Маничев, 250.pptx
- Количество слайдов: 25



Дипломный проект «Производство арматуры для железобетонных конструкций в условиях стана « 250» СПЦ СПП Чер. МК ОАО «Северсталь» » Выполнил : Маничев Антон студент 451 группы Специальность 150106. 51 «Обработка металлов давлением»


Виды арматуры для железобетонных конструкций

Цель дипломного проекта : разработать технологию производства арматуры для железобетонных конструкций в условиях стана « 250» СПЦ СПП Чер. МК ОАО «Северсталь»

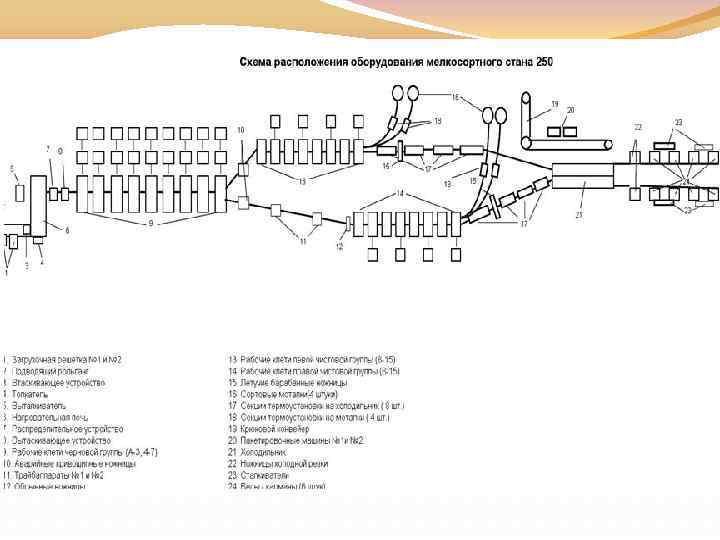
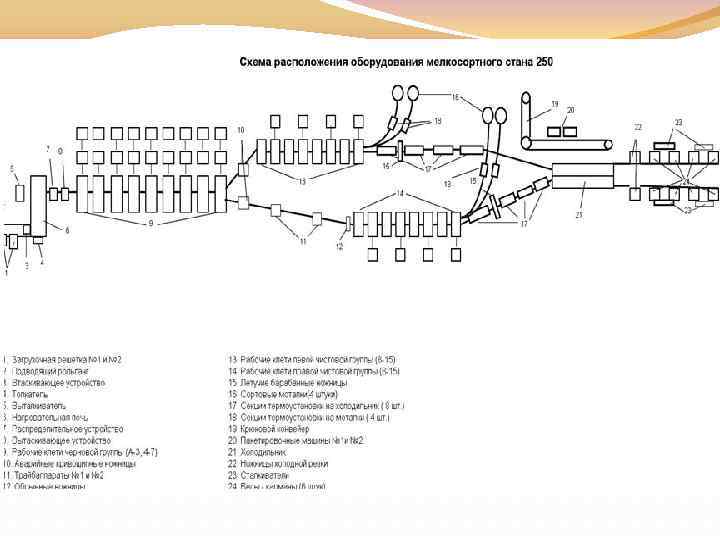
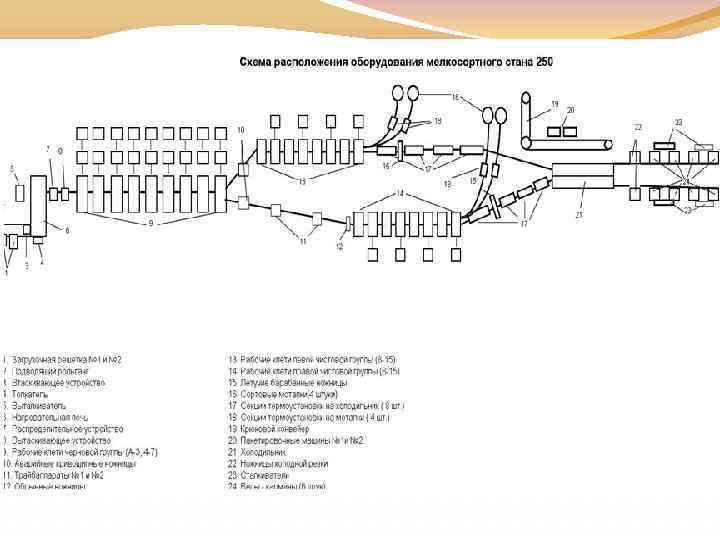
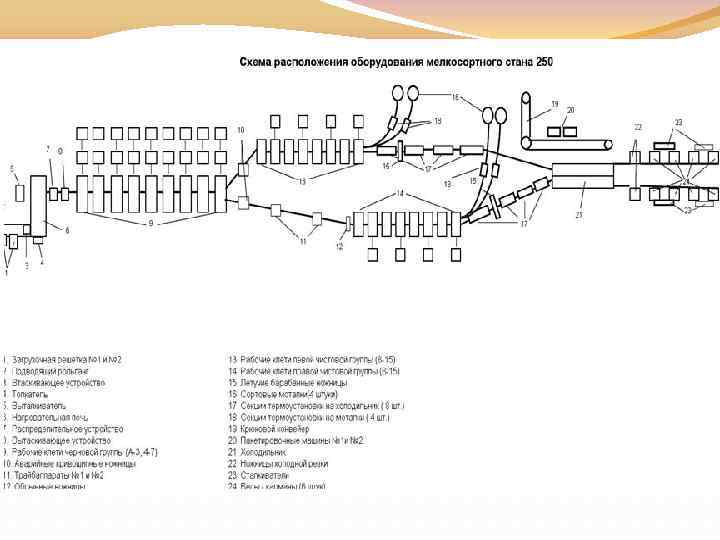
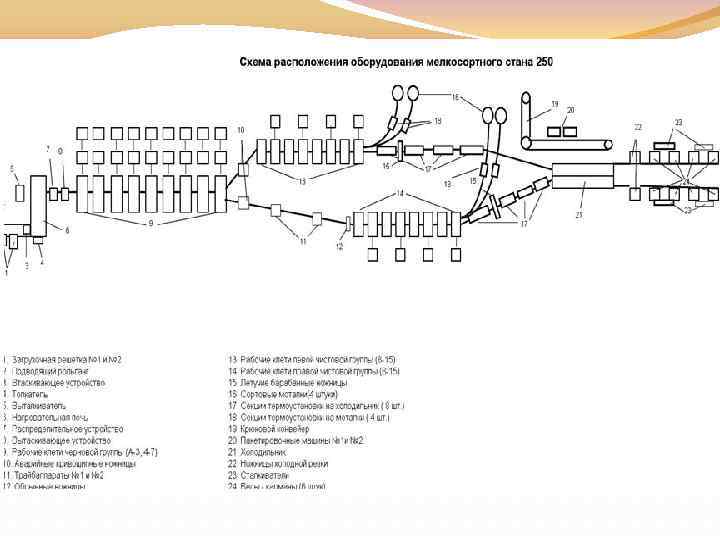
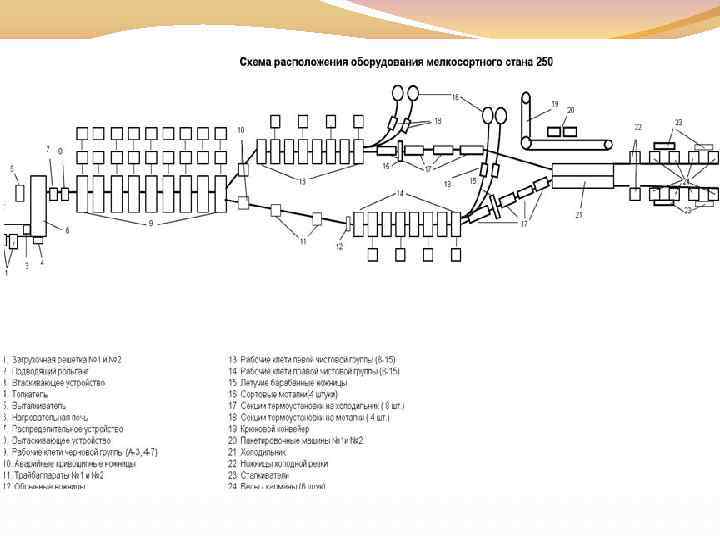
Мелкосортный стан « 250» СПП

Сортамент стана

Для прокатки сортового металла на мелкосортном стане 250 применяют заготовку сечением 100 х100 мм, длиной от 10500 до 11600 мм.

