

L12_Ramnye_pily.pptx
- Количество слайдов: 23
 Дереворежущие станки и инструменты Лекция Конструкция и параметры рамных пил. Подготовка пил к работе, повышение их устойчивости
Дереворежущие станки и инструменты Лекция Конструкция и параметры рамных пил. Подготовка пил к работе, повышение их устойчивости
 Конструкция и параметры рамных пил l Рамная пила представляет собой стальную полосу, по рабочей кром ке которой насечены зубья. Различают пилы: ¡ для лесопильных рам с приклепанными планками длиной 1 250. . . 1 950 мм, шириной 180 мм, толщиной 2, 0. . . 2, 5 мм (тип 1, а) ¡ и без планок длиной 1 100, 1 250 мм, шириной 160 мм, толщиной 1, 6. . . 2, 2 мм (тип 2, б);
Конструкция и параметры рамных пил l Рамная пила представляет собой стальную полосу, по рабочей кром ке которой насечены зубья. Различают пилы: ¡ для лесопильных рам с приклепанными планками длиной 1 250. . . 1 950 мм, шириной 180 мм, толщиной 2, 0. . . 2, 5 мм (тип 1, а) ¡ и без планок длиной 1 100, 1 250 мм, шириной 160 мм, толщиной 1, 6. . . 2, 2 мм (тип 2, б);
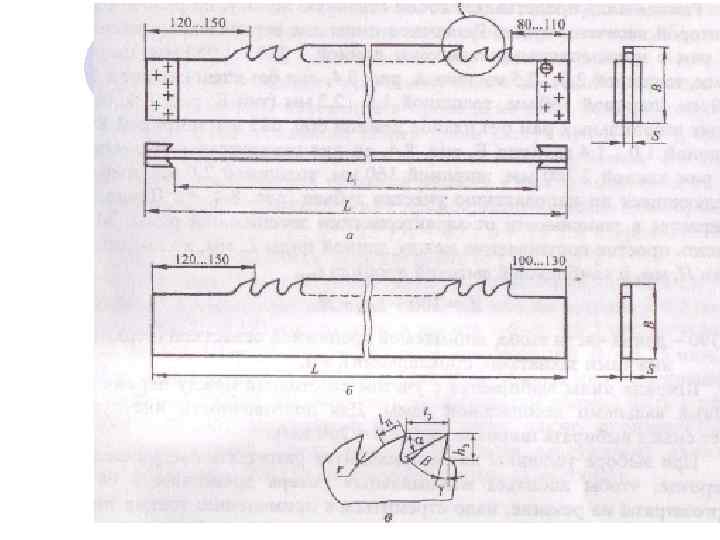
 l Планки в пилах типа 1 позволяют крепить пилы в пильной рамке с помощью съёмных захватах. l Пилы в захватах могут быть смещены для изменения величины уклона или линии натяжения пил. ¡Применяются для лесопильных рам с непрерывной подачей распиливаемого материала. l Пилы типа 2 не имеют планок, а захваты сразу приклёпываются к пилам. ¡ Применяются где не требуется регулировка уклона пил. Например, в лесопильных рамах с периодической подачей за рабочий ход
l Планки в пилах типа 1 позволяют крепить пилы в пильной рамке с помощью съёмных захватах. l Пилы в захватах могут быть смещены для изменения величины уклона или линии натяжения пил. ¡Применяются для лесопильных рам с непрерывной подачей распиливаемого материала. l Пилы типа 2 не имеют планок, а захваты сразу приклёпываются к пилам. ¡ Применяются где не требуется регулировка уклона пил. Например, в лесопильных рамах с периодической подачей за рабочий ход
 l Длина пилы выбирается в зависимости от характеристики лесопильной рамы. Можно записать простое соотношение между длиной пилы L, мм, ходом пильной рамки H, мм, и наибольшей высотой пропила hmax , мм. L = 300 + hmax + H где 300 длина части пилы, занимаемой крепежной оснасткой (верхними и нижними захватами, прокладками), мм.
l Длина пилы выбирается в зависимости от характеристики лесопильной рамы. Можно записать простое соотношение между длиной пилы L, мм, ходом пильной рамки H, мм, и наибольшей высотой пропила hmax , мм. L = 300 + hmax + H где 300 длина части пилы, занимаемой крепежной оснасткой (верхними и нижними захватами, прокладками), мм.
 l При выборе толщины пилы приходится разрешать следующее противоречие: чтобы добиться минимальных потерь древесины и снизить энергозатраты на резание, надо стремиться к применению тонких пил; но чтобы достичь высокой точности распиливания, надо обеспечить достаточную жесткость (устойчивость) пилы, а это сделать легче всего, увеличивая толщину пилы. l Толщину пил S выбирают, пользуясь эмпирической зависимостью S = (0, 1… 0, 12)( hmax)0, 5 ¡Меньшие значения S относятся к распиловке хвойных пород древесины и к плющеным зубьям, большие к распиловке твердых лиственных пород и к разведенным зубьям.
