах о маркировании и клеймении изделий. ГОСТ 2. 315 -68 ЕСКД. Изображения упрощённые и условные крепёжных деталей. ГОСТ 2. 316 -2008 ЕСКД. Правила нанесения на чертежах надписей, технических требований и таблиц. ГОСТ 2. 317 -2011 ЕСКД. Аксонометрические проекции. ГОСТ 2. 318 -81 ЕСКД. Правила упрощённого нанесения размеров отверстий. ГОСТ 2. 320 -82 ЕСКД. Правила нанесения размеров, допусков и посадок конусов. ГОСТ 2. 321 -84 ЕСКД. Обозначения буквенные.
ГОСТ 2. 310 -68 ЕСКД. Нанесение на чертежах обозначений покрытий, термической и других видов обработки. ГОСТ 2. 311 -68 ЕСКД. Изображение резьбы. ГОСТ 2. 312 -72 ЕСКД. Условные изображения и обозначения швов сварных соединений. ГОСТ 2. 313 -82 ЕСКД. Условные изображения и обозначения неразъёмных соединений. ГОСТ 2. 314 -68 ЕСКД. Указания на чертежах о маркировании и клеймении изделий. ГОСТ 2. 315 -68 ЕСКД. Изображения упрощённые и условные крепёжных деталей. ГОСТ 2. 316 -2008 ЕСКД. Правила нанесения на чертежах надписей, технических требований и таблиц. ГОСТ 2. 317 -2011 ЕСКД. Аксонометрические проекции. ГОСТ 2. 318 -81 ЕСКД. Правила упрощённого нанесения размеров отверстий. ГОСТ 2. 320 -82 ЕСКД. Правила нанесения размеров, допусков и посадок конусов. ГОСТ 2. 321 -84 ЕСКД. Обозначения буквенные.
 Допуск До пуск — разность между наибольшим и наименьшим предельными значениями параметров задаётся на геометрические размеры деталей, механические, физические и химичес кие свойства. Назначается (выбирается) исходя из технологической точности или требований к изделию (продукту). Любое значение параметра, оказывающееся в заданном интервале, является допустимым. Допуск Т — разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями. Допуск — это абсолютная величина без знака. Обозначения: • Допуск IT = International tolerance; • Верхние и нижние отклонения, ES = Ecart Superieur, EI = Ecart Interieur, • Для отверстий большие буквы (ES, D), для валов малые(es, d.
Допуск До пуск — разность между наибольшим и наименьшим предельными значениями параметров задаётся на геометрические размеры деталей, механические, физические и химичес кие свойства. Назначается (выбирается) исходя из технологической точности или требований к изделию (продукту). Любое значение параметра, оказывающееся в заданном интервале, является допустимым. Допуск Т — разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями. Допуск — это абсолютная величина без знака. Обозначения: • Допуск IT = International tolerance; • Верхние и нижние отклонения, ES = Ecart Superieur, EI = Ecart Interieur, • Для отверстий большие буквы (ES, D), для валов малые(es, d.
") • Размер — числовое значение линейной величины (диаметра, длины и т. п. ) в выбранных единицах измерения. • Действительный размер — размер элемента, установленный измерением. • Предельные размеры — два предельно допустимых размера элемента, между которыми должен находиться (или которым может быть равен) действительный размер. • Номинальный размер — размер, относительно которого определяются отклонения. • Отклонение — алгебраическая разность между размером (действительным или предельным размером) и соответствующим номинальным размером. • Действительное отклонение — алгебраическая разность между действительным и соответствующим номинальным размерами. • Предельное отклонение — алгебраическая разность между предельным и соответствующим номинальным размерами. Различают верхнее и нижнее предельные отклонения.