Участок печи И так, заготовки на стан 250 поступает из электросталеплавильного цеха. Их складируют на пассаде. Затем заготовки зачищают на специальных станках Генрих Рау, После отчистки заготовка подается в печь, где нагревается до температуры 1100 -1200 градусов. На участке печей осуществляется необходимый температурный режим для нагрева заготовок, что в свою очередь обеспечивает совокупность всех необходимых свойств металла для качественного осуществления технологии производства проката.

Чертёж нагревательной печи стана 250

Черновая группа клетей Раскалённые заготовки подаются по 2 штуки так как черновая группа клетей оснащена клетями «Дуо» . Эти клети могут прокатывать две заготовки одновременно. Так же на черновой группе обеспечивается скоростной режим прокатки, температурный режим прокатки, необходимую вытяжку.

Чистовые группы клетей На чистовой группе клетей осуществляются необходимые обжатия для придания раскату нужной формы и размеров профиля по ГОСТу.

Рольганг Прокат порезанный на ножницах и прошедший через секции термоупрочнения доставляется по рольгангу на холодильник.

Холодильник Раскаты, перемещаясь по холодильнику, охлаждаются, собираются в пакеты и подаются к ножницам холодной резки.

Чистовая клеть № 15 для прокатки периодичекого профиля арматурной стали

Схема прокатки арматуры в клети № 15

Схема калибровки

Калибровка черновой группы клетей № Форма Размер калибров, мм Размер полосы, мм клети калибра H B S R b q мм мм мм А Прямоугольный 75 100/112 16 75 109 8175 9 25 460 Б Прямоугольный 55 100/120 6 55 116 6380 7 20 460 1 Ящичный 76 65/72 3 76 69 5244 14 40 460 2 Прямоугольный 41 78/86 8 41 81 3321 12 35 460 3 Ящичный 46 50/56 4 46 53 2438 12 35 460 4 Прямоугольный 26 57/64 4 26 60 1560 7 20 400 5 Овал 33, 16 49, 5 2, 5 33, 16 48, 74 1118, 1 11, 3 7, 2 400 6 Квадрат 43, 16 45 4 43, 16 931, 75 5, 6 10 400 7 Овал 43 32 5 26, 4 22, 57 440 20, 1 16, 6 400

Калибровка чистовой группы клетей 7 Ребровой овал 43 32 5 - - 400 367 8 Овал 35. 9 2. 9 1. 185 2, 9 330 300, 7 9 Ребровой овал 34 23. 61 6. 2 1. 125 - 340 284, 3 10 Овал 31. 56 2. 6 1. 195 2, 5 330 271 11 Ребровой овал 27 20. 37 5. 2 1. 12 - 340 264, 6 12 Овал 26. 03 2. 5 1, 21 2, 5 330 257, 5 13 Ребровой овал 23 17. 04 6. 5 1. 175 - 290 234 14 Предчистовой 13. 5 28. 92 1. 5 1. 17 1, 5 330 220, 4 14. 95 2. 5 1, 105 290 211, 9 20. 7 17. 8 14. 5 овал 15 Чистовой круг 16 Dk. cp катающий Средний Зазор s Диаметр, мм D ∆b, мм Ширина b калибра μ Начальный Размер калибра, мм Высота h Номер клети Форма

Экономическое обоснование Введение этой технологии является весьма обоснованным, ведь она улучшила не только технические характеристики данной арматуры, но и был получен положительный экономический эффект. А именно произошло значительное увеличение прибыли предприятия на 111 735, 55 тыс. руб. и соответственно рентабельности - на 31, 58%.
Маничев, 250.pptx