Металлур проц при сварке.pptx
- Количество слайдов: 31



Цель урока: 1. 1 изучить характерные особенности сварки сталей; 1. 2 записать формулировки процессов, происходящих в сварочной ванне, формулы химических реакций.
 2. Малый")
1. Высокая температура нагрева металла 2300°С (в мартеновской печи - 1700°С) 2. Малый объем расплавленного металла 2 см³ 3. Кратковременность процесса (время от начала расплавления до остывания составляет несколько секунд).

Под действием высокой температуры молекулы О, Н, N распадаются на атомы и ионы и становятся хим. активными. Fe + O → Fe. O - закись железа (тяжелая) Fe + S → Fe. S - сульфид железа Fe + P → Fe. P - фосфат железа 2 Fe + N → Fe 2 N - нитрид железа 4 Fe + N → Fe 4 N - нитрид железа Все эти соединения делают св. шов твердым и хрупким. Источники загрязнения: Воздух Основной металл (окалина, коррозия, масла, жиры, оксидная пленка, влага). Сварочные материалы (электроды, св. проволока, флюсы).

с помощью плавикового шпата Ca. F 2 2 H N + F 2 → 2 HF↑ газ + F → NF шлак

Какие особенности металлургического процесса происходят при дуговой сварке? Как реагируют кислород, азот, и водород, находящиеся в зоне дуги при сварке? Какое действие оказывает кислород на расплавленный при сварке металл? Какое действие оказывает азот при дуговой сварке? Какими способами необходимо предупреждать попадание водорода в сварной шов?

Цель урока: Изучить процессы раскисления, рафинирования и легирования металла

Какие особенности металлургического процесса происходят при дуговой сварке? Как реагируют кислород, азот, и водород, находящиеся в зоне дуги при сварке? Какое действие оказывает кислород на расплавленный при сварке металл? Какое действие оказывает азот при дуговой сварке? Какими способами необходимо предупреждать попадание водорода в сварной шов?
 Чистые металлы ( Al, Mn, Si, Ti) Fe. O + Mn →")
1) Чистые металлы ( Al, Mn, Si, Ti) Fe. O + Mn → Mn. O↑ + Fe 2 Fe. O + Si → Si. O 2 + 2 Fe 2) Ферросплавы ( Fe. Si, Fe. Mn, Fe. Al ) 2 Fe. O + Fe. Si → Si. O 2 + 3 Fe Fe. O + Fe. Mn → Mn. O + 2 Fe 3) Кислые окислы ( Si. O 2, Ti. O 2) Fe. O + Si. O 2 → Fe. O + Si. O 2↑

Fe. S + Ca. O Fe. O + Me Fe. P + Ca. O Fe. S + Mn → → Ca. S↑ + Fe. O Me. O↑ + Fe Ca. P↑ + Fe. O Mn. S↑ + Fe Fe. S – сульфид железа-появление горячих трещин Fe. P-фосфид железа-снижает ударную вязкость

Легирующие элементы- Кремний Марганец Хром Молибден Вольфрам Титан и другие - привносят через электродное покрытие в виде ферросплавов и электродного металла.

1. Что называется раскислением? 2. Какие элементы выполняют раскисления? 3. Каким образом в сварной шов вводят раскислители? 4. Что называется рафинированием? 5. Какие элементы выполняют рафинирование? 6. Какова цель легирования металла шва? Назовите легирующие элементы.