• Размер — числовое значение линейной величины (диаметра, длины и т. п. ) в выбранных единицах измерения. • Действительный размер — размер элемента, установленный измерением. • Предельные размеры — два предельно допустимых размера элемента, между которыми должен находиться (или которым может быть равен) действительный размер. • Номинальный размер — размер, относительно которого определяются отклонения. • Отклонение — алгебраическая разность между размером (действительным или предельным размером) и соответствующим номинальным размером. • Действительное отклонение — алгебраическая разность между действительным и соответствующим номинальным размерами. • Предельное отклонение — алгебраическая разность между предельным и соответствующим номинальным размерами. Различают верхнее и нижнее предельные отклонения.
 Верхнее отклонение ES, es — алгебраическая разность между наибольшим предельным и соответствующим номинальным размерами. Нижнее отклонение EI, ei — алгебраическая разность между наименьшим предельным и соответствующим номинальным размерами. ЕI — нижнее отклонение отверстия; ei — нижнее отклонение вала. Основное отклонение — одно из двух предельных отклоне-ний (верхнее или нижнее), определяющее положение поля до-пуска относительно нулевой линии. В данной системе допус-ков и посадок основным является отклонение, ближайшее к нулевой линии. Нулевая линия — линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении полей допусков и посадок. Если нулевая линия расположена горизонтально, то положительные отклонения откладываются вверх от нее, а отрицательные — вниз.
Верхнее отклонение ES, es — алгебраическая разность между наибольшим предельным и соответствующим номинальным размерами. Нижнее отклонение EI, ei — алгебраическая разность между наименьшим предельным и соответствующим номинальным размерами. ЕI — нижнее отклонение отверстия; ei — нижнее отклонение вала. Основное отклонение — одно из двух предельных отклоне-ний (верхнее или нижнее), определяющее положение поля до-пуска относительно нулевой линии. В данной системе допус-ков и посадок основным является отклонение, ближайшее к нулевой линии. Нулевая линия — линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении полей допусков и посадок. Если нулевая линия расположена горизонтально, то положительные отклонения откладываются вверх от нее, а отрицательные — вниз.
 Стандартный допуск IT — любой из допусков, устанавливаемых данной системой допусков и посадок. Поле допуска — поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии. Квалитет (степень точности) — совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров. Единица допуска i, I — множитель в формулах допусков, являющийся функцией номинального размера и служащий для определения числового значения допуска. i — единица допуска для номинальных размеров до 500 мм, I — единица допуска для номинальных размеров св. 500 мм.
Стандартный допуск IT — любой из допусков, устанавливаемых данной системой допусков и посадок. Поле допуска — поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии. Квалитет (степень точности) — совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров. Единица допуска i, I — множитель в формулах допусков, являющийся функцией номинального размера и служащий для определения числового значения допуска. i — единица допуска для номинальных размеров до 500 мм, I — единица допуска для номинальных размеров св. 500 мм.
 Вал — термин, условно применяемый для обозначений наружных элементов деталей, включая и нецилиндрические элементы. Отверстие — термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы. Основной вал — вал, верхнее отклонение которого равно нулю. Основное отверстие — отверстие, нижнее отклонение которого равно нулю. Посадка-характер соединения двух деталей, определяемый разностью их размеров до сборки. Номинальный размер посадки-номинальный размер, общий для отверстия и вала, составляющих соединение. Допуск посадки-сумма допусков отверстия и вала, составляющих соединение. Зазор-разность между размерами отверстия и вала до сборки, если размер отверстия больше размера вала.
Вал — термин, условно применяемый для обозначений наружных элементов деталей, включая и нецилиндрические элементы. Отверстие — термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы. Основной вал — вал, верхнее отклонение которого равно нулю. Основное отверстие — отверстие, нижнее отклонение которого равно нулю. Посадка-характер соединения двух деталей, определяемый разностью их размеров до сборки. Номинальный размер посадки-номинальный размер, общий для отверстия и вала, составляющих соединение. Допуск посадки-сумма допусков отверстия и вала, составляющих соединение. Зазор-разность между размерами отверстия и вала до сборки, если размер отверстия больше размера вала.
