dc62550bb4b96a20da9d1a46688c424c.ppt
- Количество слайдов: 48



BIOCONVERSION TECHNOLOGIES FOR INDUSTRIAL BIOPROCESSES
 Advantages and")
Bioprocess Considerations in Using Microbial For Conversion into value added products a) Advantages and disadvantages of bioconversion b)Type of bioconversion approaches: e. g solidstate and liquid-state c) Important factors for bioconversion d)Application of microbial in bioconversion technologies utilizing waste as substrate for production of value-added product BIOETHANOL

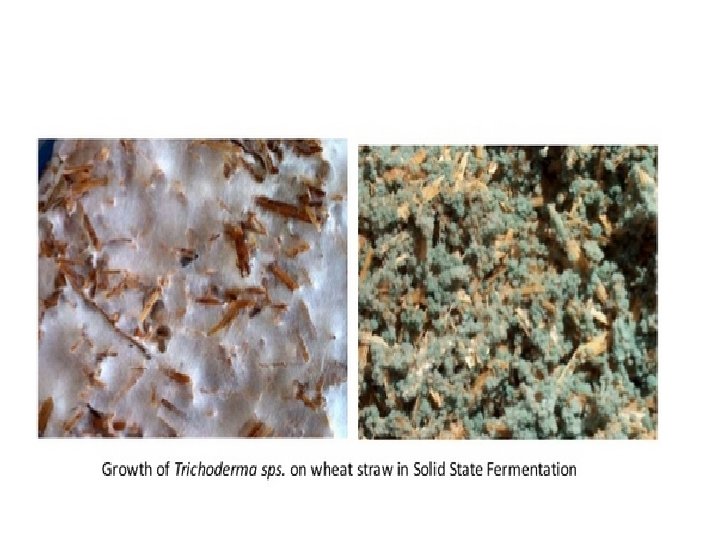
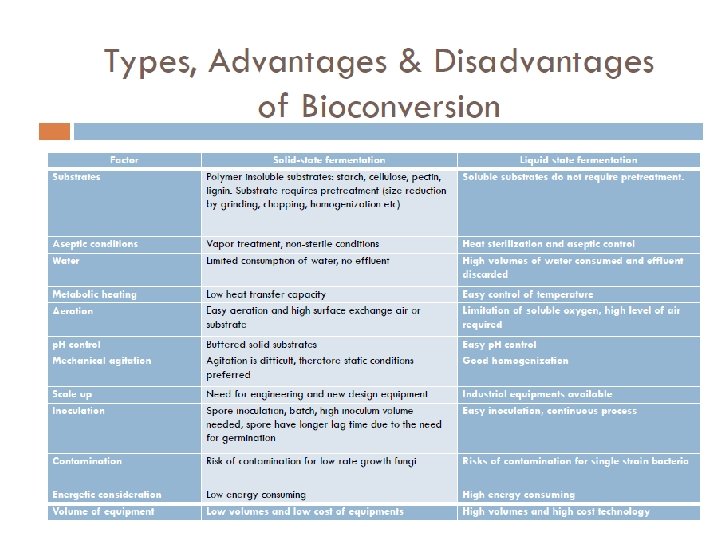
Types of Bioconversion SSF - Fermentation of solid substrates at low moisture levels or water activities. The water content of a solid mash in SSF varies between 40%-80%. Liquid state fermentation (Submerged) - The water content of a typical submerged fermentation is more than 95%. SSF used for the fermentation of agricultural products or food ( rice, wheat, barley, corn and soybeans). The unique characteristic of SSF: Operation at low moisture levels (provides a selective environment for the growth of mycelial organisms (molds) – producing extracellular enzymes on moist agricultural substrates. Examples: SSF are used widely in Asia for food products (tempeh, soy sauce fermentation)
 Small volume of fermentation mash or reactor volume – resulting")
Advantages over submerged: 1) Small volume of fermentation mash or reactor volume – resulting in lower capital and operation costs 2) A lower chance of contamination due to low moisture levels 3) Easy product separation 4) Energy efficiency 5) The allowing of the development of fully differentiated structures, which is critical in some cases to product formation