1. Цель урока 1. Изучить структуру сварных соединений; 2. 2. Нарисовать схему зоны термического влияния
 металла при его охлаждении. Кристаллитом называют металл неправильной")
Кристаллизация – процесс образования зерен (кристаллитов) металла при его охлаждении. Кристаллитом называют металл неправильной формы. Возникновение и рост кристаллитов при переходе из жидкого состояния в твердое называют первичной кристаллизацией. Схема кристаллизации металла Преобразование первичных шва: кристаллитов при охлаждении 1 - шлаковые включения; затвердевшего металла, структурные 2 — линия превращения в нем называют сплавления; вторичной кристаллизацией. 3 — зона термического влияния; 4 — столбчатые кристаллы металла шва
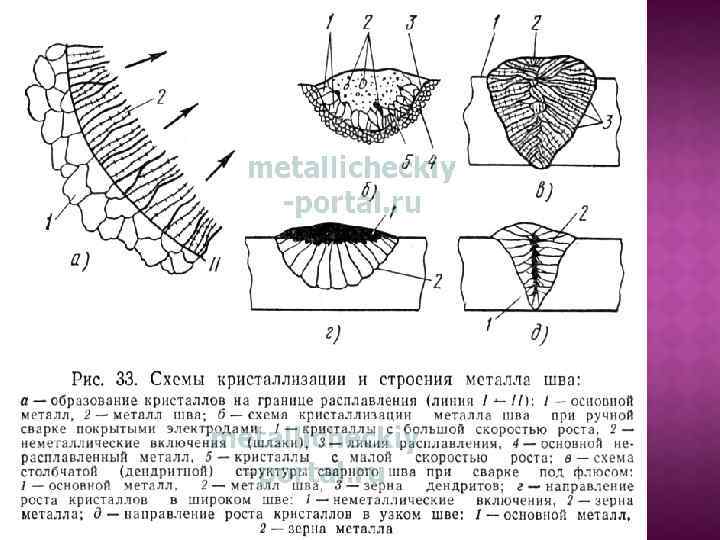
 структура однопроходного шва, б — дендрит А")
Кристаллизация металла шва: а — дендритная (столбчатая) структура однопроходного шва, б — дендрит А (увеличен), т — неполностью оплавленное зерно основного металла; 1 — ось первого порядка кристаллизации, 2 — ось второго порядка, 3 — ось третьего порядка; кружки — зародыши кристаллизации (будущие зерна) При затвердевании металла происходит два явления: первоначальное образование зародышей зерен и последующий их рост за счет присоединения к ним новых зерен металла из сварочной ванны. Химический состав каждого дендрита может быть неодинаковым, что объясняет химическую неоднородность металла шва. Дендриты, образовавшиеся в конце процесса кристаллизации, загрязнены примесями в большей степени, чем первые затвердевшие дендриты, что наблюдается при низких скоростях охлаждения. Дендриты соприкасаются между собой и этим взаимно тормозят свое развитие. В результате этого их форма и направленность могут сильно искажаться.

1. Что называют первичной и вторичной кристаллизацией? 2. Как проходит процесс образования кристаллитов? 2. При какой температуре заканчивается первичная кристаллизация? , вторичная?
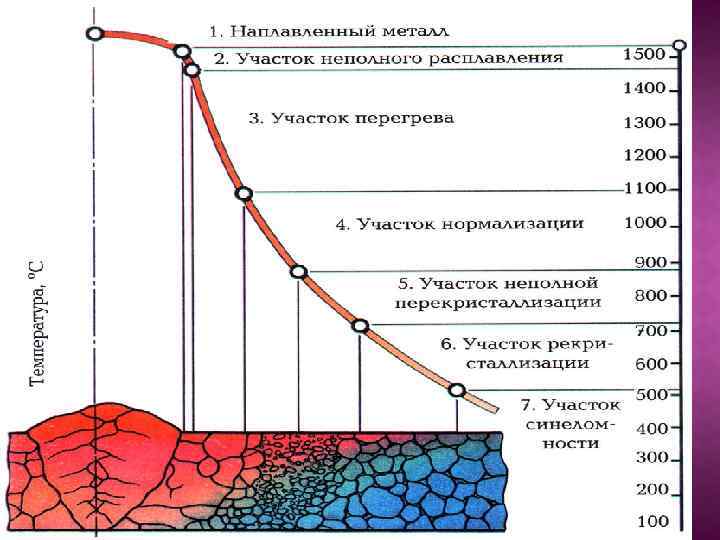

Что называют зоной термического влияния; ее величина; из каких участков она состоит?

это способность металла образовывать сварные швы без трещин и дефектов, и имеющих механические свойства, схожие с основным металлом. С увеличением содержания углерода, а также легирующих элементов свариваемость сталей ухудшается.
; жесткость")
- химический состав присадочного материала; химический состав и толщина стали; технология сварки (режимы); жесткость сварного узла; комплекс требований (конструктивных, технологических), предъявляемых к сварному соединению условиями эксплуатации.