l При выборе толщины пилы приходится разрешать следующее противоречие: чтобы добиться минимальных потерь древесины и снизить энергозатраты на резание, надо стремиться к применению тонких пил; но чтобы достичь высокой точности распиливания, надо обеспечить достаточную жесткость (устойчивость) пилы, а это сделать легче всего, увеличивая толщину пилы. l Толщину пил S выбирают, пользуясь эмпирической зависимостью S = (0, 1… 0, 12)( hmax)0, 5 ¡Меньшие значения S относятся к распиловке хвойных пород древесины и к плющеным зубьям, большие к распиловке твердых лиственных пород и к разведенным зубьям.
 l. Существенная характеристика рамных пил геометрия зубьев. Поскольку пилы предназначены для продольного распиливания, геометрия зубьев отражает особенности этого вида резания. l. Стандарт предусматривается один профиль зубьев с ломаной задней гранью. Угол резания главного лезвия зуба δ = 75°; γ = 15°; β = 47°; α = 28°; t = 18. . . 40 мм; hз = 16. . . 26 мм; ¡l = 7. . . 16 мм; r = 3. . . 8 мм.
l. Существенная характеристика рамных пил геометрия зубьев. Поскольку пилы предназначены для продольного распиливания, геометрия зубьев отражает особенности этого вида резания. l. Стандарт предусматривается один профиль зубьев с ломаной задней гранью. Угол резания главного лезвия зуба δ = 75°; γ = 15°; β = 47°; α = 28°; t = 18. . . 40 мм; hз = 16. . . 26 мм; ¡l = 7. . . 16 мм; r = 3. . . 8 мм.
 l Такую геометрию можно считать удовлетворительной: главная режущая кромка режет в торец (самый тяжелый случай), этим условиям вполне отвечает угол резания 75°, прочность зуба достаточна. Боковые кромки режут поперек волокон (самое слабое сопротивление древесины), поэтому βбок= 90°. Косая заточка зуба, т. е. для боковых кромок βбок=60°, желательна, но это усложняет подготовку пил, а заметного снижения усилий или шероховатости поверхности пропила не дает. Задний угол α может быть уменьшен (усилия по задней грани растут при α < 10°), однако это вызывает уменьшение емкости впадины между зубьями, что может снизить производительность процесса резания.
l Такую геометрию можно считать удовлетворительной: главная режущая кромка режет в торец (самый тяжелый случай), этим условиям вполне отвечает угол резания 75°, прочность зуба достаточна. Боковые кромки режут поперек волокон (самое слабое сопротивление древесины), поэтому βбок= 90°. Косая заточка зуба, т. е. для боковых кромок βбок=60°, желательна, но это усложняет подготовку пил, а заметного снижения усилий или шероховатости поверхности пропила не дает. Задний угол α может быть уменьшен (усилия по задней грани растут при α < 10°), однако это вызывает уменьшение емкости впадины между зубьями, что может снизить производительность процесса резания.
 l Установлены следующие допускаемые отклонения линейных и угловых величин рамных пил: по длине пилы ± 2 мм; по ширине ± 0, 5 мм; по толщине ± (0, 12. . . 0, 18) мм; по шагу и высоте зубьев ± 0, 5 мм; по угловым величинам ± 2˚. l Материал рамных пил легированная сталь 9 ХФ или 9 ХФМ. Их твердость после закалки должна быть в пределах НRСэ 43. . . 47.
l Установлены следующие допускаемые отклонения линейных и угловых величин рамных пил: по длине пилы ± 2 мм; по ширине ± 0, 5 мм; по толщине ± (0, 12. . . 0, 18) мм; по шагу и высоте зубьев ± 0, 5 мм; по угловым величинам ± 2˚. l Материал рамных пил легированная сталь 9 ХФ или 9 ХФМ. Их твердость после закалки должна быть в пределах НRСэ 43. . . 47.
