04_Брошюровочно-переплетные процессы.ppt
- Количество слайдов: 120



Брошюровочно-переплетные процессы и машины 2012

Переплетная мастерская

Схема полиграфического процесса

Книжный блок

Из истории склейки книг Процессами склеивания пользовались в Древнем Египте с III тысячелетия до н. э. для изготовления материала для письма — папируса, а с I в. до н. э. в Древнем Риме и в Греции — для скрепления блоков рукописных книг в форме кодекса и изготовления для них переплетов. В качестве клея использовались растительные и животные клеи — сок растений (папируса, гевеи и др. ), крахмальные клейстеры, получаемые завариванием зерен или муки пшеницы, кукурузы, маиса, риса и бульонами, полученными при варке мездры или костей животных. Крахмальные и костные клеи на некоторых операциях брошюровочно -переплетных процессов применяются и сейчас, но примерно с середины XX в. их существенно потеснили синтетические вещества и композиции.

Книжный блок - листы книги, подобранные по порядку, сшитые или склеенные и подготовленные к вставке в переплетную крышку или обложку. КНИЖНЫЙ БЛОК изготовленный в ходе брошюровочных процессов комплект скрепленных в корешке тетрадей или отд. книжных листов, содержащий все страницы и другие детали (вклейки, приклейки, форзацы, ленточка-закладка, накидки, вкладки и т. д. ) одного экземпляра будущей книги, подготовленный для вставки в переплетную крышку или для крытья обложкой.

Формат книги В типографиях на листовых машиных книги печатаются на бумаге, которая поставляется в рулонах и режется на листы. Стандартизированные форматы листовой бумаги – 60 х84, 60 х90, 70 х100, 70 х108, 75 х90, 84 х108 см. Ширина рулонов – 60, 75, 84, 90, 108, 120, 140, 168 см. Форматы книг обычно составляют часть от типографского листа с учетом обрезки. Диапазон частей идет от количества его сгибов, и стандартно он таков - 1/2, 1/4, 1/8, 1/16, 1/32 от листа. Таким образом 60 х90/16 означает, что книжный формат листа составляет 1/16 долю от листа размером 60 х90 см, то есть 150 х225 мм. Но итоговый книжный формат все равно выйдет чуть меньше – из-за обрезки, на которую списывают еще 5 -10 мм. Итоговый размер книжного листа формата 60 х90/16 будет 145 х215 мм. Самые популярные форматы, это средние по величине – 60 х90/16 и 84 х108/32.

Типы книг, выпускаемых в России

Книжный блок Подборка Шитый на скрепку Шитый нитью Клееный С марлей Вкладка Без марли С марлей Без марли Клееный Шитый на скрепку ……. С капталом Без каптала и т. д….

Изготовление блоков – это процесс разъемного или неразъемного скрепления подобранного книжного блока путем применения методов скрепления с силовым геометрическим и сплошным замыканием. Подлежащими обработке материалами и полуфабрикатами являются: • подобранные многотетрадные блоки и блоки листов; • вставленные однотетрадные блоки; • тетради

Обработка блока комплекс технологических операций, предшествующих вставке книжного блока в переплетную крышку или обложку.

Пооперационная обработка блока n n n n n n Используется для мелкосерийного производства, предполагает потетрадное шитье нитками на марле. Включает следующие операции: - сталкивание и разрезка листов стопы, Polar 115 - сталкивание и разрезка форзацев, Polar 115 - фальцовка тетрадей, TD - фальцовка форзацев, FA - присоединение форзацев к первой и последней тетради, - комплектовка блока подборкой, ZTM - раскрой марли в бобины, - потетрадное шитье нитками с марлей, Aster, БНШ - заклейка и сушка корешка, МЗС - местный обжим, 2 КП-350 - обрезка с 3 -х сторон, Trimtec-30 i - закраска обрезов, SF - кругление корешка, СК-450 - вкладка ляссе, Polo - раскрой бумаги, приклейка каптальной тесьмы и бумажной полоски, - изготовление крышек, Da 270 - вставка блоков в переплетные крышки, УКВ-300, КВ-300 - прессование блоков, ПО-3, 5 - штриховка блоков, штрих 360 - контроль качества - упаковка.

