ДИПЛОМНИЙ ПРОЕКТ.ppt
- Количество слайдов: 12



ДИПЛОМНИЙ ПРОЕКТ ТЕМА: ПРОЕКТ МЕХАНІЧНОЇ ДІЛЬНИЦІ З РОЗРОБКОЮ МАРШРУТНОГО ТЕХНОЛОГІЧНОГО ПРОЦЕСУ ОБРОБКИ ДЕТАЛІ " КОРПУС " 06 -937301 ІЗ ЗАСТОСУВАННЯМ ОБЛАДНАННЯ З ЧПК В ЦЕХУ ТДВ "ФРЕГАТ". ВИКОНАВ ЧУМАК І. В. КЕРІВНИК АНДРЕЄВА Л. М.

ДЕТАЛЬ • • Деталь корпус 65 -0, 7 мм, зовнішнім діаметром Ø 77. Деталь відноситься до класу корпусів. Вага деталі m = 1, 05 кг. Допуск плоскістності поверхні А 0, 3 мм. Входить в вузол клапана впускного коллектора. Деталь виготовляється з сірого чавуну марки СЧ 20 3, 2 -3, 5% вуглецю, 2, 0 -2, 4% кременю, 0, 6 -0, 8% марганцю.

КРЕСЛЕННЯ ДЕТАЛІ

КРЕСЛЕННЯ ЗАГОТОВКИ

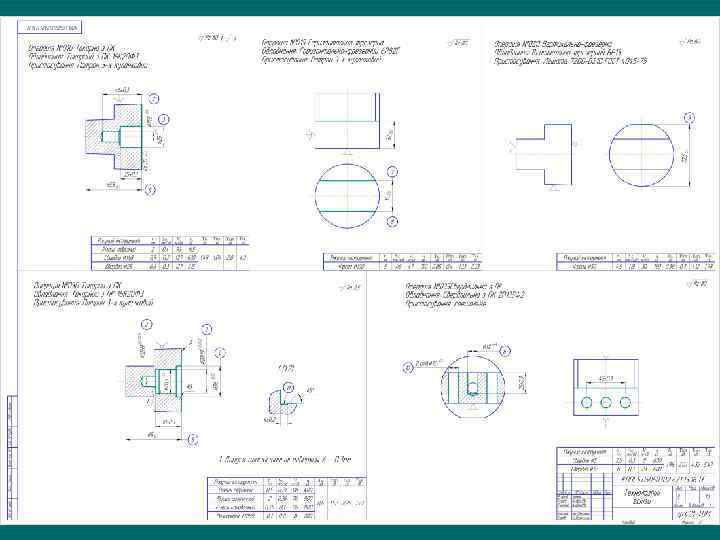
ТЕХНОЛОГІЧНИЙ ПРОЦЕС 005 Заготівельна 010 Токарна з ПК Підрізати торець 1. Свердлити отвір 2. Свердлити отвір 3. 015 Горизонтально-фрезерна Фрезерувати поверхні 7 та 8 одночасно. 020 Вертикально-фрезерна Фрезерувати поверхню 9 025 Слюсарна 030 Токарна ПК Підрізати торець 1. Розточити отвір 3. Розточити отвір 4 з утворенням R 3. Розточити канавку 11. Розгорнути отвір 2. 035 Свердлильна ПК Центрувати отвір 6 та 2 отвори 10. Свердлити отвір 6. Свердлити 2 отвори 10. Притупити гострі кромки в отворах. 040 Свердлильна ПК Центрувати 6 отворів 1. Свердлити 6 отворів 1. Зенкувати фаски в 6 отворах 1. 045 Слюсарна 050 Промивочна 055 Контроль технічний
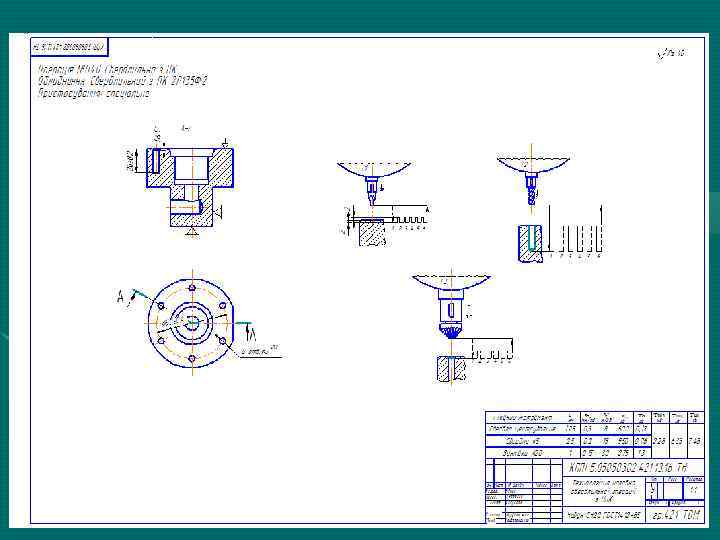