Major disadvantages: 1. The heterogenous nature of media due to poor mixing characteristics – results in control problems (p. H, DO Temperature) within the fermentation mash (to eliminate these control problems-fermentation media is usually mixed (continuous or intermittent) 2. The concentration gradients may not be eliminated at low agitation speed especially for large fermentation mash volumes 3. Mycelia might damaged at high speed agitation speeds – rotation drum fermentor can be used and rotational speeds needs to be optimized. Examples of SSF: 1. Bacterial ore leaching 2. Fermentation of rice in a packed column 3. Koji process employ molds (Aspergillus, Rhizopus) growing on grains or foods (soybean, rice, wheat)
")
SOY SAUCE PRODUCTION Soy Beans Pretreatment of soy beans (cleaning, soaking, cooking and draining) Fungus culture (Aspergillus or Rhizopus) + wheat flour Mix Incubated in koji room (48 hours) Koji Brine solution Incubate Moromi (2 months) -external added of bacteria/yeasts for flavor producers (8 to 12 months)

Extraction Residue Pressed to recover liquid soy souce. Filtrate Additives Pasteurization Packaging Soy sauce @ Kicap Indonesian soy sauce Chinese soy sauce Japanese soy sauce @ Shoyu

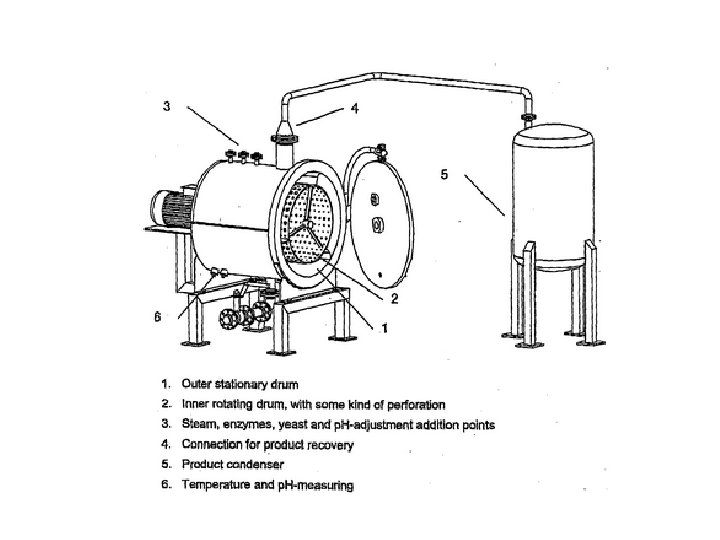
Koji Process – the production of enzymes by fungal species Koji process- the primary stage is an aerobic, fungal solid-state fermentation of grains. Moromi - The second stage is anaerobic submerged fermentation with a mixed bacterial culture Fungal amylases are produced by SSF of wheat bran by A. oryzae in a rotating-drum fermentor. Pretreatment of wheat bran with formaldehyde and initial p. H 3. 5 -4. Perforated pans, rotating drums or packed bed with air ventilation are used for SSF. Other enzymes (cellulase, pectinase, protease, lipase) can also be produced by koji fermentation.

Some secondary metabolites such as antibacterial agents are produced by Rhizoplus and Actinomucor species by koji process. Other Examples: -Aflatoxins are produced by SSF of rice (40% moisture) by A. parasiticus. -Ochratoxins produced by Aspergillus species on wheat in a rotary-drum koji fermentor. -Microbial degradation of lignocellulosics can be accomplished by SSF for waste treatment purposes -Spore formation is obtained by SSF Major process variables in SSF: 1. Moisture content (> 60%-solid substrate become sticky and form large aggregates, affect the metabolic activities of cells, different cell-substrate system will created different moisture level, optimum moisture level is 40± 5% 2. Inoculum density 3. Temperature 4. p. H 5. Particle size – small enough to avoid oxygen-CO 2 exchange/other nutrient transport limitation. Porosity can be improved by pretreatment 6. Aeration/agitation

How to perform SSF: i. Pretreatment : most natural substrate need pretreatment-substrates is susceptible to mycelial penetration and utilization ii. Treated with microbial agents and steamed in an autoclave iii. Preparation of nutrient media, p. H adjustment iv. Adjustment of moisture level v. Inoculation of fermentation mash vi. Realized in a controlled-humidity air environment with air ventilation and agitation


