

Л13_Круглые пилы.pptx
- Количество слайдов: 40
 Дереворежущие станки и инструменты Лекция Конструкция, параметры круглых пил. Подготовка пил к работе и повышение их устойчивости.
Дереворежущие станки и инструменты Лекция Конструкция, параметры круглых пил. Подготовка пил к работе и повышение их устойчивости.
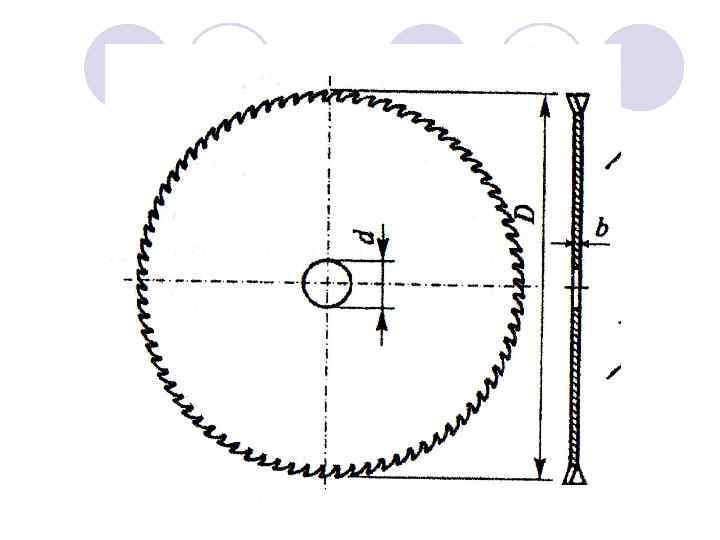
 l Круглые пилы характеризуются формой диска в поперечном сечении, диаметром, числом зубьев, их профилем и конструктивными особенностями. l Для повышения износостойкости они могут оснащаться: ¡пластинками из твёрдого сплава ¡литым твёрдым сплавом – стеллитом. l По форме поперечного сечения различают круглые пилы: ¡Плоские, ¡Конические, ¡Строгальные l Наибольшее распространение получили плоские пилы ¡ГОСТ 980 -80 «Пилы круглые плоские для распиловки древесины» .
l Круглые пилы характеризуются формой диска в поперечном сечении, диаметром, числом зубьев, их профилем и конструктивными особенностями. l Для повышения износостойкости они могут оснащаться: ¡пластинками из твёрдого сплава ¡литым твёрдым сплавом – стеллитом. l По форме поперечного сечения различают круглые пилы: ¡Плоские, ¡Конические, ¡Строгальные l Наибольшее распространение получили плоские пилы ¡ГОСТ 980 -80 «Пилы круглые плоские для распиловки древесины» .
 Плоские пилы l Пилы для распиловки древесины изготавливают двух типов: ¡ 1 - для продольной распиловки, ¡ 2 - для поперечной. l При использовании пил в различных деревообрабатывающих производствах требуется большое разнообразие их типоразмеров. ¡ Диаметр пил колеблется в пределах 125— 1600 мм, ¡ толщина диска 1, 0 -5, 5 мм, ¡ число зубьев l 24 -72 у пил типа 1 l 60 -120 у пил типа 2. l Углы зубьев установлены с учетом условий работы главного (короткого) и боковых лезвий зуба при продольном и поперечном пилении.
Плоские пилы l Пилы для распиловки древесины изготавливают двух типов: ¡ 1 - для продольной распиловки, ¡ 2 - для поперечной. l При использовании пил в различных деревообрабатывающих производствах требуется большое разнообразие их типоразмеров. ¡ Диаметр пил колеблется в пределах 125— 1600 мм, ¡ толщина диска 1, 0 -5, 5 мм, ¡ число зубьев l 24 -72 у пил типа 1 l 60 -120 у пил типа 2. l Углы зубьев установлены с учетом условий работы главного (короткого) и боковых лезвий зуба при продольном и поперечном пилении.