Схема брошюровочнопереплетных процессов при бесшвейном скреплении

Спуск полос и шитьё тетрадей

Стадии переплета книг

Сборка блока

Подборка листов n n n Листоподборка относится к послепечатным процессам полиграфического производства. Суть его состоит в том, чтобы отпечатанные листы или сфальцованные тетради подобрать в определенной последовательности для дальнейшей обработки. Данный процесс в разных типографиях осуществляется поразному: одни предпочитают использовать ручной труд, другие используют специальное оборудование. Вопрос о приобретении листоподборочного оборудования каждая типография решает по-своему. Если типография крупная, выполняет большие объемы послепечатных работ, то обойтись без подобного оборудования трудно и исходя из производственной необходимости типографии приобретают данное оборудование. Преимуществом использования листоподборочных аппаратов при изготовлении больших тиражей продукции является прежде всего меньшее количество ошибок (так как людям свойственно ошибаться), высокая производительность, а также меньшее количество брака.

Сборка листов в блок

Ручная комплектовка блоков Схема расположения тетрадей и блоков при ручной комплектовке блоков вкладкой: В — стопа внутренних тетрадей; Н — стопа наружных тетрадей; О — стопа обложек; Б — стопа скомплектованных блоков

Ручная комплектовка блоков Схема укладки стоп тетрадей при комплектовке подборкой малообъемных блоков: 1 -8 — стопы тетрадей; Б — стопа скомплектованных блоков

Сборка тетрадей в блок

Листоподборочная машина

Листоподборочная машина предназначена для комплектования тетрадей в книги, брошюры, журналы. Cостоит из головной части (с приводом и приёмками), сборочного транспортёра и нужного числа секций с группами магазинов и выводных устройств. Стопы тетрадей (T) загружают в магазины (М). Каждое включенное выводное устройство (ВУ) отделяет нижнюю тетрадь от стопы и выводит на сборочный транспортёр (СТ), перемещающий накапливающиеся комплекты к приёмке (ПК). Машина автоматически останавливается при пропуске тетради или при выводе двух вместо одной, сигнал указывает, где неисправность. При подборке одного комплекта тетрадей (а) используется столько магазинов и выводных устройств, сколько тетрадей в книге, и сборочный транспортёр перемещает полуфабрикаты на один шаг l за каждый рабочий цикл Пополнение магазинов и загрузка приёмки производятся без остановки машины. Листоподборочная машина может осуществлять подборку двух одинаковых комплектов (б) и двух разных комплектов при удвоенной скорости транспортёра с поочерёдным выводом на две приёмки (в) В двухтранспортёрных машинах (г) вывод комплектов тетрадей производится на общую приёмку ПК 1 или раздельно на приёмки ПК 2 и ПКЗ

Самонаклады В устройствах щипцового типа присосы 1 отгибают тетрадь, упоры 2 подходят к стопе и поддерживают её, щипцы 3 захватывают и выводят тетрадь; в роторных — группа клапанов 4 (на роторе 5) захватывает и выводит тетрадь; в фрикционных — ролики 6 прижимают тетрадь к выводящим её дискам 7. Щипцовые выводные устройства надёжны для малых и средних скоростей работы (30<n<90 рабочих циклов в мин). Роторные и фрикционные системы предпочтительнее для скоростных машин (до 200 тетрадей в мин из каждого магазина).

Подборка листов Ручные листоподборочные аппараты “Малютка”

Подборка листов

Подборка листов

Подборка листов Duplo DC-8 mini, вертикальная фрикционная листоподборка 8 лотков самонаклада формат бумаги от 148 х210 мм до 297 х420 мм плотность бумаги от 40 до 128 гр/кв. м емкость лотков самонаклада 20 мм производительность от 1500 до 2100 блоков в час контроль пропуска листа, двойного листа, замятия, пропущенного листа, оптической плотности листа

Подборка листов

Самонаклады

Подборочные метки

Факторы, влияющие на производительность комплектовки блоков - Число станций в машине. С увеличением числа станций в машине и числа загруженных станций вероятность отказа и число остановок из-за неподачи тетрадей, подачи сразу двух тетрадей и по другим причинам повышается, а часовая и сменная производительность (и годовая производительная мощность) уменьшается. Эффективность работы оборудования можно оценивать в сравнении с работой других видов машин или при иных условиях эксплуатации по коэффициентам технического использования При большом числе станций в машине машинист не успевает устранять неполадки в машине, поэтому в бригаду включается помощник машиниста. - Качество подготовки тетрадей. Плохо обжатые при прессовании и обвязке стопы тетради, а также склеенные, деформированные и поврежденные тетради вызывают частые остановки машины, понижают коэффициент технического использования и сменную производительность оборудования. - Формат тетрадей. При комплектовке блоков большого формата вероятность остановок подборочной машины из-за низкого качества подготовки тетрадей возрастает, поэтому с увеличением числа станций в машинах от 12 до 24 потери сменной производи тельности , по сравнению с комплектовкой блоков средних форматов, составляют от 4, 7 до 8, 5%, для 30 -станционных машин — 8, 9%. - Число сложных тетрадей в блоке. Наличие сложных тетрадей в блоках (иллюстраций, печатаемых отдельно от текста и дробных частей листа), особенно приклеек и накидок, повышает вероятность склейки тетрадей, их различия по толщине и деформации и, как следствие, увеличения числа остановок подборочной машины в процессе комплектовки блоков. Каждая сложная тетрадь (без учета тетрадей с форзацами) снижает сменную производител ьность комплектовки примерно на 0, 5%.

