


Брак литья

• Литьё — технологический процесс изготовления заготовок, заключающийся в заполнении предварительно изготовленной литейной формы жидким материалом (металлом, сплавом, пластмассой и т. п. ) с последующим его затвердеванием. • Литьём называют также продукцию литейного производства, художественные изделия и изделия народных промыслов, полученные с помощью литья.

Причины брака: • несоблюдение технологии, • ошибки при конструировании детали • ошибки проектировании технологического процесса изготовления отливки.

Основные виды брака • Дефекты поверхности • Коробление • Раковины: газовые, песчаные, усадочные, шлаковые • Рыхлоты и пористость • Трещины • Недолив и спай • Ликвация

Дефекты поверхности Схема движения частиц


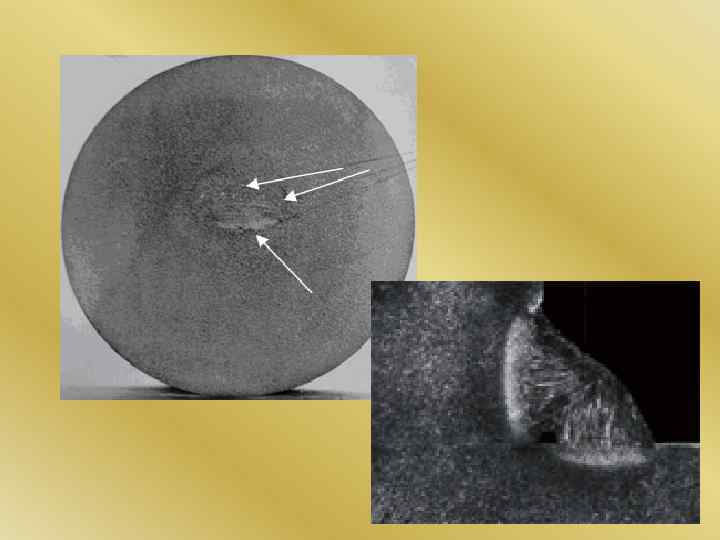
Дефекты поверхности Осповидные углубления образуются из-за употребления при плавке чрезмерно большого количества жидкоплавких флюсов, которые попадают из ковша в форму. Оловянистые выделения образуются вытеснением легкоплавких составляющих из основного раствора в периферийную часть отливки.

Короблением называется изменение размеров и контуров отливки под влиянием усадочных напряжений.

Раковины • Раковины — это пустоты в отливках. • • Виды раковин: усадочные, газовые, песчаные, шлаковые.

Газовые раковины

Песчаные раковины

Усадочные


Шлаковые раковины

Рыхлоты или пористость Рыхлотами или пористостью называется крупнозернистое и неплотное строение сплава с наличием межкристаллических пустот большей или меньшей величины.

Трещины • Трещинами горячими и холодными называют разрывы сквозные и несквозные или надрывы в стенах отливок.

Трещины

Горячие Холодные

Недолив и спаи • Недолив характеризуется тем, что при заливке конфигурация и размеры отливки остаются частично невыполненными из-за недостаточного заполнения формы металлом. • Спай — сквозные или поверхностные с закругленными краями потоки преждевременно застывшего металла.

Спаи Схема движения расплава при образовании сплава

Недолив


Ликвация, или неоднократность химического состава по сечению отливки — это неодинаковое распределение химических компонентов литейного материала в различных местах отливки, особенно в наиболее массивных ее сечениях.