 Пилы типа 1 – для продольной распиловки l Имеют два исполнения ¡ 1 ¡ 2
Пилы типа 1 – для продольной распиловки l Имеют два исполнения ¡ 1 ¡ 2
 l Пилы типа 1 для продольного распиливания выпускаются в двух исполнениях: ¡исполнение 1 - с ломаной задней поверхностью зубьев; ¡исполнение 2 - с прямолинейной задней поверхностью зубьев. ¡Пилы типа 1 исполнения 1 применяются при механизированной подаче, а исполнения 2 при ручной подаче электрифицированным ручном инструменте.
l Пилы типа 1 для продольного распиливания выпускаются в двух исполнениях: ¡исполнение 1 - с ломаной задней поверхностью зубьев; ¡исполнение 2 - с прямолинейной задней поверхностью зубьев. ¡Пилы типа 1 исполнения 1 применяются при механизированной подаче, а исполнения 2 при ручной подаче электрифицированным ручном инструменте.
 Пилы типа 2 – для поперечной распиловки имеют тоже два исполнения: 1 и 2. 1 2
Пилы типа 2 – для поперечной распиловки имеют тоже два исполнения: 1 и 2. 1 2
 l Пилы типа 2 для поперечного распиливания также имеют два исполнения: ¡исполнение 1 - с передним углом равным нулю; ¡исполнение 2 - с отрицательным передним углом. l Пилы исполнения 1 применяют на круглопильных станках с нижним расположением шпинделя, l Пилы исполнения 2 - на станках с верхним расположением шпинделя относительно распиливаемого материала.
l Пилы типа 2 для поперечного распиливания также имеют два исполнения: ¡исполнение 1 - с передним углом равным нулю; ¡исполнение 2 - с отрицательным передним углом. l Пилы исполнения 1 применяют на круглопильных станках с нижним расположением шпинделя, l Пилы исполнения 2 - на станках с верхним расположением шпинделя относительно распиливаемого материала.
 Углы зубьев круглых плоских пил, град. Тип Исполнение Угол зуба: передний 1 1 1 2 2 35 20 0 -25 задний 15 30 50 65 заострения 40 40 40 50 резания 55 70 90 115 боковой заточки - - 45 -50 70 -80
Углы зубьев круглых плоских пил, град. Тип Исполнение Угол зуба: передний 1 1 1 2 2 35 20 0 -25 задний 15 30 50 65 заострения 40 40 40 50 резания 55 70 90 115 боковой заточки - - 45 -50 70 -80
 l Нормальная устойчивая работа круглой пилы возможна только в случае правильного выбора диаметра и толщины диска, а также диаметра шайбы, закрепляющей пилу на шпинделе станка. l Наименьший диаметр Dmin, мм, пильного диска определяется толщиной распиливаемого материала и диаметром фланца для закрепления пилы на шпинделе станка определяется по следующим соотношениям:
l Нормальная устойчивая работа круглой пилы возможна только в случае правильного выбора диаметра и толщины диска, а также диаметра шайбы, закрепляющей пилу на шпинделе станка. l Наименьший диаметр Dmin, мм, пильного диска определяется толщиной распиливаемого материала и диаметром фланца для закрепления пилы на шпинделе станка определяется по следующим соотношениям:
 l для пил с расположением шпинделя над распиливаемым материалом Dmin =2(H + dф/2 + hз); l для пил с расположением шпинделя под распиливаемым материалом Dmin = 2(a + H + hз), где H высота пропила, мм; dф - диаметр зажимного фланца, мм; a - наименьшее расстояние от оси пилы до стола станка, мм; hз - наименьший выход пилы из пропила, примерно равный высоте зуба пилы, мм. l Начальный диаметр диска D = Dmin + 2 , где - запас по радиусу на износ, мм ( = 25 мм).
l для пил с расположением шпинделя над распиливаемым материалом Dmin =2(H + dф/2 + hз); l для пил с расположением шпинделя под распиливаемым материалом Dmin = 2(a + H + hз), где H высота пропила, мм; dф - диаметр зажимного фланца, мм; a - наименьшее расстояние от оси пилы до стола станка, мм; hз - наименьший выход пилы из пропила, примерно равный высоте зуба пилы, мм. l Начальный диаметр диска D = Dmin + 2 , где - запас по радиусу на износ, мм ( = 25 мм).