Скрепление блока

Скрепление нитью

Скрепление тетрадей нитью

Cхема процесса изготовления изданий в крышке при шитье блоков нитками

Способы шитья нитками

Шитье блока Последовательность операций при потетрадном шитье блоков нитками

Шитье термонитями

Шитый блок Схема потетрадного шитья нитками простым брошюрным стежком: 1 - тетрадь; 2 - нитка Конструкция корешка блока, скрепленного швейно-клеевым способом: 1 - окантовочный материал; 2 - клеевой слой; 3 - нитяная скоба; 4 - тетрадь

Бесшвейное скрепление
 наиболее часто встречающийся вариант: обложка приклеивается к блоку с двух сторон;")
Варианты КБС а) наиболее часто встречающийся вариант: обложка приклеивается к блоку с двух сторон; б) обложка приклеивается только к корешку (Lay-Flat); в) обложка прикрепляется к корешку и задней стороне блока ( «швейцарская брошюра» ).

Клеевое скрепление

Варианты клеевого скрепления

Виды бесшвейного скрепления Первая группа объединяет КБС со срезкой корешковых сгибов фрезой n n n (фрезерованием): с последующим торшонированием (самое популярное) - нанесением поперечных пропилов на корешок с роспуском (сдвиг листов лесенкой); с армированием (после срезки корешковых сгибов делают поперечные пропилы, в них вводят нити, поверх наклеивается марля и вдавливается в пропилы). Варианты КБС, в которых тетради скрепляются в блок не проходя фрезерование, объединены во вторую группу. В настоящее время они используются очень редко. В третью группу входят способы КБС, где корешковые фальцы тетрадей разрушаются частично. Возможные варианты исполнения: n n перфорация корешковых сгибов; фрезерование нескольких небольших зон вдоль корешковых фальцев; фрезерование средней части корешка. Первый используют в производстве беловых товаров, а два последних — объемных изданий.

Технологические операции бесшвейного скрепления
 (от фр. torchon — тряпка, соломенная плетенка) 1) процесс, придающий корешку книжного")
Торшонирование (гренирование) (от фр. torchon — тряпка, соломенная плетенка) 1) процесс, придающий корешку книжного блока шероховатость перед нанесением клея при клеевом бесшвейном скреплении; 2) придание обрезу книжного блока шероховатой поверхности в качестве специального вида художественной отделки; 3) бескрасочное (конгревное, рельефное) тиснение по всей поверхности оттиска или материала для того, чтобы придать ему определенную фактуру — имитировать кожу, ткань и т. п. 4) (в целлюлозно-бумажном производстве) нерекомендуемый к применению термин, обозначающий облагораживание бумаги путем придания ее поверхности зернистой структуры (гренирование).
; б — равномерное (холодный клей); в — с")
Виды торшонирования а — микроторшонирование (ПУР); б — равномерное (холодный клей); в — с насечками (термоклей)
 насадка для")
Инструмент Инструменты для обработки корешка после фрезерования, использующиеся на машинах Kolbus: а) насадка для микро-торшонирования со встроенными щетками б) насадка для торшонирования