 Допуск формы и расположение поверхностей Знаки видов допусков форм и расположения поверхностей Группа допуска Вид допуска Допуск прямолинейности Допуск плоскостности Допуск формы Допуск круглости Допуск цилиндричности Допуск профиля продольного сечения Знак
Допуск формы и расположение поверхностей Знаки видов допусков форм и расположения поверхностей Группа допуска Вид допуска Допуск прямолинейности Допуск плоскостности Допуск формы Допуск круглости Допуск цилиндричности Допуск профиля продольного сечения Знак
 Допуск параллельности Допуск перпендикулярности Допуск расположения Допуск наклона Допуск соосности Допуск симметричности Позиционный допуск Допуск пересечения осей
Допуск параллельности Допуск перпендикулярности Допуск расположения Допуск наклона Допуск соосности Допуск симметричности Позиционный допуск Допуск пересечения осей
 Допуск радиального биения, торцевого биения, биения в заданном направлении Суммарный допуск Допуск полного формы радиального и расположения биения, полного торцевого биения Допуск формы заданного профиля Допуск формы заданной поверхности
Допуск радиального биения, торцевого биения, биения в заданном направлении Суммарный допуск Допуск полного формы радиального и расположения биения, полного торцевого биения Допуск формы заданного профиля Допуск формы заданной поверхности
 • Квалитеты с 01 до 4 -го используются для изготовления • калибров и контркалибров. • Квалитеты от 5 -го до 12 -го применяют для изготовления деталей, образующих сопряжения (ГЦС). • Квалитеты от 13 -го до 18 -го используют для параметров деталей, не образующих сопряжений и не оказывающих определяющего влияния. Основная закономерность построения допусков размеров (допуск обозначается IT = International tolerance), • IT, мкм = K * i, • где K — квалитет (число единиц допуска), i — единица допуска, мкм. • На диаметры от 1 до 500 мм единица допуска функционально связана с номинальным размером мкм. • Соответствующие значения допуска регламентируются стандартом на допуски и посадки (Limits and Fits) ISO 286 -1: 1988, а также ГОСТ 25346 -89.
• Квалитеты с 01 до 4 -го используются для изготовления • калибров и контркалибров. • Квалитеты от 5 -го до 12 -го применяют для изготовления деталей, образующих сопряжения (ГЦС). • Квалитеты от 13 -го до 18 -го используют для параметров деталей, не образующих сопряжений и не оказывающих определяющего влияния. Основная закономерность построения допусков размеров (допуск обозначается IT = International tolerance), • IT, мкм = K * i, • где K — квалитет (число единиц допуска), i — единица допуска, мкм. • На диаметры от 1 до 500 мм единица допуска функционально связана с номинальным размером мкм. • Соответствующие значения допуска регламентируются стандартом на допуски и посадки (Limits and Fits) ISO 286 -1: 1988, а также ГОСТ 25346 -89.
 Шероховатость поверхности — совокупность неровностей поверхности с относительно малыми шагами на базовой длине. Измеряется в микрометрах (мкм). Шероховатость относится к микрогеометрии твёрдого тела и определяет его важнейшие эксплуатационные качества. Прежде всего износостойкость от истирания, прочность, плотность (герметичность) соединений, химическая стойкость, внешний вид. В зависимости от условий работы поверхности назначается параметр шероховатости проектировании деталей машин, также существует связь между предельным отклонением раз-мера и шероховатостью. Исходная шероховатость является следствием технологической обработки поверхности материа-ла, например, абразивами. В результате трения и изнашива-ния параметры исходной
Шероховатость поверхности — совокупность неровностей поверхности с относительно малыми шагами на базовой длине. Измеряется в микрометрах (мкм). Шероховатость относится к микрогеометрии твёрдого тела и определяет его важнейшие эксплуатационные качества. Прежде всего износостойкость от истирания, прочность, плотность (герметичность) соединений, химическая стойкость, внешний вид. В зависимости от условий работы поверхности назначается параметр шероховатости проектировании деталей машин, также существует связь между предельным отклонением раз-мера и шероховатостью. Исходная шероховатость является следствием технологической обработки поверхности материа-ла, например, абразивами. В результате трения и изнашива-ния параметры исходной
 Параметры шероховатости Исходная шероховатость является следствием технологической обработки поверхности материала, например, абразивами. Для широкого класса поверхностей горизонтальный шаг неровностей находится в пределах от 1 до 1000 мкм, а высота — от 0, 01 до 10 мкм. В результате трения и изнашивания параметры исходной шероховатости, как правило, меняются, и образуется эксплуатационная шероховатость. Эксплуатационная шероховатость, воспроизводимая при стационарных условиях трения, называется равновесной шероховатостью.
