b6e150059f7e5d64c38e45b753bf8f0e.ppt
- Количество слайдов: 44



БАЗА ЗНАНИЙ В ОБЛАСТИ ИПИ – ТЕХНОЛОГИЙ В. Д. Костюков Федеральное государственное унитарное предприятие «ГОСУДАРСТВЕННЫЙ КОСМИЧЕСКИЙ НАУЧНО-ПРОИЗВОДСТВЕННЫЙ ЦЕНТР имени М. В. Хруничева»

• В современных рыночных условиях требуются коренные изменения схем работы предприятия. Для решения данных проблем необходимо включение в организационную схему функционирования предприятий трех основополагающих принципов: · научно-техническая и технико-экономическая экспертиза, · сертификация изделия и его производства на всех стадиях жизненного цикла, · информационные технологии. В части системной интеграции предполагается, что бизнес процессы на машиностроительном предприятии можно условно объединить в следующие группы (категории): 1. Маркетинг и новые разработки. 2. Конструирование и конструкторское сопровождение. 3. Технологическая подготовка производства изделий. 4. Материальное снабжение. 5. Производственные процессы. 6. Сбыт. 7. Процессы управления различными ресурсами (финансы, персонал, производственная инфраструктура, инженерное оборудование и т. д. ).
, в том числе")
Бизнес процессы первой группы реализуются автоматизированными системами бизнес-анализа BI (Business Intelligence), в том числе системой сбалансированных показателей деятельности предприятия BSC (Balanced Score. Card system); Бизнес процессы четвертой, пятой, шестой и седьмой групп реализуются автоматизированными системами управления производством всех уровней иерархии – АСУП Второй группы - автоматизированными системами конструирования – АСК (Computer Aided Design/ Computer Aided Manufacturing/ Computer Aided Engineering - CAD/CAM/CAE – системами), Третьей - автоматизированными системами технологической подготовки производства – АСТПП.

Основные объекты и системы их управления. Объекты управления Системы автоматизированного управления Технологическое оборудование Системы числового управления – ЧПУ; Numerical Control - NC Технологические процессы - ТП Автоматизированные системы управления технологическими процессами – АСУ ТП; Scada (Supervisory Control And Data Acquisition) - системы контроля и диагностики технологических процессов. Технические и общие деловые (бизнес) - процессы Автоматизированные системы управления АСУ цехового уровня - MES (Manufacturing Execution System); системы управления потоками работ - Workflow -системы Производственные ресурсы Автоматизированные системы управления предприятием – АСУП; Enterprise Resource Planning - ERP Документы Автоматизированные системы управления документооборотом – АСУД; Автоматизированные системы управления инфор-мацией на всех стадиях её жизненного цикла - ILM Электронные данные Системы управления электронными данными; (Product/ Project/Process)/ Data Management - PDM Технологическая подготовка производства - ТПП Автоматизированные системы управления технологической подготовкой производства – АСУ ТПП Проекты Интегрированные системы управления проектами – ИСУП; Project Management - PM Цепочки поставок Автоматизированные системы управления цепочками поставок; Customer Relationship Management - CRM Жизненный цикл изделия Комплексная корпоративная автоматизированная система управления всеми аспектами жизненного цикла изделия; Product Lifecycle Management -PLM
")
Типовая структура корпоративной информационно – управляющей системы промышленного предприятия. Система докумен тооборо та (ILM) BI, BSC PM CAD/CAM/CAE/PDM ERP, CRM АСТПП MES, Workflow Scada (АСУ-ТП) Технологическое оборудование ХРАНИЛИЩЕ ДАННЫХ Система идентификации материальных потоков на основе штрих-кодов и оптоэлектронных систем кодирования

Единая отраслевая методика предпроектного обследования и оценки эффективности мероприятий по внедрению ИПИ - технологий при производстве ракетно – космической техники (ЭФ ИПИ) предназначена для автоматизации работ, выполняемых на стадии предпроектного обследования, и повышения качества принимаемых решений по внедрению ИПИ – технологий. В состав её разделов входят: • рекомендации по организации рабочих групп, их составу, • планированию работ, • выбору наиболее эффективных лицензионных систем бизнес аналитики, • порядку и методике проведения системно – структурного анализа, • описанию и моделированию бизнес процессов, • их документированию, • формированию отчетов, • наглядному представлению результатов работ.