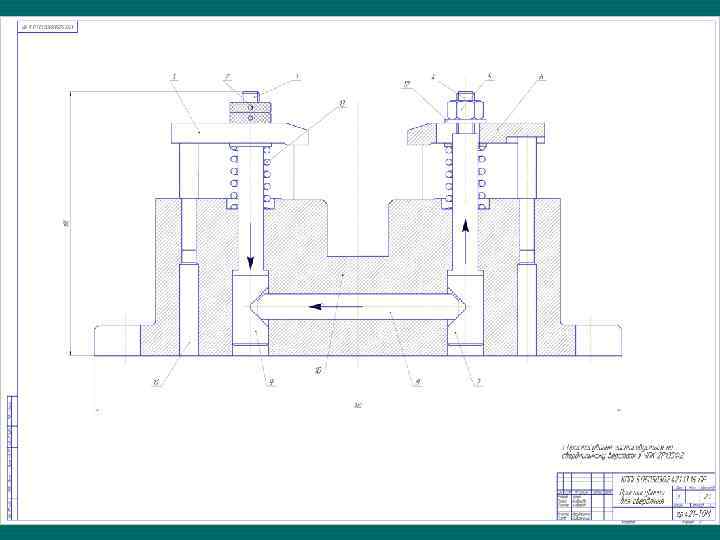
• • • Пристосування спроектоване на свердлильну операцію та призначено для закріплення корпуса при свердлінні 6 отворів. Пристосування універсальне забезпечує точну та швидку установку. Деталь встановлюється в спеціальний отвір в корпусі 10. В даному пристосуванні затискання виконується одночасно двома прихватами 1 та 6 з двох сторін деталі за допомогою закручування однієї гайки 5. При закручуванні гайки 5 штир 4, який має двійний скіс в плашці 7, через тягу 8 впливає на скіс плашки 9 та притискає гайкою 2 прихват 1, який сидить на штирі 3. Напрямок дії затискного зусилля вказаний стрілками. При відкручуванні гайки 5 пружини, підкладені під прихвати 1 та 6, піднімають їх, звільнюючи деталь.

В організаційному розділі я спроектував планування дільниці. На дільниці верстати розміщені в дві лінії згідно послідовності обробки деталі за технологічним процесом. Подачу заготовок в тарі на дільницю я запропонував здійснювати за допомогою електрокари. Техніка безпеки дотримується. На дільниці також є мостовий кран, який призначений для ремонтних потреб верстатів, а також для вивозу стружки в тарі. Також на ватмані розміщений графік завантаження обладнання. Середній коефіцієнт завантаження обладнання складає 84, 5%. Та розміщене робоче місце токаря-оператора.


ВИСНОВОК • Впровадження у виробництво спроектованого технологічного процесу економічно вигідно, тобто розрахунковий коефіцієнт ефективності капітальних вкладень (0, 35) більше нормативного (0, 15), а розрахунковий термін окупності капітальних вкладень (2, 9 року) менше нормативного (6, 7 років). • економія верстатників - 6 чол. • Приріст продуктивності праці складає - 28, 6%. • Зниження собівартості деталі складає - 27, 9%. • Зниження трудомісткості складає - 25, 8%.
ДИПЛОМНИЙ ПРОЕКТ.ppt