Параметры шероховатости Исходная шероховатость является следствием технологической обработки поверхности материала, например, абразивами. Для широкого класса поверхностей горизонтальный шаг неровностей находится в пределах от 1 до 1000 мкм, а высота — от 0, 01 до 10 мкм. В результате трения и изнашивания параметры исходной шероховатости, как правило, меняются, и образуется эксплуатационная шероховатость. Эксплуатационная шероховатость, воспроизводимая при стационарных условиях трения, называется равновесной шероховатостью.
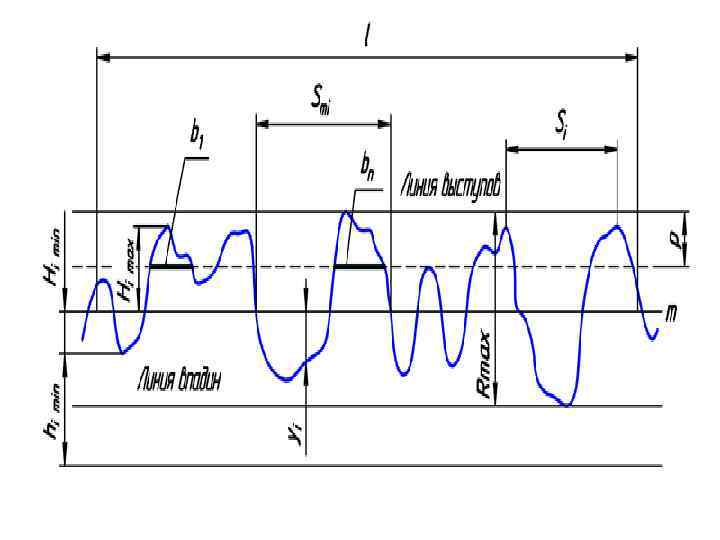
 — базовая длина; — средняя линия профиля; — средний шаг неровностей профиля; — средний шаг местных выступов профиля; Himax — отклонение пяти наибольших максимумов профиля; Himin — отклонение пяти наибольших минимумов профиля; himax — расстояние от высших точек пяти наибольших максимумов до линии параллельной средней и не пересекающей профиль; — расстояние от низших точек пяти наибольших минимумов до линии параллельной средней и не пересекающей профиль; Rmax — наибольшая высота профиля; yi — отклонения профиля от линии m ; p — уровень сечения профиля; — длина отрезков, отсекаемых на уровне p.
— базовая длина; — средняя линия профиля; — средний шаг неровностей профиля; — средний шаг местных выступов профиля; Himax — отклонение пяти наибольших максимумов профиля; Himin — отклонение пяти наибольших минимумов профиля; himax — расстояние от высших точек пяти наибольших максимумов до линии параллельной средней и не пересекающей профиль; — расстояние от низших точек пяти наибольших минимумов до линии параллельной средней и не пересекающей профиль; Rmax — наибольшая высота профиля; yi — отклонения профиля от линии m ; p — уровень сечения профиля; — длина отрезков, отсекаемых на уровне p.