Application of microbial in bioconversion technologies utilizing waste as substrate for production of value-added product –FUEL BIOETHANOL-
 Sucrose-containing feedstocks Sugar")
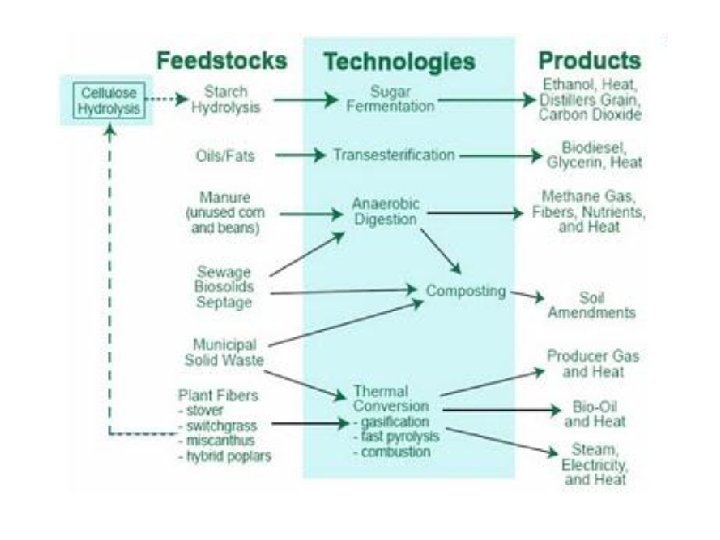
Evaluation of feedstocks Bioethanol can be produced from raw materials: 1) Sucrose-containing feedstocks Sugar cane, either in the form of cane juice or cane molasses, is the most important feedstock utilized in tropical and sub-tropical countries for producing ethanol. 2) Starchy materials To produce ethanol from starch it is necessary to break down the chains of this carbohydrate for obtaining glucose syrup, which can be converted into ethanol by yeasts. This type of feedstock is the most utilized for ethanol production in North America and Europe. Corn and wheat are mainly employed with these purposes. In tropical countries, other starchy crops as tubers (e. g. cassava) can be used for commercial production of fuel ethanol. 3) Lignocellulosic biomass (a complex comprised of several polysaccharides) is the most promising feedstock considering its great availability and low cost, but the large-scale commercial production of fuel ethanol from lignocellulosic materials has still not been implemented.

Important factors in choosing the suitable biomass for use as a raw material for fuel bioethanol production: • As long as the particular biomass contain of cellulose and hemicellulose component, it can be converted into fermentable sugars by hydrolysis and can be fermented to produce bioethanol. Low lignin content in the biomass is favourable as it is recalcitrant to degrade. • The potential biomass must be abundant, reproducible resources and available from season to season. For example, Malaysia generates a large amount of biomass from palm oil industry annually. The oil palm empty fruit bunches which contains of cellulose and hemicellulose is produce in huge quantities are still underutilized. Therefore, this material is suitable to be a feedstock for the conversion to variety of products attractive. • The particular biomass should be inexpensive to make the overall process economic feasible and should not be highly volatile, which can highly affect the production costs of bioethanol. If the biomass is a domestic resource which is not subject to world price fluctuations, it will be better to be used as raw material. • The materials also should be non-food biomass so the issue on food price has not been raised and the people hungry are not going to happen.

Conversion of lignocellulosic biomass to ethanol Overall fuel ethanol production from lignocellulosic biomass includes five main steps: (1)biomass pretreatment (2)cellulose hydrolysis (3)fermentation of hexoses (4)separation (5)effluent treatment Furthermore, detoxification and fermentation of pentoses released during the pretreatment step can be carried out.

BIOMASS PRETREATMENT

Structure of Lignocellulosic Biomass

Why do we need biomass pretreatment Lignocellulosic biomass needs pretreatment due to the existence of various physical and chemical barriers that greatly inhibit their susceptibility to bioprocesses such as hydrolysis and fermentation. These barriers were due to the close association of the three main components of cellulose, hemicellulose and lignin, which differ significantly from plant to plant. In short, pretreatment is necessary for effectively breaking the biomass recalcitrant characteristics

PURPOSE • Alter or remove structural and compositional barriers • Open up the cellulose or hemicellulose structure to hydrolysis in order to improve the rate of enzyme hydrolysis or increase yields of fermentable sugars • Increase the susceptibility of cellulose to enzymatic attack. In general, an effective pretreatment is characterized by several criteria which include avoiding size reduction, preserving hemicellulose fractions, limiting formation of inhibitors due to degradation products, minimizing energy input and being cost-effective.