 l Толщина пильного диска, мм, выбирается в зависимости и от диаметра: s = (0, 08… 0, 15) D 0, 5. l Прочие размеры профилей зубьев вычисляют по формулам: шаг зубьев t, мм при толщине диска s, мм: t = (10. . . 18)s для пил типа 1; t =(8. . . 10)s для пил типа 2; l Высота зуба hз , мм: hз = (0, 45. . . 0, 50) t для пил типа 1; hз = (0, 6. . . 0, 9) t для пил типа 2; l Число зубьев, шт. : z = (0, 18. . . 0, 32) D/s для пил типа 1; z = (0, 3. . , 0, 4) D/s для пил типа 2; l Радиус впадины r, мм: r = (0, 15. . . 0, 2)t.
l Толщина пильного диска, мм, выбирается в зависимости и от диаметра: s = (0, 08… 0, 15) D 0, 5. l Прочие размеры профилей зубьев вычисляют по формулам: шаг зубьев t, мм при толщине диска s, мм: t = (10. . . 18)s для пил типа 1; t =(8. . . 10)s для пил типа 2; l Высота зуба hз , мм: hз = (0, 45. . . 0, 50) t для пил типа 1; hз = (0, 6. . . 0, 9) t для пил типа 2; l Число зубьев, шт. : z = (0, 18. . . 0, 32) D/s для пил типа 1; z = (0, 3. . , 0, 4) D/s для пил типа 2; l Радиус впадины r, мм: r = (0, 15. . . 0, 2)t.
 l Изготавливают круглые пилы из инструментальных низколегированных (содержание легирующих элементов до 3. . . 5%) нетеплостойких (свойства после закалки сохраняются до температуры 180. . . 200 °С) небольшой прокаливаемости сталей: ¡ Повышенной твердости хромованадиевых l отечественные 9 ХФ, 9 ХФМ, ¡Твёрдость круглых пил должна быть 40… 45 HRCэ
l Изготавливают круглые пилы из инструментальных низколегированных (содержание легирующих элементов до 3. . . 5%) нетеплостойких (свойства после закалки сохраняются до температуры 180. . . 200 °С) небольшой прокаливаемости сталей: ¡ Повышенной твердости хромованадиевых l отечественные 9 ХФ, 9 ХФМ, ¡Твёрдость круглых пил должна быть 40… 45 HRCэ
 Плоские пилы с пластинками из твёрдого сплава l Рекомендуется применять для распиловки древесных материалов: ¡ ДСт. П ¡ ДВП ¡ Клеёной древесины. l Режущие пластины зубьев пилы изготавливаются из сплава ВК 10, ВК 15, а корпус пилы из легированных сталей 9 ХФ. Требуют специального профилирования (прямая, косая, боковая заточка); l Могут иметь: ¡ Ограничители подачи; ¡ Температурные компенсаторы; ¡ Прорези с заполнением герметиком для снижения шума и вибрации; ¡ Направляющие и зачистные ножи; ¡ Специальные антифрикционные покрытия (например, тефлоновые).
Плоские пилы с пластинками из твёрдого сплава l Рекомендуется применять для распиловки древесных материалов: ¡ ДСт. П ¡ ДВП ¡ Клеёной древесины. l Режущие пластины зубьев пилы изготавливаются из сплава ВК 10, ВК 15, а корпус пилы из легированных сталей 9 ХФ. Требуют специального профилирования (прямая, косая, боковая заточка); l Могут иметь: ¡ Ограничители подачи; ¡ Температурные компенсаторы; ¡ Прорези с заполнением герметиком для снижения шума и вибрации; ¡ Направляющие и зачистные ножи; ¡ Специальные антифрикционные покрытия (например, тефлоновые).