 • высотные параметры: Ra — среднее арифметическое отклонение профиля; или Rz — высота неровностей профиля по десяти точкам; Rmax — наибольшая высота профиля; • Шаговые параметры: Sm — средний шаг неровностей; S — средний шаг местных выступов профиля; tp — относительная опорная длина профиля, где p — значения уровня сечений профиля из ряда 10; 15; 20; 30; 40; 50; 60; 70; 80; 90%.
• высотные параметры: Ra — среднее арифметическое отклонение профиля; или Rz — высота неровностей профиля по десяти точкам; Rmax — наибольшая высота профиля; • Шаговые параметры: Sm — средний шаг неровностей; S — средний шаг местных выступов профиля; tp — относительная опорная длина профиля, где p — значения уровня сечений профиля из ряда 10; 15; 20; 30; 40; 50; 60; 70; 80; 90%.
 Государственные стандарты (ГОСТ 25346 -89, ГОСТ 25347 -") ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК (ЕСДП) Государственные стандарты (ГОСТ 25346 -89, ГОСТ 25347 - 82 и ГОСТ 25348 - 82) заменили систему допусков и посадок ОСТ, которая действовала до января 1980 г. Основу ЕСДП составляют допуски, квалитеты и основные отклонения, определяющие положение полей допусков относительно нулевой линии, показанные на рис. 4. Поля допусков и соответствующие им предельные отклонения установлены различными в трех диапазонах номинальных размеров: от 1 до 500 мм к свыше 500 до 3150 мм - по ГОСТ 25347 - 82, свыше 3150 до 10000 мм - по ГОСТ 25348 - 82. ГОСТ 25347 - 82 регламентирует поля допусков и предельные отклонения для номинальных размеров до 1 мм. ГОСТ 25346 -89 устанавливает 20 квалитетов: 01, 0, 1, 2. . . 18. (Квалитеты от 01 до 5 предназначены преимущественно для калибров).
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК (ЕСДП) Государственные стандарты (ГОСТ 25346 -89, ГОСТ 25347 - 82 и ГОСТ 25348 - 82) заменили систему допусков и посадок ОСТ, которая действовала до января 1980 г. Основу ЕСДП составляют допуски, квалитеты и основные отклонения, определяющие положение полей допусков относительно нулевой линии, показанные на рис. 4. Поля допусков и соответствующие им предельные отклонения установлены различными в трех диапазонах номинальных размеров: от 1 до 500 мм к свыше 500 до 3150 мм - по ГОСТ 25347 - 82, свыше 3150 до 10000 мм - по ГОСТ 25348 - 82. ГОСТ 25347 - 82 регламентирует поля допусков и предельные отклонения для номинальных размеров до 1 мм. ГОСТ 25346 -89 устанавливает 20 квалитетов: 01, 0, 1, 2. . . 18. (Квалитеты от 01 до 5 предназначены преимущественно для калибров).
 Система допусков и посадок ОСТ. Практически каждому полю допусков по ОСТ можно подобрать близкую замену из ЕСДП, что обеспечивает переход на новую систему без нарушения взаимозаменяемости. Во всех случаях, когда предельные отклонения по ЕСДП не выходят за соответствующую границу поля по ОСТ более чем на 10%, можно считать, что при замене характер посадки практически не изменится и обеспечиваются все исходные требования взаимозаменяемости.
Система допусков и посадок ОСТ. Практически каждому полю допусков по ОСТ можно подобрать близкую замену из ЕСДП, что обеспечивает переход на новую систему без нарушения взаимозаменяемости. Во всех случаях, когда предельные отклонения по ЕСДП не выходят за соответствующую границу поля по ОСТ более чем на 10%, можно считать, что при замене характер посадки практически не изменится и обеспечиваются все исходные требования взаимозаменяемости.