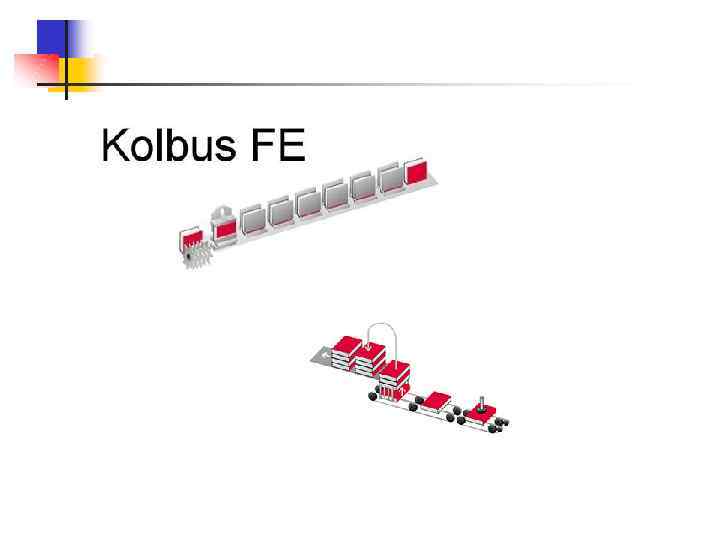
Линейный термобиндер

Простой биндер- схема
 для книжных блоков; фрезерная")
Карусельный термобиндер n n n n n 4 зажима (каретки) для книжных блоков; фрезерная станция и секция торшонирования отдельно стоящая вытяжка отходов с циклоном; клеевой аппарат для промазки корешка термоклеем с возможностью регулировки длины промазки. Точная дозировка клея при помощи двух валиков, контроль температуры клея; клеевой аппарат для боковой промазки книжного блока термоклеем с возможностью регулировки длины промазки. Точная дозировка клея при помощи двух валиков; отсос испарений из зоны нанесения клея с выводом трубы; безостановочный самонаклад обложки с биговальными роликами; электронный контроль подачи обложек; секция обжима блока снизу и с боков для формирования корешка;

Карусельный термобиндер 1. Самонаклад 2. Зажимы поворотного стола 3. Клеевой аппарат 3 -4. Подсушивание 4. Самонаклад обложек 5. Механизм обжима и биговки 6. Приемный стол

Карусельный термобиндер

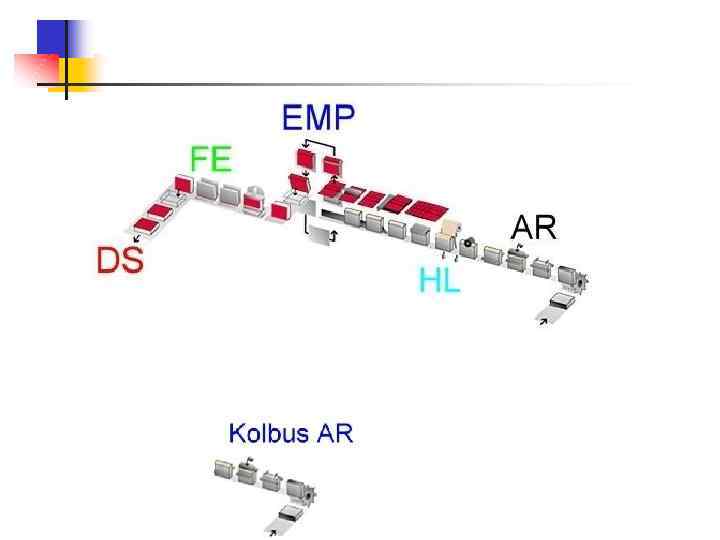
Линия бесшвейного скрепления - схема

Линия бесшвейного скрепления – схема KOLBUS Perfect Binder KM 473 – 8, 000 cycles/h

Нанесение клея

Нанесение клея Схемы устройств для заклейки корешка блоков: а — блокозаклеечного станка БТП-3; б — агрегата БЗР-270; в — заклеечно-сушильного автомата RВ; 1— блок; 2 — направляющая стенка; 3 — клеенаносящий валик; 4 — клеевой валик; 5 — зажимная пластина или лента; 6 — ракель; 7 — щетка

Окантовка книжного блока - приклеивание полоски бумаги, ткани или другого материала к корешку блока и прикорешковым полям крайних тетрадей. Поперечная Продольная

Клей должен быть удобен в использовании и обеспечивать долговечность издания. За первое отвечают технологические свойства, за второе — эксплуатационные. К основным технологическим свойствам, которые контролируются на всех производственных этапах, относятся: n n хорошая смачиваемость материала; оптимальная вязкость; величина р. Н: от 6 до 9; отсутствие пенообразования клея в противном случае в него вводят пеногаситель. К эксплуатационным свойствам клея относятся: n n n прочность склеивания (адгезия к склеиваемым материалам); прочность клеевой пленки (когезионные свойства клея); длительность сохранения свойств клеевого соединения.