Pretreatment Physical Process Biological Pretreatment Physicochemical Process Chemical Pretreatment

PHYSICAL PROCESS Size reduction - Increase the accessible surface area - Reduce cellulose crystallinity - Method : grinding, chipping, milling BIOLOGICAL PRETREATMENT • Use microorganisms • Fungi use to treat biomass and enhancing enzymatic hydrolysis • 5 week operation time • Low energy requirement

PHYSICO CHEMICAL PROCESS • Hydrolysis hemicellulose component AUTOHYDROLYSIS • Take place aqueous medium temperature (150°C-230°C) • High pressure saturated steam added to initiate hydrolysis action. STEAM EXPLOSION • 180 - 220°C / 1 - 2. 3 MPa/ 2 -10 min • Can carry out in both batch & continuous system SO 2 ADDED STEAM EXPLOSION CO 2 EXPLOSION AMMONIA FIBER EXPLOSION (AFEX) • To increase recovery of both cellulose and hemicellulose • To improve the enzymatic hydrolysis of solid fraction • Perceived as a prerequisite to achieve high sugar yields • • Can penetrate into accessible pores of the feedstock Pressure allow the distruption of cellulosic structure Increase surface area of substrate for enzymatic hydrolysis. Can improve the enzymatic digestibility of hardwood & softwood (water) • Exposed to liquid ammonia at high pressure. • Modify and reduce the lignin fraction of lignocellulosic materials. • AFEX more effective on low lignin containing biomass.

CHEMICAL PRETREATMENT Acid Hydrolysis Alkaline Hydrolysis Organosolv Process • Concentrated acids used to pretreat agriculture residue and wood. • Low T(°C) and concentrated acid recovery is needed. • High T(°C) with dilute acid, short retention time • Low p. H should be selected properly to avoid the formation of inhibitors. • Na. OH, Ca(OH)2, ammonia useful to remove lignin and a part of the hemicellulose. • Efficiently increase the accessiblity of enzyme to the cellulose • Saponification of intermolecular ester tend to increase material porosity • Low T(°C), relative long time • To obtain high amount of cellulose at moderate cost limiting inhibitor formation. • Methanol, acetone, ethylene are suitable solvent. • High T°C (160 -220°C) good for delignification and limiting the need for catalyst. • Simple distillation preferable solution for recovering the solvent.

Hydrolysis Step • Hydrolysis is the second step, after pretreatment process, whose objective is to produce monomer sugar such as glucose and xylose from cellulose and hemicellulose glucose (C 6 H 10 O 5)n + H 2 O n. C 6 H 12 O 6 hemicellulose xylose (C 5 H 8 O 4)n + H 2 O n. C 5 H 10 O 5 • The sugar molecules will be degraded to ethanol in the fermentation step. • There are two types of hydrolysis: 1. Acid hydrolysis 2. Enzyme hydrolysis
. • Xylan is more")
1. Acid Hydrolysis • Mainly produces xylose from xylans (hemicellulose). • Xylan is more susceptible to hydrolysis by mild acid treatment due to its amorphous structure compared to cellulose, which needs severe treatment condition for its crystalline structure. • Acids can penetrate lignin without any preliminary pretreatment of biomass, thus breaking down the cellulose and hemicellulose polymers to form individual sugar molecules • There are two types of acid hydrolysis: 1. Dilute acid hydrolysis 2. Concentrated acid hydrolysis

1. 1. Dilute Acid Hydrolysis • Hemicellulose fraction is depolymerized at lower temperature than cellulosic fraction • Dilute sulphuric acid is mixed with biomass to hydrolyze hemicellulose to xylose and other sugars • Involves two stages: 1. Performed at low temperature to maximize the yield from hemicellulose and is conducted under mild process conditions to recover the 5 carbon sugars 2. Higher temperature stage is optimized for hydrolysis of the cellulose portion and is conducted under harsher conditions to recover the 6 carbon sugars