 Назначение посадок. Посадки выбирают в зависимости от назначения и условий работы оборудования и механизмов, их точности, условий сборки. При этом необходимо учитывать и возможность дости -жения точности при различных методах обработки изделия. В первую очередь должны применяться предпочтительные посадки. В основном применяют посадки в системе отверстия (сокращается номенклатура размерного режущего и калибровочного инструмента для отверстий). Посадки системы вала целесообразны при использовании некоторых стандартных деталей (например, подшипников качения) и в случаях применения вала постоянного диаметра по всей длине для установки на него нескольких деталей с различными посадками. Допуски отверстия и вала в посадке не должны отличаться более чем на 1 - 2 квалитета. Больший допуск, как правило, назначают для отверстия.
Назначение посадок. Посадки выбирают в зависимости от назначения и условий работы оборудования и механизмов, их точности, условий сборки. При этом необходимо учитывать и возможность дости -жения точности при различных методах обработки изделия. В первую очередь должны применяться предпочтительные посадки. В основном применяют посадки в системе отверстия (сокращается номенклатура размерного режущего и калибровочного инструмента для отверстий). Посадки системы вала целесообразны при использовании некоторых стандартных деталей (например, подшипников качения) и в случаях применения вала постоянного диаметра по всей длине для установки на него нескольких деталей с различными посадками. Допуски отверстия и вала в посадке не должны отличаться более чем на 1 - 2 квалитета. Больший допуск, как правило, назначают для отверстия.
 Зазоры и натяги следует рассчитывать для большинства типов соединений, в особенности для посадок с натягом, подшипников жидкостного трения и других посадок. Во многих случаях посадки могут назначаться по аналогии с ранее спроектированными изделиями, сходными по условиям работы. Краткая характеристика и примеры применения посадок, относящиеся главным образом к предпочтительным посадкам в системе отверстия при размерах 1 - 500 мм. Посадки с зазором. Сочетание отверстия Н с валом h (скользящие посадки) применяют главным образом в неподвижных соединениях при необходимости частой разборки (сменные детали), если требуется легко передвигать или поворачивать детали одну относительно другой при настройке или регулировании, для центрирования неподвижно скрепляемых деталей.
Зазоры и натяги следует рассчитывать для большинства типов соединений, в особенности для посадок с натягом, подшипников жидкостного трения и других посадок. Во многих случаях посадки могут назначаться по аналогии с ранее спроектированными изделиями, сходными по условиям работы. Краткая характеристика и примеры применения посадок, относящиеся главным образом к предпочтительным посадкам в системе отверстия при размерах 1 - 500 мм. Посадки с зазором. Сочетание отверстия Н с валом h (скользящие посадки) применяют главным образом в неподвижных соединениях при необходимости частой разборки (сменные детали), если требуется легко передвигать или поворачивать детали одну относительно другой при настройке или регулировании, для центрирования неподвижно скрепляемых деталей.
 Переходные посадки. Предназначены для неподвижных соединений деталей, подвергающихся при ремонтах или по условиям эксплуатации сборке и разборке. Взаимная неподвижность деталей обеспечивается шпонками, штифтами, нажимными винтами и т. п. Менее тугие посадки назначают при необходимости в частых разборках соединения, при неудобствах разборки и возможности повреждения соседних деталей; более тугие - если требуется высокая точность центрирования, при ударных нагрузках и вибрациях. Посадки с натягом. Выбор посадки производится из условия, чтобы при наименьшем натяге были обеспечены прочность соединения и передача, нагрузки, а при наибольшем натяге - прочность деталей.
Переходные посадки. Предназначены для неподвижных соединений деталей, подвергающихся при ремонтах или по условиям эксплуатации сборке и разборке. Взаимная неподвижность деталей обеспечивается шпонками, штифтами, нажимными винтами и т. п. Менее тугие посадки назначают при необходимости в частых разборках соединения, при неудобствах разборки и возможности повреждения соседних деталей; более тугие - если требуется высокая точность центрирования, при ударных нагрузках и вибрациях. Посадки с натягом. Выбор посадки производится из условия, чтобы при наименьшем натяге были обеспечены прочность соединения и передача, нагрузки, а при наибольшем натяге - прочность деталей.