Презентаци сварка.pptx
- Количество слайдов: 16



Дорожно-строительный профессиональный лицей № 54 ДИПЛОМНАЯ РАБОТА на тему: Технология сварки детали стыковым однопроходным швом без разделки кромок в вертикальном положении «сверху-вниз» Технология сварки труб «козырьком» Выполнил: обучающийся гр. 200 Хабибуллин Ильназ Профессия «Электрогазосварщик» Казань 2011

Последовательность выполнения Слесарная. Подготовка пластин к сварке.

1. Закрепите надежно пластину в слесарных тисках на верстаке. Кромки опилите до полного удаления заусенцев, коррозии (до металлического блеска) на расстоянии 15 мм от края свариваемой кромки.

2. Возьмите две пластины из низкоуглеродистой стали без скоса кромок, размером 4 х10 х300 мм и уложите их на рабочем столе. Производим сборку пластин с равномерным зазором 1, 6 мм 3. Возьмем две заходные планки и установим каждую с обоих торцов соединения пластин; прихватим каждую к торцам пластин, используя раннее приобретенные навыки; отбиваем шлаки и сметаем мусор.

4. Возьмем проволочную щетку и сделаем зачистку поверхности пластин по ширине 15 -20 мм от свариваемых кромок; сметаем пыль волосяной щеткой. 5. Установим подготовленные под сварку пластины в вертикальной или немного наклонном положении под углом 85 -95º, используя для этой цели несложные приспособления из уголков и швеллера.

Сварочная. Выполнить сварку пластин с одной стороны

- возбудите дугу рядом с нижней точкой стыка или нижней заходной планки и плавно переведем её разделку верхней точки стыка пластин - положение электрода при возбуждении дуги горизонтальное (перпендикулярно к плоскости пластин) одновременно с наклоном электрода опустим электрод на свариваемые кромки, прижимая его торец кабели кромкам с небольшим усилием.

-ведем электрод поступательно вниз без поперечных колебаний; -перемещение электрода осуществляем плавно, без электрода прижат к свариваемым кромкам; - дуга горит внутри втулочки, которая направляет газы, образующиеся от сгорания целлюлозного покрытия и таким образом, создает концентрированный поток; -наличие мощного газового потока обеспечивает более глубокое проплавление свариваемых кромок и формирование равномерного выпуклого обратного валика;

- поступательное движение электрода осуществляется с более высокой скоростью, чем при использовании других марок электродов. - ведем процесс вертикальной сварки с равномерной частотой колебаний и постоянной скоростью поступательного перемещения дуги в направлении сварки « сверху вниз»

После полного остывания металла отбейте шлаковую корку с поверхности выполненного шва, произведите зачистку поверхности шва стальной щеткой, соблюдая правила безопасности труда. . Осмотрите шов визуально. Выполнение сварки с обратной стороны проводится в той же последовательности и соблюдая тех же требований техники.

После полного остывания металла отбейте шлаковую корку с поверхности выполненного шва, произведите зачистку поверхности шва стальной щеткой, соблюдая правила безопасности труда. Осмотрите шов визуально.

Выполнение сварки с обратной стороны проводится в той же последовательности и соблюдая тех же требований техники. После полного остывания металла отбейте шлаковую корку с поверхности выполненного шва, произведите зачистку поверхности шва стальной щеткой, соблюдая правила безопасности труда. Осмотрите шов визуально.

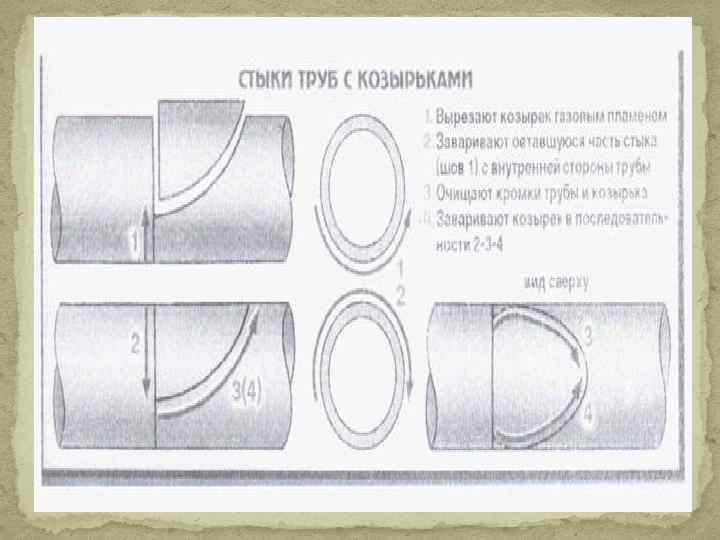
Технология сварки труб «козырьком»

Сварка труб козырьком используют в тех случаях, когда нельзя сварить ни с поворотом трубы, ни потолочным положении. Вырезать козырек трубы диаметром-50 мм газовым пламенем при помощи резака для кислородной резки. Отложим козырек на чистое место. Толщина стенки трубы 5 мм. Сварку трубы выполним правым способом. Выберем присадочную проволоку. Для сварки стали марки 10 используют проволоку Св-08 Г 2 С диаметр проволоки равен 2, 5 мм. Мощность пламени правом способе сварки 120 -150 дм/час на 1 мм толщины металла.
Презентаци сварка.pptx