Единая отраслевая методика предпроектного обследования и оценки эффективности мероприятий по внедрению ИПИ - технологий при производстве ракетно – космической техники должна обеспечить: ·сокращение сроков и затрат на предпроектных обследований в 3 – 4 раза; проведение ·повышение качества предпроектных работ за счет использования лицензионной системы бизнес аналитики BPWin; ·сокращение в 8 – 10 раз сроков возврата инвестиций в ИПИ – технологии за счет оптимизации принимаемых проектных решений, применения современных методов системно – структурного анализа, использующих международные стандарты IDEF, и лучших мировых практик, нашедших свое отражение в контрольном списке

Под знаниями обычно понимают набор фактов и правил, формализующих опыт специалистов в конкретной предметной области. Знания предприятия это формализованный опыт сотрудников предприятия. Под знаниями в будем считать - набор документов (информацию), содержащих факты и правила, формализующие опыт, как сотрудников конкретного предприятия, так и опыт других предприятий в той же предметной области.

Знания предприятия - капитал, нематериальный актив. Источник и потребитель знаний предприятия - персонал предприятия. Задача руководства предприятия: Отделить знания от персонала; Сохранить знания; Повысить эффективность использования знаний в работе. Сбор, систематизация, хранение, оперативный поиск и выдача по запросам научно – технической информации, содержащейся в проектной документации, извлечение из неё оптимальных, прошедших жёсткие испытания на практике конструктивно – технологических решений является одной из актуальных задач современного отечественного и мирового машиностроения.

Крупное производственное предприятие использует следующий набор документов: Нормативные и организационные документы предприятия (организационная структура, устав, положение о подразделениях, должностные инструкции, штатное расписание, регламент, инструкции качества и т. д. ); Архивы проектной (конструкторско-технологической) документации (технологическое оборудование, здания, инфраструктура, документация о контроле промышленной безопасности объектов); Архивы эксплуатационной документации (ремонты, контроль промышленной безопасности); Коммерческая документация (контракты, счета, акты, юридические документы); Документы НИР, отчёты за истекший период по направлению, программы технологического развития предприятия; Делопроизводство (контроль исполнения документов); Документы законодательства, отраслевые стандарты.

Проблемы работы с документами – источниками знаний. Многообразие источников информации предприятия - это еще не База знаний. В разных источниках существуют разные возможности поиска документов. Часто используется только поиск по контексту, поиск по атрибутам не используется. В отдельных источниках (покупные базы документов) ограничено число пользователей. Состав атрибутов зачастую не адекватен видам деятельности предприятия. Отсутствуют единые требования к составу проектных документов и их содержанию. Документы «свалены» без атрибутирования и никто из сотрудников не может ничего найти и воспользоваться, поэтому готовит свой комплект документов заново. Отсутствует контроль получения документов. Документы размещаются в базах не регулярно. Каждый сотрудник продолжает накапливать личные архивы документов на своем персональном компьютере, потом сам не может ничего там найти. Происходит дублирование документов, отсутствует контроль версий документов. Передача знаний между проектными командами не происходит, каждая команда заново разрабатывает решения, совершая одни и те же ошибки.

Многочисленными исследованиями установлено, что более 80% содержания, необходимого для функционирования предприятия, является именно неструктурированным. Чтобы эффективно работать с этой информацией и предлагается создание типовой базы знаний в области ИПИ – технологий. Основная цель создания БЗ ИПИ – обеспечение эффективного изготовления изделий «Протон» , «Протон-М» , «Ангара» , «Бриз-М» , КВРБ, «Рокот» , «Каз. Сат» , МКА ДЗЗ и связи, ФГБ-2, «Байтерек» и др. , повышение их качества и надежности, сокращение сроков изготовления. Прототипом БЗ ИПИ может служить система документирования BAZDOK

Вход в систему документирования BAZDOK Создание типовой базы знаний в области ИПИ - технологий предназначено для автоматизации проектных работ, выполняемых на стадиях предпроектного обследования и реализации проектов, повышения качества принимаемых решений по внедрению ИПИ – технологий. В её состав входит информация в виде проектных документов по таким типовым проектам как: · Автоматизированная система технологической подготовки компьютеризированного сертифицированного производства ракетно-космической техники; · Единая корпоративная информационно-телекоммуникационная система управления предприятием; · Автоматизированная система конструирования ракетно-космической техники; · Автоматизированная система конструкторского сопровождения компьютеризированного сертифицированного производства ракетно-космической техники; · Наукоемкие технологии.