3 вида клеев - дисперсии поливинилацетата – холодные дисперсионные клеи с содержанием около 50% твердых частиц (ПВАД). В качестве защитного коллоида применяется поливиниловый спирт. Дисперсия содержит от 10 до 15% пластификатора, а также другие, влияющие на физические свойства составные части. Размер частиц составляет от 0, 5 до 5 мкм; - термоклей - сополимеры этиленвинилацетата. Термоклеи являются трехкомпонентными системами. Они составляются из основного полимера в количестве около 50%, смол (повышающих клейкость) для улучшения адгезии в количестве до 30% (например, канифоль) и до 20% пластификаторов (в термоклеях это парафин). Дополнительно применяются жаропрочные антиоксиданты (до 1%). - полиуретановые клеи (PUR). Форполимеры – предполимеризованные цепочки синтетических материалов, способные к дальнейшей полимеризации. Схватывание клея происходит в две фазы: – быстрый физический процесс схватывания посредством затвердевания (от 3 до 5 мин), – медленно протекающий химический процесс закрепления, в котором происходит сшивание форполимеров под воздействием влажности воздуха или собственной влажности влагоотверждающийся клей). Окончательное отверждение достигается примерно через 3 дня.

Биговка — это предварительное нанесение на материал линий сгибов с помощью тупых ножей в биговальной машине, которая вдавливает и уплотняет материал, облегчая последующее его сгибание. При этом линии биговки защищают место сгиба от растрескивания бумаги и красочного слоя, придавая печатной продукции более аккуратный вид. Использование биговки целесообразно на плотных видах бумаги (больше 175 г/м 2) и на картоне.


Трехножевая обрезка

Разрезка двойников

Твердый переплет

Вставка книжного блока в крышку ВСТАВКА КНИЖНОГО БЛОКА В ПЕРЕПЛЕТНУЮ КРЫШКУ — соединение книжного блока с переплетной крышкой, для чего внешние стороны форзацев и клапаны марли (выступающие за корешок блока ее части) приклеивают к сторонкам переплетной крышки с внутренней их стороны. 1 — книжный блок; 2 — сторонки переплетной крышки; 3 — один из клапанов марли, приклеенной и пришитой к корешку книжного блока; 4 — полоска плотной бумаги, наклеенная поверх марли; 5 — каптал; 6 — задний форзац, 1 -я сторонка которого приклеена вдоль корешка к последней странице книжного блока; 7 — ленточка-закладка (ляссе); 8 — задняя картонная сторонка переплетной крышки; 9 — загнутые края покровного переплетного материала, приклеенные изнутри к сторонке; 10 — отстав; 11 — расстав; 12 — один из кантов переплета

Изготовление книг в твердом переплете
 Кругление и отгибка фальцев, (б) Приклейка марли и бумажной полоски")
Обработка блока (a) Кругление и отгибка фальцев, (б) Приклейка марли и бумажной полоски
")
Изготовление книг в твердом переплете (сшитые тетради)

Изготовление книг в твердом переплете

Типовые элементы книги Книга: 1 — книжный блок; 2 — суперобложка; 3 — переплетная крышка; 4 — ляссе; 5 — рубчик; 6 — каптал; 7 — корешок; 8 — кант; 9 — экслибрис; 10 — клапан суперобложки; 11 — форзац; 12 — фронтиспис; 13 —

Форзац n n Основное назначение форзацев — обеспечить требуемую долговечность издания, в частности достаточную прочность связи переплетной крышки с книжным блоком. Величина динамических нагрузок зависит только от массы книжного блока и косвенно — от его формата и толщины. Простые по конструкции форзацы требуют минимальных затрат материалов и труда, но их малая прочность на многократный изгиб и растяжение не может обеспечить сохранность книги в течение большого срока службы при интенсивном пользовании. Упрочняющие элементы конструкции форзацев позволяют повысить прочность самого форзаца и прочность связи переплетной крышки с блоком, но требуют применения ручного труда при изготовлении сложных тетрадей, что допустимо лишь при малых тиражах. По этим причинам при определении области применения форзацев оговариваются примерные формат и толщина блока, тираж и вид литературы книжного издания.

Виды форзацев Конструкции форзацев: а — приклейной форзац; б — приклейной форзац с окантовкой; в — составной форзац с фальчиком; 1– 1 — форзац; 2 — тетрадь блока; 3 — клеевой слой; 4 — окантовка

Приклеивание форзаца n n n путем использования форзацприклеечного модуля в переплетных поточных линиях с клеевым скреплением; путем использования модуля для приклейки форзацев в поточных линиях для послепечатной обработки книг с ниткошвейным скреплением; как «замена суперобложки» в устройствах бесшвейного скрепления

Составные тетради представляют собой сфальцованный печатный лист, укомплектованный дополнительными элементами: форзацем, иллюстрационными вклейками, вклейками с географическими картами и т. п. Дополнительные элементы приклеиваются к тетради снаружи или вклеиваются внутрь.