Приближенно свариваемость углеродистых и низколегированных сталей можно оценить по углеродистому эквиваленту Cэ , который вычисляют по эмпирическим формулам. Вот одна из них: Cэ = C + Mn / 6 + Si / 24 + Cr / 5 + Ni / 40 + + Cu / 13 + V / 14 + P / 2, где C, Mn, Si, Cr, Ni, Cu, V, P - массовые доли углерода, марганца, кремния, хрома, никеля, меди, ванадия и фосфора, %.
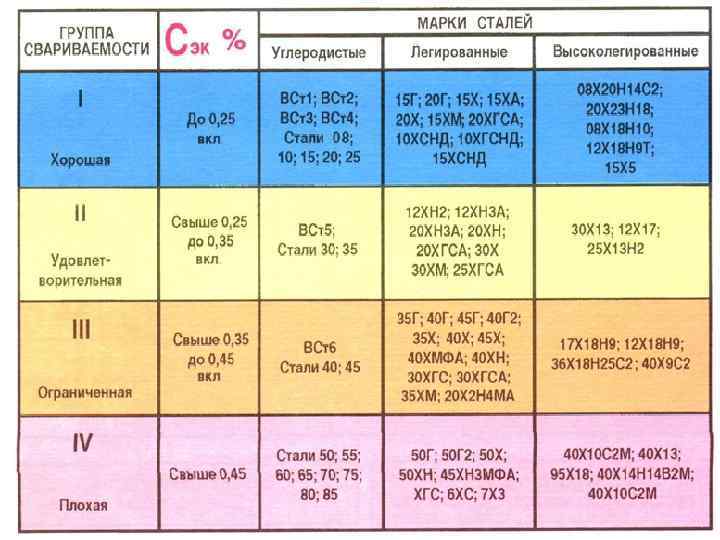


Сталь сваривается хорошо – если трещины отсутствуют; удовлетворительно – если трещины образуются при охлаждении водой, но отсутствуют при охлаждении воздухом; ограниченно – если сталь для предупреждения образования трещин требует предварительного подогрева до 100 -150°С и охлаждения на воздухе. плохо – если требует предварительного подогрева до 300°С.
 углеродистые С до 0, 22% (Cт0, Cт1, Cт2, Cт3,")
Классы Наименование сталей I а) углеродистые С до 0, 22% (Cт0, Cт1, Cт2, Cт3, 08, 10, 20) б) легированные С до 0, 14% (10 ХГС, 10 ХСНД, 08 Х) II а) углеродистые С от 0, 22 до 0, 30% (Cт4, Cт5, 25, 30, ) б) легированные С от 0, 14 до 0, 22% (15 ХГС, 20 ХГС) III а) углеродистые С от 0, 30 до 0, 40% (Cт6, 30, 35, 40, ) б) легированные С от 0, 22 до 0, 30% (25 ХГС, 30 Г 2) IV а) углеродистые С свыше 0, 40% (Cт7, 45, 50) б) легированные С свыше 0, 30% в) теплоустойчивые (12 ХМ, 12 М) г) высоколегированные (08 Х 13) Условия сварки Хорошо свариваются при любых условиях сварки Удовлетворительно свариваются при температуре -15ºС требуется подогрев режущих кромок Ограниченно свариваются Требуется подогрев летом и зимой, а при температуре -5ºС и ниже термическая обработка Плохо свариваются Требуется обязательный подогрев и термическая обработка

возникающие в твердожидком состоянии в процессе кристаллизации, а также при высоких температурах в твердом состоянии (превышающей 1000°С) Причины образования горячих трещин: 1. большое количество вредных примесей (особенно серы и фосфора. 2. наличие в металле шва элементов, образующих химические соединения с низкой температурой затвердевания (хром, молибден, ванадий, вольфрам, титан). 3. жесткое закрепление свариваемых заготовок или повышенная жесткость сварного узла, затрудняющая перемещение заготовок при остывании

образующиеся в сварных соединениях при нормальной температуре, а также при температуре ниже 200°С. Для предупреждения образования холодных трещин применяют: прокаливание флюсов и электродов перед сваркой; предварительный подогрев свариваемых заготовок до 250 -450 °С; ведение процесса сварки в режиме с оптимальными параметрами; наложение швов в правильной последовательности; медленное охлаждение изделия после сварки; проведение непосредственно после сварки смягчающего отжига для снятия остаточных напряжений.

1. не допускать при сварке узких валиков, производить сварку полноразмерным швом короткими участками по 200 -250 мм; 2. выбирать последовательность выполнения сварных швов такой, чтобы максимально долго оставлять незаваренными концевые участки соединения, с тем чтобы они обладали максимально возможной подвижностью; 3. обеспечить сплошность и хорошее сплавление сварных швов; 4. в некоторых случаях обеспечить предварительный подогрев свариваемых частей; 5. сборку соединений производить с одинаковым и требуемым по технологии зазором, при необходимости для выравнивания зазора применять стягивающие сборочные приспособления; 6. не допускать при сварке завышенных по сварочному току режимов сварки; 7. по возможности сварной шов делать многопроходным, так как однопроходные швы могут быть более хрупкими, а в многопроходных швах происходит отжиг каждого предыдущего слоя; 8. разделку заполнять сразу после завершения сварки корня шва, так как воздействию напряжения чаще всего подвергается область корневого шва.

1. Что понимают под свариваемостью металла? 2. Какая разница между горячими и холодными трещинами, опасны ли они?
Металлур проц при сварке.pptx