Примерный состав проектов типовой базы знаний в области ИПИ – технологий

Примерный состав подпроектов типовой базы знаний в области ИПИ – технологий.

Каждый из подпроектов состоит из нескольких разделов. Каждый раздел состоит из нескольких подразделов и так далее. Примерный состав разделов, подразделов, частей и курсов подпроекта «Организационно-методическое обеспечение АСТП КСП РКТ»

Создаваемая типовая база знаний в области ИПИ – технологий предназначена для всех предприятий отрасли, внедряющих ИПИ – технологии. Внедрение её должно обеспечить: · снижение сроков выполнения и затрат, связанных с реализацией инвестиционных проектов в области ИПИ – технологий на 17%; · повышение качества принимаемых проектных решений за счет их типизации и унификации с учетом лучших мировых практик. Предлагаемая разработка является инвариантной частью организационно – методического обеспечения созданной и постоянно совершенствующейся на протяжении последних 25 лет автоматизированной системы технологической подготовки и управления производством ракетно-космической техники РКЗ ФГУП «ГКНПЦ им. М. В. Хруничева» .

В состав компонентов АСТПП входят высокоэффективные решения, отработанные при реализации таких всемирно известных проектов как: «ПРОТОН» , «ПРОТОН-М» (Компьютеризированная интегрированная система кузнечно-прессового производства – КИПС КПП); «БРИЗ-М» (Система автоматизированного проектирования технологических процессов инструментального производства); «РОКОТ» (Наукоемкие технологии изготовления ковочных штампов, пресс-форм, форм-блоков и т. п. на оборудовании с ЧПУ с применением системы ADEM); «МИР» (Склад элеваторного типа на 32 т (16 ячеек) – прототип автоматизированного паркинга легковых автомобилей); «МКС» «АНГАРА» , «ЯХТА» (Ядро и база знаний АСТПП, СГУ, Baz. Dok, TECHCARD и CADMECH фирмы «ИНТЕРМЕХ» ). Эти компоненты являются завершенными техническими решениями, эксплуатирующимися в жестких производственных условиях.

Единая БД технологического назначения Электронный архив КД Подсистема формирования исходных данных для автоматизированных систем Информационно-поисковая система технологического назначения БД АСУП Дополнительная технологическая информация Подсистема кодирования и контроля информации Подсистемы проектирования ТП Резка Ковка Горячая штамповка Подсистемы формирования ТД (наряды, операционные карты, технологические паспорта, сводка нормативного времени на изделие, планы поставки ДСЕ из кузнечно-прессового цехам потребителям, изменение планов поставки, потребность материалов по планам поставки, перечень отсутствующих ТП и т. п. ) Технологическое оборудование А С У Т П П Подсистема организационноэкономического управления производством (СОЭУП) Структурнофункциональная схема компьютеризированной интегрированной производственно й системы кузнечнопрессового производства КИПС КПП.

Единая отраслевая система автоматизированного проектирования технологических процессов кузнечнопрессового производства предназначена для автоматизации работ, выполняемых на стадии рабочего проектирования технологии. В её состав входят: подсистемы проектирования технологических процессов резки, ковки, штамповки; подсистема формирования технологической документации (наряды, операционные карты, технологические паспорта, сводки нормативного времени на изделия, планы поставки ДСЕ из кузнечно-прессового цехам потребителям, изменение планов поставки, потребность материалов по планам поставки, перечень отсутствующих ТП и т. п. ); подсистема кодирования и контроля информации; информационно-поисковая система технологического назначения; подсистема управления технологической подготовкой кузнечно-прессового производства; интерфейсы с АСУП (ERP-системой), системой управления цехового уровня (MES-системой).
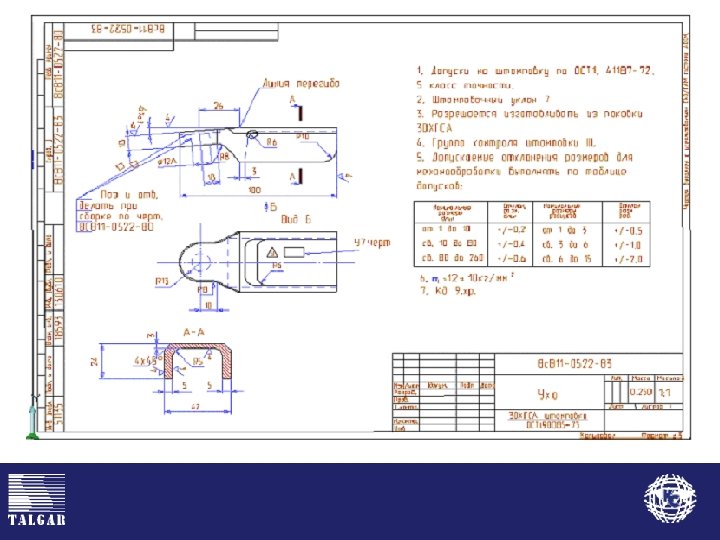