Форзацы, рекомендованные технологическими инструкциями а — приклейной; б — приклейной с окантовкой; в — прошивной составной с тканевым фальчиком; г — «свой» ; 1 — тетрадь; 2 — форзац; 3 — широкая сторонка форзаца; 4 _ узкая сторонка форзаца; 5 — выклейная сторонка; 6 — окантовка; 7 — тканевый фальчик; 8 — клей

Форзацприклеечные автоматы n n Приклеечные автоматы в настоящее время бывают двух типов: для приклейки форзаца к тетради; для приклейки форзацев к блоку. Приклейка форзаца к тетради является наиболее традиционной, она используется давно, и потому все приклеечные автоматы, которые выпускались в нашей стране, строились именно по этой схеме

Технологическая схема приклеенного автомата ТП-420 -1 Тетради и форзацы из магазинов самонакладов 1 и 2 корешками выводятся качающимися щипцами 3 на наклонный стол 5, передвигаются толкателями 6 цепного транспортера 4. Полоска клея из ванночки 7 наносится на форзац или тетрадь клеевым диском 8. Тетрадь и форзац к склейке транспортируются по отдельности: форзац по наклонному столу 5, тетрадь — по угольнику 9, который имеет регулировку по высоте. Этим обеспечивается необходимая величина отступа форзаца от корешка тетради. Толкателем цепного транспортера тетрадь совмещается с форзацем и подается в обжимную секцию, где происходит их обжим вращающимися роликами 10. Склейки выводятся на приемный стол и укладываются каскадом. Каждая 50 -я склейка смещается специальным устройством 12

Механизмы форзацприклеечного автомата Ротационный самонаклад Типы клеевых аппаратов а — со свободной подачей, б, в — щелевого типа Транспортирующее устройство Типы обжимных устройств а — роликовое, б— плоскоременное

Раскрой картона KOLBUS Board Cutting Line PK-PK 170

Переплетная крышка Переплетная крышка: 1 — картонная сторонка; 2 — отстав; 3 — корешок; 4 — рубчик; 5 — покровный материал

Цельная переплетная крышка Изготовление цельнокрылых переплетных крышек; 1 — картонные сторонки; 2 — отстав; 3 — покровный материал

Изготовление составной крышки

Крышкоделательная машина • автоматический самонаклад картонных сторонок; • подача бумаги или ткани для покрытия и отстава (небольшой полоски тонкого картона, которая вклеивается в корешок книги); • нанесение клеемазальным аппаратом на покровной материал тонкого клеевого слоя; • высечка уголков ткани ножами для вырубки или механической кареткой; • загибка по всей длине и ширине развернутой крышки тканевого или бумажного края; • обжим для клеевого сцепления и поступление в приемник готовых крышек

Крышкоделательная машина Загибка клапанов Каландр Отстав K O L B U S C a s e m a k e r D A 2 6 0 Покровный материал Сторонки KOLBUS Casemaker DA 260

Книжный блок: 1 — форзац; . 2 — передний обрез блока; 3 — нижний обрез блока; 4 — каптал; 5 — марля; 6 — верхний обрез блока; В — ширина блока; L — длина блока (высота); Н — толщина блока

Обрезка блоков Пила для разделения блоков-двойников скорость вращения более 3000 мин-1 Характерное построение трехножевых резальных машин

Оценка качества обрезки блоков Книжные блоки после обрезки оцениваются по следующим показателям качества: точности формата издания; n отсутствию косины; n полноте срезки фальцев, графеечных проколов и кромок листов; n гладкости и чистоте обрезов; n отсутствию слипания листов. n Степень спресованности блоков В соответствии с требованиями ГОСТ 5773 на обрезку нижнего поля дается 6– 7 мм, верхнего 4 -3 мм (в сумме 10 n мм), а переднего - 5 мм или 5, 5 мм (у форматов 60 х90/32, 70 х90/32, 75 х90/32 и 75 х90/16). Допуск на точность обрезки - +/- 0, 1 мм.

Важнейший показатель качества блоков после обрезки - их размер по ширине, так как он определяет ширину развернутой переплетной крышки, а в готовой книге - размеры передних кантов и, косвенно, плотность вставки. При обрезке блоков на ТРМ размер блоков по высоте зависит, в основном, от точности установки боковых ножей, поскольку влиянием других факторов можно пренебречь. На точность обрезки блоков по ширине влияют чаще всего сила прижима блока или стопы блоков в процессе обрезки, толщина блока или высота стопы и коэффициент их спрессованности.