 Подготовка пил к работе l Основные операции по подготовке: 1. Обрезка и насечка зубьев; 2. Выявление и правка дефектов формы полотна; 3. Вальцевание или проковка; 4. Плющение или развод зубьев; 5. Заточка пил 6. Установка пил в станок
Подготовка пил к работе l Основные операции по подготовке: 1. Обрезка и насечка зубьев; 2. Выявление и правка дефектов формы полотна; 3. Вальцевание или проковка; 4. Плющение или развод зубьев; 5. Заточка пил 6. Установка пил в станок
 l Для обрезки и насечки зубьев используют специальные станки пилоштампы. ¡Модели: ПШ 4, ПШ 6. l Пилоштампы для насечки зубьев используют комплекты штампов соответствующие требуемому шагу зубьев пилы. l Правкой исправляются местные и общие дефекты формы полотна пилы с помощью проковочных молотков, имеющих различную форму бойка (круглую или продольную)
l Для обрезки и насечки зубьев используют специальные станки пилоштампы. ¡Модели: ПШ 4, ПШ 6. l Пилоштампы для насечки зубьев используют комплекты штампов соответствующие требуемому шагу зубьев пилы. l Правкой исправляются местные и общие дефекты формы полотна пилы с помощью проковочных молотков, имеющих различную форму бойка (круглую или продольную)
 Местные дефекты полотна и порядок ударов при правке l В – выпучина, l Т – тугое место, l С –слабое место, l И изгиб
Местные дефекты полотна и порядок ударов при правке l В – выпучина, l Т – тугое место, l С –слабое место, l И изгиб
 l После выполнения правки дефектов формы полотна пилы отклонение его от прямолинейности не должно превышать нормативных значений. l Отклонение от прямолинейности полотна пилы в поперечном направлении по всей ширине полотна не должно превышать 0, 15 мм; в продольном направлении отклонение от прямолинейности не должно превышать 0, 3 мм
l После выполнения правки дефектов формы полотна пилы отклонение его от прямолинейности не должно превышать нормативных значений. l Отклонение от прямолинейности полотна пилы в поперечном направлении по всей ширине полотна не должно превышать 0, 15 мм; в продольном направлении отклонение от прямолинейности не должно превышать 0, 3 мм
 l Для повышения жёсткости пил и устойчивости их в процессе работы в полотнах пил методом вальцевания создаётся определённое напряжённое состояние. Рамные пилы вальцуют на специализированных вальцовочных станках ПВ 20 и ПВ 35. l Иногда вместо вальцевания применяется метод проковки, но этот метод является менее предпочтительным, так как выполняется в ручную с помощью проковочного молотка.
l Для повышения жёсткости пил и устойчивости их в процессе работы в полотнах пил методом вальцевания создаётся определённое напряжённое состояние. Рамные пилы вальцуют на специализированных вальцовочных станках ПВ 20 и ПВ 35. l Иногда вместо вальцевания применяется метод проковки, но этот метод является менее предпочтительным, так как выполняется в ручную с помощью проковочного молотка.
 l Вальцевание заключается в том, что среднюю часть полотна пилы прокатывают под давлением между бочкообразными роликами. В месте прохода ролика пила удлиняется и растягивает смежные невальцованные части полотна. В результате натяжения в пильной рамке в крайних частях пилы будут достаточные растягивающие напряжения. l Усилие прижима роликов при вальцевании зависит от толщины полотна, длины пилы и составляет от 10 до 20 к. Н l Количество, расположение и порядок следов вальцевания 1 5 показаны на схеме.
l Вальцевание заключается в том, что среднюю часть полотна пилы прокатывают под давлением между бочкообразными роликами. В месте прохода ролика пила удлиняется и растягивает смежные невальцованные части полотна. В результате натяжения в пильной рамке в крайних частях пилы будут достаточные растягивающие напряжения. l Усилие прижима роликов при вальцевании зависит от толщины полотна, длины пилы и составляет от 10 до 20 к. Н l Количество, расположение и порядок следов вальцевания 1 5 показаны на схеме.
 Схема вальцевания пил
Схема вальцевания пил
 Контроль напряжённого состояния полотна l Напряжённое состояние полотна оценивают величиной стрелы прогиба f пилы 2, изогнутой с радиусом R= 1, 75 м. Измеряют поверочной линейкой и щупами или специальной линейкой 1 с индикатором 3 и оценивают средней арифметической величиной двух замеров: при положении пилы вверх сначала с одной стороны, а затем другой. l Оптимальная величина прогиба f от 0, 05 до 0, 35 в зависимости от размеров пилы.
Контроль напряжённого состояния полотна l Напряжённое состояние полотна оценивают величиной стрелы прогиба f пилы 2, изогнутой с радиусом R= 1, 75 м. Измеряют поверочной линейкой и щупами или специальной линейкой 1 с индикатором 3 и оценивают средней арифметической величиной двух замеров: при положении пилы вверх сначала с одной стороны, а затем другой. l Оптимальная величина прогиба f от 0, 05 до 0, 35 в зависимости от размеров пилы.