 Общий вид пил с металлокерамическими пластинками
Общий вид пил с металлокерамическими пластинками
 Профиль зубьев пил с пластинками ВК
Профиль зубьев пил с пластинками ВК
; с температурным компенсатором (з)") Пилы: с ограничителем подачи за режущей пластиной (ж); с температурным компенсатором (з)
Пилы: с ограничителем подачи за режущей пластиной (ж); с температурным компенсатором (з)
 Пила с прорезями для снижения шума
Пила с прорезями для снижения шума
 Пила с направляющими ножами
Пила с направляющими ножами
 Пила с зачистными ножами
Пила с зачистными ножами
") Подрезная пила с регулируемой шириной зубчатого венца (с помощью проставочных колец)
Подрезная пила с регулируемой шириной зубчатого венца (с помощью проставочных колец)
 Пила с секторами для дробления
Пила с секторами для дробления
 Пилы круглые конические l Применяются для ребровой распиловки пиломатериалов на тонкие дощечки с целью уменьшения отходов в опилки: ¡ Ширина пропила вдвое меньше, чем при пилении плоскими пилами. l Толщина дощечек не более 12 -18 мм, иначе заклинивание в пропиле (пила не сможет отгибать дощечки). l Для несимметричной распиловки – одностронние конические; l Для симмеричной – двухсторонние конические. l Диаметр 500 -800 мм, толщина зубьев 1, 0 -1, 4 мм.
Пилы круглые конические l Применяются для ребровой распиловки пиломатериалов на тонкие дощечки с целью уменьшения отходов в опилки: ¡ Ширина пропила вдвое меньше, чем при пилении плоскими пилами. l Толщина дощечек не более 12 -18 мм, иначе заклинивание в пропиле (пила не сможет отгибать дощечки). l Для несимметричной распиловки – одностронние конические; l Для симмеричной – двухсторонние конические. l Диаметр 500 -800 мм, толщина зубьев 1, 0 -1, 4 мм.
 Конические пилы: 1 -духстороняя; 2 -левостороняя; 3 правосторонняя
Конические пилы: 1 -духстороняя; 2 -левостороняя; 3 правосторонняя
 Пилы круглые строгальные l У строгальных пил боковые поверхности наклонены от периферии к центру под углом 15' – 45', вследствие чего отпадает необходимость в уширении режущего венца путём плющения или развода зубьев. l Боковые поверхности зубьев расположены в одной плоскости, а диск отличается устойчивостью, поэтому поверхность пропила по шероховатости приближается к строганой. l Диаметр не превышает 400 мм (160 -400 мм) из-за разрывающих напряжений от центробежных сил (масса нарастает к периферии диска)
Пилы круглые строгальные l У строгальных пил боковые поверхности наклонены от периферии к центру под углом 15' – 45', вследствие чего отпадает необходимость в уширении режущего венца путём плющения или развода зубьев. l Боковые поверхности зубьев расположены в одной плоскости, а диск отличается устойчивостью, поэтому поверхность пропила по шероховатости приближается к строганой. l Диаметр не превышает 400 мм (160 -400 мм) из-за разрывающих напряжений от центробежных сил (масса нарастает к периферии диска)
 Пилы строгальные: 4 -одноконусная; 5 -двухконусная; 6 -профиль зубьев для продольной; 7 -профиль зубьев для поперечной распиловки
Пилы строгальные: 4 -одноконусная; 5 -двухконусная; 6 -профиль зубьев для продольной; 7 -профиль зубьев для поперечной распиловки
 Подготовка круглых пил к работе l Основные операции по подготовке: ¡Обрезка и насечка зубьев; ¡Выявление и правка дефектов формы полотна; ¡Вальцевание или проковка; ¡Плющение или развод зубьев; ¡Заточка зубьев ¡Установка пил в станок
Подготовка круглых пил к работе l Основные операции по подготовке: ¡Обрезка и насечка зубьев; ¡Выявление и правка дефектов формы полотна; ¡Вальцевание или проковка; ¡Плющение или развод зубьев; ¡Заточка зубьев ¡Установка пил в станок
 l Плоскостность полотна оценивают по двум показателям: ¡ По прямолинейности диска в различных сечениях; ¡ По торцовому (осевому биению). l Отклонения от плоскостности находится в диапазоне от 0, 1 мм для пил до 200 мм до 0, 6 мм для пил диаметром 1600 мм. l Торцовое биение измеряют на приспособлении индикатором часового типа. l Величина допустимого торцового биения: от 0, 15 мм для пил диаметром до 200 мм до 0, 6 мм для пил диаметром 1600 мм.
l Плоскостность полотна оценивают по двум показателям: ¡ По прямолинейности диска в различных сечениях; ¡ По торцовому (осевому биению). l Отклонения от плоскостности находится в диапазоне от 0, 1 мм для пил до 200 мм до 0, 6 мм для пил диаметром 1600 мм. l Торцовое биение измеряют на приспособлении индикатором часового типа. l Величина допустимого торцового биения: от 0, 15 мм для пил диаметром до 200 мм до 0, 6 мм для пил диаметром 1600 мм.