Кругление корешка блока n n n корешок становится пригодным для соединения блока с крышкой; повышается устойчивость блока - после закрытия книги, корешок легко возвращается к правильной форме; увеличивается надежность скрепления; улучшается уменьшается толщина корешка; раскрываемость и внешний вид книги.

Кругление корешка блока n n Кругление корешка блока придание корешку книжного блока округлой формы для уменьшения его толщины; при этом улучшается внешний вид и раскрываемость книги. Кругление корешка переплетной крышки придание корешку переплетной крышки формы, подобной кругленому корешку книжного блока, для облегчения вставки блока в крышку при изготовлении книги. Предварительный разогрев корешка !!!

Кругление корешка блока

Кругление корешка крышки

Книговставочная линия

Переплетная линия Блок-схема автоматической переплетной линии фирмы "Колбус" 1 - самонаклад 2 - обжим корешка блока и блока в целом 3 - приклейка форзацев 4 - заклейка и сушка корешка блока 5 - обжим корешка блока 6 - обрезка блоков с трех сторон 7 - кругление корешка блока и отгибка фальцев 8 - вклейка в блок ленточки-закладки 9 - оклейка корешка блока корешковым материалом и бумажкой с капталом 10 - книговставочная машина 11 - штриховально обжимная машина 12 - ПКУ
, сшитые потетрадно нитками (без корешкового материала), подаются в")
Переплетная линия Книжные блоки (без форзацев), сшитые потетрадно нитками (без корешкового материала), подаются в линию самонакладом 1. Далее на отдельных машинах производится их обработка в автоматическом режиме, включающая следующие операции: обжим корешков блоков и блоков в целом 2; приклейка одновременно к обеим сторонам блоков форзацев 3; заклейку и сушку корешков блоков 4; обжим корешков блоков 5; обрезку блоков с трех сторон 6; кругление корешков блоков и отгибку фальцев 7; вклейку в блоки ленточки-закладки 8; оклейку корешка блоков корешковым материалом и бумажкой с капталом 9, Готовые книжные блоки подаются в книговставочную машину 10, где они вставляются в переплетные крышки. Затем книги поступают в штриховально-обжимную машину 11 и выходят из нее в приемно-комплектующее устройство 12
")
Книговставочная линия Книжная линия для изготовления книг в твердом переплете (Kolbus )

Машина для вставки Книжные блоки корешком вверх либо из стопы 1 в магазине самонаклада, либо с предыдущих операций поступают в продольный жёлоб машины. При перемещении блока по жёлобу на форзацы блока валиком 2 наносится клеевой слой, что обеспечивает надёжную приклейку клапанов марли к форзацам и к переплётной крышке. При дальнейшем перемещении блок раскрывается ножом 3 и подхватывается крылом 4, проходящим вертикально вверх сквозь прорезь в ноже. При вертикальном перемещении блока на форзацы наносится клей. Затем блох перемещается к месту вставки, куда одновременно поступает и переплётная крышка 5. Крышки по одной перемещаются из магазина самонаклада 6 в секцию, где происходит кругление корешка нагретой колодкой 7, и далее к месту вставки. При перемещении книжного блока вверх осуществляется процесс вставки. Клапаны крышки закрываются, прикрепляясь к промазанным форзацам, и обжимаются роликами 8. После этого книга снимается с крыла, поступая на приёмный транспортёр 9 машины.
 блоки поштучно подаются в машину; 2) в процессе транспортировки блоков")
Еще одно описание 1) блоки поштучно подаются в машину; 2) в процессе транспортировки блоков к вертикальному конвейеру на корешковые клапаны наносится клей; 3) блок выравнивается, прираскрывается посередине клиновидным ножом и насаживается на движущееся снизу крыло конвейера; 4) параллельно с транспортировкой блока к вертикальному конвейеру выполняется подача переплетной крышки, кругление ее корешка нагретой фасонной колодкой, после чего крышка помещается в позиции вставки; 5) в процессе подъема блока крылом конвейера его форзацы промазываются клеем, после чего блок насаживает на себя раскрытую переплетную крышку; 6) специальные устройства прижимают сторонки крышки к блоку; 7) книга снимается с крыла вертикального конвейера и передается в приемное устройство.