 l Процесс плющения зубьев пил осуществляется в результате вдавливания в него рабочей части профильного плющильного валика. l Для плющения зубьев рамных пил с последующим их холодным формованием применяют полуавтомат модели ПХФ – 4. l Зубья формуют профильными плашками методом бокового обжима деформированного металла при плющении. При этом боковые кромки приобретают прямолинейную форму с углом поднутрения по высоте зуба 4˚. l Рекомендуемые величины уширения на сторону для древесины хвойных пород при влажности до 30% 0, 65 мм, при влажности более 30% зимой – 0, 75 мм, летом – 0, 85 мм. Для древесины твёрдых пород при любой влажности величина уширения на сторону – 0, 60 мм.
l Процесс плющения зубьев пил осуществляется в результате вдавливания в него рабочей части профильного плющильного валика. l Для плющения зубьев рамных пил с последующим их холодным формованием применяют полуавтомат модели ПХФ – 4. l Зубья формуют профильными плашками методом бокового обжима деформированного металла при плющении. При этом боковые кромки приобретают прямолинейную форму с углом поднутрения по высоте зуба 4˚. l Рекомендуемые величины уширения на сторону для древесины хвойных пород при влажности до 30% 0, 65 мм, при влажности более 30% зимой – 0, 75 мм, летом – 0, 85 мм. Для древесины твёрдых пород при любой влажности величина уширения на сторону – 0, 60 мм.
 l Заточку зубьев рамных пил выполняют по передней и задним граням зубьев на специализированных заточных станках, например, Тч. ПР 3, Тч. ПР 5 или на универсальных заточных станках, например, Тч. ПА 7. l Для крепления и натяжения пил в пильной рамке чаще всего применяют эксцентриковые клиновые захваты. В боковом направлении пилы закрепляются с помощью струбцин и межпильных прокладок.
l Заточку зубьев рамных пил выполняют по передней и задним граням зубьев на специализированных заточных станках, например, Тч. ПР 3, Тч. ПР 5 или на универсальных заточных станках, например, Тч. ПА 7. l Для крепления и натяжения пил в пильной рамке чаще всего применяют эксцентриковые клиновые захваты. В боковом направлении пилы закрепляются с помощью струбцин и межпильных прокладок.
 Установка рамных пил l Крепление пил 1. 2. 3. 4. 5. 6. 7. 8. Щелочки захвата Планки пилы Ось щёчки Стержень Пильная рамка Эксцентрик Подэксцентрик Подушечка, лежащая на поперечине пильной рамки 9. Упор верхний 10. Упор нижний
Установка рамных пил l Крепление пил 1. 2. 3. 4. 5. 6. 7. 8. Щелочки захвата Планки пилы Ось щёчки Стержень Пильная рамка Эксцентрик Подэксцентрик Подушечка, лежащая на поперечине пильной рамки 9. Упор верхний 10. Упор нижний
 Осевое натяжение пил l Работающие пилы имеют жёсткость 60… 80 Н/мм. Она достигается при растягивающем напряжении σ = 80… 120 МПа. l При осевом натяжении сила натяжения N = σab, где a–ширина, b толщина. При а = 180 мм, b= 2 мм, σ =100 МПа сила натяжения N= 36000 Н
Осевое натяжение пил l Работающие пилы имеют жёсткость 60… 80 Н/мм. Она достигается при растягивающем напряжении σ = 80… 120 МПа. l При осевом натяжении сила натяжения N = σab, где a–ширина, b толщина. При а = 180 мм, b= 2 мм, σ =100 МПа сила натяжения N= 36000 Н
 Натяжение пил с эксцентриситетом l Силы при резании действуют главным образом на зубья, поэтому рациональнее придавать наибольшую жёсткость части пилы у зубьев. Это достигается путём эксцентричного приложения сил натяжения по отношению к оси полотна. l Величина смещения линии натяжения е мм, называется абсолютным эксцентриситетом. l Nз в 2, 5 раза меньше чем N 0
Натяжение пил с эксцентриситетом l Силы при резании действуют главным образом на зубья, поэтому рациональнее придавать наибольшую жёсткость части пилы у зубьев. Это достигается путём эксцентричного приложения сил натяжения по отношению к оси полотна. l Величина смещения линии натяжения е мм, называется абсолютным эксцентриситетом. l Nз в 2, 5 раза меньше чем N 0
 l Условия натяжения пил, установленных в рамке с уклоном значительно ухудшаются. Поэтому уклон желательно придавать пильной рамке в целом (а не пилам) или применять толчковую подачу за рабочий ход, не требующую уклона. l Выверка пил в пильной рамке заключается в проверке уклона, параллельности пил направлению движения подачи и направлению движения рамки.
l Условия натяжения пил, установленных в рамке с уклоном значительно ухудшаются. Поэтому уклон желательно придавать пильной рамке в целом (а не пилам) или применять толчковую подачу за рабочий ход, не требующую уклона. l Выверка пил в пильной рамке заключается в проверке уклона, параллельности пил направлению движения подачи и направлению движения рамки.