Пример применения методов параметризации с явным заданием параметрической модели проектировании штамповки для детали типа «Ухо» по системе АДЕМ

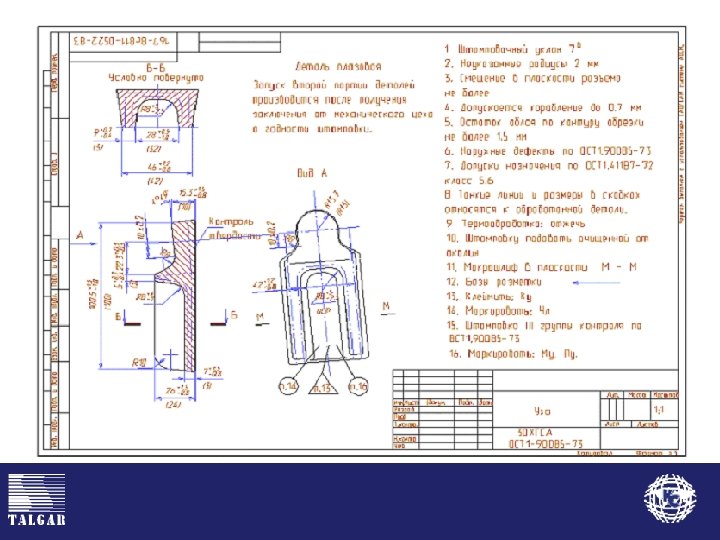
Пример глубокого взаимодействия ADEM/CAM с модулем ADEM/CAD при проектировании обработки нижней вставки штампа для детали типа «Ухо» по системе АДЕМ

Пример генерации постпроцессоров для всех типов стоек с ЧПУ при помощи модуля ADEM/GPP при расчёте УП обработки нижней вставки ковочного штампа для детали типа <<ухо>> на ИР – 500

Фотографии изготовленной штамповки и обработанной вставки ковочного штампа

Под MES – системой обычно понимается интегрированная компьютеризированная производственная система, функционирующая в режиме PB (в масштабе, необходимом для текущего контроля хода выполнения производственных заказов) и включающая набор технологий, используемых для решения задачи оптимизации процессов производства продукции. Как показывает практика, наиболее эффективны MES – системы, в состав которых в качестве базового модуля входит система автоматизированного проектирования рабочих технологических процессов, подготовки (технологической отработки) управляющих программ для технологического программно управляемого оборудования с ЧПУ и группового управления станками с ЧПУ.