Окантовка Станция поперечной окантовки Станция продольной окантовки

Приклейка каптала

Тиснение корешка Основные составляющие фольги для тиснения
 . Стекер интегрируют в печатную или переплетную машину, как завершающую стадию этого")
Стекер (ПКУ) . Стекер интегрируют в печатную или переплетную машину, как завершающую стадию этого этапа. В технологической цепочке стекер заменят приемный стол. Установка последовательно укладывает в стопку подаваемые печатной машиной листы или книги, при этом исключается повреждение книжного листа очередным, подаваемым из машины, листом. Для наиболее бережной обработки каждого отдельного экземпляра, что особенно актуально при производстве продукции и небольшим числом страниц, в конструкции стекера предусмотрена многоуровневая система формирования стопы. Малая высота падения пачки на следующий уровень обеспечивает высокое качество продукции и рационализирует ее последующую обработку

Прессование книг • Прессование книг содействует крепкой приклейке форзацев к переплетной крышке, предотвращает коробление переплетных крышек вследствие действия содержащейся в клее воды и гарантирует устойчивость формы книжки. • Для прессования используются винтовые, пневматические и гидравлические прессы. • Недостатком винтовых прессов считается сокращение давления по мере деструкции книжек, в следствии этого рекомендовано применять пневматическое и гидравлическое оборудование. • Для прессования книги складываются в стопы и выдерживаются под давлением на протяжении двух-четырех часов

То, что есть

Вставка блока в крышку Схема вставки блока в переплетную крышку на машине БВ-270: а - промазка клеем марлевых клапанов и форзацев; б - фиксация крышки на корешке блока; в - вставка и прижим крышки к блоку; 1 - блок, 2 - переплетная крышка; 3 - крыло конвейера; 4 - клеевая ванна; 5 - прижимные ролики

Обжим и штриховка Схема обжима и штриховки книг на машине 2 БПШ-270: 1 - блок; 2 - штриховальные ножи; 3 - обжимные плиты Штриховка — нанесение полностью параллельного корешку углубления между отставом и сторонками переплетной крышки —улучшает раскрываемость книги (штриховые канавки создают «шарниры» , по которым раскрывается крышка) и ее внешний вид, содействует увеличению срока эксплуатации переплета. Глубина канавки должна быть приблизительно равна толщине переплетной крышки.

Элементы печатного листа

Качество переплетноброшюровочных процессов n n n фактура, цветность, композиция всех составных элементов, наличие вспомогательных элементов в издании; удобство пользования, раскрываемость, прочность и долговечность материалов; отсутствие механических повреждений элементов издания, затеков клея между страницами, смятия листов, деформации конструкции; графическая точность и четкость тиснения и печати на переплетных крышках, равномерность закраски обрезов; степень спрессованности, стойкость корешка к сдвигу, точность формы корешка и отгибки его краев, точность штриховки; точность, прочность и долговечность сборки.

Брак Книги с сильными затеками клея между страниц и малым корешковым полем плохо раскрываются Слишком тонкая обложка не выдержала усердия читателя Проблема с выбором клея или технологией склейки: клей трескается и книга рассыпается.
 в")
Испытание клеевого скрепления n n Испытание на прочность (по зарубежной терминологии — пулл-тест) в лабораториях крупных полиграфических предприятий производят на разрывных машинах типа РМБ-30, снабженных зажимами с широкими (до 230 мм) губками. При определении прочности клеевого бесшвейного скрепления блоков методика испытания предусматривает вырыв из блока трех листов: 15 -х от начала и от конца и из середины Испытание на долговечность производится на малогабаритных приборах типа ПНП-2 (Россия), FT ( «флекстест» фирм «Колбус» , «Зиглох» , Германия) и др. , в которых средний лист или тетрадь подвергается многократному изгибу по месту склейки на 120 -170° без их натяжения, с постоянным или непрерывно возрастающим натяжением.

Испытание клеевого скрепления а — на прочность; б — на долговечность; 1 — блок или книга; 2 — лист или тетрадь; 3 — зажим для блока или книги; 4 — зажим для листа или тетради; 5 — стол; a — угол качания стола

Способы определения волокон n n n разрывают бумагу в двух взаимно перпендикулярных направлениях; более ровный и прямолинейный обрыв указывает долевое направление; вырезают из двух взаимно перпендикулярных сторон листа бумаги две полоски одинаковой ширины и длины, складывают их, зажимают с одного конца, другой конец оставляют свободным. При этом полоски разойдутся, менее изогнутая из них и будет долевой; находят направление волокон на просвет.

Литература n n Бобров В. И. Сенаторов Л. Ю. Технология и оборудоване отделочных процессов Хведчин Ю. И. Послепечатное оборудование – 2 тома Воробьев Д. В. Технология послепечатных процессов Киппхан Г. Энциклопедия по печатным средствам информации

04_Брошюровочно-переплетные процессы.ppt