1. 2. Concentrated Acid Hydrolysis • Provides a complete and rapid conversion of cellulose to glucose and hemicelluloses to 5 carbon sugars with little degradation • Reaction times are typically much longer than dilute acid hydrolysis • Uses up to 70% sulphuric acid at 313 -323 K for 2 -4 hours • Low tempretares and pressure will lead to minimization of sugar degredation

Comparison Between Dilute- and Concentrated-Acid Methods Advantages Disadvantages Concentrated-acid • Operated at low temperature • High sugar yield • High acid consumption • Equipment corrosion • High energy consumption for acid recovery • Long reaction time (2 -6 h) Dilute-acid • Low acid consumption • Short residence time • Operated at high temperature • Low sugar yield • Equipment corrosion • Formation of undesired byproducts

2. Enzyme Hydrolysis • Enzyme hydrolysis is carried out by cellulase or hemicellulase enzymes which are highly specific to produce reducing sugars such as glucose • Carried out in mild condition (p. H 4 -8 and 45 -50 C) • Advantages: ü Low utility cost ü Does not have corrosion problem ü Lower energy consumption ü Produces high yield of pure glucose with low formation of by-products

2. 1. Cellulase Enzymes • Endoglucanase: Proposed to initial attack randomly at multiple internal site in the amorphous regions of cellulose fiber opening-up site and create free chainends for subsequent attack by exoglucanases • Exoglucanase or cellobiohydrolases degrade the chain ends further and release the cellobiose molecule. Major component of cellulase system and hydrolyze highly crystalline cellulose • β-glucosidase: Splits cellobiose to two glucose molecules
")
Synergistic cellulase actions on cellulose (Source: (Dimarogona et al. , 2012)

2. 2. Hemicellulase Enzymes • Degrade more easily than cellulases due to lower degree of depolymerization and their amorphous nature • Hemicellulolytic enzymes are more complex and hemicellulose contains different sugar units • Examples of enzymes ü Xylanase: hydrolyze β-1, 4 bond in xylan to produce xylooligomers then hydrolyze by β-xylosidase to yield xylose ü Β-mannanase: hydrolyze mannan-based hemicellulose and liberate short β-1, 4 -mannooligomer then hydrolyze by βmannosidases to produce mannose ü Feruloyl esterase: Helps the release of hemicellulase from lignin and renders the free polysachharide product more amenable to degredation by the other hemicellulases

The benefits and limitations of using non-chemical methods for pretreatment of biomass The benefits of using non-chemical methods for pretreatment of biomass are: • Capital and operating costs are low compared to chemicals pretreatment due to no chemicals have to buy. • Operational is easy to handle as no explosive and highly inflammable substances is used. • No recovery cost of chemicals, sugar yield and removal of chemicals after pretreatment and hydrolysis prior to fermentation. • Maintenance cost will be reduced due to no solid or hydrolysates that are required to be neutralized prior to biological steps. • No corrosion problem to the vessel compared to the chemicals pretreatment. • No accumulation of unwanted product or toxic substances that inhibit the enzymatic hydrolysis and fermentation process such as mechanical pretreatment. • Environmental friendly and energy saving process for example biological pretreatment as it is performed at low temperature and no chemicals usage.

The limitations of using non-chemical methods for pretreatment of biomass are: • Low Cellulose Total Conversion Cell walls of polysaccharides are rather difficult to breakdown. The polymers of carbohydrate and lignin exhibit differential reactivity to thermal, chemical and biological processing. Therefore, without the combination of pretreatment normally the total conversion of carbohydrate would be low due to low rate of conversion to monomer sugars and produced low yield of ethanol at the end of the process. • High Energy Requirement By cutting the biomass into smaller pieces like milling could only increase the total hydrolysis yield of the lignocelluloses by 5 -25% depends on the kind of biomass, type and duration of milling. It has a high energy requirement and was found not economical feasible as pretreatment.

• Inhibitors By thermal pretreatment like steam pretreatment on biomass has a risk on producing compounds like furfural, hydroxymethylfurfural (HMF) and soluble phenolic compounds. These are the inhibitors in the fermentation and the biomass has to be separated from the condensate during the pretreatment. Therefore, additional step has to be applied to the process and will later increase the cost of overall process. • High Cost Another method like irradiation of cellulose by gamma rays, which cleaves the β-1, 4 -glycosidic bonds gives larger surface area and lower crystallinity. However this method is far too expensive to be used in a full-scale process and also doubtful to be used in combination with environmental friendly technologies. • Low Rate of Pretreatment The rate of biological pretreatment process is far too low for industrial used and some material is lost as these microorganisms also consumed hemicelluloses and cellulose.