В настоящее время в цехах РКЗ эксплуатируется система группового управления станками с ЧПУ " Диалог", включающая в себя следующие элементы: - ЭВМ СМ-4 -1 ед. , служит для управления работой системы и хранения архива управляющих программ, расположена в машинном зале цеха. - Станция дальней связи СДС - 2 ед. , служит для передачи и приема информации между ЭВМ и стойками ГУС, расположена в машинном зале цеха. - Стойка группового управления станками ГУС-7 ед. , служит для загрузки управляющих программ в систему ЧПУ станка, отладки и редактирования программ во время работы станка, расположены в цехе у станков. Система обслуживает 28 станков. Применение системы "Диалог" позволяет сократить время на запуск в производство управляющих программ для станков с ЧПУ, изменять программу во время работы станка, пересылать отредактированную программу в ЭВМ, хранить в ЭВМ архив управляющих программ, отказаться от применения перфоленты, повысить производительность труда операторов станков с ЧПУ. Данная система была введена в эксплуатацию в 1984 году и к настоящему времени физически и морально устарела.
 Описания и определения технологического программно управляемого")
В MES МО должны присутствовать компоненты для: 1) Описания и определения технологического программно управляемого оборудования с ЧПУ, материалов и персонала (ресурсы производства); 2) Описания и определения самого технологического процесса; 3) Определения и планирования расписания запуска производства; 4) Расчета производительности производства и хранения данных.
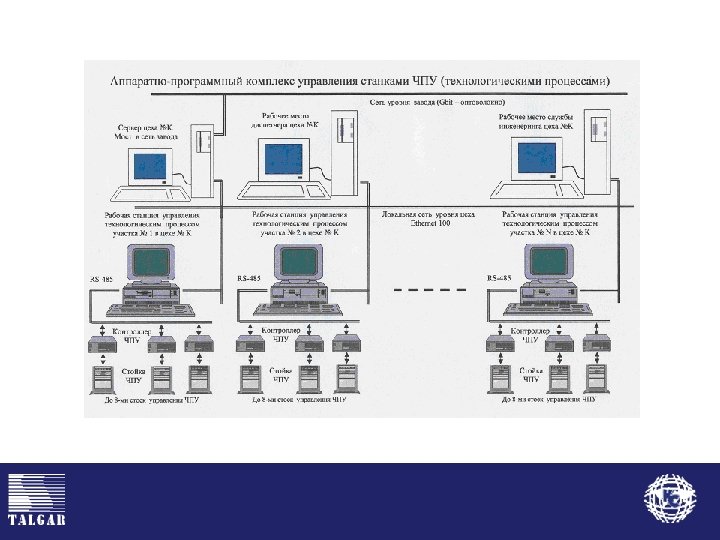

Аппаратно-программный комплекс управления станками с ЧПУ MES МО на базе промышленных компьютеров предназначен для автоматического контроля и управления полным циклом технологического процесса обработки деталей на станках с ЧПУ, включая задачи учета и паспортизации. Создание MES МО предполагает замену существующего, физически и морально устаревшего, оборудования управления станками ЧПУ на базе компьютеров СМ-архитектуры с фотосчитывателями перфолент на новейшее оборудование: · международный стандарта ISO 9001 для промышленного оборудования; · Intel-архитектура всех применяемых процессоров в конструктивном исполнении промышленной Евромеханики; · оснащение программными продуктами, воплощающими в себе новейшие технологии в области: > прикладных систем реального времени; > сетевых средств коммуникации; > средств подготовки, коррекции и хранения баз данных; > Intra. Net WEB технологий, дающих возможность разработчикам программ ЧПУ, а также службам управления цеха или завода со своих рабочих мест осуществлять оперативный контроль за ходом отработки и функционирования процессов изготовления деталей.

АПК MES МО представляет собой сетевое объединение: • управляющих компьютеров на базе промышленных рабочих станций, сопряженных с помощью программируемых промышленных контроллеров со стойками управления станками ЧПУ; • промышленного компьютера с функциями сервера базы данных программ управления и результатов работы парка станков ЧПУ, а также Intra. Net WEBсервера базы данных для доступа из внешней сети; • компьютера рабочего места службы контроля и управления технологическими процессами цеха (начальник цеха, служба подготовки производства, контроля готовой продукции и т. п. ); • компьютера службы цехового инжиниринга, исполняющего роль сетевого администратора и технического обслуживания всего программно-аппаратного комплекса.