 Выявление дефектов формы полотна
Выявление дефектов формы полотна
 l Превышение нормативных значений неплоскостности свидетельствуют о наличии дефектов полотна, которые делят ¡на общие: l. Тарельчатость, крыловатость, изгиб по окружности; ¡и местные: l. Слабое место, тугое место, выпучина, изгиб. l Все дефекты исправляют посредством правки полотна проковочным молотком
l Превышение нормативных значений неплоскостности свидетельствуют о наличии дефектов полотна, которые делят ¡на общие: l. Тарельчатость, крыловатость, изгиб по окружности; ¡и местные: l. Слабое место, тугое место, выпучина, изгиб. l Все дефекты исправляют посредством правки полотна проковочным молотком
 Правка полотна пил: а- выявление дефектов; б- схема нанесения ударов молотка при правке
Правка полотна пил: а- выявление дефектов; б- схема нанесения ударов молотка при правке
 l Вальцевание заключается в ослаблении средней части пилы за счёт её удлинения при прокатке между двумя рабочими роликами под давлением. l Провальцованная пила приобретает поперечную устойчивость зубчатого венца при работе. l Вальцуют по одной окружности радиусом 0, 8 R (где R – радиус пилы без зубьев) в течении 3 -4 оборотов пилы под действием роликов. Сила прижима роликов 15, 5 -24 к. Н в зависимости от диаметра и толщины. l Используется станок ПВ-35 или ПВ-20.
l Вальцевание заключается в ослаблении средней части пилы за счёт её удлинения при прокатке между двумя рабочими роликами под давлением. l Провальцованная пила приобретает поперечную устойчивость зубчатого венца при работе. l Вальцуют по одной окружности радиусом 0, 8 R (где R – радиус пилы без зубьев) в течении 3 -4 оборотов пилы под действием роликов. Сила прижима роликов 15, 5 -24 к. Н в зависимости от диаметра и толщины. l Используется станок ПВ-35 или ПВ-20.
 Плющение зубьев пил l Уширение пропила на сторону: от 0, 4 до 1, 2 мм в зависимости от диаметра пил. l Оборудование: ¡ПХФК-8 или ручные плющилки и формовки. l Зубья пил для поперечной распиловки только разводятся.
Плющение зубьев пил l Уширение пропила на сторону: от 0, 4 до 1, 2 мм в зависимости от диаметра пил. l Оборудование: ¡ПХФК-8 или ручные плющилки и формовки. l Зубья пил для поперечной распиловки только разводятся.
 Плющение зубьев пил: а- стадия плющения; б- форма кончика зуба после плющения; в – то же после формования
Плющение зубьев пил: а- стадия плющения; б- форма кончика зуба после плющения; в – то же после формования
 Заточка зубьев пил: а- стальных (I- установка круга; IIпоследовательные перемещения круга, зубьев и собачки перемещения зубьев); б- с пластинками ВК
Заточка зубьев пил: а- стальных (I- установка круга; IIпоследовательные перемещения круга, зубьев и собачки перемещения зубьев); б- с пластинками ВК
 Заточка зубьев пил с пластинками ВК с охлаждением
Заточка зубьев пил с пластинками ВК с охлаждением
 Установка пил в станок l Применяют: ¡Самоцентрирующиеся фланцы; ¡Расклинивающие ножи; ¡Направляющие из антифрикционных материалов (текстолит, фторопласт)
Установка пил в станок l Применяют: ¡Самоцентрирующиеся фланцы; ¡Расклинивающие ножи; ¡Направляющие из антифрикционных материалов (текстолит, фторопласт)
 Установка самоцентрирующихся фланцев
Установка самоцентрирующихся фланцев
 Установка расклинивающих ножей
Установка расклинивающих ножей
 Установка направляющих
Установка направляющих