Process synthesis for conversion of lignocellulosic biomass to ethanol

Diagram of lignocellulosic biomass fermentation for ethanol production. Main stream components: C, cellulose; H, hemicelluloses; L, lignin; Cel, cellulases; G, glucose; P, pentose; I, inhibitors, Et. OH, ethanol
 • is the classic")
Fermentation configuration of lignocellulosic biomass Separate hydrolysis and fermentation (SHF) • is the classic configuration employed for fermenting lignocellulosic biomass to the ethanol fermentation. • In this process, the pretreated lignocelluloses are hydrolyse to glucose and subsequently fermented to ethanol in separate units. • This gives advantage to the hydrolysis and fermentation process to be carried out at their optimum conditions. • Pentose released from the pretreatment is accomplished in an independent unit. • However, there is main drawback of this process whereas the cellulase activity is inhibited by the released sugars mainly cellobiose.
 of lignocellulosic hydrolyzates is refers to the fermentation of both five-carbon and")
Co-fermentation (CF) of lignocellulosic hydrolyzates is refers to the fermentation of both five-carbon and six-carbon sugars to ethanol. • This process oriented to complete assimilation by the microorganism by all sugars released during the pretreatment and hydrolysis of lignocellulosic biomass. • This can be done by mixed cultures or single culture by yeast that could assimilate both hexose and pentose. • The microorganisms most commonly modified for this purpose are S. cerevisiae and Z. mobilis to which genes allowing the assimilation of pentoses have been introduced. • The other approach for genetic modification is the introduction of genes encoding the metabolic pathway for the production of ethanol to microorganisms that are capable of fermenting both hexoses and pentoses in their native form. • The employ of these recombinant microorganisms allows implementing co -fermentation processes intended to more complete utilization of the sugars of lignocellulosic biomass.

One of the most successful methods for ethanol fermentation from lignocellulosic biomass is combination of the enzymatic hydrolysis and fermentation in one step process, termed simultaneous saccharification and fermentation (SSF). • In this process, the glucose produced in hydrolyzing enzyme is consumed immediately by fermenting microorganism in the culture. This is great advantage for SSF compared to SHF, due to the inhibition effects of cellobiose and glucose to the enzymes are minimized by keeping a low concentration of these sugars in the media. • The number of vessels required for SSF is reduced, resulting in lower capital cost of the process. • The first experience with SSF from biomass converts 70% of cellulose into ethanol and reach of 90 -95% conversion with final concentration of 40 -50 g/L.
 in which inclusion the")
Another mode of operation is simultaneous saccharification and co-fermentation (SSCF) in which inclusion the pentose fermentation in SSF. • The hydrolyzated hemicelluloses during pretreatment and the solid cellulose are not separated after pretreatment, allowing the hemicelluloses sugars to be converted to ethanol together with SSF of the cellulose. • The SSCF process is considered to be an improvement to SSF. In SSF bioreactor, only hexoses are converted to ethanol and pentoses can be fermented in another bioreactor with different microorganism. • In SSCF process, it is suggested to ferment both hexoses and pentoses in a single bioreactor with a single microorganism. • Therefore, only a single fermentation step is required to process hydrolyzed and solid fractions of the pretreated lignocelluloses.
, ethanol with all of the required enzymes is produced in")
In consolidated bioprocessing (CBP), ethanol with all of the required enzymes is produced in a single bioreactor by single microorganism’s community. • The process is also known as direct microbial conversion (DMC). • It is based on utilization of mono- or co-cultures of microorganisms which ferment cellulose to ethanol. • Application of CBP entails no operating costs or capital investment for purchasing enzyme or its production. Several cellulolytic anaerobes have been isolated and characterized for potential technology development for fuel or chemical production by CBP of lignocellulosic materials. • This type of activity is shown by various anaerobic thermophilic bacteria such as Clostridium thermocellum and some filamentous fungi including Neurospora crassa, Monilia sp. and Paecilomyces sp.
dc62550bb4b96a20da9d1a46688c424c.ppt