Создаваемая MES МО предназначена для всех предприятий отрасли, эксплуатирующих оборудование с ЧПУ. Внедрение типовой отраслевой MES МО должно обеспечить: · сокращение сроков технологической отработки управляющих программ в 2 - 3 раза; · сокращение сроков и затрат на производство деталей РКТ на 23% за счет применения лучших мировых практик; повышение качества выпускаемой продукции за счет повышения достоверности информации, используемой принятии решений по управлению бизнес процессами на цеховом уровне. Предлагаемая разработка является инвариантной частью созданной и постоянно совершенствующейся на протяжении последних 25 лет автоматизированной системы технологической подготовки и управления производством ракетно-космической техники РКЗ ФГУП «ГКНПЦ им. М. В. Хруничева» .
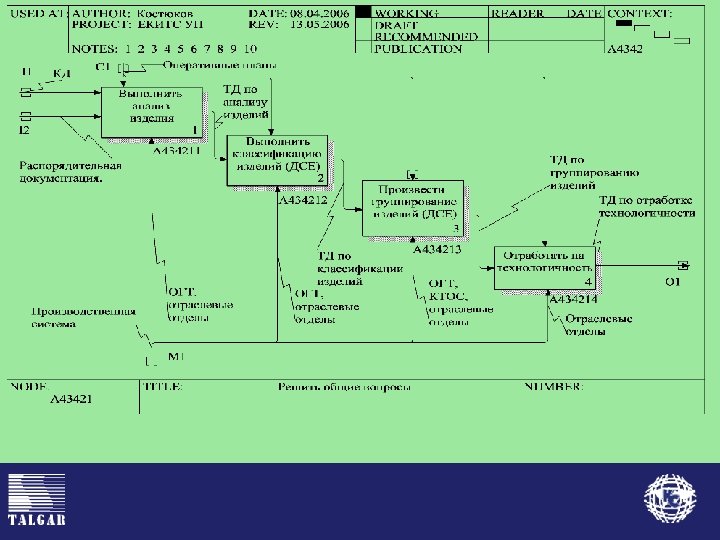
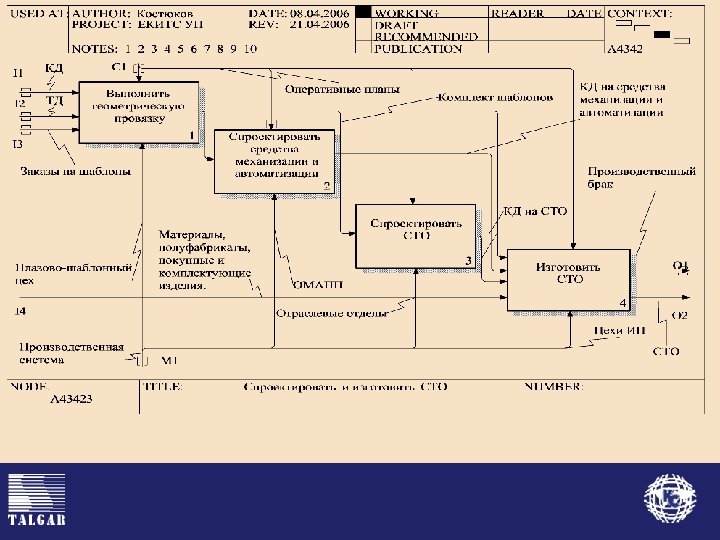

Функции, этапы и задачи ТПП реализуются типовыми подсистемами, каждой из которых необходима база технологических данных БД ТН. Установлен следующий состав типовых подсистем АСТПП: · классификация и группирования объектов производства; · обеспечение технологичности конструкции изделия; · проектирования технологических процессов, включая подсистемы: проектирования операционных технологических процессов; расчета УП; графического контроля УП; технологической отработки УП; · проектирования средств технологического оснащения; · изготовления средств технологического оснащения; · определения рациональной структуры ГПС; · моделирования процессов производства в ГПС; · проектирования и настройки ПС для ГПС; · оформления технологических документов; · хранения ТД и УП.

Для выполнения задач ТПП необходимо наличие следующих документов: · чертежей изделий; · перечня деталей; · спецификаций; · ведомостей оборудования; · технических характеристик оборудования; · перечня цехов и их оснащение Содержимое этих документов и должно быть размещено в БД ТН. Оно используется для разработки маршрутных карт, ТЗ на проектирование и изготовление оснастки, ТЗ на проектирование и изготовление специального инструмента, ТЗ на сборку стандартного инструмента, которые также должны храниться в БД ТН.

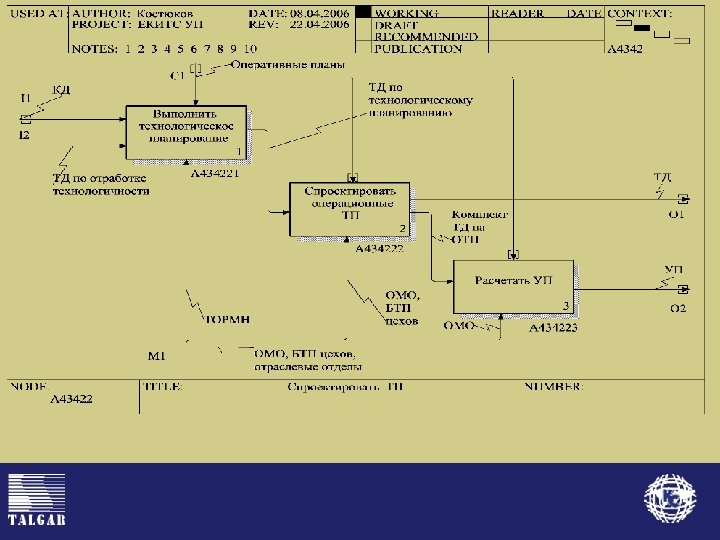
При проектировании операционных технологических процессов решаются такие задачи, как определение схемы базирования и крепления детали, разработка ТЗ на проектирование и изготовление оснастки, определение набора инструментов и их исполнительных размеров, осуществление поиска нормализованного инструмента, разработка ТЗ на проектирование и изготовление специального инструмента, расчет режимов резания и нормирования. Для выполнения этих задач используются альбомы типовых операций, стандарты на режущий и вспомогательный инструменты, нормативы режимов резания, которые также должны хранится в БД ТН. Эти данные необходимы для программирования технологических процессов и расчета управляющих программ.
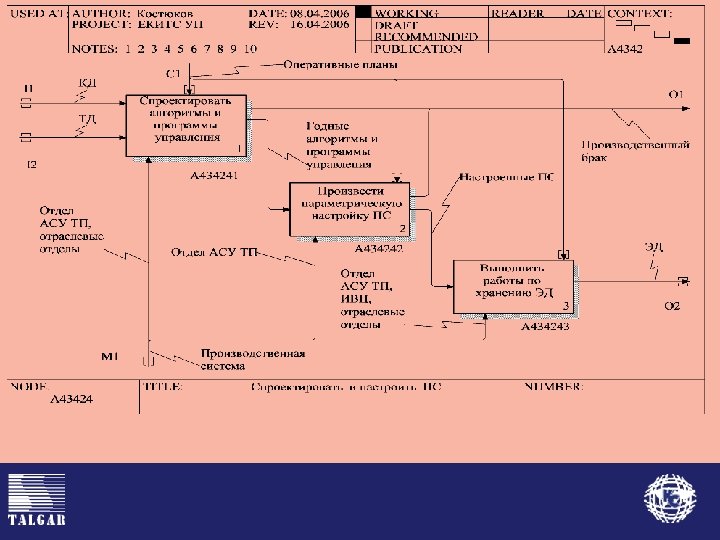
 для компьютеризированной интегрированной производственной системы реализуется")
Функция автоматизированного проектирования и настройки программных средств (ПС) для компьютеризированной интегрированной производственной системы реализуется в два этапа. Сначала, используя технологическую документацию, размещенную в БД ТН, и техническую характеристику оборудования, хранящуюся там же, с помощью САПР проектируются и изготавливаются программные средства. А затем производится их параметрическая настройка на заданные условия производства. Технологическая подготовка производства завершается формированием управляющей информации, которая размещается и хранится в БД ТН.

Типовая отраслевая база данных технологического назначения для автоматизированного формирования комплектов технологической документации по всем видам технологических переделов с использованием лицензионных программных продуктов предназначена для автоматизации работ, выполняемых на стадии технологической подготовки производства - ТПП. В её состав входят данные, необходимые для выполнения практически всех этапов, задач и подзадач ТПП

Создаваемая БД ТН предназначена для всех предприятий отрасли, внедряющих ИПИ – технологии. Внедрение её должно обеспечить: · сокращение сроков формирования технологической документации в 10 – 12 раз; комплектов · повышение качества технологической документации за счет применения типовых проектных решений и лучших мировых практик; · сокращение затрат на формирование технологической документации в 2 раза. комплектов Предлагаемая разработка является инвариантной частью созданной и постоянно совершенствующейся на протяжении последних 25 лет автоматизированной системы технологической подготовки и управления производством ракетно-космической техники РКЗ ФГУП «ГКНПЦ им. М. В. Хруничева»
b6e150059f7e5d64c38e45b753bf8f0e.ppt